Область техники, к которой относится изобретение
[001] Объектом настоящего изобретения является индексируемая режущая пластина и режущий инструмент, выполненный с возможностью удержания таких режущих пластин, причем оба выполнены для операций металлообработки, включающих удаление стружки. В частности объектом настоящего изобретения является индексируемая режущая пластина, содержащая противоположные первую и вторую стороны пластины, которые соединены периферийной поверхностью пластины, которая периферийно продолжается вокруг режущей пластины и которая содержит разнесенные режущие кромки.
Уровень техники
[002] Индексируемые режущие пластины описанного выше типа могут быть использованы для резания, например, прямоугольных форм из металлических заготовок, форма которых может быть необходима, например, при операции вырезания канавок и отрезания.
[003] Индексируемые пластины описанного выше типа выполнены с множеством кромок, которые выполнены последовательно используемыми в отличие от одновременного использования. Более подробно, например, после изнашивания или повреждения рабочей кромки, следующая кромка может быть выбрана, чтобы становиться рабочей кромкой. Это может быть достигнуто, например, удалением пластины из корпуса инструмента, поворотом индексируемой пластины вокруг оси поворота пластины и прикреплением пластины к корпусу инструмента со следующей, прежде отличной и неиспользуемой кромкой, представленной в качестве новой рабочей кромки.
[004] Пример режущей пластины, имеющей такую конструкцию, раскрыт в US 6,942,434.
[005] Задачей настоящего изобретения является создание новой и улучшенной режущей пластины, имеющей такую конструкцию и/или режущего инструмента для нее и/или способа зажатия.
Раскрытие изобретения
[006] В соответствии с первым аспектом объекта настоящего изобретения, предложена индексируемая режущая пластина, содержащая по меньшей мере одно зажимное отверстие, причем зажимное отверстие содержит по меньшей мере участок зажимного отверстия, расположенный в соответствующей области зажима пластины, которая образована снаружи соответствующей области резания режущей пластины.
[007] Глубина резания, продолжающаяся в соответствующую область резания, может быть возможным преимуществом такой конструкции.
[008] В соответствии с другим аспектом объекта настоящего изобретения, предложена индексируемая режущая пластина, имеющая ось поворота пластины и содержащая параллельные первую и вторую стороны пластины, соединенные периферийной поверхностью пластины, которая продолжается периферийно вокруг режущей пластины, и по меньшей мере одно зажимное отверстие, открывающееся к одной или обеим из первой и второй сторон пластины; причем периферийная поверхность пластины содержит режущие кромки, которые разнесены и продолжаются от первой стороны пластины до второй стороны пластины; причем каждые три последовательно расположенные режущие кромки образуют соответствующую режущую конструкцию, содержащую центральную режущую кромку, расположенную между двумя периферийными режущими кромками, при этом центральная режущая кромка шире вдоль направления ширины, которое перпендикулярно первой и второй сторонам пластины, чем любой другой участок соответствующей области резания пластины, образованный от центральной режущей кромки до по меньшей мере воображаемой прямой линии, соединяющей две периферийные режущие кромки; и по меньшей мере участок зажимного отверстия по меньшей мере одного зажимного отверстия расположен в соответствующей области зажима пластины, которая образована снаружи соответствующей области резания.
[009] В соответствии с другим аспектом объекта настоящего изобретения, предложен режущий инструмент, содержащий головку инструмента и зажимной механизм, выполненный с возможностью закрепления режущей пластины к гнезду пластины головки инструмента; при этом гнездо пластины содержит установочную поверхность гнезда, по меньшей мере одну стенку гнезда, продолжающуюся поперечно от установочной поверхности гнезда и образующую заднюю границу гнезда, и передний край гнезда, расположенный на противоположной стороне установочной поверхности гнезда от задней границы гнезда и продолжающийся вдоль передней границы режущего инструмента; причем, на виде, перпендикулярном установочной поверхности гнезда, головка инструмента и зажимной механизм не продолжаются за воображаемую вписанную дугу, продолжающуюся вдоль передней границы.
[0010] В соответствии с другим аспектом объекта настоящего изобретения, предложен сборный режущий инструмент, содержащий в комбинации режущую пластину, имеющую любой из описанных выше признаков первых двух аспектов и/или признаков, описанных ниже, и режущий инструмент, имеющий любой из выше описанных признаков аспекта режущего инструмента и/или признаков, описанных ниже.
[0011] В соответствии с дополнительным аспектом объекта настоящего изобретения, предложен способ зажатия режущей пластины в режущем инструменте, имеющем любой из признаков аспекта режущего инструмента, при этом режущая пластина содержит параллельные первую и вторую стороны пластины, соединенные периферийной поверхностью пластины, которая продолжается периферийно вокруг режущей пластины, и по меньшей мере одно зажимное отверстие, открывающееся к обеим из первой и второй сторон пластины; причем способ включает этапы, на которых:
а. устанавливают режущую пластину в зажим путем продолжения участка корпуса зажима полностью через участок зажимного отверстия по меньшей мере одного зажимного отверстия, при этом оставляя свободной остальную часть по меньшей мере одного зажимного отверстия; и
b. крепят по меньшей мере один зажим к головке режущего инструмента, чтобы, тем самым, смещать головной участок зажима по меньшей мере одного зажима напротив режущей пластины и закреплять режущую пластину к гнезду пластины.
[0012] В соответствии с другим аспектом объекта настоящего изобретения, предложен способ изготовления пластины, включающий этап, на котором шлифуют ее боковые установочные поверхности, при этом поддерживая расстояние от ее режущей кромки.
[0013] В соответствии с другим аспектом объекта настоящего изобретения, предложена пластина, изготовленная способом, описанным в предыдущем аспекте.
[0014] Следует понимать, что выше указанное представляет собой объект изобретения, и что любой из выше описанных аспектов может дополнительно содержать любой из признаков, описанных в связи с любым из других аспектов или описанных ниже. В особенности, следующие признаки, либо в отдельности, либо в комбинации, могут быть применимы в любом из выше описанных аспектов:
А. На виде сверху по меньшей мере одной из первой и второй сторон пластины соответствующая область резания пластины может продолжаться до воображаемой дуги, вписанной в две периферийные режущие кромки и открывающейся в направлении наружу от оси поворота пластины по направлению к центральной режущей кромке, при этом ось поворота пластины расположена между дугой и центральной режущей кромкой. Это может позволять режущей пластине обеспечивать глубину резания, которая продолжается до по меньшей мере оси поворота пластины.
B. Дуга может иметь кривизну, соответствующую кривизне воображаемой окружности, вдоль которой лежат режущие кромки.
C. Первая и вторая боковые поверхности могут быть главными поверхностями, т.е. поверхностями существенно большей площади, чем периферийная поверхность пластины.
D. По меньшей мере одно зажимное отверстие может быть сквозным отверстием, которое открывается в обе первую и вторую стороны пластины. В качестве альтернативы, по меньшей мере одно зажимное отверстие может быть глухим отверстием. По меньшей мере одно зажимное отверстие может быть множеством зажимных отверстий. Совокупность по меньшей мере одного из множества зажимных отверстий может быть расположена в области зажатия.
E. Каждая из режущих кромок может быть шире вдоль направления ширины, чем любой другой участок режущей пластины. Режущая пластина может содержать ровно пять режущих кромок.
F. Режущая пластина может содержать дискообразный участок корпуса и участки резания, при этом каждый из участков резания продолжается от периферии участка корпуса и содержит одну из режущих кромок. Каждый из участков резания может содержать усиленный участок и промежуточный участок, продолжающийся от усиленного участка до участка корпуса. Усиленный участок может быть шире вдоль направления ширины, чем промежуточный участок.
G. Режущая пластина может постепенно уменьшаться в ширину вдоль направления ширины от каждой из режущих кромок до участка (такого как промежуточный или участок корпуса) режущей пластины, который ближе к оси поворота пластины, чем режущие кромки.
H. Периферийная поверхность пластины может дополнительно содержать множество периферийных установочных поверхностей. Каждая из периферийных установочных поверхностей может продолжаться вдоль прямого пути от первого режущего участка пластины до второго режущего участка пластины, при этом расстояние от каждой из периферийных установочных поверхностей до оси поворота пластины изменяется вдоль различных точек ее пути. Каждая из периферийных установочных поверхностей может быть плоской.
