ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу изготовления лопасти вентилятора, выполненной из армированного волокнами композиционного материала, который представляет собой листовую заготовку, содержащую множество волокон, расположенных параллельно друг другу, сцементированных смолой, и к устройству для изготовления лопасти вентилятора.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Турбовентиляторный двигатель, используемый в качестве двигателя воздушного судна, содержит вентилятор, который создает бóльшую часть тяги, и газогенератор двигателя (турбореактивный двигатель), предусмотренный с турбиной, который расположен за вентилятором и обеспечивает приведение в действие вентилятора. Вентилятор и газогенератор двигателя расположены коаксиально, воздух, всасываемый вентилятором из передней части двигателя, разделяется на воздух (Gf), который проходит через вентилятор и выпускается в заднюю часть, и воздух (Gc), который вводится в газогенератор двигателя, используется для сжигания для обеспечения вращения турбины и затем выпускается в заднюю часть. Соотношение двух потоков воздуха (Gf/Gc) называют степенью двухконтурности.
[0003] Чем выше степень двухконтурности, тем выше эффективность использования топлива, так что в последние годы были разработаны турбовентиляторные двигатели с высокими степенями двухконтурности. По мере увеличения степени двухконтурности увеличивается отношение диаметра вентилятора к диаметру газогенератора двигателя, так что увеличивается длина лопастей вентилятора, образующих вентилятор. Несмотря на то что обычные лопасти вентилятора изготавливают из титана, алюминиевого сплава или тому подобного, было предложено использовать армированный волокнами, композиционный материал для лопастей вентилятора для уменьшения веса и гарантирования прочности в стремлении выполнить лопасти вентилятора, имеющие больший размер (см. патентные документы 1 и 2).
[0004] Подобную лопасть вентилятора, выполненную из композиционного материала, формуют посредством термоформования из листовой заготовки, которая содержит множество волокон, расположенных параллельно друг другу (элементарных волокон), сцементированных смолой (полимером). Для формования изделия, имеющего трехмерный профиль, такого как лопасть вентилятора, а именно термоформования из листовой заготовки, имеющей плоский профиль, листовую заготовку нагревают для обеспечения размягчения смолы и затем (а) листовую заготовку размещают между двумя формами, (b) листовую заготовку прижимают к форме посредством сжатого воздуха или (с) в пространстве между формой и листовой заготовкой снижают давление для обеспечения прилегания листовой заготовки к форме (см. патентные документы 3 и 4).
ДОКУМЕНТ ПО ПРЕДШЕСТВУЮЩЕМУ УРОВНЮ ТЕХНИКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0005] Патентный документ 1: Выложенная заявка на патент Японии № 2007-112132
Патентный документ 2: Выложенная заявка на патент Японии № 2011-69286
Патентный документ 3: Выложенная заявка на патент Японии № S61-179720
Патентный документ 4: Выложенная заявка на патент Японии № Н06-239340.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, ПОДЛЕЖАЩИЕ РЕШЕНИЮ ПОСРЕДСТВОМ ИЗОБРЕТЕНИЯ
[0006] Как правило, лопасть вентилятора имеет изогнутую форму с учетом аэродинамических характеристик и, следовательно, поверхность формы, которая «передает» профиль/конфигурацию, также имеет криволинейный профиль. Если в случае (а), описанном выше, форма имеет такую искривленную поверхность, при формоизменении листовой заготовки между двумя формами для обеспечения соответствия профиля/конфигурации листовой заготовки профилю/конфигурации форм в периферийной части профилированной части или в других частях может возникнуть сморщивание или перепутывание. Кроме того, при сближении двух форм для размещения/зажима листовой заготовки между ними листовая заготовка может перемещаться вдоль неровного профиля формы и может быть смещена относительно центра формы, и может возникнуть ситуация, когда невозможно будет отформовать листовую заготовку надлежащим образом.
[0007] Если в случае (b) листовая заготовка, прижатая к форме посредством сжатого воздуха, существенно деформируется, существует вероятность возникновения сморщивания, как в случае (а), и требуется, чтобы сжатый воздух под высоким давлением обеспечивал надлежащее прижатие листовой заготовки к форме. Если в случае (с) листовая заготовка, прилегающая к форме вследствие снижения давления, существенно деформируется, существует вероятность возникновения сморщивания, как в случае (а). Кроме того, несмотря на то, что для обеспечения надлежащего прилегания листовой заготовки к форме требуется значительное снижение давления, существует предел снижения давления.
[0008] Кроме того, поскольку в случаях (b) и (c) листовую заготовку не размещают между двумя формами, а прижимают к одной форме под действием сжатого воздуха или обеспечивают ее прилегание к одной форме за счет снижения давления, вряд ли можно будет отформовать листовую заготовку, которая трудно поддается деформированию вследствие толщины или материала.
[0009] С учетом обстоятельств, описанных выше, задача настоящего изобретения состоит в разработке способа изготовления лопасти вентилятора посредством термоформования из листовой заготовки, которая содержит множество волокон, расположенных параллельно друг другу, сцементированных смолой, при одновременном предотвращении возникновения сморщивания, и в разработке устройства для изготовления лопасти вентилятора.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
[0010] Для решения задачи, описанной выше, один аспект изобретения направлен на способ изготовления лопасти вентилятора, включающий нагрев листовой заготовки, включающей в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижатие нагретой листовой заготовки к форме для лопасти вентилятора, при этом форме для лопасти вентилятора придана такая конфигурация, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины, и при прижатии листовой заготовки к форме для лопасти вентилятора листовая заготовка прижимается к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора, и центральная часть листовой заготовки в направлении ее ширины в концевой части в продольном направлении формы для лопасти вентилятора вытягивается с бóльшим усилием, чем концевые части листовой заготовки в направлении ее ширины в концевой части в продольном направлении формы для лопасти вентилятора.
[0011] Кроме того, один аспект изобретения направлен на устройство для изготовления лопасти вентилятора, при этом устройство выполнено с конфигурацией, обеспечивающей возможность нагрева листовой заготовки, включающей в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижатия нагретой листовой заготовки к форме для лопасти вентилятора, и устройство содержит прижимающее приспособление, которое прижимает листовую заготовку к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора, при этом форме для лопасти вентилятора придана такая конфигурация, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины, форма для лопасти вентилятора имеет краевую часть, имеющую конфигурацию, отличающуюся от конфигурации лопасти вентилятора, образующейся вдоль ее периферии, и угол сечения краевой части относительно направления прижатия листовой заготовки является более острым в центральной части в направлении ширины концевой части в продольном направлении, чем в концевых частях в направлении ширины концевой части в продольном направлении.
ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ
[0012] Посредством способа изготовления лопасти вентилятора и устройства для изготовления лопасти вентилятора в соответствии с настоящим изобретением может быть предотвращено возникновение сморщивания при образовании лопасти вентилятора путем термоформования из листовой заготовки, содержащей множество волокон, расположенных параллельно друг другу, сцементированных смолой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
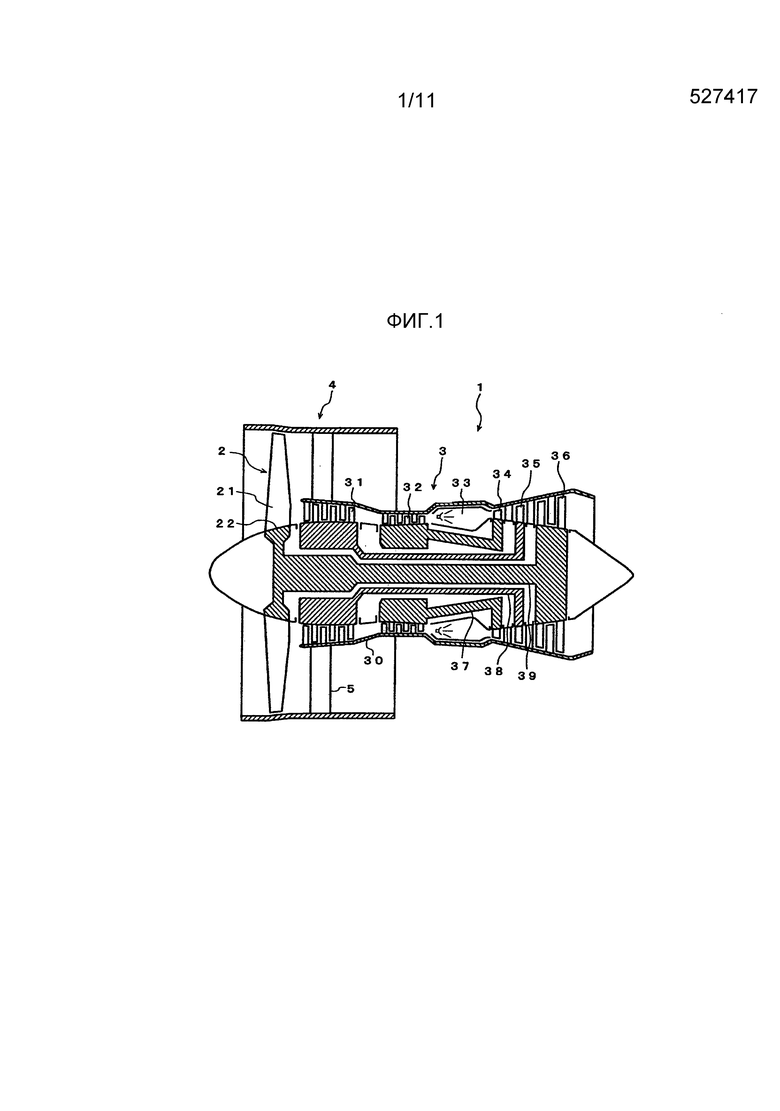
[0013] Фиг. 1 представляет собой схематическое боковое сечение турбовентиляторного двигателя, предусмотренного с лопастью вентилятора.
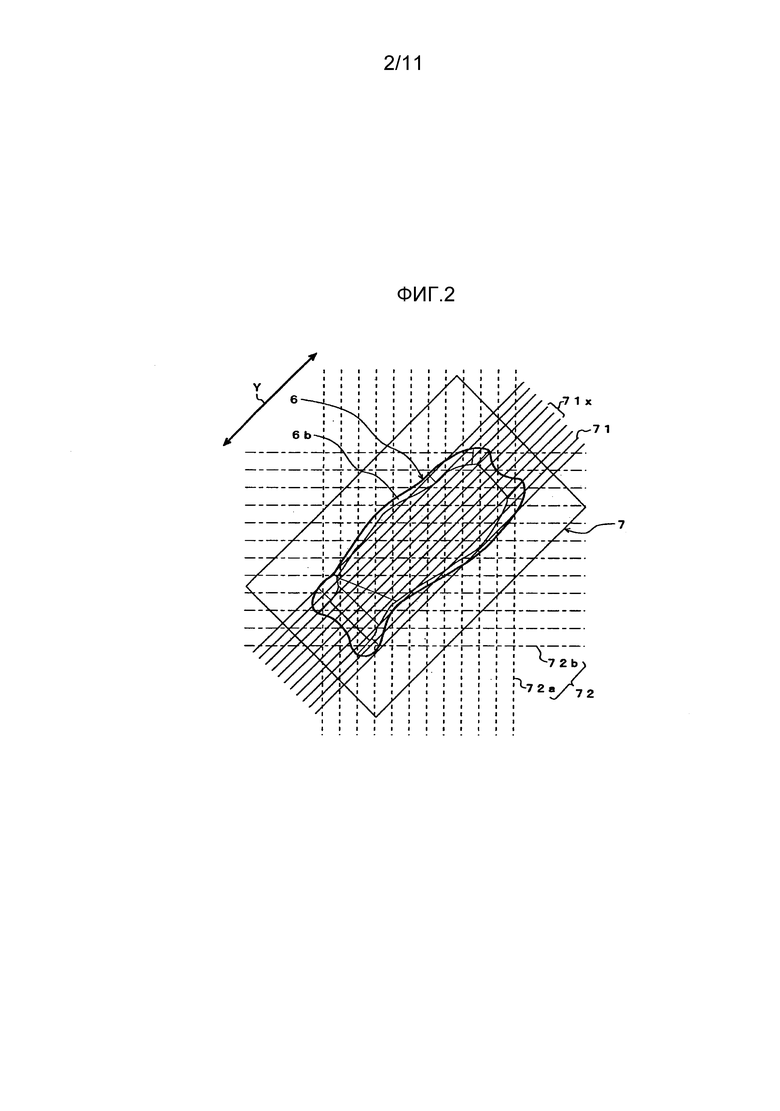
Фиг. 2 представляет собой иллюстративное схематическое изображение, показывающее форму для лопасти вентилятора и листовую заготовку, содержащую основные волокна, расположенные в продольном направлении лопасти вентилятора, и вспомогательные волокна, расположенные так, что они перекрещиваются с основными волокнами, используемую в способе изготовления лопасти вентилятора в соответствии с одним вариантом осуществления настоящего изобретения.
