Область техники, к которой относится изобретение
Данное изобретение относится к способу определения местоположения для определения местоположения инструмента в обсадной колонне в скважине.
Уровень техники
При спуске инструмента в обсадную колонну, расположенную в скважине, часто желательно знать точное местоположение инструмента. Очень важно знать точную координату каждого из замеров, выполненных во время контрольно-измерительных работ или каротажа, особенно при спуске различного рода контрольно-измерительных и каротажных инструментов. По этой и некоторым другим причинам были предприняты многочисленные попытки разработать устройство, способное определять местоположение инструмента при его нахождении в скважине.
Известное устройство для определения местоположения инструмента в скважине называется "Локатор муфты обсадной колонны". Как правило, локатор содержит один или большее количество магнитов и одну или большее количество катушек для измерения изменений в магнитных и электрических потоках при прохождении муфты или элемента обсадной колонны, достаточно значительного, чтобы вызвать изменение, которое можно измерить. Таким образом, устройство способно определить только местоположение инструмента от муфты к муфте, но не между двумя муфтами, при этом для измерения разницы в потоке устройство должно перемещаться в обсадной колонне со значительной скоростью.
Другой "Локатор муфты обсадной колонны" содержит один или большее количество феррозондовых магнитометров в виде катушек для измерения остаточного или природного магнетизма в муфтах обсадных колонн. Вместе с тем, для определения местоположения инструмента между муфтами следует использовать измерение глубины кабеля.
Как описано в патенте US 6768299, "Локатор муфты обсадной колонны" может также содержать один магнитометр для измерения изменений силы магнитного поля, генерируемого магнитом. "Локатор муфты обсадной колонны" может также содержать более одного магнитометра для осуществления различных режимов детектирования так, что один магнитометр детектирует муфты, а другие магнитометры детектируют направление инструмента для управления направлением бурильной головки инструмента.
Раскрытие изобретения
Задача данного изобретения состоит в полном или частичном преодолении вышеуказанных недостатков уровня техники. Более конкретно, задачей изобретения является создание усовершенствованного способа, позволяющего определять точное местоположение инструмента.
Указанные задачи, а также многочисленные другие задачи, преимущества и свойства, очевидные из нижеприведенного описания, выполнены благодаря решению согласно данному изобретению посредством способа определения местоположения для определения местоположения скважинного инструмента, перемещающегося в обсадной колонне в скважине, содержащего следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны;
- определение производственной картины первой части обсадной колонны на основании измерений; и
- определение местоположения скважинного инструмента путем сравнения эталонной производственной картины первой части обсадной колонны с определенной производственной картиной первой части обсадной колонны.
Кроме того, местоположение скважинного инструмента может быть определено относительно контрольной точки, например муфты обсадной колонны.
Способ определения местоположения может дополнительно содержать следующие этапы:
- определение эталонной производственной картины путем измерения величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны известной длины;
- оценка длины волны эталонной производственной картины на основании количества волн эталонной производственной картины и известной длины первой части обсадной колонны, которая была измерена; и
- подсчет количества волн, проходящих по мере перемещения скважинного инструмента вдоль первой части обсадной колонны, начиная от контрольной точки;
при этом непрерывно определяется местоположение скважинного инструмента по отношению к контрольной точке по мере перемещения скважинного инструмента вдоль первой части обсадной колонны на основании подсчитанного количества волн и оцененной длины волны.
Кроме того, способ определения местоположения может содержать следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством второго датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны, при этом второй датчик расположен в скважинном инструменте на расстоянии по оси от первого датчика; и
- определение скорости скважинного инструмента вдоль первой части обсадной колонны исходя из измеренного интервала времени между измерением первым датчиком первой точки обсадной колонны и измерением вторым датчиком той же первой точки обсадной колонны.
Дополнительно, способ определения местоположения может содержать этап определения скорости скважинного инструмента вдоль первой части обсадной колонны путем сравнения измерений, выполненных первым датчиком, с измерениями, выполненными вторым датчиком, для вычисления скорости перемещения инструмента.
Кроме того, способ определения местоположения может содержать следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика при перемещении вдоль второй части обсадной колонны;
- определение производственной картины второй части обсадной колонны на основании измерений;
- определение скорости скважинного инструмента вдоль второй части обсадной колонны исходя из измеренного интервала времени между измерением первым датчиком первой точки обсадной колонны и измерением вторым датчиком той же первой точки обсадной колонны; и
- сравнение производственной картины первой части обсадной колонны и производственной картины второй части обсадной колонны для определения местоположения скважинного инструмента с тем, чтобы иметь возможность регулировать определенную скорость инструмента вдоль второй части на основании производственной картины.
Кроме того, производственную картину первой части обсадной колонны и производственную картину второй части обсадной колонны можно сравнить путем сравнения отличительных знаков различных производственных картин для определения местоположения скважинного инструмента.
Кроме того, обсадная колонна может быть выполнена из металла.