I. Режущая пластина может дополнительно содержать по меньшей мере одну боковую установочную поверхность. Каждая боковая установочная поверхность может быть разнесена наружу от по меньшей мере одной из первой и второй сторон пластины. По меньшей мере одна боковая установочная поверхность может содержать множество боковых установочных поверхностей на одной из по меньшей мере одной из первой и второй сторон пластины. Множество боковых установочных поверхностей может дополнительно содержать пару боковых установочных поверхностей, причем одна боковая установочная поверхность каждой пары расположена на противоположных сторонах по меньшей мере одной из первой и второй сторон пластины. Каждая из по меньшей мере трех боковых установочных поверхностей на одной из первой и второй сторон пластины может быть расположена в области зажатия режущей пластины.
J. На виде сверху одной из первой и второй сторон пластины режущая пластина может иметь вращательную симметрию для угла вращения, удовлетворяющего условию: (360°/[общее количество режущих кромок]).
K. Режущая пластина может быть симметричной вокруг воображаемой плоскости пластины, которая делит пополам периферийную поверхность и параллельна первой и второй сторонам пластины.
L. Зажимной механизм может содержать зажим, содержащий участок корпуса зажима, выполненный с возможностью прикрепления к головке инструмента на передней границе, и головной участок зажима, выполненный с возможностью приложения силы в направлении к установочной поверхности гнезда.
М. Головной участок может быть выполнен с возможностью приложения силы в направлении к по меньшей мере одной стенке гнезда.
N. На виде с торца зажима передняя поверхность зажима может иметь выпуклую форму, задняя поверхность зажима может иметь вогнутую форму, и зажим может иметь серпообразную форму.
O. Зажим может дополнительно содержать ограничительный участок, продолжающийся в направлении от головного участка зажима. Ограничительный участок может иметь форму полукруга или участка окружности. Ограничительный участок может иметь более тонкую форму, чем режущие кромки режущей пластины, к которой присоединяется зажим.
P. По меньшей мере одна боковая установочная поверхность режущей пластины и установочная поверхность гнезда могут быть выполнены с возможностью взаимного зацепления, и по меньшей мере одна периферийная установочная поверхность пластины и по меньшей мере одна стенка гнезда могут быть выполнены с возможностью взаимного зацепления для обеспечения стабилизированной установки режущей пластины на режущем инструменте.
Q. По меньшей мере одно зажимное отверстие может быть множеством разнесенных зажимных отверстий, и по меньшей мере один зажим может быть множеством зажимов, причем этап крепления содержит крепление множества зажимов. Этап крепления может содержать крепление ровно трех зажимов.
R. По меньшей мере одно зажимное отверстие может иметь участки, расположенные и в соответствующей области зажима пластины, и в соответствующей области резания.
Краткое описание чертежей
[0015] Для лучшего понимания объекта настоящего изобретения и чтобы показать, как изобретение может быть осуществлено на практике, далее будет сделана ссылка на сопровождающие чертежи, на которых:
Фиг. 1А представляет собой вид в перспективе сборного режущего инструмента;
Фиг. 1B представляет собой вид в перспективе с пространственным разнесением элементов сборного режущего инструмента на Фиг. 1А;
Фиг. 1С представляет собой вид сбоку участка сборного режущего инструмента на Фиг. 1А и 1B, также включающий металлическую заготовку в начальном и конечном положениях процесса обработки;
Фиг. 1D представляет собой вид сверху заготовки на Фиг. 1С во время промежуточного положения процесса обработки;
Фиг. 2А представляет собой вид сбоку режущей пластины сборного режущего инструмента на Фиг. 1А-1С;
Фиг. 2B представляет собой вид с торца режущей пластины на Фиг. 2А;
Фиг. 2C представляет собой вид в поперечном сечении, взятом вдоль линии 2C-2C на Фиг. 2А;
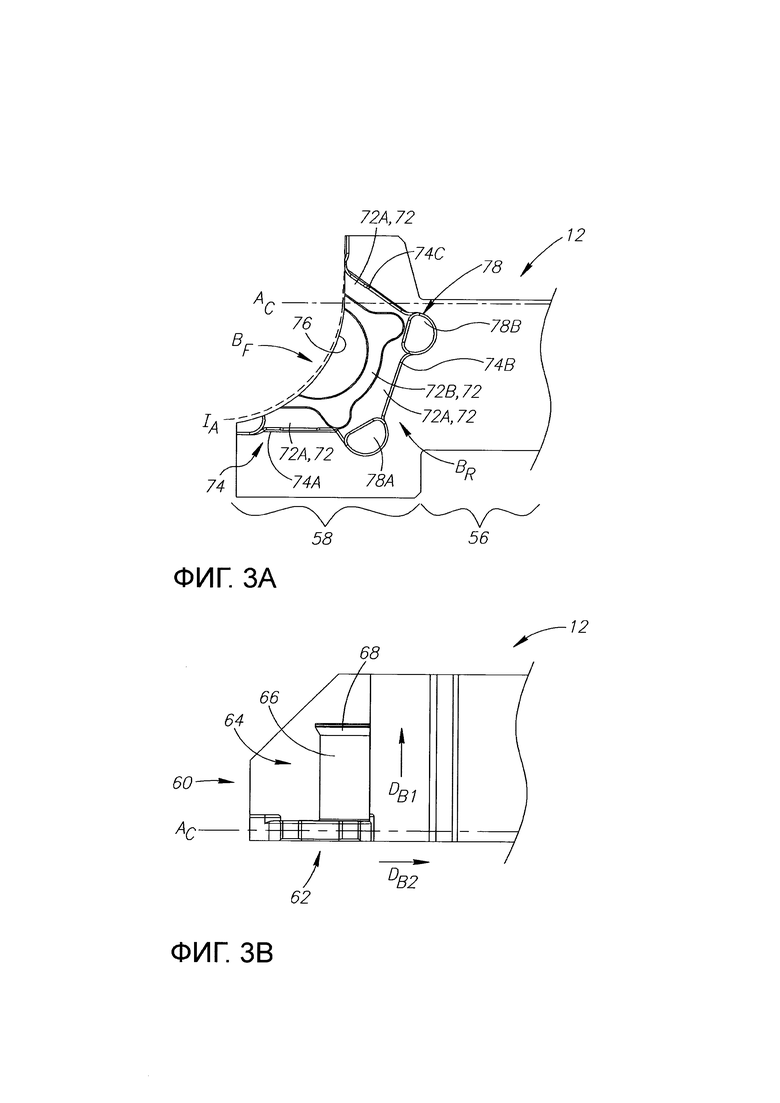
Фиг. 3А представляет собой вид сбоку участка режущего инструмента сборного режущего инструмента на Фиг. 1А-1С;
Фиг. 3B представляет собой вид сверху участка режущего инструмента на Фиг. 3А;
Фиг. 4А представляет собой вид сверху зажима сборного режущего инструмента на Фиг. 1А-1С;
Фиг. 4B представляет собой вид с торца режущей пластины на Фиг. 4А;
Фиг. 4C представляет собой вид в поперечном сечении, взятом вдоль линии 4C-4C на Фиг. 4В;
Фиг. 5 представляет собой схематический вид сбоку других режущей пластины и режущего инструмента;
Фиг. 6 представляет собой схематический вид сбоку участка еще одной другой режущей пластины;
Фиг. 7А представляет собой вид в перспективе с пространственным разнесением элементов сборного режущего инструмента;
Фиг. 7B представляет собой вид сбоку участка сборного режущего инструмента на Фиг. 7А;
Фиг. 8А представляет собой вид в перспективе другого зажима;
Фиг. 8B представляет собой вид в перспективе с пространственным разнесением элементов сборного режущего инструмента, содержащего зажим на Фиг. 8А;
Фиг. 8C представляет собой вид в перспективе сборного режущего инструмента на Фиг. 8B;
Фиг. 9А представляет собой вид спереди в перспективе еще одного другого зажима;
Фиг.9B представляет собой вид с торца в перспективе зажима на Фиг. 9А; и
Фиг. 9C представляет собой вид в перспективе с пространственным разнесением элементов сборного режущего инструмента, включающего зажим на Фиг. 9А и 9B.