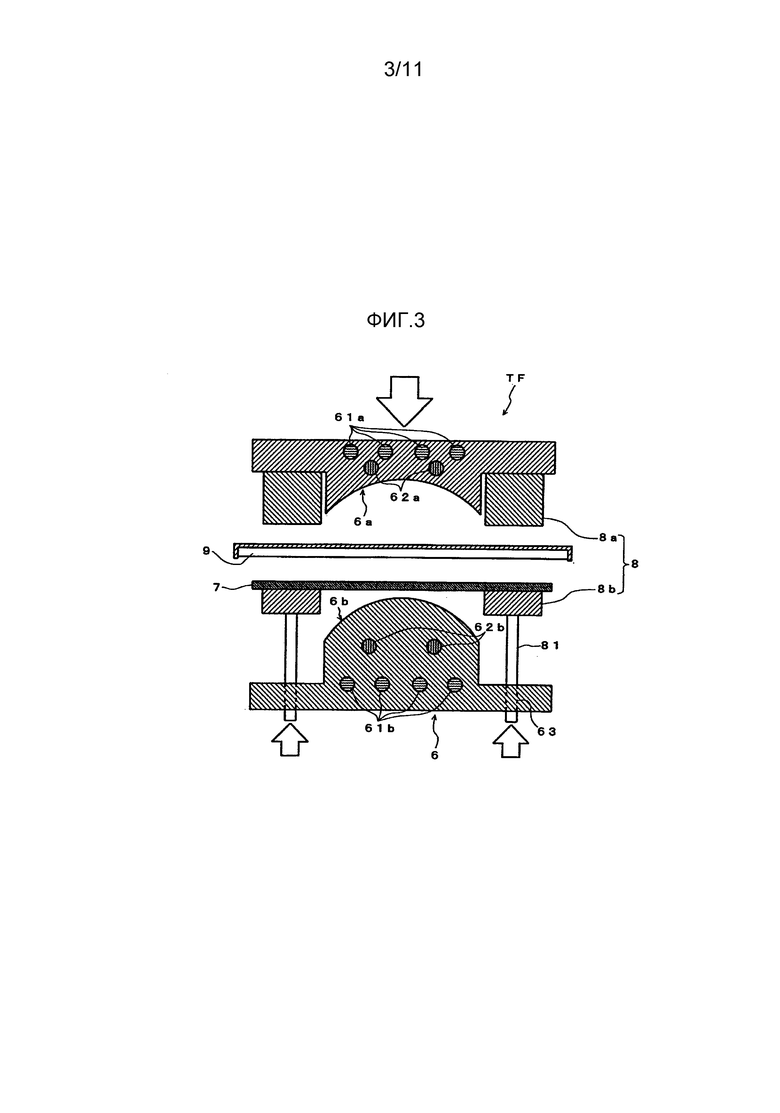
Фиг. 3 представляет собой схематическое сечение устройства для термоформования, предназначенного для изготовления лопасти вентилятора.
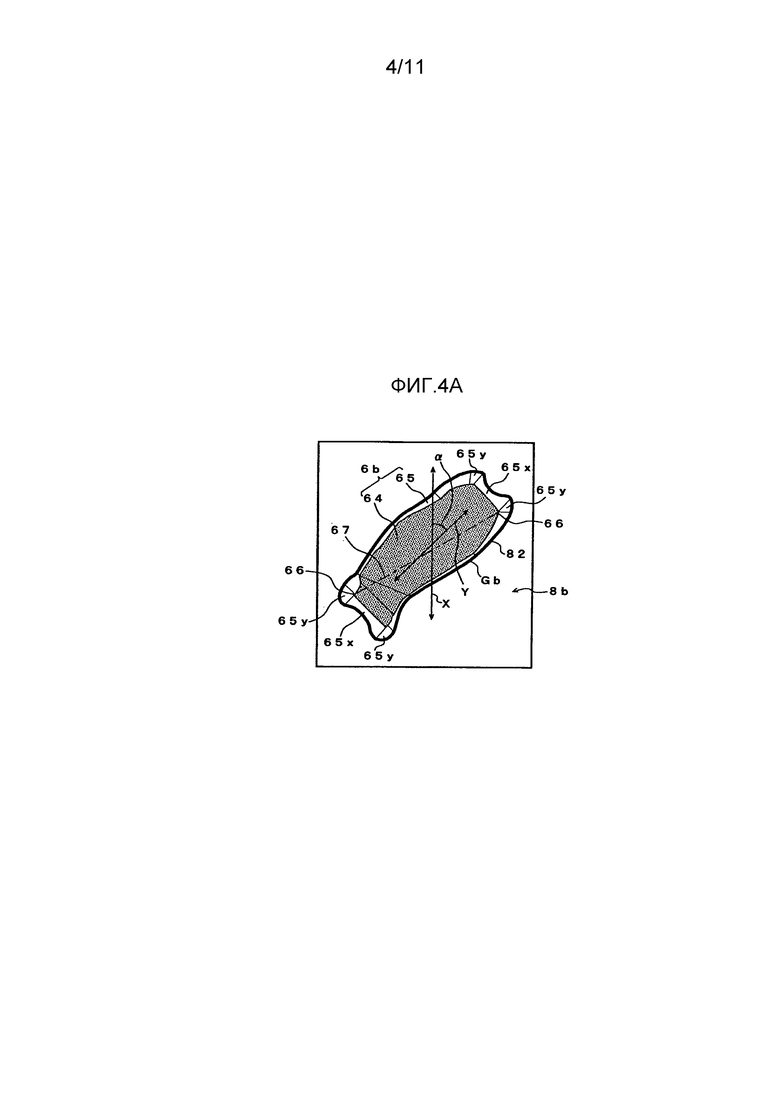
Фиг. 4А представляет собой вид в плане формы для лопасти вентилятора и нижнего держателя заготовки.
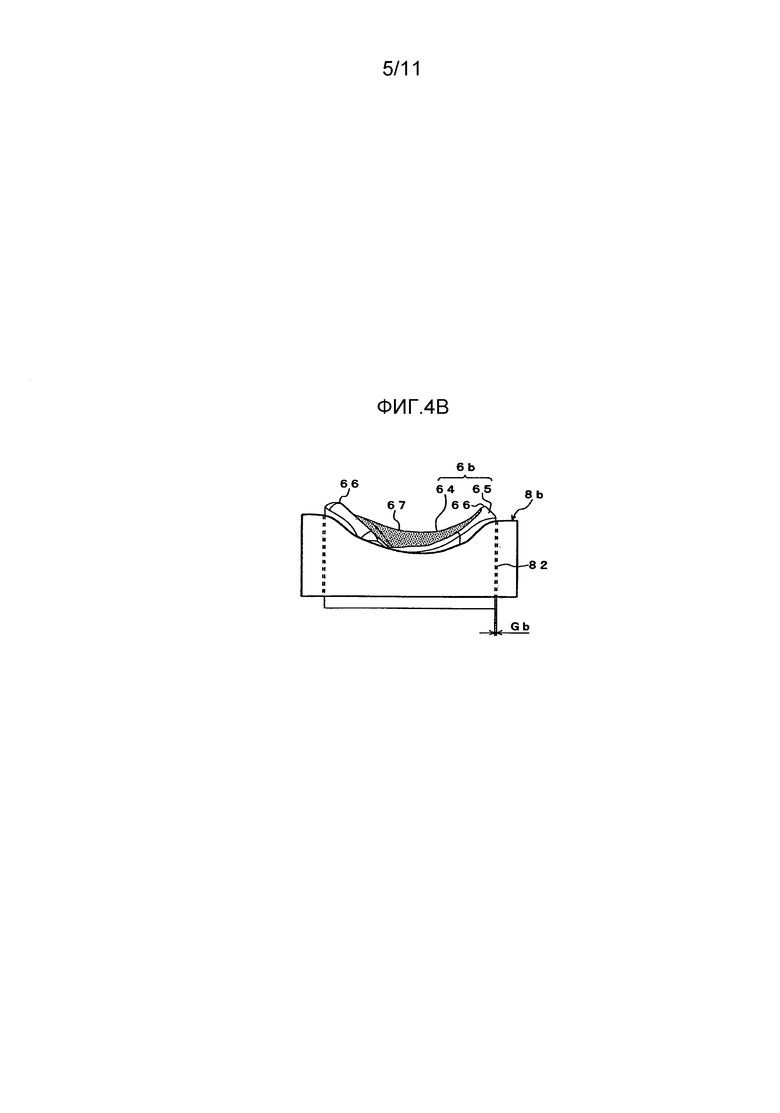
Фиг. 4В представляет собой вид сбоку формы для лопасти вентилятора и нижнего держателя заготовки.