Данное изобретение дополнительно относится к способу определения местоположения для определения местоположения скважинного инструмента, перемещающегося на скорости в обсадной колонне в скважине, содержащему следующие этапы:
- измерение величины и/или направления магнитного поля посредством первого датчика несколько раз за интервал времени при перемещении вдоль первой части обсадной колонны, изготовленной из металла;
- определение производственной картины обсадной колонны вдоль первой части на основании измерений;
- измерение величины и/или направления магнитного поля посредством первого датчика несколько раз за интервал времени при перемещении вдоль второй части обсадной колонны, изготовленной из металла;
- определение скорости инструмента вдоль второй части; и
- регулирование определенной скорости инструмента вдоль второй части на основании производственной картины.
Этап определения производственной картины может содержать определение цикла в измерениях, имеющего место при изготовлении обсадной колонны, например формировании обсадной колонны путем прокатки, холодного волочения, вальцовой прокатки.
Дополнительно, производственная картина может представлять собой линии от бочки или валка в обсадной колонне.
В варианте осуществления изобретения обсадная колонна может быть соединена посредством муфт обсадной колонны, при этом первая часть и вторая часть обсадной колонны могут быть расположены между двух муфт.
Кроме того, первая часть обсадной колонны может содержать несколько секций обсадной колонны, соединенных посредством муфт.
Дополнительно, производственная картина может представлять собой вариации толщины в обсадной колонне.
Кроме того, вариации толщины обсадной колонны могут быть обусловлены использованием некруглых валков при изготовлении обсадной колонны путем прокатки.
Производственная картина может быть результатом процесса прокатки, вальцовой прокатки, холодного волочения или горячего волочения.
Дополнительно, датчики могут быть расположены в детекторном модуле, расположенном в инструменте и содержащем два магнита и два датчика, расположенных на расстоянии по оси друг от друга и в одной плоскости, например на пластине.
Производственная картина может представлять собой расстояние между локальным минимумом или максимумом толщины обсадной колонны и следующим локальным минимумом или максимумом толщины обсадной колонны.
Кроме того, первый датчик может иметь расстояние по оси от второго датчика, при этом этап определения скорости представляет собой определение скорости исходя из измеренного интервала времени между измерением первым датчиком первой точки обсадной колонны и измерением вторым датчиком той же первой точки обсадной колонны.
Дополнительно, вариации толщины обсадной колонны могут быть обусловлены использованием некруглых валков при изготовлении обсадной колонны путем прокатки.
Производственная картина может представлять собой несколько фрагментов, выявленных вдоль первой части обсадной колонны.
Помимо этого способ согласно данному изобретению может содержать следующие этапы:
- измерение величины и/или направления магнитного поля посредством второго датчика; и
- сравнение измерений, выполненных первым датчиком, с измерениями, выполненными вторым датчиком, для вычисления скорости инструмента.
Упомянутый этап измерения величины и/или направления магнитного поля может быть выполнен несколько раз за интервал времени, а этап сравнения измерений, выполненных датчиком, может быть выполнен после данного интервала времени.
Данное изобретение также относится к системе для осуществления способа, описанного выше, содержащей:
- детекторный модуль, содержащий два магнита и два набора датчиков, расположенных на расстоянии по оси друг от друга и в одной плоскости, например на пластине.
Благодаря наличию двух наборов датчиков, расположенных на расстоянии по оси друг от друга, посредством инструмента для определения местоположения возможно оценивать точное местоположение инструмента путем подсчета количества волн производственной картины и путем непрерывного вычисления скорости инструмента на основании производственной картины. Таким образом, инструмент для определения местоположения использует множество способов, чтобы увеличить точность определения местоположения.
Также данное изобретение относится к использованию описанного выше способа для точного отображения обстановки в скважине в реальном времени.
Наконец, данное изобретение относится к использованию описанного выше способа для точного отображения местоположения в скважине в реальном времени.
Под "точным" понимается отображение обстановки более точное, чем в случае использования локатора муфты обсадной колонны.