Ссылочные позиции, повторяющиеся на чертежах и/или изменяющиеся на значение 100 для различных вариантов осуществления, обозначают соответствующие или аналогичные элементы.
Подробное описание изобретения
[0016] На Фиг. 1А и 1B показан сборный режущий инструмент 10 для операции резания металла, содержащий режущий инструмент 12 и режущую пластину 14, выполненную с возможностью закрепления к режущему инструменту 12 с помощью зажимного механизма 16.
[0017] Как видно также на Фиг. 1С и 1D, режущая пластина 14 содержит режущие кромки 18, которые шире, чем, в этом неограничивающем примере, любой другой участок режущей пластины 14, и которые определяют глубину резания пластины TI. Из описания ниже будет следует понимать, что вместо режущих кромок, которые шире любого другого участка режущей пластины, они также могут теоретически быть шире любого участка области резания режущей пластины. Дополнительно, в описании и формуле изобретения выражения «широкий» и «ширина», касательно режущей пластины, должны измеряться вдоль поперечной оси AW (Фиг. 2B), образованной далее.
[0018] Более подробно, во время работы заготовка 20 и режущая пластина 14 могут перемещаться по направлению друг к другу вдоль оси резания Ac. Следует понимать, что заготовка 20 может перемещаться, тогда как режущая пластине 14 остается неподвижной, или наоборот, обе могут перемещаться одновременно или каждая в свою очередь. В любом случае рабочая или центральная режущая кромка 18А начинает резание заготовки 20 при зацеплении в первоначальном положении резания, обозначенном Р1. После дополнительного перемещения, во время которого заготовка 20 и режущая пластина 14 сходятся по направлению друг к другу, заготовка 20 может считаться находящейся в, в этом примере, промежуточном положении (в результате чего с течением времени созданный вырез напоминает кольцеобразную канавку 20А, имеющую прямоугольное поперечное сечение, на виде, показанном на Фиг. 1D). Если необходимо разделять заготовку 20 на две части (не показаны), такое перемещение схождения может продолжаться до тех пор, пока центральная режущая кромка 18А не достигнет центральной точка заготовки Cw, в этом примере это может возникать, когда заготовка 20 достигает конечного положения P2, показанного пунктирными линиями на Фиг. 1С.
[0019] Так как режущая пластина 14 не имеет участок, например, установочный участок, в первой области CU1 резания пластины, образованной между центральной режущей кромкой 18А и воображаемой прямой линией IL1, соединяющей две смежные периферийные режущие кромки 18В, 18С, которые шире центральной режущей кромки 18А, режущая пластина 14 может осуществлять резание заготовки 20 на первую глубину резания пластины TI1.
[0020] Как видно также на Фиг.2А, режущая пластина 14 может также осуществлять резание на вторую глубину резания пластины TI2 (Фиг. 1С), которая продолжается до воображаемой дуги U (Фиг. 2А), вписанной в две рабочие или периферийные режущие кромки 18В, 18С и открывающуюся в направлении Do наружу, направленном от оси CI поворота пластины к центральной режущей кромке 18А. Таким образом, глубина резания режущей пластины может продолжаться до по меньшей мере оси Q поворота. Область режущей пластины 14 продолжается между воображаемой дугой IA и ее центральной режущей кромкой 18А, определяя вторую область CU2 резания пластины. На Фиг. 1С воображаемая дуга IA не обозначена отдельно, так как она совпадает с участком пунктирного контура 20 в конечном положении P2. Воображаемая дуга IA обычно предпочтительно является максимально большой и в результате может быть выполнена с возможностью продолжаться до усиленных участков 33 (Фиг. 2А, описанных далее) периферийных режущих кромок 18В, 18С и более предпочтительно до точек, непосредственно смежных периферийным режущим кромкам 18В, 18С, учитывая производственные ограничения.
[0021] Следует понимать, что оптимизированная глубина резания может быть достигнута выбором подходящей заготовки, имеющей диаметр, соответствующий или почти равный диаметру такой воображаемой дуги IA.
[0022] Возможные преимущества такой конструкции могут включать глубину резания, которая может быть больше глубины резания сравнительной режущей пластины, имеющей, например, установочный участок, который шире ее центральной режущей кромки и который расположен в ее области резания.
[0023] Другой фактор, который может обеспечивать предпочтительную глубину резания, представляет собой форму передней границы BF (Фиг.1A) режущего инструмента 12. В частности вогнутая форма или изогнутая форма может быть предпочтительной, так как она может, например, позволять полностью использовать глубину резания режущей пластины, в особенности режущих пластин, выполненных с возможностью резания до воображаемых дуг выше описанного типа. Передняя граница BF образована в качестве участка режущего инструмента 12, выполненного подводимым по направлению к участку обрабатываемой заготовки (во время движения резания вдоль оси AC резания).
[0024] Для облегчения понимания область режущей пластины, которая находится снаружи или дополняет ее область резания, далее называется областью зажатия. Например, на Фиг. 1С первая область CU1 резания, которая продолжается влево от воображаемой прямой линии IL1, дополняется первой областью CL1 зажатия, которая продолжается вправо от нее. На Фиг. 2А для облегчения понимания роли воображаемой дуги IA, не показана на Фиг. 1С, вторая область резания CU2, которая продолжается влево от воображаемой дуги IA, дополняется второй областью CL2 зажатия, которая продолжается вправо от нее.
[0025] Как видно на Фиг. 2А-2C, признаки режущей пластины 14 далее будут дополнительно подробно описаны.
[0026] Режущая пластина 14 содержит параллельные первую и вторую стороны 22А, 22В пластины, соединенные периферийной поверхностью 24 пластины, которая продолжается периферийно вокруг режущей пластины 14, и зажимное отверстие 26, которое в этом неограничивающем примере представляет собой сквозное отверстие, которое открывается в обе первую и вторую стороны 22А, 22В пластины. Форма режущей пластины 14 может содержать дискообразный участок 28 корпуса и участки 30 резания, при этом каждый из участков 30 резания продолжается от периферии участка 28 корпуса и содержит одну из режущих кромок 18.
[0027] На первой и второй сторонах 22А, 22В пластины могут быть образованы, в этом неограничивающем примере, множество боковых установочных поверхностей 32. Боковые установочные поверхности 32 могут быть разнесены наружу от соответственных первой и/или второй сторон 22А, 22В пластины. Более подробно, боковые установочные поверхности 32 могут быть самой наружной поверхностью выступа, продолжающегося от одной из первой или второй сторон 22А, 22В пластины. Хотя они все же не продолжаются за режущие кромки в аксиальном направлении вдоль оси CI поворота пластины. Множество боковых установочных поверхностей 32 может дополнительно включать рабочие пары, т.е. которые предполагается будут работать одновременно, например, пары, расположенные на противоположных сторонах пластины 14. В этом примере пара боковых установочных поверхностей обозначена общей позицией. Например, пара боковых установочных поверхностей, обозначенных позицией 32D1, 32D2, расположена на противоположных сторонах первой стороны 22А пластины. Возможным преимуществом такого разнесения, т.е. на дистальных сторонах пластины, может быть увеличенная стабильность установки режущей пластины.
[0028] Положение такой пары также может совпадать с или может быть смежным с путем воображаемой дуги или линии, которая может образовывать границу области резания режущей пластины 14.
[0029] Дополнительно, каждая боковая установочная поверхность 32 может быть удлиненной и/или изогнутой.
[0030] Дополнительно, следует отметить, что каждая из по меньшей мере трех боковых установочных поверхностей (например, 32D1, 32D2 и 32A2) может быть расположена в области CL2 зажатия режущей пластины 14. Такая треугольная конструкция может обеспечивать стабильность установки. Следует отметить, что боковая установочная поверхность 32 может быть расположена и в области резания, и в области зажатия, связанной с одной центральной режущей кромкой, т.е. без наличия таких установочных поверхностей 32, уменьшающих глубину резания пластины.