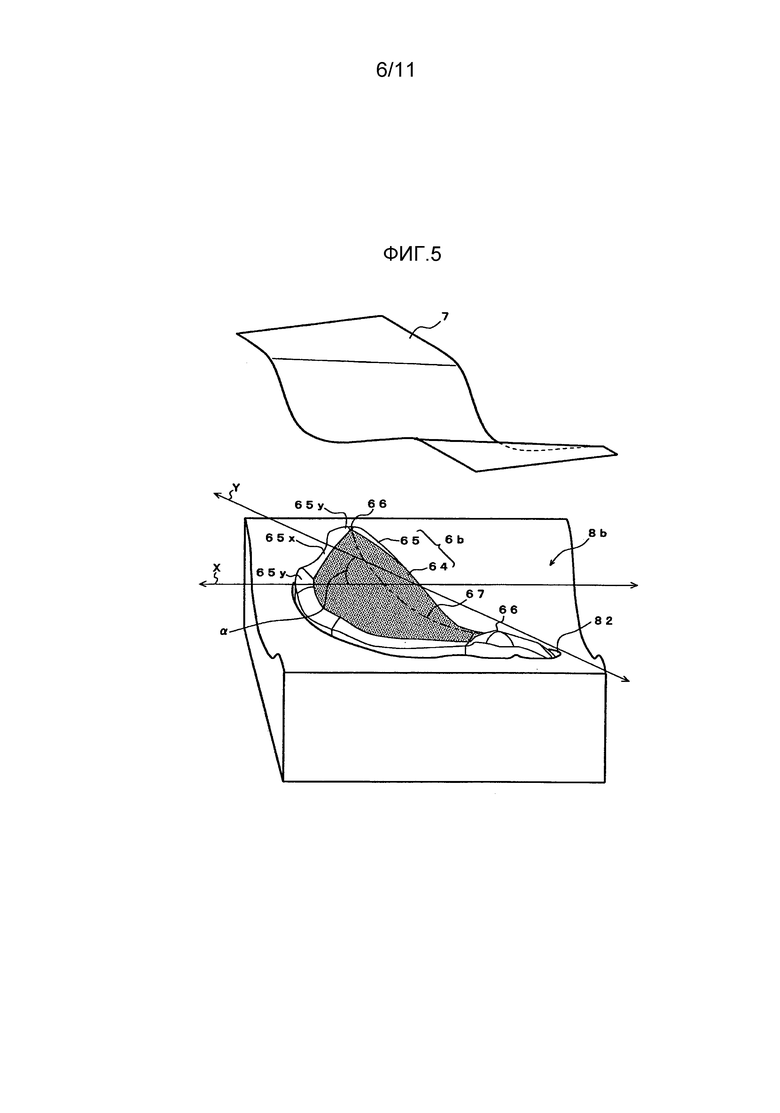
Фиг. 5 представляет собой вид в перспективе формы для лопасти вентилятора и нижнего держателя заготовки, показанных на фиг. 4, и листовой заготовки, первоначально изогнутой.
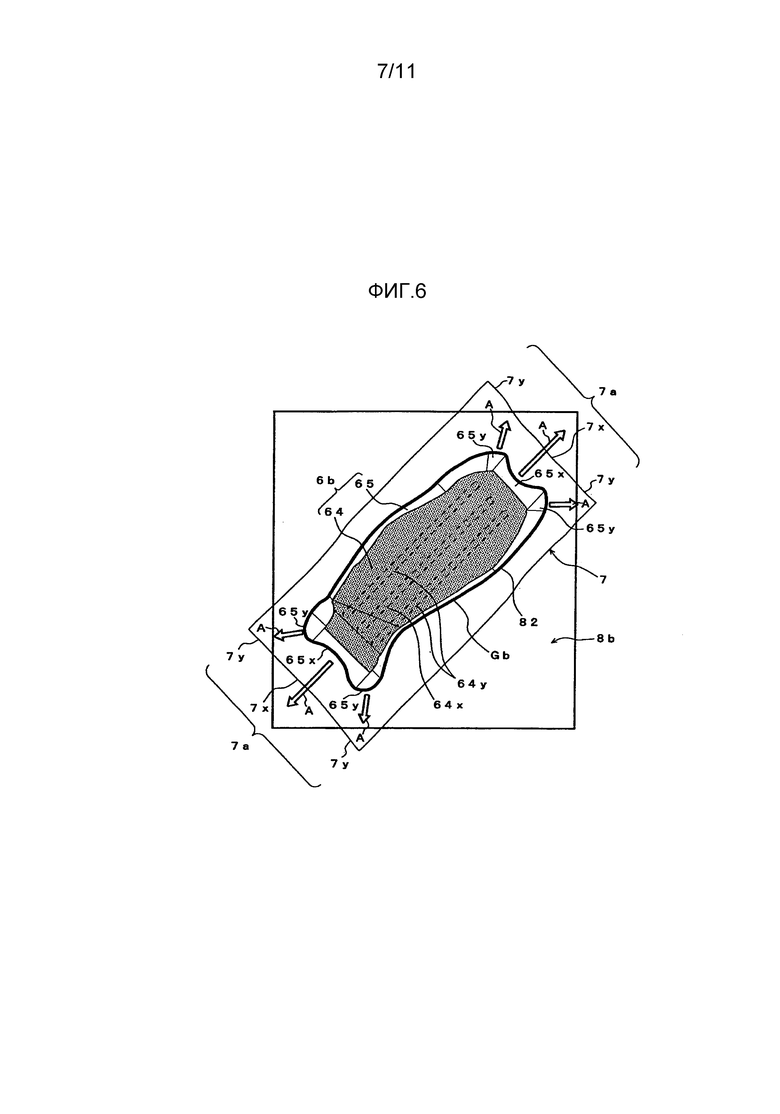
Фиг. 6 представляет собой иллюстративное схематическое изображение, показывающее листовую заготовку, размещенную на форме для лопасти вентилятора и нижнем держателе заготовки, показанных на фиг. 4 и 5, при этом на данном схематическом изображении величина усилия вытягивания листовой заготовки показана посредством длины стрелок.
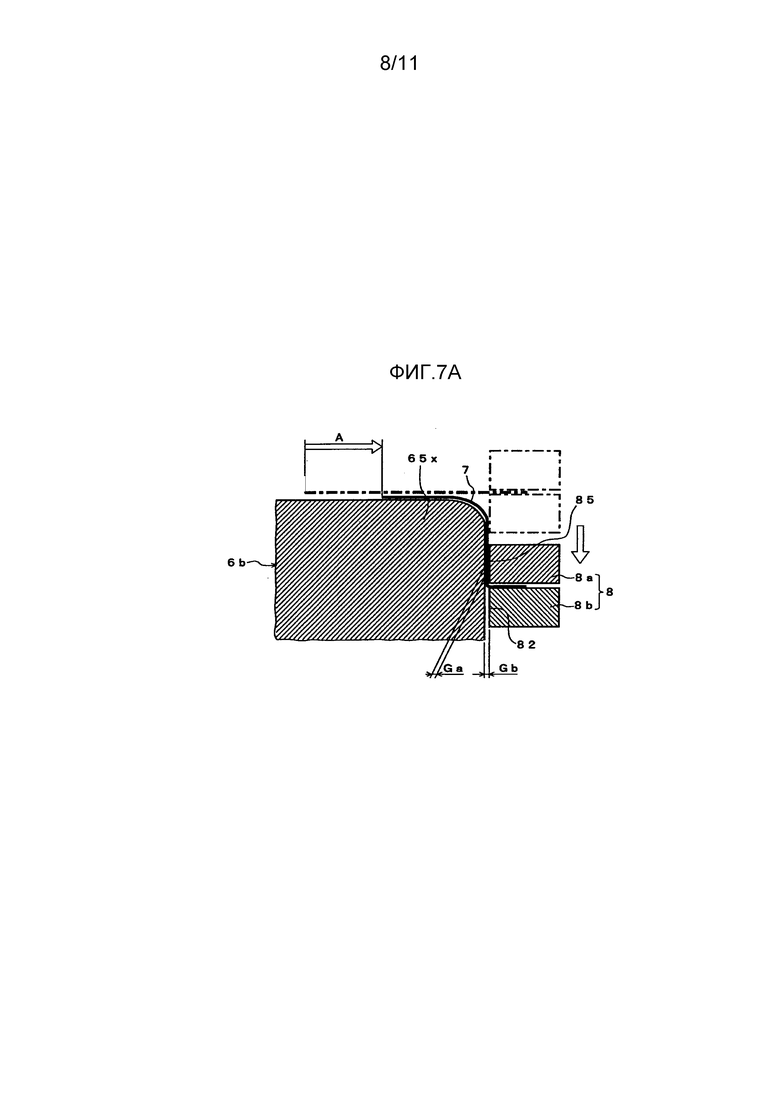
Фиг. 7А представляет собой частичное сечение центральной части в направлении ширины (части, вытягиваемой с бóльшим усилием) концевой части в продольном направлении формы для лопасти вентилятора, показанной на фиг. 6.
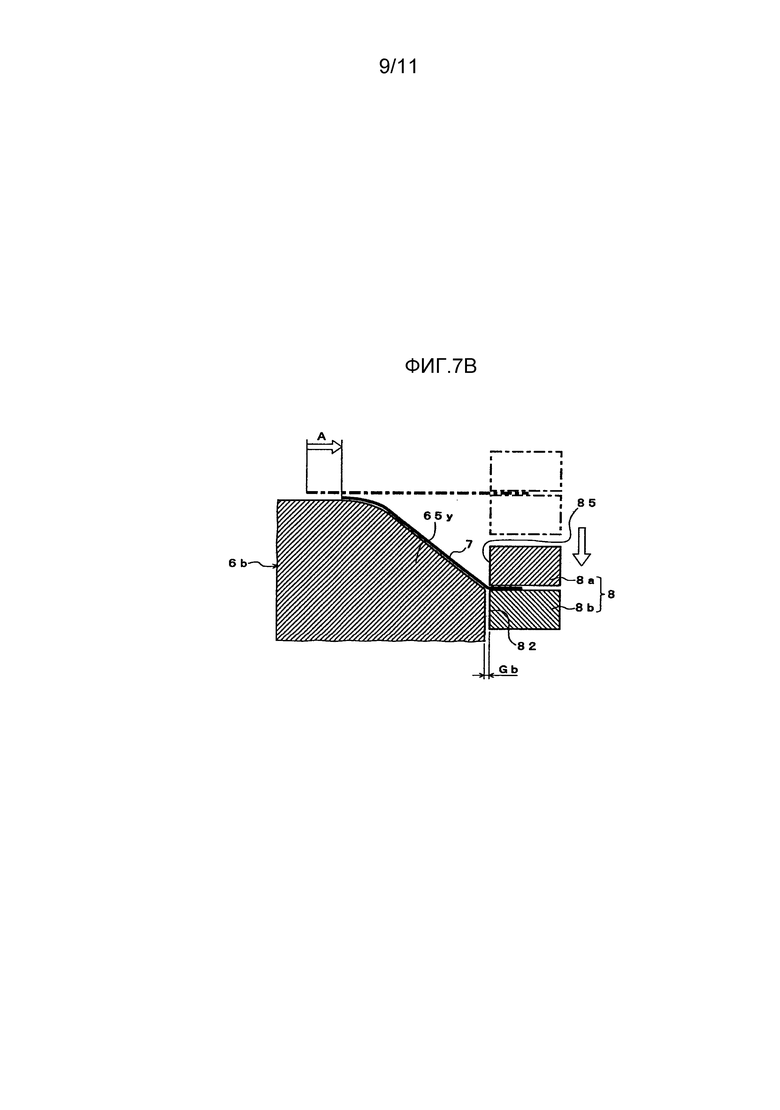
Фиг. 7В представляет собой частичное сечение концевой части в направлении ширины (части, вытягиваемой с меньшим усилием), концевой части в продольном направлении формы для лопасти вентилятора, показанной на фиг. 6.
