Решение относится к маломерному судостроению, в частности к надувным маломерным судам с надувным дном, преимущественно, к туристическим, прогулочным, спортивным и для других целей судам моторного, гребного или парусного типа
Известные надувные моторные маломерные суда имеют общий принцип строения.
Надувной корпус, цилиндрической U-образной формы, замкнутый в корме транцем или надувным элементом или незамкнутый, и надувное дно, присоединенное по поверхности совпадения точек прилегания по периметру к нижней части корпуса.
В двухкорпусных судах имеется надувной верхний корпус, цилиндрической U-образной формы замкнутый в корме транцем или надувным элементом или не замкнутый, и нижний корпус в виде надувного дна, присоединенного по поверхности совпадения точек прилегания по периметру к нижней части корпуса.
В любых конструкциях надувных судов надувное дно имеет общее строение - это верхняя поверхность палуба и нижняя поверхность днища, между двумя поверхностями вдоль оси симметрии в диаметральной плоскости закрепляются перегородки различной формы. Перегородки и крой днища или палубы формируют форму. Верхняя и нижняя поверхность по периметру, герметично, соединяются. Поверхности состоят из эластичного материала, например из поливинилхлорида (ПВХ).
У подавляющего числа судов классическими обводами надувного дна, днища являются килевыми, где по центру продольной осевой нижней поверхности надувного дна имеется киль с выраженным углом, который задается конструктором судна. Благодаря килю судно носовой частью мягче входит в волну и имеет стабильную курсовую устойчивость.
Катамараны характеризуются тем, что имеют два плавучих образования (скеги) по днищу, которые расположены симметрично друг другу и равноудалены от оси симметрии днища к правому и левому бортам. При наборе скоростей по днищу судна катамаранного типа образуется воздушный поток и возникает планирующий эффект, при этом судно приподнимается, разгружаются скеги и оно скользит по воде. Катамараны имеют хорошие скоростные характеристики, отличную прямолинейность хода, бортовую устойчивость и управляемость в поворотах, отсутствует валкость судна. Суда катамаранного типа часто используют в спортивных соревнованиях, в быту, для скоростных прогулок.
Тримараны имеют катамаранную конструкцию, только по оси симметрии, продольно, установлен еще один скег. Тримараны могут перемещать больший вес, но проигрывают катамаранам в скорости.
Известен патент РФ на полезную модель №99763 (заявлен 01.07.2010, опубл. 27.11.2010), где роль скегов играют замкнутые или нет надувные баллоны, которые соединены между собой силовым каркасом, а к основным надувным баллонам для образования глиссирующей поверхности присоединены малые поплавки.
Известен патент РФ на полезную модель №60058 (заявлен 13.07.2006, опубл. 10.01.2007). Надувная лодка по патенту №60058 содержит U-образный корпус, образованный надувными бортами, надувным днищем и жестким транцем, днище выполнено с образованием плоско-параллельных поверхностей палубы и килевой его части, а вдоль баллонов каждого борта корпуса лодки со стороны днища дополнительно установлено по меньшей мере по одному надувному баллону, заключенному в оболочку, закрепленную на бортах с образованием профиля-скега, причем на нижней части оболочки которого установлен продольно по меньшей мере один эластичный профиль. Килевая часть днища лодки выполнена продольно профилированной. Оболочка скега со стороны кормы лодки выполнена незамкнутой. Техническим результатом полезной модели является улучшение мореходных качеств, а именно улучшение эксплуатационных характеристик.
Известен патент РФ на полезную модель №148315 (заявлен 04.04.2014, опубл. 10.12.2014), в котором регулировка ширины подошвы скега осуществляется за счет баллона скега, в котором продольно устанавливается перегородка, которая фиксирует высоту баллона скега, а ширина двух долей образованных перегородкой единого баллона задана в зависимости от необходимой ширины подошвы скега.
Данный патент является наиболее близким техническим решением относительно заявляемого по количеству общих признаков.
Однако, приведенные аналоги и прототип обладают рядом ограничений, как-то увеличение веса за счет наличия дополнительных элементов присоединения к днищу, таких, например, элементов, как скеги, высока себестоимость готовой продукции.
Предложенная конструкция обладает достаточной технической простотой формирования различных обводов днища и палубы, удешевлением технологического процесса производства, увеличением скорости сборки и уменьшением веса судна. Перечисленные преимущества перед прототипом являются техническим результатом предлагаемого решения.
Заявителем проведен патентный поиск по данной теме. Он показал, что предлагаемая совокупность существенных признаков не обнаружена. Поэтому данное изобретение можно считать новым изобретением.
Сущность предлагаемого изобретения и практическая его работоспособность поясняются чертежами и нижеследующим описанием.