Краткое описание чертежей
Данное изобретение и его многочисленные преимущества описаны ниже более подробно со ссылками на прилагаемые схематические чертежи, на которых с иллюстративной целью показаны некоторые не ограничивающие варианты осуществления изобретения, и на которых:
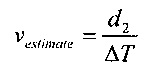
на фиг. 1А показана последовательность измерений, выполненных датчиком;
на фиг. 1В показан увеличенный вид части последовательности, показанной на фиг. 1А;
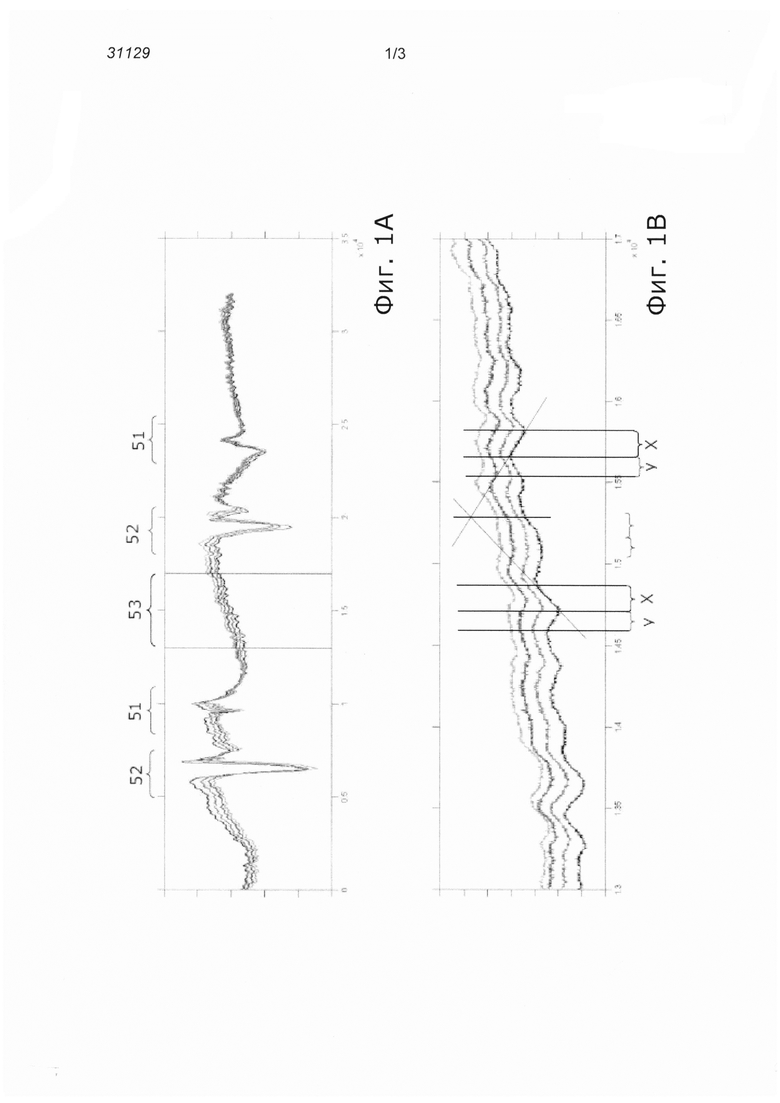
на фиг. 2 показан инструмент для определения местоположения;
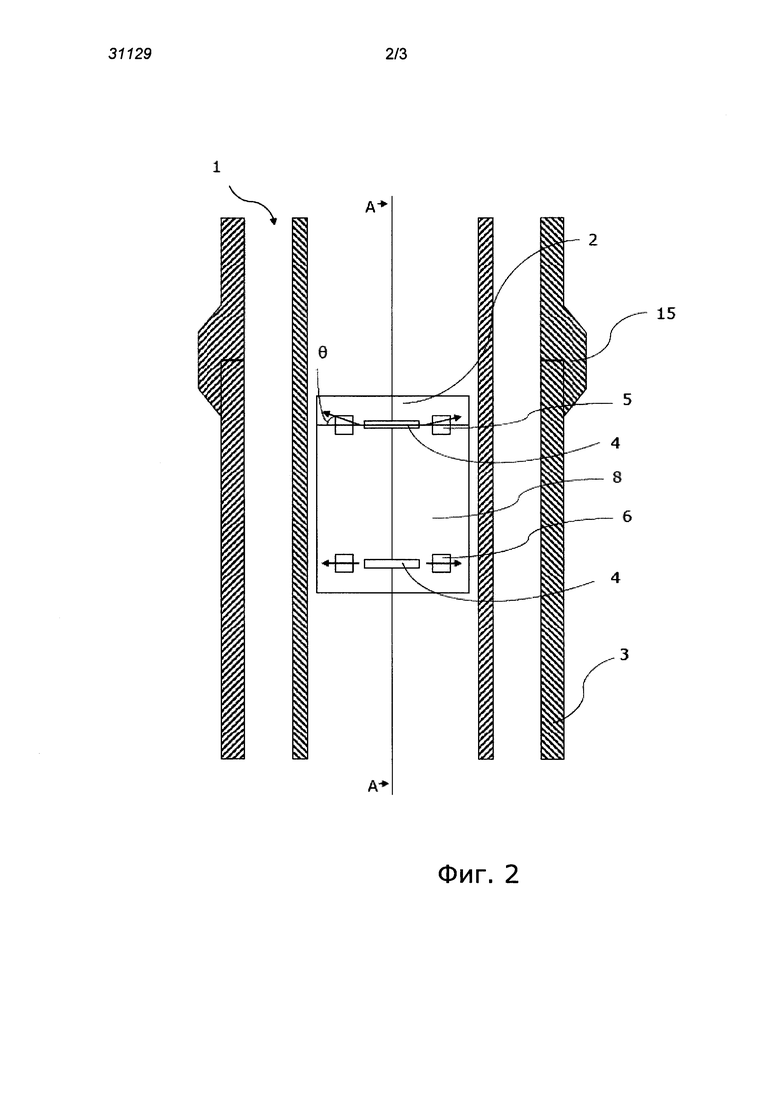
на фиг. 3А показана другая последовательность измерений, выполненных датчиком; и
на фиг. 3В-3С показан увеличенный вид части последовательности, показанной на фиг. 3А.