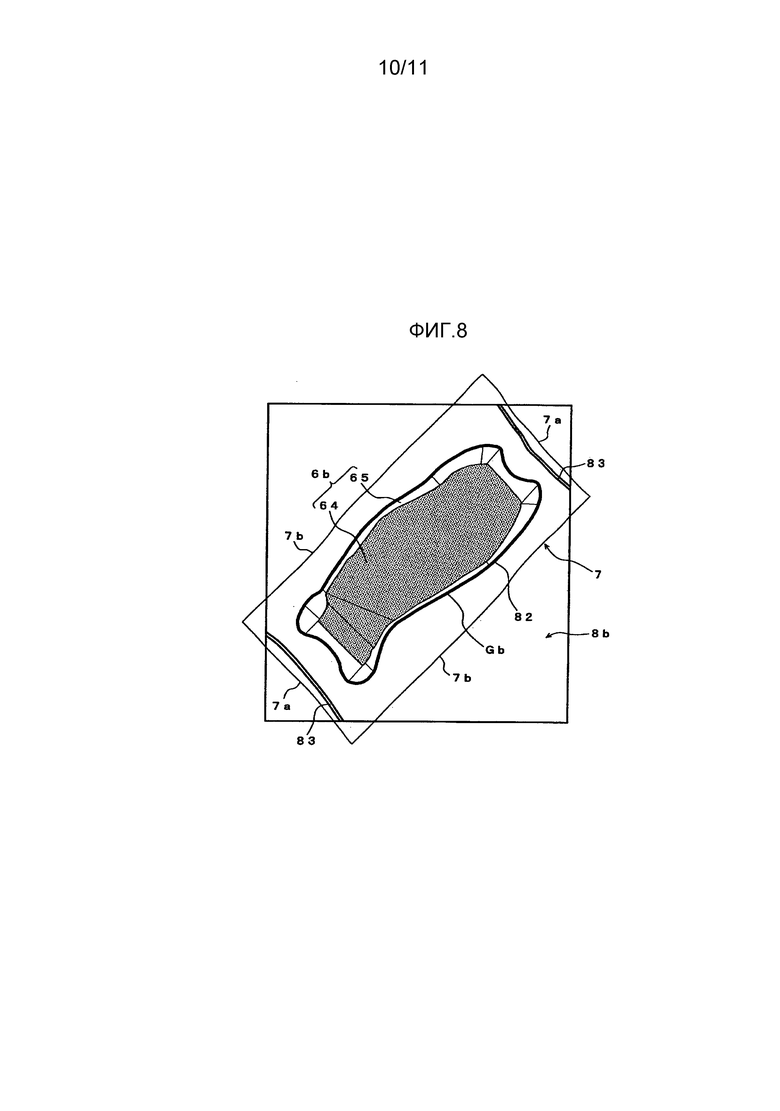
Фиг. 8 представляет собой вид в плане формы для лопасти вентилятора и нижнего держателя заготовки, образующих устройство для изготовления лопасти вентилятора в соответствии с модификацией настоящего изобретения, и листовую заготовку, размещенную на форме для лопасти вентилятора и нижнем держателе заготовки.
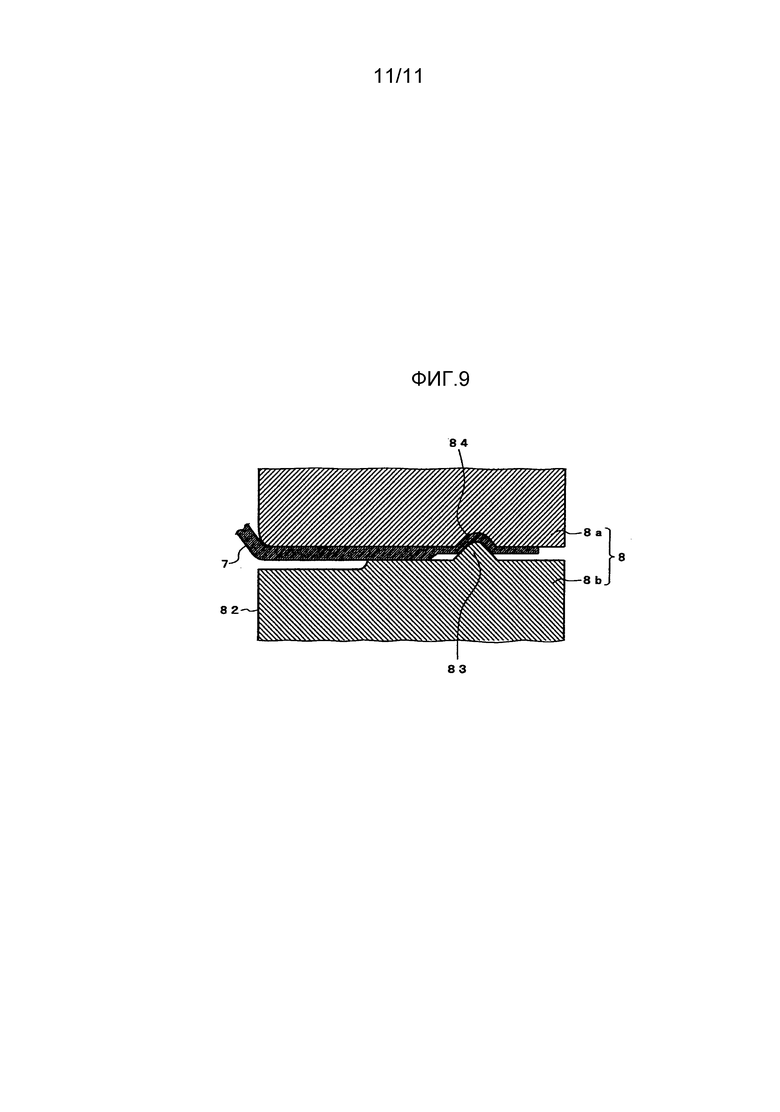
Фиг. 9 представляет собой боковое сечение существенных компонентов нижнего держателя заготовки, показанного на фиг. 8.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0014] В дальнейшем предпочтительный вариант осуществления настоящего изобретения будет описан подробно. Определенные размеры, материалы, числовые величины и тому подобное, показанные в данном варианте осуществления, приведены в иллюстративных целях для облегчения понимания настоящего изобретения и не предназначены для ограничения настоящего изобретения, если не указано иное. В описании и на чертежах элементы, имеющие по существу одну и ту же функцию или конфигурацию, обозначены одними и теми же ссылочными позициями, и дублирующее описание их будет опущено. Иллюстрация элементов, которые не имеют отношения к настоящему изобретению, будет опущена.
[0015] (ТУРБОВЕНТИЛЯТОРНЫЙ ДВИГАТЕЛЬ 1)
Фиг. 1 представляет собой схематическое боковое сечение турбовентиляторного двигателя 1, предусмотренного с лопастью вентилятора. Турбовентиляторный двигатель 1 содержит вентилятор 2, который создает бóльшую часть тяги, и газогенератор 3 двигателя, который расположен за вентилятором 2 и предусмотрен с турбиной, которая обеспечивает приведение вентилятора 2 в действие.
[0016] Газогенератор 3 двигателя представляет собой турбореактивный двигатель, который содержит компрессор 31 низкого давления, компрессор 32 высокого давления, камеру 33 сгорания, турбину 34 высокого давления, турбину 35 низкого давления и турбину 36 вентилятора, если смотреть от стороны, расположенной выше по потоку, по направлению к стороне, расположенной ниже по потоку. Турбина 34 высокого давления соединена с компрессором 32 высокого давления посредством вала 37 системы высокого давления, турбина 35 низкого давления соединена с компрессором 31 низкого давления посредством вала 38 системы низкого давления, и турбина 36 вентилятора соединена с вентилятором 2 посредством вала 39 вентилятора. Любая из комбинации турбины 34 высокого давления и компрессора 32 высокого давления и комбинации турбины 35 низкого давления и компрессора 31 низкого давления может быть исключена.
[0017] (ЛОПАСТЬ 21 ВЕНТИЛЯТОРА)
Вентилятор 2 выполнен с множеством лопастей 21 вентилятора, расположенных с интервалами в направлении вдоль окружности, и кожух 4 вентилятора, имеющий по существу цилиндрическую конфигурацию, расположен вокруг вентилятора 2 так, что он окружает вентилятор 2. Кожух 4 вентилятора прикреплен к корпусу 30 газогенератора 3 двигателя посредством множества распорок (опорных стержней) 5, расположенных с интервалами в направлении вдоль окружности. Вентилятор 2, размещенный в кожухе 4 вентилятора, содержит диск 22 вентилятора, прикрепленный к валу 39 вентилятора, и множество лопастей 21 вентилятора, предусмотренных на диске 22 вентилятора с интервалами в направлении вдоль окружности. Лопасти 21 вентилятора имеют по существу изогнутый профиль с учетом аэродинамических характеристик. В дальнейшем будут описаны способ изготовления лопасти 21 вентилятора и устройство для изготовления лопасти 21 вентилятора.
[0018] (ЛИСТОВАЯ ЗАГОТОВКА 7)
Фиг. 2 показывает форму 6b для лопасти вентилятора (в дальнейшем называемую также нижней частью 6b пресс-формы) и листовую заготовку 7, прижатую к форме 6b для лопасти вентилятора. Листовая заготовка 7 содержит множество основных волокон 71, расположенных параллельно друг другу, множество вспомогательных волокон 72, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами 71, и смолу, которая цементирует основные волокна 71 и вспомогательные волокна 72. Лопасть 21 вентилятора, выполненную из пластика, армированного волокнами (FRP), такого как пластик, армированный углеродными волокнами (CFRP), изготавливают посредством наложения друг на друга множества (например, 8–16) таких листовых заготовок 7, которые содержат смолу, армированную волокнами 71 и 72, в виде стопы и прикрепления листовых заготовок 7 друг к другу так, как описано ниже. При необходимости листовая прокладка, выполненная из термопластичной смолы, может быть предусмотрена между листовыми заготовками 7, наложенными друг на друга в виде стопы, для улучшения адгезионного сцепления между слоями.
[0019] В качестве основных волокон 71 и вспомогательных волокон 72 используется армирующее волокно, такое как углеродное волокно, арамидное волокно или стекловолокно. Основные волокна 71 ориентированы параллельно продольному направлению лопасти 21 вентилятора (продольному направлению Y нижней части 6b пресс-формы), которое представляет собой направление, в котором основные волокна 71 вытягиваются под действием центробежной силы во время вращения вентилятора 2, и вспомогательные волокна 72 включают в себя первые вспомогательные волокна 72а, ориентированные под углом, составляющим 45 градусов, относительно основных волокон 71, и вторые вспомогательные волокна 72b, ориентированные под углом, составляющим -45 градусов, относительно основных волокон 71. Углы ориентации первых вспомогательных волокон 72а и вторых вспомогательных волокон 72b не ограничены данными углами, и направление основных волокон 71 может быть не параллельным продольному направлению Y нижней части 6b пресс-формы и может иметь небольшой угол наклона относительно продольного направления Y (например, в пределах диапазона ±30 градусов относительно продольного направления Y).
[0020] Термопластичная смола, такая как полиэтиленовая смола, полипропиленовая смола, полистирольная смола, смола, представляющая собой сополимер акрилонитрила, бутадиена и стирола, поливинилхлоридная смола, метилметакрилатная смола, полиамидная смола, фторуглеродная смола, поликарбонатная смола или полиэфирная смола, используется в качестве смолы, которая цементирует основные волокна 71 и вспомогательные волокна 72. Термопластичная смола обладает свойством, заключающимся в том, что смола размягчается с проявлением пластичности при нагреве смолы и затвердевает при охлаждении смолы.