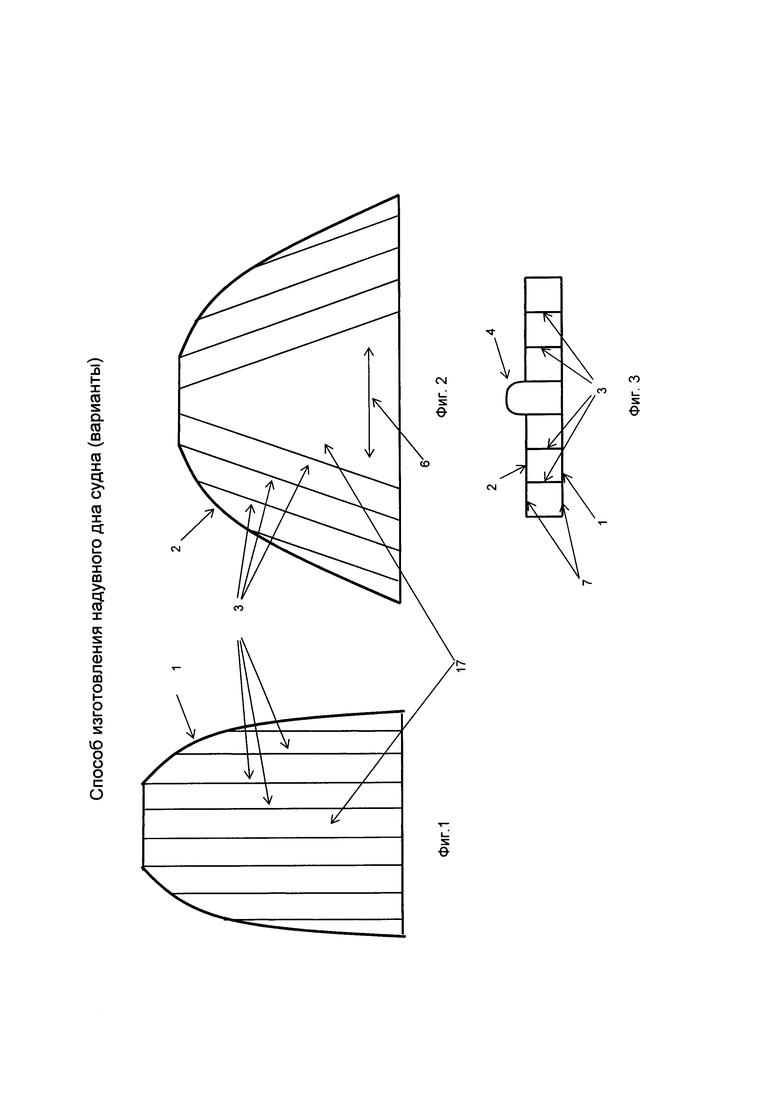
Надувное дно судна (Фиг. 1, 2) состоит из двух эластичных поверхностей 17 верхнего (палуба) 1 и нижнего (днище) 2. Верхняя поверхность служит палубой 1, нижняя поверхность является днищем 2, которое непосредственно соприкасается с водой и несет соответствующие нагрузки. Между двумя поверхностями (Фиг. 3) в диаметральной плоскости вдоль оси симметрии закрепляют перегородки 3 различной конфигурации. Обе поверхности по периметру герметично закрепляются и при создании давления воздуха нижний надувной корпус приобретает заданную конструктором форму. По днищу и палубе формируют различные обводы, способов формирования несколько.
Речь идет о способе создания нескольких видов выпуклостей, которые могут применяться для формирования килевой, катамаранной, тримаранной или иной формы дна надувного судна, которая предполагает множество выпуклых образований как по днищу, так и по палубе. В данной конструкции мы будем пользоваться физическим свойством газов которые имеют свойство равномерно распределятся в замкнутом пространстве. Если создавать сколь угодно сложную замкнутую форму и заполнять ее воздухом, создавая давление, молекулы газа заполнят все замкнутое пространство и создадут объемную геометрическую фигуру.
Все вышеперечисленные формы имеют общую особенность, продольную или поперечную оси симметрии выпуклость 4 (Фиг. 3, 5, 8, 9, 10, 11, 12) участков на фоне всей остальной формы днища или палубы, которая в горизонтальной плоскости имеет меньшую высоту 5 (Фиг. 9).