Все данные чертежи очень схематичные и не обязательно выполнены в масштабе, при этом на них показаны только те части, которые необходимы для пояснения изобретения, другие части не показаны или показаны без объяснения.
Осуществление изобретения
Данное изобретение относится к способу определения местоположения для определения местоположения скважинного инструмента, перемещающегося на скорости в обсадной колонне в скважине, а также между двумя муфтами обсадной колонны. При проведении скважинным инструментом определенных измерений свойств скважины, например проявления скважины, свойств текучей среды, температуры, давления и так далее, все измерения выполняются в определенный момент времени и в определенном местоположении вдоль обсадной колонны. Однако, если местоположение не является точным из-за того, что инструмент перемещается со скоростью иной, чем ожидалось, измерения дают неточное представление о свойствах скважины. При использовании существующих инструментов для определения местоположения, например локатора муфты обсадной колонны, местоположение регулируется, когда инструмент для определения местоположения проходит муфту обсадной колонны и соответствующим образом регулируется расстояние с момента прохождения предыдущей муфты обсадной колонны. Однако такие регулировки предполагают, что скорость инструмента была постоянной между предыдущей и текущей муфтой, что не всегда выполняется. Когда такое происходит, измеренные свойства скважины не дают точную картину скважины.
При использовании способа определения местоположения согласно данному изобретению производится измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика при перемещении вдоль первой части изготовленной из металла обсадной колонны, как показано на фиг. 1А и 1В. Как показано на фиг. 2, датчик расположен в инструменте 1 для определения местоположения, содержащем детекторный модуль 2. Детекторный модуль 2 содержит два магнита 4 и два набора датчиков 5, 6. Данные датчики 5, 6 расположены так, что на каждой стороне магнита 4 расположен один датчик. Два набора датчиков 5, 6 расположены на расстоянии d2 по оси друг от друга и в одной плоскости 7, например на пластине 8.
Инструмент 1 для определения местоположения имеет по существу цилиндрическую форму, а детекторный модуль 2 расположен в его центре и вытянут по длине инструмента. Пластина 8 прикреплена к стенке инструмента 1. При перемещении инструмента 1 вниз обсадной колонны 3 происходит изменение магнитного поля, зависимое от окружения, при этом датчики 5, 6 детектируют направление 9 силовых линий магнитного поля при перемещении инструмента. Как показано на фиг. 1В, за счет выполнения по существу непрерывных измерений направления и/или величины при прохождении инструментом 1 части обсадной колонны 3, расположенной между двумя муфтами или соединениями, происходит измерение небольших вариаций. Небольшие вариации в толщине обусловлены производственным процессом, иными словами, выполнение обсадной колонны путем прокатки имеет следствием наличие в обсадной колонне линий от бочки или валка. Измерения результатов погрешностей диаметра валков дают производственную картину, показанную на фиг. 1В, имеющую экстремумы в виде локальных минимумов и максимумов.
Каждый датчик 5, 6 измеряет одинаковые изменения, однако имеется разница во времени между измерениями, связанная с расстоянием между датчиками. Данные от датчиков 5, 6 поступают в виде свертки, при этом из максимального значения свертки можно вывести, когда датчик 5 первого набора датчиков проходит ту же позицию, что и второй датчик 6 второго набора датчиков, и так далее. Интервал между моментами времени, когда первый и второй датчики проходят одно и то же местоположение, назван ΔТ, а поскольку расстояние d2 между первым датчиком 5 и вторым датчиком 6 известно, имеется возможность вычислить скорость инструмента 1 для определения местоположения посредством следующего уравнения:
Оценка скорости основана на некотором количестве измерений, при этом, путем непрерывного вычисления скорости инструмента 1, возможно вычислить расстояние Δх, пройденное с момента предыдущего вычисления, посредством следующего уравнения:
Δх=ν⋅Δt,
где Δt - время между вычислениями, а Δх - оценка скорости. При сложении данных оцененных расстояний расстояние от верхней части скважины в определенный момент времени, например замера нерегулярности, такой как утечка, известно.
За счет использования свертки между наборами данных, полученных по меньшей мере от двух датчиков вместо только сравнения, измерение за измерением, измерений от одного датчика с измерениями от другого датчика, способ относительно нечувствителен к шуму в измерениях. Тем самым получается более точный результат. Кроме того, поскольку одни и те же свойства присутствуют в двух наборах датчиков, масштаб данных несущественен.