[0021] Листовую заготовку 7 формуют с образованием трехмерной конфигурации посредством прижатия листовой заготовки 7, нагретой для обеспечения размягчения смолы, к нижней части 6b пресс-формы при направлении основных волокон 71, выровненном относительно продольного направления формы 6b для лопасти вентилятора (нижней части 6b пресс-формы), имеющей конфигурацию/профиль нижней поверхности формованного изделия, приданную/приданный ей (термоформование). Требуемую часть вырезают из формованного изделия, и множество таких вырезанных частей накладывают друг на друга в виде стопы и прикрепляют друг к другу для образования лопасти 21 вентилятора. Листовые заготовки 7, подлежащие креплению друг к другу, могут быть отформованы посредством форм, имеющих разные конфигурации/профили, с образованием различных трехмерных конфигураций/профилей.
[0022] (УСТРОЙСТВО TF ДЛЯ ТЕРМОФОРМОВАНИЯ)
Фиг. 3 представляет собой схематическое сечение устройства TF для термоформования, предназначенного для изготовления лопасти 21 вентилятора. Листовую заготовку 7 формуют с образованием трехмерного профиля посредством устройства TF для термоформования. Устройство TF для термоформования содержит форму 6b для лопасти вентилятора (нижнюю часть 6b пресс-формы), парную форму 6а для лопасти вентилятора (в дальнейшем также называемую верхней частью 6а пресс-формы), имеющую конфигурацию/профиль верхней поверхности формованного изделия, приданную/приданный ей, приспособление 8 для удерживания заготовки, которое удерживает листовую заготовку 7, и нагреватель 9, который нагревает листовую заготовку 7. Верхняя часть 6а пресс-формы и нижняя часть 6b пресс-формы образуют одно устройство 6 для формования лопасти вентилятора.
[0023] Как показано на фиг. 3, приспособление 8 для удерживания заготовки содержит верхний держатель 8а заготовки и нижний держатель 8b заготовки, между которыми размещается листовая заготовка 7. Верхний держатель 8а заготовки и нижний держатель 8b заготовки имеют форму, подобную раме, и листовая заготовка 7 удерживается между верхним держателем 8а заготовки и нижним держателем 8b заготовки в некоторой части за исключением ее центральной части, в которой листовая заготовка 7 обращена к «передающим» конфигурацию/профиль частям (эффективным формообразующим частям) верхней части 6а пресс-формы и нижней части 6b пресс-формы. Листовая заготовка 7 размещена на нижнем держателе 8b заготовки.
[0024] Листовую заготовку 7, размещенную на нижнем держателе 8b заготовки, нагревают посредством нагревателя 9, который расположен между верхним держателем 8а заготовки и нижним держателем 8b заготовки, до температуры, при которой смола размягчается (температуры пластикации). Нагреватель 9 удаляют из зоны между верхним держателем 8а заготовки и нижним держателем 8b заготовки, как только нагрев будет завершен, для того, чтобы листовая заготовка 7 удерживалась посредством приспособления 8 для удерживания заготовки и оказалась размещенной между верхней частью 6а пресс-формы и нижней частью 6b пресс-формы. В качестве нагревателя 9 используется, например, инфракрасный нагреватель (ИК-нагреватель).
[0025] Нижняя часть 6b пресс-формы включает в себя нагревательную трубу 61b, которая нагревает нижнюю часть 6b пресс-формы, и охлаждающую трубу 62, которая охлаждает нижнюю часть 6b пресс-формы. Нагревательная текучая среда проходит в нагревательной трубе 61b для предотвращения охлаждения листовой заготовки 7, нагретой до температуры пластикации посредством нагревателя 9, до температуры, которая ниже температуры пластикации, когда листовая заготовка 7 входит в контакт с нижней частью 6b пресс-формы. Охлаждающая текучая среда проходит в охлаждающей трубе 62b для того, чтобы после формования листовой заготовки 7 между верхней частью 6а пресс-формы и нижней частью 6b пресс-формы нижняя часть 6b пресс-формы охладилась до температуры, которая ниже температуры пластикации, для обеспечения затвердевания отформованной листовой заготовки 7. Верхняя часть 6а пресс-формы также включает в себя аналогичную нагревательную трубу 61а и аналогичную охлаждающую трубу 62а. В качестве альтернативы нагревательным трубам 61а и 61b может быть использовано нагревательное устройство, такое как нагревательная проволока или высокочастотное нагревательное устройство.
[0026] Верхний держатель 8а заготовки прикреплен к верхней части 6а пресс-формы и поднимается и опускается как одно целое вместе с верхней частью 6а пресс-формы посредством гидравлического устройства или тому подобного. Гидравлическое устройство образует прижимающее приспособление, которое обеспечивает прижатие листовой заготовки 7, размещенной между верхним держателем 8а заготовки и нижним держателем 8b заготовки, к нижней части 6b пресс-формы. В альтернативном варианте верхняя часть 6а пресс-формы и верхний держатель 8а заготовки могут подниматься и опускаться независимо друг от друга посредством отдельных гидравлических устройств.
[0027] Направляющий стержень 81, предусмотренный на нижней части нижнего держателя 8b заготовки, вставлен в направляющее отверстие 63, образованное в нижней части 6b пресс-формы, в результате чего предотвращается смещение нижнего держателя 8b заготовки в горизонтальном направлении относительно нижней части 6b пресс-формы при подъеме и опускании нижнего держателя 8b пресс-формы. Направляющий стержень 81 соединен с гидравлическим устройством, которое обеспечивает заданную силу сопротивления для воспрепятствования толканию направляющего стержня 81 вниз. Когда на нижний держатель 8b заготовки действует сила давления, направленная вниз и действующая со стороны опускающегося верхнего держателя 8а заготовки, сила сопротивления, описанная выше, обеспечивает возможность размещения/зажима листовой заготовки 7 между верхний держателем 8а заготовки и нижним держателем 8b заготовки с заданным усилием.
[0028] Как описано выше, центральная часть листовой заготовки 7, нагретой до температуры, равной температуре пластикации или превышающей температуру пластикации, и удерживаемой между верхним держателем 8а заготовки и нижним держателем 8b заготовки, имеющими форму, подобную раме, прижимается к нижней части 6b пресс-формы сверху. Нижняя часть 6b пресс-формы, нижний держатель 8b заготовки и краевая часть 65 нижней части 6b пресс-формы будут описаны подробно со ссылкой на фиг. 4-7.
[0029] (ФОРМА 6B ДЛЯ ЛОПАСТИ ВЕНТИЛЯТОРА)
Фиг. 4А представляет собой вид в плане формы 6b для лопасти вентилятора (нижней части 6b пресс-формы) и нижнего держателя 8b заготовки, фиг.4В представляет собой вид сбоку того же самого, и фиг. 5 представляет собой вид в перспективе, показывающий нижнюю часть 6b пресс-формы и нижний держатель 8b заготовки, показанные на фиг. 4А и 4В, и листовую заготовку 7, первоначально изогнутую. Фиг. 6 представляет собой иллюстративное схематическое изображение, показывающее листовую заготовку 7, размещенную на нижней части 6b пресс-формы и нижнем держателе 8b заготовки, показанных на фиг. 4А, 4В и 5, при этом на данном схематическом изображении длина стрелок показывает величину усилия вытягивания листовой заготовки 7. Фиг. 7А и 7В представляют собой частичные сечения нижней части 6b пресс-формы и нижнего держателя 8b заготовки, показанных на фиг. 6. Фиг. 7А представляет собой частичное сечение центральной части в направлении ширины (части, вытягиваемой с бóльшим усилием) концевой части в продольном направлении нижней части 6b пресс-формы, фиг. 7В представляет собой частичное сечение концевой части в направлении ширины (части, вытягиваемой с меньшим усилием) концевой части в продольном направлении нижней части 6b пресс-формы. Нижняя часть 6b пресс-формы имеет часть 64 с формой лопасти вентилятора (точечную часть), имеющую профиль/конфигурацию одной из множества уложенных в стопу, листовых заготовок 7, образующих лопасть 21 вентилятора, приданный/приданную ей, и краевую часть 65, которая образована вдоль периферии части 64, имеющей форму лопасти вентилятора, и не имеет формы лопасти 21 вентилятора. Подобная нижняя часть 6b пресс-формы вставлена с возможностью смещения в нижнее сквозное отверстие 82, которое образовано в нижнем держателе 8b заготовки так, что оно проходит в вертикальном направлении через нижний держатель 8b заготовки.
[0030] Как показано на фиг. 4В, нижнее сквозное отверстие 82 нижнего держателя 8b заготовки немного больше нижней части 6b пресс-формы, имеется зазор Gb между внутренней поверхностью нижнего сквозного отверстия 82 и боковой поверхностью нижней части 6b пресс-формы, и зазор Gb обеспечивает возможность вставки нижней части 6b пресс-формы в нижнее сквозное отверстие 82 с возможностью смещения. Как показано на фиг. 7А, верхний держатель 8а заготовки также имеет нижнее сквозное отверстие 85, в которое должна вставляться нижняя часть 6b пресс-формы, имеется зазор Ga между внутренней поверхностью нижнего сквозного отверстия 85 и боковой поверхностью нижней части 6b пресс-формы, и зазор Ga обеспечивает возможность опускания верхнего держателя 8а заготовки до уровня, который ниже верхней поверхности нижней части 6b пресс-формы, при наличии листовой заготовки 7, расположенной между ними. Размер зазора Ga задан равным толщине листовой заготовки 7 или превышающим толщину листовой заготовки 7.
[0031] Поскольку лопасть 21 вентилятора существенно изогнута для улучшения аэродинамических характеристик, как описано выше, форма 6b для лопасти вентилятора (нижняя часть 6b пресс-формы) и парная форма 6а для лопасти вентилятора (верхняя часть 6а пресс-формы) с профилем/конфигурацией лопасти 21 вентилятора, приданным/приданной им, также имеют изогнутую форму поверхности. В частности, как показано на фиг. 4А, 4В и 5, нижней части 6b пресс-формы придана такая конфигурация (по существу седловидная форма), что она имеет вершинные части (верхние части) 66, расположенные на расстоянии друг от друга в продольном направлении, и гребнеобразную часть 67, которая соединяет вершинные части 66. Кроме того, как показано на фиг. 6, нижней части 6b пресс-формы придана такая конфигурация, что определяемая в продольном направлении длина центральной части 64х в направлении ширины части 64, имеющей форму лопасти вентилятора, вдоль поверхности нижней части 6b пресс-формы (которая не является длиной, определяемой вдоль прямой линии, а представляет собой длину вдоль поверхности нижней части 6b пресс-формы) меньше определяемой в продольном направлении длины концевых частей 64y в направлении ширины вдоль поверхности нижней части 6b пресс-формы (которая не является длиной, определяемой вдоль прямой линии, а представляет собой длину вдоль поверхности нижней части 6b пресс-формы). Верхней части 6а пресс-формы придана такая конфигурация, что она имеет выступы и углубления, которые представляют собой по существу ответные части по отношению к соответствующим частям нижней части 6b пресс-формы.
[0032] (КРАЕВАЯ ЧАСТЬ 65)
Как показано на фиг. 6, 7А и 7В, краевая часть 65 нижней части 6b пресс-формы не образована единообразной вдоль периферии части 64, имеющей форму лопасти вентилятора, но имеет различные формы сечения между центральной частью 65х в направлении ширины концевой части в продольном направлении нижней части 6b пресс-формы и концевыми частями 65y в направлении ширины концевой части в продольном направлении нижней части 6b пресс-формы. «Направление ширины» представляет собой направление, перпендикулярное к продольному направлению Y (см. фиг. 4А) нижней части 6b пресс-формы, и «форма сечения» представляет собой форму сечения краевой части 65, выполненного в направлении прижатия листовой заготовки 7 (вертикальном направлении).