[0031] Другим возможным преимуществом множества боковых установочных поверхностей на одной стороне пластины может быть уменьшенное время изготовления режущей пластины. Например, операция шлифования может длиться меньше по меньшей мере при сравнении с одной боковой установочной поверхностью, которая продолжается на протяжении большей области сравнительной режущей пластины.
[0032] Также режущий инструмент (не показан) может содержать выступы, которые выполнены с возможностью упора в режущую пластину 14 в обозначенных точках на одной из первой или второй сторон 22А, 22В пластины. В таком случае режущая пластина 14 может не иметь боковую установочную поверхность или по меньшей мере расположенную наружу боковую установочную поверхность.
[0033] Периферийная поверхность 24 пластины содержит режущие кромки 18, которые разнесены вдоль периферийной поверхности режущей пластины 14. В этом неограничивающем примере имеются ровно пять режущих кромок 18. Независимо от количества режущих кромок 18 они могут быть равномерно разнесены и могут лежать вдоль воображаемого описанного круга Ic режущей пластины 14. В этом примере режущая пластина 14 выполняет следующее условие: 360°/5=72°, и в результате режущая пластина 14 имеет 5-стороннюю вращательную симметрию 72° вокруг оси CI поворота пластины. Однако, в этом контексте следует понимать, что ось поворота пластины представляет собой ось, вокруг которой режущая пластина может вращаться определенное количество раз, чтобы предоставлять другую рабочую режущую кромку. Например, после того, как рабочая режущая кромка больше не используется, такая режущая пластина может вращаться вокруг оси поворота пластины, чтобы предоставлять неиспользуемую режущую кромку в качестве новой рабочей режущей кромки. Также следует понимать, что ось поворота пластины может продолжаться через геометрический центр режущей пластины.
[0034] Воображаемая дуга U предпочтительно имеет кривизну, которая располагает ее в такое положение, что ось Q поворота пластины расположена между дугой IA и соответствующей центральной режущей кромкой 18А. Еще более предпочтительно, дуга IA имеет кривизну, соответствующую кривизне воображаемой окружности Ic. Возможным преимуществом такой предпочтительной кривизны может быть увеличенная глубина резания. Таким образом, режущая пластина может обеспечивать глубину резания, которая продолжается до по меньшей мере оси Q поворота пластины.
[0035] Как показано на ФИГ. 2B, режущие кромки 18 продолжаются от, или соединяют, первой стороны 22А пластины до второй стороны 22В пластины. Это продолжение режущих кромок 18 может позволять каждой режущей кромке 18 быть индивидуально, как это можно назвать, в полной мере эффективной.
[0036] Вдоль направления Dw ширины, которое параллельно поперечной оси Aw, образованной в качестве перпендикуляра первой и второй сторонам пластины, режущие кромки 18 шире режущей пластины на боковых установочных поверхностях 32.
[0037] Дополнительно к примеру, приведенному выше, описанному в связи с Фиг.1A-2А, следует отметить, что три последовательно расположенные режущие кромки образуют режущую конструкцию, содержащую центральную режущую кромку, расположенную между двумя периферийными режущими кромками. Следует понтмать, что режущая пластина может иметь множество таких режущих конструкций. Например, режущие кромки 18, обозначенные позициями 18А, 18B и 18D, могут образовывать три смежных или последовательных режущих кромки такой конструкции, и, в то же время, другая режущая конструкция может включать режущие кромки, обозначенные позициями 18B, 18D и 18E и т.д.
[0038] Понимание значения слова «соответствующий» в описании и формуле изобретения может быть рассмотрено на примере следующим образом: область CU1 резания, описанная в связи с Фиг. 1С, связана с режущими кромками 18А, 18В, 18С, при этом, если режущая пластина 14 будет повернута в режущем инструменте 12 так, что другая режущая кромка, например, режущая кромка, обозначенная позицией 18B, является рабочей или центральной режущей кромкой, тогда соответствующая область резания (не показана) будет продолжаться от примерной центральной режущей кромки 18B до воображаемой прямой линии (не показана), соединяющей две смежные периферийные режущие кромки 18А и 18D.
[0039] Каждая режущая кромка 18 может быть образована на участке 30 резания (Фиг. 2А). Более конкретно, участок 30 резания может содержать усиленный участок 33, содержащий режущую кромку 18, и промежуточный участок 34, который соединяет усиленный участок 33 с участком 28 корпуса.
[0040] Усиленный участок 33 может дополнительно содержать наклонную поверхность 36, образованную в периферийной поверхности 24 пластины, и по которой сходят стружки (не показаны) от обрабатываемой заготовки (не показана), и также может содержать усиленные боковые стенки 38, продолжающиеся от наклонной поверхности 36 и заканчивающиеся в промежуточном участке 34.
[0041] Каждая наклонная поверхность 36 может лежать в плоскости, перпендикулярной первой и второй сторонам 22А, 22В пластины. Наклонную поверхность 36 может быть образована с конструкцией 40 отвода стружки. Конструкция отвода стружки представляет собой конструкцию, выполненную с возможностью образования и/или направления и/или ломания стружки (не показана) заготовки. В этом примере конструкция 40 отвода стружки содержит выемку 42.
[0042] Усиленные боковые стенки 38 могут обеспечивать режущую пластину 14 достаточным усилением, чтобы обеспечивать поперечное движение резания, т.е. поперечное воображаемой плоскости PI пластины (Фиг.2B.), которая делит пополам периферийную поверхность 24, и параллельное первой и второй сторонам 22А, 22В пластины.
[0043] Усиленные боковые стенки 38 сужены внутрь от соответствующей режущей кромки 18. Такое сужение образует постепенное уменьшение ширины (т.е. не имеет ступенчатую конфигурацию), вдоль направления Dw ширины режущей пластины от каждой из режущих кромок до участка режущей пластины 14, который находится ближе к оси Q пластины, чем режущие кромки 18. В этом случае, участок, который сужается или уменьшается в ширину, представляет собой усиленный участок 33. Следует отметить, что область CU резания может в добавок включать усиленные боковые стенки или по меньшей мере их участок, который тоньше режущих кромок 18.
[0044] Ширина промежуточного участка 34 может соответствовать ширине участка 28 корпуса для эффективного изготовления режущей пластины 14. Возможным преимуществом такой конструкции может быть обеспечение области защиты шлифования (образованной промежуточным участком 34).
[0045] Усиленный участок 33 может дополнительно содержать заднюю поверхность 44, образованную в периферийной поверхности 24 пластины и продолжающуюся от соответствующей режущей кромки 18. Каждая задняя поверхность 44 может образовывать острый задний угол с периферийной установочной поверхностью 46. Такой острый задний угол может обеспечивать эффективный сход стружки, в большей степени, чем коллинеарные задняя поверхность и периферийная установочная поверхность.
[0046] Периферийная установочная поверхность 46 может быть образована в периферийной поверхности 24 пластины. Более конкретно, периферийная поверхность 24 пластины может содержать множество периферийных установочных поверхностей 46, каждая из которых продолжается вдоль прямого пути от первого режущего участка 30 пластины до смежного второго режущего участка 30 пластины. Расстояние от каждой из периферийных установочных поверхностей 46 до оси CI поворота пластины может изменяться вдоль различных точек пути. Пример самой маленькой длины стенки или самого маленького расстояния до пластины обозначен позицией LI1, а пример самой большой длины стенки или самого большого расстояния до пластины, которое больше по амплитуде, чем самая короткая длина LI1 стенки пластины, обозначен позицией LI2. Самая короткая длина LI1 стенки пластины измеряется до точки периферийной установочной поверхности 46, смежной наклонной поверхности 36 режущей кромки 18, тогда как самая большая длина LI2 стенки пластины измеряется до точки периферийной установочной поверхности 46, смежной наклонной поверхности 44 режущей кромки 18,
[0047] Каждая из периферийных установочных поверхностей 46 может быть плоской, что может обеспечивать стабильную установку пластины и/или ее плавную вставку/удаление в/из режущего инструмента 12.