При прохождении инструментом 1 соединения или муфты, где смонтированы вместе две части обсадной колонны, изменение направления поля по существу возрастает. В данной точке расстояние от муфты равно нулю, и любые ошибки в оценке местоположения инструмента могут быть устранены. Так как расстояние между муфтами известно, количество пройденных муфт и расстояние от последней муфты показывают определенное местоположение инструмента. Однако, как уже упоминалось, данное определенное местоположение основано на предположении, что инструмент движется с постоянной скоростью между двумя муфтами.
На фиг. 1А показана последовательность измерений, выполненных посредством датчика, перемещающегося мимо двух муфт обсадной колонны. К сожалению, во время тестирования последовательность измерений отражает опоры из металла, поддерживающие обсадную колонну (см. части измерений, обозначенные как 51), поэтому производственная картина видна только на некотором расстоянии от опор и муфт. Часть последовательности измерений, выполненных, когда инструмент для определения местоположения проходит муфту обсадной колонны, обозначена как 52. Таким образом, последовательность измерений, показывающих производственную картину, обозначена как 53 и показана в увеличенном виде на фиг. 1В.
Как показано на фиг. 1В, картина выявляется как, например, два расстояния X и Y, которые находятся вблизи некоторой точки вдоль первой части обсадной колонны. Впоследствии картина используется для регулирования скорости и, следовательно, местоположения инструмента между двумя муфтами. При опускании в скважину инструмент для определения местоположения проходит много частей обсадной колонны между двумя муфтами и, таким образом, производственная картина выявляется при прохождении данных первых частей инструментом для определения местоположения. Выявленная производственная картина первой части обсадной колонны также может быть названа эталонной производственной картиной. Картина может иметь постоянное изменение толщины так, что у некоторой части обсадной колонны выявляется расстояние X между локальным минимумом или максимумом толщины обсадной колонны и следующим локальным минимумом или максимумом толщины обсадной колонны. Такое постоянное изменение толщины может быть результатом некруглой формы валков, используемых при изготовлении обсадной колонны путем прокатки. Впоследствии, когда инструмент для определения местоположения проходит вторую часть обсадной колонны, выявляется другая производственная картина, и любые вариации относительно первой производственной картины или эталонной производственной картины используются для регулирования скорости инструмента и, тем самым, корректировки местоположения, в котором проводится некоторое измерение свойств скважины.
В другом случае, производственная картина представляет собой более специфическую картину, поскольку не выявлено никакое постоянное изменение толщины. Однако картина, выявленная как одинаковая от одной части обсадной колонны к другой при движении вниз в скважине, также предоставляет отличительные знаки вдоль второй части обсадной колонны, при нахождении в которой определенные скорость инструмента и его местоположение могут быть отрегулированы путем сравнения измеренной последовательности второй части обсадной колонны с выявленной производственной картиной. Таким образом, скорость и положение инструмента могут быть определены более точно, чем в случае определения посредством обычного локатора муфты обсадной колонны, поскольку определение скорости инструмента основано не только на последовательности измерений, но также и на сравнении ожидаемой и выявленной производственных картин. В дальнейшем местоположение измеренного свойства буровой скважины может быть определено более точно.
Выявленная производственная картина может представлять собой лишь фрагменты измерений, иллюстрирующие вариации толщины части обсадной колонны, и, таким образом, отпадает необходимость выявления картины вдоль всей части обсадной колонны между двумя муфтами обсадной колонны. При наличии выявляемых фрагментов производственной картины вдоль части обсадной колонны они могут быть использованы для регулирования определенных скорости и местоположения инструмента при проведении последовательности измерений величины и/или направления магнитного поля посредством датчика при перемещении вдоль второй части обсадной колонны. При наличии, например, двух выявленных фрагментов производственной картины вдоль части обсадной колонны скорость и местоположение, определенные из последовательности измерений величины и/или направления магнитного поля, регулируются дважды вдоль второй части обсадной колонны и, таким образом, дважды до достижения следующей муфты.
При изготовлении обсадной колонны посредством валков толщина обсадной колонны варьирует по конкретной картине, которая выявляется и сохраняется в инструменте для определения местоположения в качестве ожидаемой картины и сравнивается с определенной скоростью. Если ожидаемая картина не соответствует измеренной картине для определения скорости инструмента, то определяют вариации расстояния измеренной картины по отношению к ожидаемой картине, и измеренная картина соответствующим образом регулируется, при этом скорость пересчитывается или регулируется соответствующим образом.
Если выявленная производственная картина представляет собой постоянное расстояние X между, например, локальным максимумом толщины обсадной колонны и следующим локальным максимумом толщины обсадной колонны вдоль всей части обсадной колонны, расположенной между двумя муфтами обсадной колонны, то скорость инструмента может быть отрегулирована на основании времени, прошедшего между измерением локального максимума толщины обсадной колонны и измерением следующего локального максимума толщины обсадной колонны.