[0033] В частности, краевая часть 65 выполнена с такой формой, что угол (см. фиг. 7А) формы сечения центральной части 65х в направлении ширины концевой части в продольном направлении нижней части 6b пресс-формы является более острым, чем угол (см. фиг. 7В) формы сечения концевых частей 65y в направлении ширины концевой части в продольном направлении нижней части 6b пресс-формы. В частности, угол формы сечения центральной части 65х в направлении ширины краевой части 65 (в дальнейшем называемый углом сечения) представляет собой по существу прямой угол, в то время как форма сечения концевых частей 65y в направлении ширины краевой части 65, представляет собой форму пологого склона. Угол формы сечения центральной части 65х в направлении ширины нижней части 6b пресс-формы (см. фиг. 7А) и угол формы сечения концевых частей 65y в направлении ширины (см. фиг. 7В) может быть задан равным любому углу в зависимости от формы лопасти.
[0034] (СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ 21 ВЕНТИЛЯТОРА)
Сначала нижний держатель 8b заготовки, показанный на фиг. 4А, 4В и 5, перемещают вверх до тех пор, пока верхняя поверхность нижнего держателя 8b заготовки не будет размещена на уровне, более высоком, чем уровень нижней части 6b пресс-формы (см. фиг. 3). Листовую заготовку 7, нагретую до температуры, равной температуре пластикации или превышающей температуру пластикации, посредством нагревателя 9 или тому подобного, размещают на верхней поверхности нижнего держателя 8b заготовки, как показано на фиг. 6. Поскольку лопасть 21 вентилятора является существенно изогнутой для улучшения аэродинамических характеристик, как описано выше, нижняя часть 6b пресс-формы с конфигурацией, приданной ей, также имеет изогнутую форму поверхности. В частности, как показано на фиг. 5, нижней части 6b пресс-формы придана такая конфигурация (по существу седловидная форма), что она имеет вершинные части 66, расположенные на расстоянии друг от друга в продольном направлении, и гребнеобразную часть 67, которая соединяет вершинные части 66. Следовательно, если прижимать листовую заготовку 7, имеющую плоскую форму, к нижней части 6b пресс-формы на этапе термоформования при формовании, листовая заготовка 7 сначала будет входить в точечный контакт с вершинными частями 66 нижней части 6b пресс-формы, и соответствующее растягивающее усилие не будет приложено к центральной части листовой заготовки 7, которая находится напротив гребнеобразной части 67 между вершинными частями 66, что вызывает сморщивание.
[0035] Для избежания данной проблемы, как показано на фиг. 5, листовую заготовку 7 деформируют для придания ей криволинейной формы заранее (первоначальное изгибание) для того, чтобы при прижатии листовой заготовки 7 к нижней части 6b пресс-формы листовая заготовка 7 сначала входила в линейный контакт с гребнеобразной частью 67 той части 64 нижней части 6b пресс-формы, которая имеет форму лопасти вентилятора. Поскольку листовая заготовка 7 сначала входит в линейный контакт с гребнеобразной частью 67 той части 64 нижней части 6b пресс-формы, которая имеет форму лопасти вентилятора, соответствующее растягивающее усилие может поддерживаться на всей листовой заготовке 7 в течение всего этапа термоформования при формовании, на котором листовую заготовку 7 прижимают к нижней части 6b пресс-формы, и возникновение сморщивания может быть предотвращено. Форма листовой заготовки 7, изогнутой заранее (первоначально изогнутой), предпочтительно представляет собой форму развертываемой поверхности (поверхности, которая может быть развернута в плоскую поверхность без расширения или усадки), поскольку возникновение сморщивания может быть предотвращено, когда листовая заготовка 7, имеющую плоскую форму, первоначально изогнута. Верхняя поверхность нижнего держателя 8b заготовки, показанного на фиг. 5, имеет криволинейную форму, которая соответствует форме нижней поверхности первоначально изогнутой листовой заготовки 7. На фиг. 4А угол α пересечения между направлением Х образующей первоначально изогнутой листовой заготовки 7 и продольным направлением Y нижней части 6b пресс-формы для листовой заготовки 7 равен 10 градусам или превышает 10 градусов и равен 80 градусам или меньше 80 градусов, и предпочтительно равен 30 градусам или превышает 30 градусов и равен 60 градусам или меньше 60 градусов. Если угол α пересечения равен 10 градусам или превышает 10 градусов и равен 80 градусам или меньше 80 градусов, может быть уменьшена величина деформации (деформации от развертываемой поверхности к неразвертываемой поверхности) при втором изгибе при термоформовании. Если угол α пересечения равен 30 градусам или превышает 30 градусов и равен 60 градусам или меньше 60 градусов, величина деформации может быть дополнительно уменьшена, и возникновение сморщивания может быть предотвращено с более высокой надежностью.
[0036] Как показано на фиг. 2, листовую заготовку 7 размещают на верхней поверхности нижнего держателя 8b заготовки при направлении основных волокон 71, выровненном относительно продольного направления Y нижней части 6b пресс-формы (формы 6b для лопасти вентилятора). В соответствии с данным вариантом осуществления листовую заготовку 7 размещают на верхней поверхности нижнего держателя 8b заготовки при основных волокнах 71, ориентированных параллельно продольному направлению Y нижней части 6b пресс-формы для повышения прочности и жесткости лопасти 21 вентилятора, которая подвергается воздействию центробежной силы, в как можно большей степени. Тем не менее, основные волокна 71 могут быть не параллельными продольному направлению Y нижней части 6b пресс-формы, если могут быть гарантированы соответствующие прочность и жесткость лопасти 21 вентилятора. В этом случае угол между направлением основных волокон 71 и продольным направлением Y нижней части 6b пресс-формы предпочтительно равен 30 градусам или меньше 30 градусов и более предпочтительно равен 10 градусам или меньше 10 градусов. Это обусловлено тем, что, поскольку угол находится в пределах данного диапазона, могут быть гарантированы соответствующие прочность и жесткость лопасти 21 вентилятора. То есть, выравнивание направления основных волокон 71 относительно продольного направления Y нижней части 6b пресс-формы означает не только ориентирование основных волокон 71 параллельно продольному направлению Y нижней части 6b пресс-формы, но и возможность ориентирования основных волокон 71 так, чтобы образовать угол в пределах диапазона от -30 градусов до +30 градусов (более предпочтительно в пределах диапазона от -10 градусов до +10 градусов) относительно продольного направления Y нижней части 6b пресс-формы.
[0037] Затем верхний держатель 8а заготовки и верхнюю часть 6а пресс-формы, показанные на фиг. 3, опускают как одно целое посредством прижимающего приспособления, которое образовано гидравлическим устройством или тому подобным. Нижней поверхности верхней части 6а пресс-формы придана форма, которая соответствует форме верхней поверхности нижней части 6b пресс-формы, и нижней поверхности верхнего держателя 8а заготовки придана форма, которая соответствует форме верхней поверхности нижнего держателя 8b заготовки. Периферийную часть листовой заготовки 7 размещают/зажимают между верхним держателем 8а заготовки и нижним держателем 8b заготовки, нижний держатель 8b заготовки опускают при одновременном направлении его посредством направляющего стержня 81, когда опускают верхний держатель 8а заготовки и верхнюю часть 6а пресс-формы, и центральную часть листовой заготовки 7 прижимают к нижней части 6b пресс-формы, при этом центральная часть листовой заготовки 7 сдавливается верхней частью 8а пресс-формы и удерживается между верхней частью 6а пресс-формы и нижней частью 6b пресс-формы.
[0038] Таким образом, при направлении основных волокон 71 листовой заготовки 7, выровненном относительно продольного направления Y нижней части 6b пресс-формы, центральная часть листовой заготовки 7 прижимается к нижней части 6b пресс-формы, и периферийная часть листовой заготовки 7 размещается/зажимается между верхним держателем 8а заготовки и нижним держателем 8b заготовки. Как описано выше, выравнивание направления основных волокон 71 листовой заготовки 7 относительно продольного направления Y нижней части 6b пресс-формы означает не только ориентирование основных волокон 71 параллельно продольному направлению Y нижней части 6b пресс-формы, но и возможность ориентирования основных волокон 71 так, чтобы образовать угол в пределах диапазона от -30 градусов до +30 градусов (более предпочтительно в пределах диапазона от -10 градусов до +10 градусов) относительно продольного направления Y нижней части 6b пресс-формы. Поскольку листовая заготовка 7 удерживается между держателями 8а и 8b заготовки, имеющими форму, подобную раме, предотвращается смещение листовой заготовки 7 в горизонтальном направлении относительно нижней части 6b пресс-формы, и листовая заготовка 7 прижимается к нижней части 6b пресс-формы при соответствующем растягивающем усилии, приложенном в направлении основных волокон 71.
[0039] Следовательно, при прессовании листовой заготовки 7 и ее формовании между верхней частью 6а пресс-формы и нижней частью 6b пресс-формы обеспечивается соответствующее прессование центральной части листовой заготовки 7 и ее постоянное вытягивание в направлении основных волокон 71, так что будет маловероятным возникновение сморщивания. Поскольку листовая заготовка 7 размещена/зажата между верхней частью 6а пресс-формы и нижней частью 6b пресс-формы, к листовой заготовке 7 может быть приложено большое усилие, так что листовая заготовка 7 может быть точно деформирована для обеспечения соответствия ее конфигурации конфигурациям верхней части 6а пресс-формы и нижней части 6b пресс-формы, когда листовая заготовка 7 трудно поддается деформированию из-за материала, толщины или тому подобных характеристик листовой заготовки 7. При необходимости, по меньшей мере, часть той части листовой заготовки 7, которая расположена между верхним держателем 8а заготовки и нижним держателем 8b заготовки, может быть выполнена с конфигурацией, обеспечивающей возможность ее скольжения между держателями 8а и 8b заготовки при прижатии листовой заготовки 7 к нижней части 6b пресс-формы, в результате чего предотвращается приложение чрезмерного растягивающего усилия к листовой заготовке 7.
[0040] Кроме того, листовая заготовка 7 может быть вытянута в концевой части 7а в продольном направлении в направлении основных волокон 71 при прижатии листовой заготовки 7 к нижней части 6b пресс-формы, в результате чего предотвращается возникновение сморщивания листовой заготовки 7. Нижняя часть 6b пресс-формы с конфигурацией лопасти 21 вентилятора, приданной данной нижней части 6b пресс-формы, имеет изогнутую форму, подобную описанной выше. В частности, нижней части 6b пресс-формы придана такая конфигурация, что определяемая в продольном направлении длина центральной части 64х в направлении ширины части 64, имеющей форму лопасти вентилятора, вдоль поверхности нижней части 6b пресс-формы (которая не является длиной, определяемой вдоль прямой линии, а представляет собой длину вдоль поверхности нижней части 6b пресс-формы) будет меньше определяемой в продольном направлении длины концевых частей 64y в направлении ширины вдоль поверхности нижней части 6b пресс-формы (которая не является длиной, определяемой вдоль прямой линии, а представляет собой длину вдоль поверхности нижней части 6b пресс-формы). Следовательно, если листовая заготовка 7 прижимается к нижней части 6b пресс-формы и все основные волокна 71, показанные на фиг. 2, вытягиваются с равномерно распределенным усилием на этапе термоформования при формовании, основные волокна 71х (см. фиг. 2) в центральной части 64х в направлении ширины будут иметь избыточную длину, и существует тенденция к возникновению сморщивания основных волокон 71х в центральной части 64х в направлении ширины.