[0048] Зажимное отверстие 26 выполнено с участком 48 зажимного отверстия в области CL зажатия. Участок 48 зажимного отверстия имеет размер, выполненный с возможностью вмещения поперечного сечения зажима, который имеет достаточный размер, чтобы сопротивляться изгибу при зажатии режущей пластины 14 (в этом примере поперечное сечение взято вдоль плоскость Рс зажима, показанной на Фиг.4B и 4C, и описано дополнительно подробно далее). Такое поперечное сечение предпочтительно полностью расположено в пределах области CL зажатия, чтобы исключать уменьшение глубины резания режущей пластины 14.
[0049] При этом определение достаточного размера участка 48 зажимного отверстия может отличаться в соответствии со многими параметрами, такими как форма зажима, материал зажима, размер режущей пластины и ее рабочие условия и т.д., такая достаточность может быть проверена испытанием, если такой зажим или его поперечное сечение имеет достаточную прочность, чтобы поддерживать режущую пластину в зажатом положении во время работы. Сборный режущий инструмент 10, изготовленный в соответствии с представленным неограничивающим примером, показанным на Фиг. 1А-2C, и содержащий участок 48 зажимного отверстия, образованный между краем зажимного отверстия 50 и дугой U, и который имеет серпообразную область 52 зажатия (как показано на виде, показанном на Фиг. 2C), а также зажим 84 (Фиг. 4B и 4C), имеющий серпообразное поперечное сечение, взятое вдоль плоскости Pc зажима, который выполнен с возможностью зацепления серпообразного участка 48 зажимного отверстия, был успешно проверен. Соответственно, возможен участок 48 зажимного отверстия, имеющий площадь зажатия около 3% от площади, образованной в пределах воображаемой описанной окружности Ic режущей пластины 14. Полагают, что конфигурация, в которой участок зажимного отверстия, имеющий площадь по меньшей мере 2% от площади воображаемой описанной окружности Ic, также может быть возможна. Большие площади, очевидно, также могут быть возможны, например, площадь может быть больше, чем 4%, как в примере на Фиг.7B, который раскрывает зажимную конструкцию, отличную от системы рычага, описанной в связи с Фиг. 1А-4C.
[0050] Край 50 зажимного отверстия показан более подробно на Фиг. 2C. По существу сужающееся поперечное сечение и внутрь выступающий центральный кольцеобразный выступ 54 могут быть образованы для обеспечения зажатия зажима 84. В качестве альтернативы, край 50 зажимного отверстия может не иметь кольцеобразный выступ 54 в зависимости от зажимного механизма, используемого вместе с ним.
[0051] Режущая пластина 14 обычно может быть изготовлена из очень твердого и износостойкого материала, такого как цементированный карбид, либо с помощью пресс-формы и далее спеканием карбидного порошка в связующем материале, либо способами литьевого порошкового формования.
[0052] Режущая пластина 14, или более конкретно, каждая боковая установочная поверхность 32 пластины, может быть отшлифована, т.е. подвергнута операции шлифования для придания требуемой формы. Так как режущие кромки 18 шире режущей пластины 14 на боковых установочных поверхностях 32 пластины, операция шлифования может быть выполнена с возможностью предотвращения контакта элемента шлифования (не показан) с режущими кромками 18. Например, элемент шлифования может быть перемещен круговыми или вращательными движениями в пределах окружности (не показан), вписанного в режущие кромки 18, предпочтительно такой вписанный круг определен в пределах усиленного участка 33 режущей пластины 14. В последнем случае промежуточный участок 34 может образовывать область защиты шлифования от неточного перемещения. В качестве альтернативы, элемент шлифования может создавать прямые проходы от между парой режущих кромок 18 или предпочтительно между парой участков 30 резания до между разнесенной парой противоположных режущих кромок 18 или участками 30 резания. В любом случае режущая пластина 14 может вращаться во время ее шлифования, и элемент шлифования также может колебаться. Такое шлифование может быть выполнено на одной стороне режущей пластины 14 и далее на другой стороне или одновременно на обеих сторонах.
[0053] В этом неограничивающем примере режущая пластина 14 является симметричной относительно плоскости PI пластины. Такая симметрия может позволять выполнять резание прямоугольных форм, как показано на примере на Фиг.1D.
[0054] Следует понимать, что выше приведенные ссылки на симметрию не относятся к нерабочим или режущим признакам, например, обозначающим кромки позициям. Дополнительно, следует понимать, что боковые установочные поверхности не могут быть симметрично расположены или уравнены численно по сравнению с представленным примером, где они и симметрично расположены и на первой, и на второй сторонах пластины и в отношении каждой режущей кромки, и уравнены численно.
[0055] Как видно далее на Фиг.3А и 3B, режущий инструмент 12 будет описан дополнительно подробно.
[0056] Режущий инструмент 12 может содержать корпус 56 инструмента и головку 58 инструмента, соединенную с ним.
[0057] Головка 58 инструмента может содержать первую поверхность 60, которая в этом неограничивающем примере продолжается поперечно и, более конкретно, может продолжаться перпендикулярно оси Ас резания. Головка 58 инструмента также содержит гнездо 62 пластины, которое может продолжаться поперечно первой поверхности 60.
[0058] Первая поверхность 60 может иметь вогнутую форму. Первая поверхность 60 может быть выполнена с выемкой 64 зажимного механизма.
[0059] Выемка 64 зажимного механизма может открываться в сторону первой поверхности 60 и может открываться в сторону гнезда 62 пластины. Более конкретно, выемка 64 зажимного механизма может содержать первую подвыемку 66, выполненную с возможностью приема участка 84В корпуса зажима (Фиг.4B), и вторую подвыемку 68 с возможностью приема участка 84C позиционирования элемента зажима.
[0060] Первая подвыемка 66 может быть образована с вогнутой формой.
[0061] Вторая подвыемка 68 может иметь сужающуюся форму, которая расширяется в первом направлении DB1 смещения от участка 84B корпуса зажима. Первое направление DB1 смещения может быть поперечным и, более конкретно, в этом примере перпендикулярным оси Ас резания.
[0062] Первая поверхность 60 и, более конкретно, в этом примере ее выемка 64 зажимного механизма может быть образована винтовым отверстием 70 под инструмент с внутренней резьбой (Фиг. 1B).
[0063] Гнездо 62 пластины выполнено с возможностью приема режущей пластины 14. Гнездо 62 пластины содержит установочную поверхность 72 гнезда, по меньшей мере одну стенку 74 гнезда, продолжающуюся поперечно от установочной поверхности 72 гнезда и образующую заднюю границу BR гнезда, и передний край 76 гнезда, расположенный на противоположной стороне установочной поверхности 72 гнезда от задней границы BR гнезда и расположенный на передней границе BF режущего инструмента 12.
[0064] Установочная поверхность 72 гнезда может содержать первую установочную подповерхность 72A, выполненную с возможностью зацепления режущей пластины 14, и вторую установочную подповерхность 72B, которая расположена между первой установочной подповерхностью 72A и передним краем 76 гнезда и углублена в первом направлении DB1 смещения, чтобы обеспечивать, что режущая пластина 14 контактирует с первой установочной подповерхностью 72 для ее стабилизированной установки.
[0065] По меньшей мере одна стенка 74 гнезда может содержать первую, вторую и третью последовательно расположенные подстенки 74А, 74В, 74С гнезда. Подстенки 74А, 74В, 74С гнезда, 74В, отделены первой и второй задними выемками 78А, 78B. В частности, первая и третья подстенки 74А, 74С гнезда расположены с возможностью упора в периферийные установочные поверхности 46 режущей пластины, когда режущая пластина 14 устанавливается в гнезде 62 пластины, тогда как вторая подстенка 74B гнезда расположена разнесенной от соответствующей периферийной установочной поверхности 46 режущей пластины, как видно на зазор 80 гнезда, показанный на Фиг.1С, для обеспечения стабилизированной установки.
[0066] Далее на Фиг.1B зажимной механизма 16 содержит смещающий элемент 82, который в этом неограничивающем примере образован винтом с внешней резьбой на концах, и зажим 84.
[0067] Винт 82 может содержать первый конец 82А с внешней резьбой, выполненный с возможностью резьбового зацепления с винтовым отверстием 84А зажима, второй конец 82B с внешней резьбой, выполненный с возможностью резьбового зацепления с посадочным винтовым отверстием 70, и промежуточным участком 82C винта, продолжающимся между первым и вторым резьбовыми концами 82А, 82B и который может не иметь резьбу. Первый резьбовой конец 82А образован выемкой 82D для приема инструмента для обеспечения вращения.