Детекторный модуль 2, показанный на фиг. 2, имеет только четыре датчика 5, 6, при этом необходимо, чтобы два из четырех датчиков были расположены на той же стороне, что и магниты 4, с тем чтобы вычислять местоположение инструмента. Чем ближе друг к другу в продольном направлении инструмента расположены два датчика 5, 6, тем быстрее могут быть обработаны измерения. Один магнит 4 может быть расположен на наружной стороне датчика 5, 6 так, что первый магнит расположен на наружной стороне первого датчика, а второй магнит расположен на наружной стороне второго датчика. При расположении магнита 4 на наружной стороне каждого датчика 5, 6 все датчики оказываются расположенными на одинаковом расстоянии от магнита, что приводит к более точному измерению и, тем самым, к более точной оценке скорости.
Таким образом, инструмент для определения местоположения может содержать первый датчик 5 и второй датчик 6, при этом скорость определяется путем измерения величины и/или направления магнитного поля посредством первого датчика и затем второго датчика, и дальнейшего сравнения измерений, выполненных первым датчиком, с измерениями, выполненными вторым датчиком, для вычисления скорости перемещения инструмента.
В другом способе определения местоположения согласно данному изобретению производственная картина, измеренная при перемещении вдоль обсадной колонны, используется несколько иначе. На фиг. 3А-3С показана последовательность измерений, выполненных датчиком в инструменте для определения местоположения, прошедшим через секцию обсадной колонны. Инструмент для определения местоположения может представлять собой инструмент для определения местоположения, описанный выше. Измерения показывают производственную картину, представляющую свойства обсадной колонны, например свойства материала, о чем говорилось выше. Отсканированная в данном конкретном примере секция обсадной колонны имеет длину приблизительно 21 метр (70 футов). Измерения, показанные на фиг. 3А, очевидным образом выявляют три признака 52, которые представляют собой муфты обсадной колонны, которые имеются в отсканированной секции обсадной колонны. На фиг. 3В и фиг. 3С показана в поэтапно увеличенном виде вырезка из измерений, показанных на фиг. 3А. Представленные измерения показывают, что производственная картина имеет существенную волновую периодичность с экстремумами в виде локальных минимумов и максимумов, как описано выше.
Увеличенный вид последовательности измерений, показанной на фиг. 3С, представляет длину обсадной колонны примерно 1 метр (3 фута), и показывает приблизительно 5 вершин 56 волны. Зная примерную длину обсадной колонны и количество волн, длину волны можно оценить примерно в 18 сантиметров (7 дюймов) в данном конкретном примере.
Аналогичным образом, обсадная колонна в существующем стволе скважины может быть отсканирована, в результате чего может быть получена эталонная производственная картина. Если известна длина сканируемой секции скважинной обсадной колонны, то длина волны эталонной производственной картины в конкретной секции обсадной колонны может быть оценена на основании выявленного количества волн. Длина сканируемой секции обсадной колонны может быть известна или оценена, если, например, сканируется секция обсадной колонны, расположенная между двумя муфтами обсадной колонны или другими контрольными точками.
Впоследствии информацию о длине волны, полученную из эталонной производственной картины, можно сравнить с другой производственной картиной той же секции обсадной колонны, определенной в последующем цикле, в котором сканируется обсадная колонна. Зная длину волны эталонной производственной картины секции обсадной колонны, местоположение в скважине можно определить путем подсчета количества волн, выявленного при перемещении инструмента для определения местоположения вперед, вдоль ранее отсканированной секции обсадной колонны. Способы подсчета количества волн хорошо известны специалисту в данной области техники и могут быть выполнены в автоматическом режиме.
Теоретически, количество волн может быть подсчитано от верхней части скважины с тем, чтобы определить местоположение в скважине. Тем не менее такие факторы как вариации в производственной картине разных секций обсадной колонны или неточности в выявлении количества волн могут привести к нежелательной неточности в определении местоположения. На практике количество волн предпочтительно может быть подсчитано относительно контрольной точки с известным местоположением в скважине. В качестве такой контрольной точки могут выступать присутствующие в скважине специфические признаки, например муфта обсадной колонны, клапан, ниппель или вспомогательное соединение.
В одном примере использования описанный выше способ может быть использован для определения местоположения скважинного инструмента в конкретном местоположении вдоль секции обсадной колонны. Скважинный инструмент перемещают в скважине, например, с использованием скважинного трактора, пока не будет достигнута заданная контрольная точка. Затем инструмент для определения местоположения активируется и определяется производственная картина, как описано выше. В зависимости от того, было ли выполнено предварительное сканирование или каротаж конкретного участка обсадной колонны и имеется ли эталонная производственная картина, конкретное местоположение может быть выявлено путем простого подсчета количества волн при движении скважинного инструмента через обсадную колонну или путем предварительного определения эталонной производственной картины и последующего подсчета количества волн относительно контрольной точки. Предназначенная для оценки длины волны эталонная производственная картина может быть определена для конкретной скважинной детали до установки скважинной детали в скважину, на более раннем этапе после монтажа обсадной колонны или непосредственно перед проведением оценки начального местоположения. В альтернативном варианте эталонная производственная картина может быть определена отдельно для каждой скважинной детали, например для обсадной колонны конкретного производителя, для скважинных элементов из конкретной партии и так далее.