[0041] Для избежания данной проблемы, как показано стрелками А на фиг. 6, при прижатии листовой заготовки 7 к нижней части 6b пресс-формы, имеющей конфигурацию, описанную выше, центральная часть 7х в направлении ширины листовой заготовки 7, которая входит в контакт с центральной частью 65х в направлении ширины краевой части 65 концевой части в продольном направлении нижней части 6b пресс-формы вытягивается с бóльшим усилием, чем концевые части 7y в направлении ширины листовой заготовки 7, которые входят в контакт с концевыми частями 65y в направлении ширины краевой части 65 концевой части в продольном направлении нижней части 6b пресс-формы, в результате чего предотвращается ситуация, при которой основные волокна 71х в центральной части 64х в направлении ширины будут иметь избыточную длину, и тем самым предотвращается возникновение сморщивания основных волокон 71х.
[0042] То есть, как показано на фиг. 6, 7А и 7В, угол сечения центральной части 65х в направлении ширины краевой части 65 концевой части в продольном направлении нижней части 6b пресс-формы, является более острым, чем угол сечения концевых частей 65y в направлении ширины краевой части 65 концевой части в продольном направлении нижней части 6b пресс-формы. Следовательно, когда листовую заготовку 7, удерживаемую посредством приспособления 8 для удерживания заготовки, опускают и прижимают к нижней части 6b пресс-формы, как показано стрелками А на фиг. 6 и 7А, центральная часть 7х в направлении ширины концевой части 7а в продольном направлении листовой заготовки 7 вытягивается вдоль основных волокон 71 с бóльшим усилием, чем концевые части 7y в направлении ширины концевой части 7а в продольном направлении листовой заготовки 7. Длина стрелок А, показанных на фиг. 6, 7А и 7В, показывает величину усилия вытягивания листовой заготовки 7.
[0043] Поскольку центральная часть 7х в направлении ширины концевой части 7а в продольном направлении листовой заготовки 7 вытягивается вдоль основных волокон 71 с бóльшим усилием, чем концевые части 7y в направлении ширины концевой части 7а в продольном направлении листовой заготовки 7, как описано выше, может быть предотвращена ситуация, при которой основные волокна 71х (см. фиг. 2) в центральной части листовой заготовки 7 будут иметь избыточную длину, и может быть предотвращено возникновение сморщивания в центральной части формованного изделия. Усилие вытягивания каждого основного волокна 71 может быть отрегулировано посредством изменения угла сечения центральной части 65х в направлении ширины краевой части 65 и концевых частей 65y в направлении ширины краевой части 65 вдоль направления ширины.
[0044] (МОДИФИКАЦИИ)
Модификация в соответствии с настоящим изобретением показана на фиг. 8 и 9. Фиг. 8 представляет собой вид в плане первоначально изогнутой листовой заготовки 7, размещенной на нижней части 6b пресс-формы и нижнем держателе 8b заготовки в соответствии с модификацией, и фиг. 9 представляет собой боковое сечение существенных частей компонентов, показанных на фиг. 8. Как показано на фиг. 8, выступ 83, имеющий форму, подобную наплавленному валику, и проходящий в направлении, пересекающемся с продольным направлением нижней части 6b пресс-формы, образован на верхней поверхности нижнего держателя 8b заготовки (поверхности, обращенной к верхнему держателю 8а заготовки) в месте, находящемся снаружи концевой части в продольном направлении нижней части 6b пресс-формы. Углубление 84 (см. фиг. 9), выполненное с формой, которая соответствует форме выступа 83, образовано на нижней поверхности верхнего держателя 8а заготовки. Выступ 83 и углубление 84 образованы так, что они проходят в направлении, по существу перпендикулярном к продольному направлению нижней части 6b пресс-формы. При необходимости верхний держатель 8а заготовки может иметь выступ 83, и нижний держатель 8b заготовки может иметь углубление 84.
[0045] При данной конфигурации при размещении нагретой листовой заготовки 7, находящейся в пластичном состоянии, между верхним держателем 8а заготовки и нижним держателем 8b заготовки, часть листовой заготовки 7, вдавливаемая выступом 83, оказывается в углублении 84, так что листовая заготовка 7 вытягивается в направлении основных волокон 71, и предотвращается смещение той части листовой заготовки 7, которая удерживается посредством выступа 83 и углубления 84, в направлении основных волокон 71. Следовательно, при прижатии листовой заготовки 7, находящейся в пластичном состоянии и размещенной между верхним держателем 8а заготовки и нижним держателем 8b заготовки, к нижней части 6b пресс-формы, к концевым частям 7а листовой заготовки 7 в продольном направлении нижней части 6b пресс-формы может быть приложено большее растягивающее усилие, чем к концевым частям 7b листовой заготовки 7 в направлении, перпендикулярном к продольному направлению нижней части 6b пресс-формы, так что может быть предотвращено возникновение сморщивания в формованном изделии. Фрикционная часть, такая как часть, содержащая множество малых выступов и углублений, может быть образована на выступе 83 и в углублении 84 для предотвращения скольжения той части листовой заготовки 7, которая расположена между выступом 83 и углублением 84, с более высокой надежностью.
[0046] В альтернативном варианте выступ 83, описанный выше, может быть образован на верхней поверхности нижнего держателя 8b заготовки в заданном месте вдоль периферии нижней части 6b пресс-формы, и углубление 84 может быть образовано на нижней поверхности верхнего держателя 8а заготовки в соответствующем месте, в результате чего предотвращается скольжение той части листовой заготовки, рядом с которой образованы выступ 83 и углубление 84, и увеличивается растяжение в заданном месте. Может быть обеспечена возможность скольжения той части листовой заготовки 7, рядом с которой не образованы выступ 83 и углубление 84, между держателями 8а и 8b заготовки в большей степени по сравнению с той частью листовой заготовки 7, рядом с которой образованы выступ 83 и углубление 84.
[0047] Несмотря на то, что предпочтительный вариант осуществления настоящего изобретения был описан со ссылкой на сопровождающие чертежи, само собой разумеется, настоящее изобретение не ограничено вариантом осуществления, описанным выше, и различные изменения и модификации, описанные в формуле изобретения, включены в технический объем настоящего изобретения. Например, на фиг. 3 после фиксации листовой заготовки 7 посредством приспособления 8 для удерживания заготовки (верхнего держателя 8а заготовки и нижнего держателя 8b заготовки) нагревательное устройство, отличное от нагревателя 9, может быть использовано для нагрева листовой заготовки 7 до температуры, при которой смола размягчается. В этом случае верхний держатель 8а заготовки предпочтительно является отдельным от верхней части 6а пресс-формы.
[0048] (СУЩНОСТЬ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ)
Согласно первому аспекту настоящего изобретения разработан способ изготовления лопасти вентилятора, включающий нагрев листовой заготовки, включающей в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижатие нагретой листовой заготовки к форме для лопасти вентилятора, при этом форме для лопасти вентилятора придана такая конфигурация, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины, и при прижатии листовой заготовки к форме для лопасти вентилятора листовая заготовка прижимается к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора, и центральная часть листовой заготовки в направлении ее ширины в концевой части в продольном направлении формы для лопасти вентилятора вытягивается с бóльшим усилием, чем концевые части листовой заготовки в направлении ее ширины в концевой части в продольном направлении формы для лопасти вентилятора.
[0049] Согласно второму аспекту настоящего изобретения в соответствии с первым аспектом, описанным выше, форме для лопасти вентилятора придана такая конфигурация, что она имеет вершинные части, расположенные на расстоянии друг от друга, и гребнеобразную часть, которая соединяет вершинные части, при этом листовую заготовку изгибают заранее для обеспечения ее входа в контакт с гребнеобразной частью формы для лопасти вентилятора до того, как нагретая листовая заготовка будет прижата к форме для лопасти вентилятора, и изогнутую листовую заготовку прижимают к форме для лопасти вентилятора таким образом, что листовая заготовка сначала входит в линейный контакт с гребнеобразной частью.
[0050] Согласно третьему аспекту настоящего изобретения в соответствии со вторым аспектом, описанным выше, форма листовой заготовки, изогнутой заранее, представляет собой форму развертываемой поверхности.
[0051] Согласно четвертому аспекту настоящего изобретения в соответствии с любым из первого - третьего аспектов, описанных выше, листовую заготовку удерживают посредством приспособления для удерживания заготовки, имеющего форму, подобную раме, и листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора.
[0052] Согласно пятому аспекту настоящего изобретения в соответствии с четвертым аспектом, описанным выше, когда листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора, по меньшей мере, часть листовой заготовки, удерживаемой посредством приспособления для удерживания заготовки, скользит от приспособления для удерживания заготовки.
[0053] Согласно шестому аспекту настоящего изобретения в соответствии с четвертым или пятым аспектом, описанным выше, листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора, и парную форму для лопасти вентилятора, представляющую собой ответную часть по отношению к форме для лопасти вентилятора, прижимают к поверхности листовой заготовки, которая является противоположной по отношению к поверхности, прижатой к форме для лопасти вентилятора, так что листовая заготовка зажимается между двумя формами.
[0054] Согласно седьмому аспекту настоящего изобретения разработано устройство для изготовления лопасти вентилятора, при этом устройство выполнено с конфигурацией, обеспечивающей возможность нагрева листовой заготовки, включающей в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижатия нагретой листовой заготовки к форме для лопасти вентилятора, и устройство содержит прижимающее приспособление, которое прижимает листовую заготовку к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора, при этом форме для лопасти вентилятора придана такая конфигурация, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины, форма для лопасти вентилятора имеет краевую часть, имеющую конфигурацию, отличающуюся от конфигурации лопасти вентилятора, образующейся вдоль ее периферии, и угол сечения краевой части относительно направления прижатия листовой заготовки является более острым в центральной части в направлении ширины концевой части в продольном направлении, чем концевых частях в направлении ширины концевой части в продольном направлении.
[0055] Согласно восьмому аспекту настоящего изобретения устройство дополнительно содержит приспособление для удерживания заготовки, имеющее форму, подобную раме, которое удерживает листовую заготовку, находящуюся в нагретом состоянии, при этом листовая заготовка, удерживаемая посредством приспособления для удерживания заготовки, прижимается к форме для лопасти вентилятора посредством прижимающего приспособления.
[0056] Согласно девятому аспекту настоящего изобретения в соответствии с восьмым аспектом, описанным выше, приспособление для удерживания заготовки содержит верхний держатель заготовки и нижний держатель заготовки, между которыми размещается листовая заготовка, и неровная часть, предназначенная для предотвращения скольжения листовой заготовки из зоны между верхним держателем заготовки и нижним держателем заготовки, образована по меньшей мере на части противоположных поверхностей верхнего держателя заготовки и нижнего держателя заготовки.
[0057] Согласно десятому аспекту настоящего изобретения в соответствии с любым из седьмого - девятого аспектов, описанных выше, устройство дополнительно содержит парную форму для лопасти вентилятора, которая представляет собой часть, ответную по отношению к форме для лопасти вентилятора, при этом парная форма для лопасти вентилятора перемещается для ее прижатия к той поверхности листовой заготовки, которая является противоположной по отношению к поверхности, прижатой к форме для лопасти вентилятора, для придавливания листовой заготовки к форме для лопасти вентилятора.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0058] Настоящее изобретение может быть применено для способа изготовления лопасти вентилятора, выполненной из армированного волокнами, композиционного материала, который представляет собой листовую заготовку, содержащую множество волокон, расположенных параллельно друг другу, сцементированных смолой, и для устройства для изготовления лопасти вентилятора.
РАЗЪЯСНЕНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0059]
2 вентилятор
21 лопасть вентилятора
6 устройство для формования лопасти вентилятора
6а парная форма для лопасти вентилятора (верхняя часть пресс-формы)
6b форма для лопасти вентилятора (нижняя часть пресс-формы)
64 часть, имеющая форму лопасти вентилятора
64х центральная часть в направлении ширины
64y концевая часть в направлении ширины
65 краевая часть
66 вершинная часть
67 гребнеобразная часть
7 листовая заготовка
71 основное волокно
72 вспомогательное волокно
7а концевая часть в продольном направлении
7b концевая часть в направлении, перпендикулярном к продольному направлению
7х центральная часть в направлении ширины
7y концевая часть в направлении ширины
8 приспособление для удерживания заготовки
8а верхний держатель заготовки
8b нижний держатель заготовки
83 выступ
84 углубление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВЕНТИЛЯТОРА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВЕНТИЛЯТОРА | 2014 |
|
RU2608770C1 |
| ЛОПАТКА РОТОРА ВЕНТИЛЯТОРА РЕАКТИВНОГО ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2013 |
|
RU2592365C2 |
| ЛОПАТКА РОТОРА ВЕНТИЛЯТОРА РЕАКТИВНОГО ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2013 |
|
RU2599219C2 |
| ЛОПАСТЬ ВЕНТИЛЯТОРА | 2017 |
|
RU2718381C1 |
| ЛОПАТКА РОТОРА И ВЕНТИЛЯТОР | 2013 |
|
RU2592156C2 |
| КРЕПЕЖНАЯ КОНСТРУКЦИЯ НАПРАВЛЯЮЩИХ ЛОПАСТЕЙ И ВЕНТИЛЯТОР | 2012 |
|
RU2554381C2 |
| КОРПУС ВЕНТИЛЯТОРА И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ВЕНТИЛЯТОРА | 2014 |
|
RU2647300C2 |
| ЛОПАТКА РОТОРА ВЕНТИЛЯТОРА И ВЕНТИЛЯТОР | 2011 |
|
RU2541479C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2172704C1 |
| ЦИЛИНДРИЧЕСКИЙ КОЖУХ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО КОЖУХА | 2013 |
|
RU2598936C1 |
Группа изобретений относится к способу изготовления лопасти вентилятора и к устройству для его реализации. Осуществляют нагревание листовой заготовки c последующим прижатием к форме для лопасти вентилятора. Листовая заготовка включает в себя основные волокна, расположенные параллельно друг другу, вспомогательные волокна, расположенные параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает волокна. Форма (6b) для лопасти вентилятора имеет такую конфигурацию, что ее длина в продольном направлении вдоль поверхности ее центральной части (64х) в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей (64y) в направлении ширины. При прижатии листовой заготовки (7) к форме (6b) для лопасти вентилятора центральная часть (7х) листовой заготовки (7) в направлении ее ширины в концевой части (7а) в продольном направлении вытягивается с большим усилием, чем концевые части (7y) листовой заготовки (7) в направлении ее ширины в концевой части (7а) в продольном направлении формы для лопасти вентилятора. Обеспечивается предотвращение возникновения сморщивания. 2 н. и 9 з.п. ф-лы, 11 ил.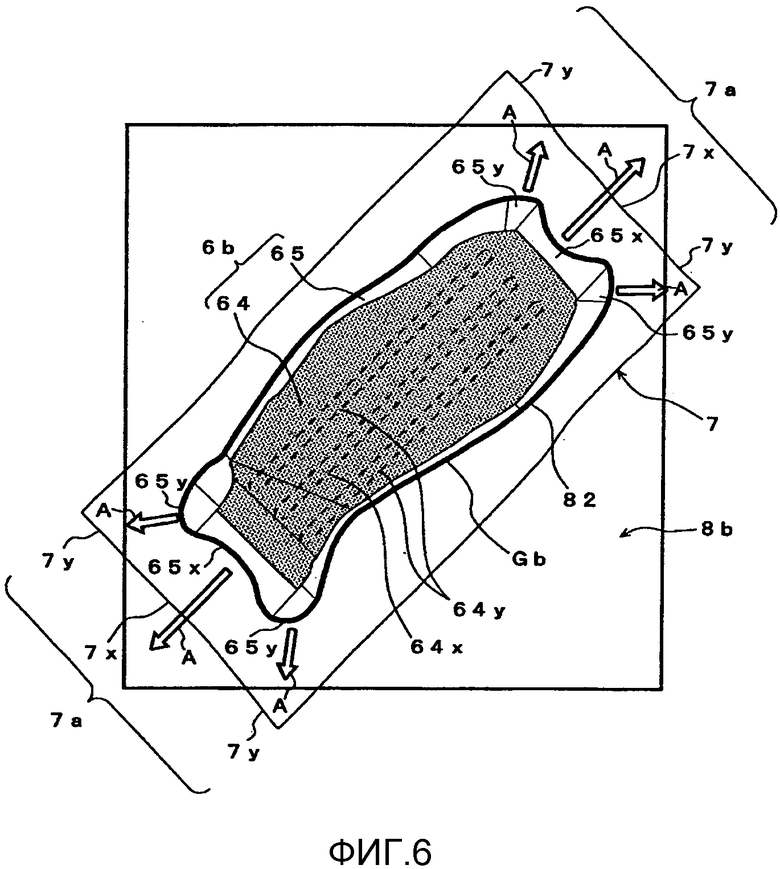
1. Способ изготовления лопасти вентилятора, включающий этапы, на которых нагревают листовую заготовку, включающую в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижимают нагретую листовую заготовку к форме для лопасти вентилятора,
при этом форма для лопасти вентилятора имеет такую конфигурацию, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины, и
при прижатии листовой заготовки к форме для лопасти вентилятора
листовую заготовку прижимают к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора, и
центральную часть в направлении ширины листовой заготовки в концевой части в продольном направлении формы для лопасти вентилятора вытягивают с бóльшим усилием, чем концевые части в направлении ширины листовой заготовки в концевой части в продольном направлении формы для лопасти вентилятора.
2. Способ изготовления лопасти вентилятора по п. 1, в котором форме для лопасти вентилятора придают такую конфигурацию, что она имеет вершинные части, расположенные на расстоянии друг от друга, и гребнеобразную часть, которая соединяет вершинные части,
при этом листовую заготовку изгибают заранее для обеспечения ее входа в контакт с гребнеобразной частью формы для лопасти вентилятора до того, как нагретая листовая заготовка будет прижата к форме для лопасти вентилятора, и
изогнутую листовую заготовку прижимают к форме для лопасти
вентилятора таким образом, что листовая заготовка сначала входит в линейный контакт с гребнеобразной частью.
3. Способ изготовления лопасти вентилятора по п. 2, в котором форма листовой заготовки, изогнутой заранее, представляет собой форму развертываемой поверхности.
4. Способ изготовления лопасти вентилятора по любому из пп. 1-3, в котором листовую заготовку удерживают посредством приспособления для удерживания заготовки, имеющего форму, подобную раме, и
листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора.
5. Способ изготовления лопасти вентилятора по п. 4, в котором, когда листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора, по меньшей мере часть листовой заготовки, удерживаемой посредством приспособления для удерживания заготовки, скользит от приспособления для удерживания заготовки.
6. Способ изготовления лопасти вентилятора по п. 4, в котором листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора, и парную форму для лопасти вентилятора, представляющую собой ответную часть по отношению к форме для лопасти вентилятора, прижимают к поверхности листовой заготовки, которая является противоположной по отношению к поверхности, прижатой к форме для лопасти вентилятора, так что листовая заготовка зажимается между двумя формами.
7. Способ изготовления лопасти вентилятора по п. 5, в котором листовую заготовку, удерживаемую посредством приспособления для удерживания заготовки, прижимают к форме для лопасти вентилятора, и парную форму для лопасти вентилятора, представляющую собой ответную часть по отношению к форме для лопасти вентилятора, прижимают к поверхности листовой заготовки, которая является противоположной по отношению к поверхности, прижатой к форме для лопасти вентилятора, так что листовая заготовка зажимается между двумя формами.
8. Устройство для изготовления лопасти вентилятора, выполненное с возможностью нагрева листовой заготовки, включающей в себя множество основных волокон, расположенных параллельно друг другу, множество вспомогательных волокон, расположенных параллельно друг другу так, что они перекрещиваются с основными волокнами, и смолу, которая связывает основные волокна и вспомогательные волокна, и прижатия нагретой листовой заготовки к форме для лопасти вентилятора, причем устройство содержит:
прижимающее приспособление, которое прижимает листовую заготовку к форме для лопасти вентилятора при направлении основных волокон, выровненном относительно продольного направления формы для лопасти вентилятора,
при этом форма для лопасти вентилятора имеет такую конфигурацию, что ее длина в продольном направлении вдоль поверхности ее центральной части в направлении ширины меньше ее длины в продольном направлении вдоль поверхности ее концевых частей в направлении ширины,
форма для лопасти вентилятора имеет краевую часть, имеющую конфигурацию, отличающуюся от конфигурации лопасти вентилятора, образующейся вдоль ее периферии, и
угол сечения краевой части относительно направления прижатия листовой заготовки является более острым в центральной части в направлении ширины концевой части в продольном направлении, чем в концевых частях в направлении ширины концевой части в продольном направлении.
9. Устройство для изготовления лопасти вентилятора по п. 8, дополнительно содержащее:
приспособление для удерживания заготовки, имеющее форму, подобную раме, которое удерживает листовую заготовку, находящуюся в нагретом состоянии,
при этом листовая заготовка, удерживаемая посредством приспособления для удерживания заготовки, прижимается к форме для лопасти вентилятора посредством прижимающего приспособления.
10. Устройство для изготовления лопасти вентилятора по п. 9, в котором приспособление для удерживания заготовки содержит
верхний держатель заготовки и нижний держатель заготовки, между которыми размещается листовая заготовка, и неровная часть, предназначенная для предотвращения скольжения листовой заготовки из зоны между верхним держателем заготовки и нижним держателем заготовки, образована по меньшей мере на части противоположных поверхностей верхнего держателя заготовки и нижнего держателя заготовки.
11. Устройство для изготовления лопасти вентилятора по любому из пп. 8-10, дополнительно содержащее:
парную форму для лопасти вентилятора, которая представляет собой часть, ответную по отношению к форме для лопасти вентилятора,
при этом парная форма для лопасти вентилятора перемещается для ее прижатия к поверхности листовой заготовки, которая является противоположной по отношению к поверхности, прижатой к форме для лопасти вентилятора, для придавливания листовой заготовки к форме для лопасти вентилятора.
| US 5096384 A, 17.03.1992 | |||
| ЛОПАСТЬ ВЕТРОВОГО КОЛЕСА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ЛОПАТКА, ПОЛУЧЕННАЯ ПРИ ПОМОЩИ ЭТОГО СПОСОБА | 2006 |
|
RU2413590C2 |
| JPS 57191496 A, 25.11.1982. | |||