[0068] Следует понимать, что, в качестве альтернативы, смещающий элемент 82 может быть односторонним винтом, упругим захватом или другим пригодным смещающим компонентом (не показан).
[0069] Как видно на Фиг.4А-4C, зажим 84 может дополнительно содержать участок 84B корпуса зажима, через который продолжается винтовое отверстие 84А зажима, и участки 84C, 84D позиционирования и головки. Как показано на Фиг.4А, зажим 84 имеет серпообразную форму с выпуклой передней поверхностью 84E зажима и вогнутой задней поверхностью 84F зажима.
[0070] Участок 84B корпуса зажима может быть выполнен принимаемым частично или в этом примере полностью в пределах первой подвыемки 66 режущего инструмента.
[0071] Участок 84C позиционирования может иметь форму, которая сужается наружу, когда увеличивается расстояние от участка 84B корпуса зажима до него.
[0072] Головной участок 84D зажима может быть образован с двумя зубцами 84G зажима (которые могут быть разнесены друг от друга для стабилизированного зажатия) на передней поверхности 84E зажима и выступающими в направлении от задней поверхности 84F, и выемкой 84H приема пластины, образованной между зубцами 84G и участком 84B корпуса зажима.
[0073] Плоскость Pc зажима, проходящая через выемку 84H приема пластины, формой поперечного сечения и площадью соответствует участку зажимного отверстия 48 режущей пластины. Следует понимать, что в этой конфигурации при резании к выемке 84H приема пластины приложены наибольшие силы от режущей пластины 14. Соответственно, прочность конструкции выемки 84H приема пластины может образовывать область зажатия минимального размера участка 48 зажимного отверстия.
[0074] Как видно на Фиг.1А-1С, режущая пластина 14 может быть зажата в головке 58 режущего инструмента с помощью зажимного механизма 16 следующим образом:
вставляют второй резьбовой конец 82B смещающего элемента в посадочное винтовое отверстие; устанавливают зажим 84 на первом резьбовом конце 82А смещающего элемента; вращают смещающий элемент 82 с помощью ее выемки 82D для приема инструмента для перемещения смещающего элемента 82 и зажима 84 по направлению к головке 58 инструмента и в положение установки, в котором зажим 84 разнесен от первой подвыемки 66;
размещают режущую пластину 14 в гнезде 62 пластины, при этом головной участок 84D зажима располагают внутри зажимного отверстия 26 режущей пластины; и
вращают смещающий элемент 82 для перемещения зажима 84 в закрепленное положение (Фиг.1С).
[0075] Такое «вращение», когда смещающий элемент 82 расположен в первой подвыемке 66, может заставлять зубцы 84G зажима зацеплять край 50 зажимного отверстия и смещать режущую пластину 14 напротив стенки 74 гнезда (более конкретно, первой и третьей подстенок 74А, 74С гнезда). Более конкретно, смещающий элемент 82 вызывает перемещение зажима 84 во втором направлении DB2 смещения, которое параллельно оси Ас резания, и участок 84C позиционирования контактирует со второй установочной подповерхностью 72B соответственно суженной формы, что вызывает перемещение зажима 84 и вследствие этого режущей пластины 14 в первом направлении DB1 смещения.
[0076] Поворот режущей пластины 14 может быть выполнен:
вращением смещающего элемента 82 с помощью его выемки 82C приема инструмента в направлении, противоположном направлению вращения, для зажатия, пока зажим 84 не достигнет положения установки;
вращением пластины 14, удалением ее полностью из зажима 84, если необходимого, так, что другая режущая кромка 18 становится центральной режущей кромкой 18А; и
приведением зажима 84 в закрепленное положение, как описано выше.
[0077] В закрепленном положении на виде, перпендикулярном установочной поверхности 72 гнезда (например, на виде сбоку установленной пластины на Фиг.1С, при этом установочная поверхность 72 гнезда показана на Фиг.3А), головка 58 инструмента и зажимной механизм 16 не продолжаются за воображаемую вписанную дугу IA, продолжающуюся вдоль передней границы BF. Другими словами, смещающий элемент 82 и зажим 84 находятся на одном уровне с передней границей BF и/или утоплены или вдавлены в переднюю поверхность 60. Такая конструкция может позволять режущей пластине 14 использовать всю глубину TI2 резания. Таким образом, несмотря на то, что зажимной механизм 16 или его компонент расположен на передней поверхности 60 режущего инструмента 12, такая конструкция может использоваться без уменьшения глубины резания пластины.
[0078] Следует понимать, что «перпендикулярный» вид предназначен для передачи только ориентации вида, и в результате установочная поверхность 72 гнезда может быть частично или полностью скрыта режущей пластиной 14 или участком 12 режущего инструмента, и все же может быть образована в пределах такого вида.
[0079] Возможное преимущество зажима 84 или по меньшей мере участка 84B корпуса зажима, выполняемого прикрепляемым к головке 58 инструмента на передней границе BF или вдоль передней поверхности 60, может заключаться в том, что может быть обеспечен компактный сборный режущий инструмент 10. Например, по сравнению со сборным режущего инструмента (не показан), имеющим зажим, продолжающийся вдоль боковой стенки его режущего инструмента.
[0080] Один путь увеличения глубины резания режущей пластины заключается в образовании области зажатия на максимальном расстоянии от центральной режущей кромки режущей пластины. Так как режущие пластины описанного выше типа имеют режущие кромки, разнесенные вдоль периферийной поверхности, такая область зажатия, при этом предпочтительно на максимальном расстоянии от центральной режущей кромки, в результате также становится проксимальной относительно режущей кромки на противоположной стороне такой режущей пластины от центральной режущей кромки. Другими словами, так как каждая режущая кромка образует, при повороте рабочую или центральную режущую кромку, по меньшей мере одна область зажатия располагается проксимально относительно такой центральной режущей кромки. Говоря другими словами, такая режущая пластина обычно будет иметь области зажатия, проксимальные и дистальные относительно ее каждой режущей кромки. Следует понимать, что если область зажатия является смежной центральной режущей кромке, т.е. если несвязанная область зажатия будет зажиматься во время работы режущей пластины, вероятно, будет появляться уменьшение глубины резания. Чтобы исключить уменьшение глубины резания, по меньшей мере участок такого отверстия резания режущей пластины является свободным при установке пластины на режущем инструменте. Другими словами, при установке режущей пластины в зажиме, например, в качестве части описанного выше способа, корпус зажима может продолжаться полностью через по меньшей мере первый участок по меньшей мере одного зажимного отверстия режущей пластины, при этом оставляя второй участок, отличный от первого участка, по меньшей мере одного зажимного отверстия свободным.
[0081] На Фиг.5 показана примерная режущая пластина 114, установленная на режущем инструменте 112.
[0082] Режущая пластина 114 подобна выше описанной пластине 14, в частности, например, касательно ее ширин, и отличается тем, что она имеет четыре режущие кромки 118А, 118B, 118C и 118D, вместо пяти.
[0083] Также следует отметить, что ее зажимное отверстие 126 не является круглым, а точнее имеет четыре вогнутых участка 127, обеспечивающие зажим (не показан) на расстоянии от ее центральной режущей кромки 118.
[0084] И следовательно, следует понимать, что возможна любая форма зажимного отверстия, обеспечивающая предпочтительную глубину резания. Предпочтительная глубина резания может быть глубже глубины резания известных режущих пластин того же типа (т.е. индексируемой режущей пластины с режущими кромками, продолжающимися вдоль ее периферийной поверхности и между ее первой и второй сторонами). Соответственно, даже если режущая пластина 14 с пятью кромками описанного выше типа может достигать бóльшую глубину резания, чем показанная режущая пластина 114 с четырьмя кромками, последняя режущая пластина 114 может все же осуществлять резание на глубине, большей, чем глубина известных режущих пластин того же типа, и, в связи с этим, может быть рассмотрена как имеющая предпочтительную конструкцию.