Производственная картина и соответствующие вариации магнитного поля, детектируемые датчиками, могут также быть обусловлены свойствами материала обсадной колонны или производственными процессами, например вальцовой прокаткой, холодным волочением и горячим волочением.
Под текучей средой или скважинной текучей средой понимается любой тип текучей среды, которая может присутствовать в нефтяной или газовой скважине, например природный газ, нефть, буровой раствор, сырая нефть, вода и так далее. Под газом понимается любой тип газового состава, присутствующий в скважине, законченной или не закрепленной обсадными трубами, а под нефтью понимается любой тип нефтяного состава, например сырая нефть, нефтесодержащая текучая среда и так далее. Таким образом, в состав газа, нефти и воды могут входить другие элементы или вещества, которые не являются газом, нефтью и/или водой, соответственно. Текучая среда может также представлять собой комбинацию газа, нефти, воды и мелких частиц в текучей среде.
Под обсадной колонной понимается любой тип трубы, трубчатого элемента, трубопровода и так далее, используемый в скважине для добычи нефти или природного газа.
В том случае, когда невозможно полностью погрузить инструмент в обсадную трубу, можно использовать скважинный трактор для проталкивания инструмента до нужного положения в скважине. Скважинный трактор представляет собой любой вид приводного инструмента, способного толкать или тянуть инструменты в скважине, например Well Tractor®.
Хотя изобретение описано на примере предпочтительных вариантов осуществления, специалисту в данной области техники очевидно, что возможны модификации данного изобретения, не выходящие за пределы объема правовой охраны изобретения, определенные нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКВАЖИННЫЙ ИНСТРУМЕНТ ДЛЯ ОПРЕДЕЛЕНИЯ БОКОВЫХ ОТВЕТВЛЕНИЙ | 2012 |
|
RU2627778C2 |
| СКВАЖИННАЯ КЛАПАННАЯ СИСТЕМА | 2015 |
|
RU2700352C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕГЕРМЕТИЧНОСТИ И МЕСТА СРЕЗА ЭКСПЛУАТАЦИОННОЙ КОЛОННЫ | 2008 |
|
RU2375565C1 |
| КОМПОНОВКА И СПОСОБ ИНТЕНСИФИКАЦИИ ПРИТОКА ГИДРОРАЗРЫВОМ ПЛАСТА КОЛЛЕКТОРА В НЕСКОЛЬКИХ ЗОНАХ С ИСПОЛЬЗОВАНИЕМ АВТОНОМНЫХ БЛОКОВ В СИСТЕМАХ ТРУБ | 2011 |
|
RU2571460C2 |
| УПРАВЛЯЕМАЯ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ СИСТЕМА КИСЛОТНОЙ ПРОХОДКИ ТУННЕЛЕЙ | 2016 |
|
RU2679403C1 |
| ГЕРМЕТИЗИРУЮЩАЯ СИСТЕМА | 2011 |
|
RU2580956C2 |
| ГЕОНАВИГАЦИЯ ПРИ БУРЕНИИ СКВАЖИН С ИСПОЛЬЗОВАНИЕМ РАСПРЕДЕЛЕННОГО АКУСТИЧЕСКОГО ЗОНДИРОВАНИЯ | 2014 |
|
RU2684267C1 |
| СПОСОБ УСТРАНЕНИЯ УСЛОВИЙ ВЫПАДЕНИЯ ПРОППАНТА ВО ВРЕМЯ ЗАКАНЧИВАНИЯ СКВАЖИНЫ | 2015 |
|
RU2658400C1 |
| СПОСОБ ПЕРФОРАЦИИ ОБСАДНЫХ КОЛОНН НЕФТЕГАЗОВЫХ СКВАЖИН | 1993 |
|
RU2065932C1 |
| СИСТЕМА И СПОСОБ ПОЗИЦИОНИРОВАНИЯ КОМПОНОВКИ НИЗА БУРИЛЬНОЙ КОЛОННЫ В ГОРИЗОНТАЛЬНОЙ СКВАЖИНЕ | 2011 |
|
RU2577566C2 |
Изобретение относится к способу и инструменту для определения местоположения для определения местоположения скважинного инструмента, перемещающегося в обсадной колонне в скважине. Способ содержит следующие этапы: измерение величины и/или направления магнитного поля посредством первого датчика несколько раз за интервал времени при перемещении вдоль первой части обсадной колонны. Определение производственной картины вдоль первой части обсадной колонны на основании измерений. Определение местоположения скважинного инструмента путем сравнения эталонной производственной картины первой части обсадной колонны с определенной производственной картиной первой части обсадной колонны. 5 н. и 10 з.п. ф-лы, 6 ил.
1. Способ определения местоположения для определения местоположения скважинного инструмента, перемещающегося в обсадной колонне в скважине, содержащий следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны;
- определение производственной картины первой части обсадной колонны на основании измерений; и
- определение местоположения скважинного инструмента путем сравнения эталонной производственной картины первой части обсадной колонны с определенной производственной картиной первой части обсадной колонны.
2. Способ определения местоположения по п. 1, дополнительно содержащий следующие этапы:
- определение эталонной производственной картины путем измерения величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны известной длины;
- оценка длины волны эталонной производственной картины на основании количества периодов волны эталонной производственной картины и известной длины первой части обсадной колонны, которая была измерена; и
- подсчет количества периодов волны, проходящих по мере перемещения скважинного инструмента вдоль первой части обсадной колонны, начиная от контрольной точки;
при этом непрерывно определяется местоположение скважинного инструмента по отношению к контрольной точке по мере перемещения скважинного инструмента вдоль первой части обсадной колонны на основании подсчитанного количества периодов волны и оцененной длины волны.
3. Способ определения местоположения по п. 1 или 2, дополнительно содержащий следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством второго датчика, содержащегося в скважинном инструменте, при перемещении вдоль первой части обсадной колонны, при этом второй датчик расположен в скважинном инструменте на расстоянии по оси от первого датчика; и
- определение скорости скважинного инструмента вдоль первой части обсадной колонны исходя из измеренного интервала времени между измерением первым датчиком первой точки обсадной колонны и измерением вторым датчиком той же первой точки обсадной колонны.
4. Способ определения местоположения по п. 3, дополнительно содержащий следующие этапы:
- измерение величины и/или направления магнитного поля несколько раз за интервал времени посредством первого датчика при перемещении вдоль второй части обсадной колонны;
- определение производственной картины второй части обсадной колонны на основании измерений;
- определение скорости скважинного инструмента вдоль второй части обсадной колонны исходя из измеренного интервала времени между измерением первым датчиком первой точки обсадной колонны и измерением вторым датчиком той же первой точки обсадной колонны; и
- сравнение производственной картины первой части обсадной колонны и производственной картины второй части обсадной колонны для определения местоположения скважинного инструмента с тем, чтобы иметь возможность регулировать определенную скорость инструмента вдоль второй части на основании производственной картины.
5. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором определенная производственная картина обусловлена вариациями толщины обсадной колонны.
6. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором определенная производственная картина обусловлена процессом прокатки, вальцовой прокаткой, холодным волочением или горячим волочением.
7. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором определенная производственная картина обусловлена расстоянием между локальным минимумом или максимумом толщины обсадной колонны и следующим локальным минимумом или максимумом толщины обсадной колонны.
8. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором датчики расположены в детекторном модуле, расположенном в инструменте (1) и содержащем два магнита (4) и два датчика (5, 6), расположенных на расстоянии (d2) по оси друг от друга и в одной плоскости (7), например на пластине (8).
9. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором производственная картина представляет собой несколько фрагментов производственной картины, выявленных вдоль части обсадной колонны.
10. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором обсадная колонна соединена посредством муфт обсадной колонны, а первая и вторая части обсадной колонны расположены между двух муфт.
11. Способ определения местоположения по любому из пп. 1, 2 или 4, в котором первая часть обсадной колонны содержит несколько секций обсадной колонны, соединенных посредством муфт.
12. Инструмент определения местоположения, предназначенный для осуществления способа по любому из пп. 1-11, содержащий:
- детекторный модуль, содержащий два магнита (4) и два набора датчиков (5, 6), расположенных на расстоянии (d2) по оси друг от друга и в одной плоскости (7), например на пластине (8).
13. Инструмент определения местоположения, предназначенный для осуществления способа по любому из пп. 1-11.
14. Использование способа по любому из пп. 1-11 для отображения обстановки в скважине в реальном времени.
15. Использование способа по любому из пп. 1-11 для отображения местоположения в скважине в реальном времени.
| АКТИВНЫЙ ЛОКАТОР МУФТ | 2008 |
|
RU2405105C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЛУБИНЫ СКВАЖИНЫ ПРИ ГЕОФИЗИЧЕСКИХ ИССЛЕДОВАНИЯХ | 2005 |
|
RU2298646C1 |
| ФУНДАМЕНТ ЗДАНИЯ, СООРУЖЕНИЯ | 2005 |
|
RU2310042C2 |
| СПОСОБ ЛЕЧЕНИЯ СЕКРЕТОРНЫХ ФОРМ МУЖСКОГО БЕСПЛОДИЯ | 2006 |
|
RU2317071C1 |
| US 6768299 B2, 27.07.2004. | |||