[0085] На Фиг. 6 следует понимать, что зажимное отверстие 226, режущей пластины, имеющей по меньшей мере часть отмеченных преимуществ, также может быть глухим отверстием в отличие от сквозных отверстий 26, 126, приведенных для примера выше. Такое глухое зажимное отверстие 226, образованное только в одной из двух боковых поверхностей 222А, 222B может иметь наклонные края 227 для содействия ее зажатию. Такая конструкция, рассматривается возможной, но не такой предпочтительной, как конструкции сквозного отверстия, описанные выше, учитывая, в том числе, преимущества более прочного зажатия и недостаток более громоздкого режущего инструмента, отмеченные выше.
[0086] Как видно далее на Фиг. 7А и 7B, альтернативная конструкция зажимного отверстия показана в узле 310 режущего инструмента. В частности, множество зажимных отверстий 326А, 326В, 326С, 326D и 326E образовано в режущей пластине 314. Зажимные отверстия 326 могут быть прикреплены к отверстиям 327 режущего инструмента 312 с помощью зажимного механизма 316, содержащего три зажима 384А, 384В, 384С, которые в этом примере имеют форму винтов. Как видно в этом варианте выполнения, ни одно из зажимных отверстий 326А, 326В, 326С, 326D и 326E не содержит ось Q поворота пластины.
[0087] Такая конструкция может быть предпочтительной в том, что могут быть достигнуты бульшая область резания и, в результате, глубина резания по сравнению с одиночным зажимным отверстием, так как множество отверстий резания может быть расположено ближе к периферийной поверхности режущей пластины, тем самым, позволяя выполнять зажатие режущей пластины 314 дальше от центральной режущей кромки 318. Однако, конструкция, описанная в связи с Фиг.1-4, может быть предпочтительной в отношении представленного примера в том, что, например, обеспечивается эффективное зажатие (т.е. крепится один зажим, а не три зажима, и без свисающих частей и т.д.).
[0088] На Фиг.8А-8C режущая пластина 14 описанного выше типа также может быть установлена на другом режущем инструменте 412 зажимного узла 410 с помощью другого зажимного механизма 416.
[0089] Зажимной механизм 416 отличается тем, что его зажим 484 содержит цилиндрический участок 484В корпуса, образованный с внутренней резьбой 485.
[0090] В частности, головной участок 484D зажима зажима 484 является по существу таким же как выше-описанная головка 84D зажима (например, включающая один или более зубцов G (не показаны) и имеющая серпообразную форму).
[0091] Дополнительная разница заключается в том, что зажим 484 не имеет участка позиционирования. В частности, удлиненная цилиндрическая форма участка 484B корпуса может обеспечивать плавное перемещение зажима 484 в выемку 464 зажимного механизма режущего инструмента 412. Такая конструкция может быть предпочтительной в отношении конструкции с суженным участком позиционирования описанного выше типа в том, что зажим 484 имеет меньше точек контакта (или по меньшей мере не имеет точку контакта участка позиционирования), которые могут обеспечивать плавное перемещение в пределах выемки 464 зажимного механизма, при этом может быть уменьшено деление сил при перемещении зажима 484 и т.д.
[0092] За счет преобразованной формы зажима 484 форма выемки 464 зажимного механизма может быть соответственно преобразована, т.е. выемка 464 зажимного механизма может не иметь вторую подвыемку, и первая подвыемка 466 может иметь U-образную форму, открывающуюся в сторону гнезда 462 пластины.
[0093] На Фиг. 9А-9C, режущая пластина 14 описанного выше типа также может быть установлена в другой режущий инструмент 512, используя другой зажим 584.
[0094] Примерный сборный режущий инструмент 510, показанный на Фиг. 9А-9C, отличается от примерного сборного режущего инструмента 410, показанного на Фиг. 8А-8C, только тем, что зажим 584 дополнительно содержит незажимной ограничительный участок 585, выполненный с возможностью ограничивать проход стружек (не показаны) через зажимное отверстие 26 режущей пластины 14.
[0095] Ограничительный участок 585 может иметь форму полукруга или участка круга. Ограничительный участок 585 может продолжаться в направлении от головного участка 584D зажима. Однако, такая форма может быть любой формой, которая соответствует форме зажимного отверстия зажимаемой режущей пластины. Ограничительный участок 585 также может быть выполнен незначительного меньшим, чем соответствующее зажимное отверстие, оставляя зазор 587 пластины. Такой зазор может облегчать установку, удаление, поворот соответствующей режущей пластины.
[0096] В частности, ограничительный участок 585 имеет более тонкую форму, чем режущие кромки 518, чтобы исключать уменьшение глубины резания. Другими словами, ограничительный участок 585 может иметь пластинчатую форму и может быть выполнен размещаемым в пределах зажимного отверстия 26 режущей пластины так, что он не выступает наружу из него.
[0097] Следует понимать, что стружки различных размера и формы могут быть созданы в различных условиях резания. Соответственно, в определенных применениях может быть предпочтительным иметь ограничительный участок 585 для предотвращения движения стружки через зажимное отверстие, что может мешать резанию, и в других условиях может быть предпочтительно для зажима не иметь ограничительный участок для облегчения схода стружки через ограничительный участок.
[0098] Выше приведенное описание включает примерные варианты осуществления и подробности для реализации, при необходимости, заявленного объекта, и не исключает другие варианты осуществления, не выходящие за рамки объема формулы изобретения настоящей заявки.








Сборный режущий инструмент (10) содержит режущий инструмент (12) и индексируемую режущую пластину (14), имеющую ось поворота. Режущая пластина (14) содержит параллельные первую и вторую стороны пластины, соединенные периферийной поверхностью, которая продолжается вокруг режущей пластины (14). По меньшей мере одно зажимное отверстиеоткрывается к одной или обеим из первой и второй сторон пластины, и по меньшей мере участок зажимного отверстия находится в области зажатия режущей пластины (14). Периферийная поверхность пластины включает режущие кромки, которые разнесены и продолжаются от первой стороны (22А) пластины до второй стороны пластины. Вдоль направления ширины, которое перпендикулярно первой и второй сторонам пластины, каждая из режущих кромок шире режущей пластины (14) по меньшей мере в области резания режущей пластины (14). Достигается улучшение конструкции режущей пластины и режущего инструмента. 4 н. и 16 з.п. ф-лы, 9 ил.
1. Индексируемая режущая пластина (14), имеющая ось (CI) поворота пластины и содержащая параллельные первую и вторую стороны (22А, 22В) пластины, соединенные периферийной поверхностью (24) пластины, которая продолжается периферийно вокруг режущей пластины (14), и по меньшей мере одно зажимное отверстие (26), открывающееся к одной или обеим из первой и второй сторон (22А, 22В) пластины, при этом периферийная поверхность (24) пластины содержит пять режущих кромок (18А, 18В, 18С, 18D, 18Е), которые разнесены и продолжаются от первой стороны (22А) пластины до второй стороны (22В) пластины, при этом каждые три последовательно расположенные режущие кромки (18А, 18В, 18С) образуют соответствующую режущую конструкцию, содержащую центральную режущую кромку (18А), расположенную между двумя периферийными режущими кромками (18В, 18С), причем центральная режущая кромка (18А) шире вдоль направления (Dw) ширины, которое перпендикулярно первой и второй сторонам (22А, 22В) пластины, чем любой другой участок соответствующей области (CU) резания пластины, образованной от центральной режущей кромки (18А) до по меньшей мере воображаемой прямой линии (IL1), соединяющей две периферийные режущие кромки (18В, 18С), и по меньшей мере участок (48) зажимного отверстия по меньшей мере одного зажимного отверстия (26) расположен в соответствующей области (CL) зажима пластины, которая образована снаружи соответствующей области (CU) резания пластины, при этом по меньшей мере одно зажимное отверстие (26) выполнено в виде сквозного отверстия, которое открывается к обеим из первой и второй сторон (22А, 22В) пластины, причем сквозное отверстие имеет участки, расположенные и в соответствующей области (CL) зажима пластины, и в соответствующей области (CU) резания, при этом участок (48) зажимного отверстия образован между краем зажимного отверстия (50) и воображаемой дугой (IA) между двумя периферийными режущими кромками (18В, 18С), открывающейся в направлении (Do) наружу от оси (CI) поворота пластины по направлению к центральной режущей кромке (18А), причем дуга имеет серпообразную область (52) зажатия с площадью по меньшей мере 2% от площади воображаемой описанной окружности (Ic), вдоль которой лежат режущие кромки (18А, 18В, 18С, 18D, 18Е).
2. Режущая пластина (14) по п. 1, в которой на виде сверху по меньшей мере одной из первой и второй сторон (22А, 22В) пластины соответствующая область (CU) резания пластины продолжается до воображаемой дуги (IA) между двумя периферийными режущими кромками (18В, 18С), открывающейся в направлении (Do) наружу от оси (CI) поворота пластины по направлению к центральной режущей кромке (18А), при этом ось (CI) поворота пластины расположена между дугой (IA) и центральной режущей кромкой (18А), позволяя режущей пластине обеспечивать глубину резания, которая продолжается до по меньшей мере воображаемой дуги (IA), причем дуга (IA) имеет кривизну, соответствующую кривизне воображаемой окружности (Iс), вдоль которой расположена режущая кромка (18А, 18В, 18С, 18D, 18Е).
3. Режущая пластина (14) по п. 1 или 2, в которой каждая из режущих кромок (18А, 18В, 18С, 18D, 18Е) шире вдоль направления (Dw) ширины, чем любой другой участок режущей пластины (14).
4. Режущая пластина (14) по п. 1 или 2, которая содержит дискообразный участок (28) корпуса и участки (30) резания, при этом каждый из участков (30) резания продолжается от периферии участка (28) корпуса и содержит одну из режущих кромок (18А, 18В, 18С, 18D, 18Е).
5. Режущая пластина (14) по п. 1 или 2, в которой площадь серпообразной области (52) зажатия больше 4% от площади воображаемой описанной окружности (Ic).
6. Режущая пластина (14) по п. 1 или 2, дополнительно содержащая по меньшей мере одну боковую установочную поверхность (32), каждая из которых разнесена наружу от по меньшей мере одной из первой и второй сторон (22А, 22В) пластины.
7. Режущая пластина (14) по п. 6, в которой по меньшей мере одна боковая установочная поверхность (32) содержит множество боковых установочных поверхностей (32А, 32В, 32С, 32D, 32Е) на одной из по меньшей мере одной из первой и второй сторон (22А, 22В) пластины.
8. Режущая пластина (14) по п. 7, в которой множество боковых установочных поверхностей (32) дополнительно содержит пары боковых установочных поверхностей (32А1, 32А2), причем одна боковая установочная поверхность каждой пары расположена на противоположных сторонах по меньшей мере одной из первой и второй сторон (22А, 22В) пластины.
9. Режущая пластина (14) по п. 6, в которой каждая из по меньшей мере трех боковых установочных поверхностей (32) на одной из первой и второй сторон (22А, 22В) пластины расположена в области (CL) зажатия режущей пластины (14).
10. Режущая пластина (14) по п. 6, в которой каждая боковая установочная поверхность (32) обработана шлифованием.
11. Режущая пластина (14) по п. 1 или 2, которая на виде сверху одной из первой и второй сторон (22А, 22В) имеет вращательную симметрию для угла вращения, удовлетворяющего условию: 360°/[общее количество режущих кромок].
12. Режущая пластина (14) по п. 1 или 2, которая является симметричной относительно воображаемой плоскости (PI) пластины, которая делит пополам периферийную поверхность (24) и является параллельной первой и второй сторонам (22А, 22В) пластины.
13. Режущий инструмент (12), содержащий головку (58) инструмента и зажимной механизм (16), выполненный с возможностью закрепления режущей пластины (14) по п. 1 в гнезде (62) пластины головки (58) инструмента, при этом гнездо (62) пластины содержит установочную поверхность (72) гнезда, по меньшей мере одну стенку (74) гнезда, продолжающуюся поперечно от установочной поверхности (72) гнезда и образующую заднюю границу (BR) гнезда, и передний край (76) гнезда, расположенный на противоположной стороне установочной поверхности (72) гнезда от задней границы (BR) гнезда и продолжающийся вдоль передней границы (BF) режущего инструмента (12), причем на виде, перпендикулярном установочной поверхности (72) гнезда, головка (58) инструмента и зажимной механизм (16) не продолжаются за воображаемую дугу (IA), продолжающуюся вдоль передней границы (BF), при этом зажимной механизм (16) содержит зажим (84, 582), содержащий участок (84В) корпуса зажима, выполненный с возможностью прикрепления к головке (58) инструмента на передней границе (BF), и головной участок (84D) зажима, выполненный с возможностью приложения силы в направлении к установочной поверхности (72) гнезда, причем головной участок (84D) зажима дополнительно выполнен с возможностью приложения силы в направлении к по меньшей мере одной стенке (74) гнезда.
14. Режущий инструмент (12) по п. 13, в котором на виде с торца зажима (84) передняя поверхность (84Е) зажима (84, 582) имеет выпуклую форму.
15. Режущий инструмент (12) по п. 13 или 14, в котором на виде с торца зажима (84) задняя поверхность (84F) зажима (84, 582) имеет вогнутую форму.
16. Режущий инструмент (12) по п. 13 или 14, в котором на виде с торца зажима зажим имеет серпообразную форму.
17. Режущий инструмент (12) по п. 13 или 14, в котором зажим дополнительно содержит ограничительный участок, продолжающийся в направлении от головного участка зажима.
18. Сборный режущий инструмент (10), содержащий в комбинации режущую пластину (14) по п. 1 и режущий инструмент (12) по п. 13, при этом по меньшей мере одна боковая установочная поверхность (32) режущей пластины (14) и установочная поверхность (72) гнезда выполнены с возможностью взаимного зацепления, и по меньшей мере одна периферийная установочная поверхность (46) пластины и по меньшей мере одна стенка (74) гнезда выполнены с возможностью взаимного зацепления для обеспечения стабильной установки режущей пластины (14) на режущем инструменте (12).
19. Способ зажатия режущей пластины (14) в режущем инструменте (12), в котором режущая пластина (14) содержит параллельные первую и вторую стороны (22А, 22В) пластины, соединенные периферийной поверхностью (24) пластины, которая продолжается периферийно вокруг режущей пластины (14), и одно зажимное отверстие (26), открывающееся к обеим из первой и второй сторон (22А, 22В) пластины, и режущий инструмент (12) содержит головку (58) инструмента и зажимной механизм (16), выполненный с возможностью крепления режущей пластины (14) к гнезду (62) пластины головки (58) инструмента, при этом гнездо (62) пластины содержит установочную поверхность (72) гнезда, по меньшей мере одну стенку (74) гнезда, продолжающуюся поперечно от установочной поверхности (72) гнезда и образующую заднюю границу (BR) гнезда, и передний край (76) гнезда, расположенный на противоположной стороне установочной поверхности (72) гнезда от задней границы (BR) гнезда и продолжающийся вдоль передней границы (BF) режущего инструмента (12), причем на виде, перпендикулярном установочной поверхности гнезда (72), головка (58) инструмента и зажимной механизм (16) не продолжаются за воображаемую дугу (IA), продолжающуюся вдоль передней границы (BF), при этом способ включает этапы, на которых:
a. устанавливают режущую пластину (14) в зажим (84) путем размещения участка (84В) корпуса зажима (84) полностью в участке (48) зажимного отверстия по меньшей мере одного зажимного отверстия (26), при этом оставляя остальную часть зажимного отверстия (26) свободной, и
b. крепят зажим (84) к головке (58) инструмента, чтобы тем самым смещать головной участок (84D) зажима (84) против режущей пластины (14) и закреплять режущую пластину (14) к гнезду (62) пластины.
20. Способ по п. 19, в котором режущую пластину (14) в дальнейшем индексируют в новое положение на режущем инструменте (12).
| US 20030156910 A, 21.08.2003 | |||
| Сборный режущий инструмент | 1975 |
|
SU543465A1 |
| Сборный отрезной резец | 1977 |
|
SU764855A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ТОПЛИВОВОЗДУШНОЙ СМЕСИ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2041377C1 |
| WO 8703831 A1, 02.07.1987. | |||