Эластичные поверхности 17 (Фиг. 1, 2) и перегородки 3 (Фиг. 1, 2, 3) состоят из эластичного материала, который, например, может быть изготовлен из армирующей ткани, которая с двух сторон покрыта воздухонепроницаемым защитным слоем полимера поливинилхлорида ПВХ (PVC). Армирующий слой держит форму и нагрузки, а полимер защищает ткань от истирания, раздира, ультрафиолетового излучения, агрессивной химической среды и воздухонепроницаем. В зависимости от толщины слоев полимера и толщины нитей плетения армирующей ткани материал может быть по плотности г/см2, легче или тяжелее. В зависимости от габаритов маломерного судна для его создания используются ткани разной плотности.
Предлагается выпуклости формировать несколькими способами.
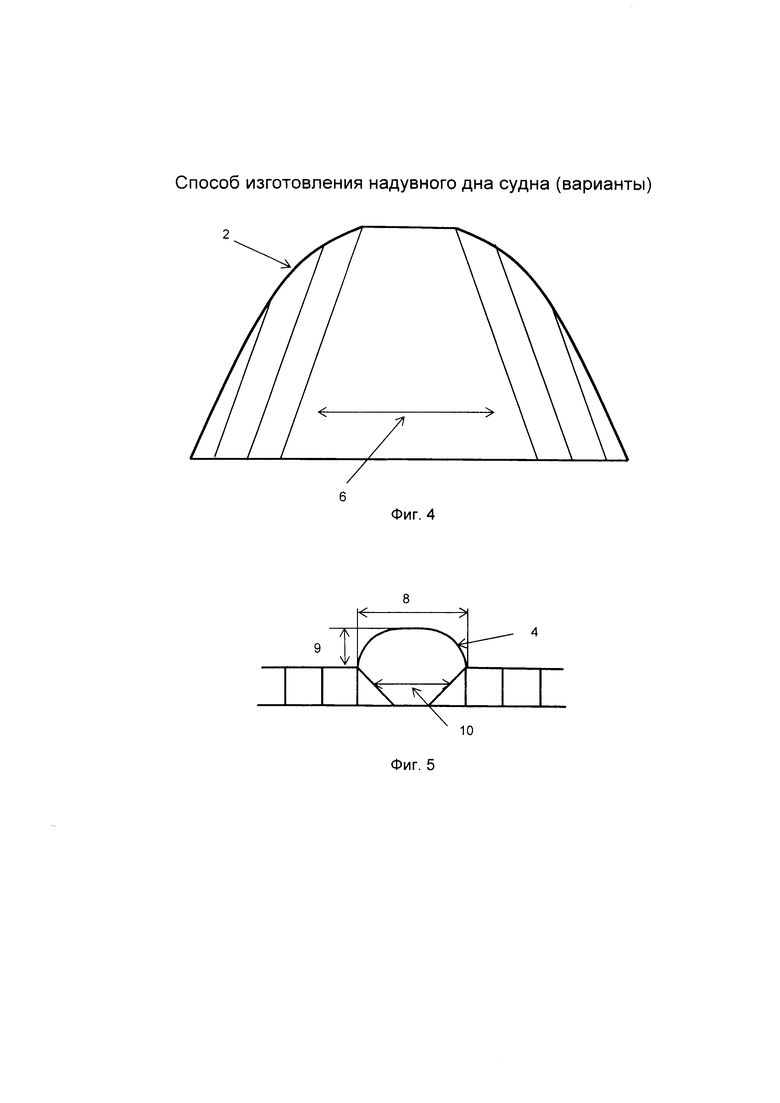
1. Внутренние перегородки 3 (Фиг. 1, 2, 3) надувного дна судна закрепляются в диаметральной плоскости вдоль оси симметрии надувного дна судна с внутренней стороны на материалы, формирующие поверхности днища 2 (Фиг. 2, 4, 7) и палубы 1 (Фиг. 1, 6), а в месте создания выпуклости 4 (Фиг. 3, 5, 9, 10, 11, 12) материалом между перегородками задается большая площадь 6 (Фиг. 2, 4, 7), чем между остальными перегородками. Воздух под давлением равномерно распределяется по замкнутому пространству и создает упругую поверхность 7 палубы 1 и днища 2 (Фиг. 3). В месте, где между перегородками, закрепленными на внутреннюю поверхность дна надувного судна, материалом задана большая площадь 6 (Фиг. 2, 4, 7) и появляется выпуклость 4 (Фиг. 3, 5, 9, 10, 11), которую конструктор использует для формирования киля, скегов катамарана, скегов тримарана или иных форм палубы и днища.
Такой способ позволяет конструировать высоту выпуклости до определенной степени, при этом ширина выпуклости ограничена. В противном случае, теоретически, может сформироваться выпуклость цилиндрической формы над общей поверхностью днища или палубы, которая отдельно потребует дополнительных усилий для создания ее герметичности и устойчивой жесткой фиксации на месте ее образования, хотя в некоторых случаях при конструировании этим физическим свойством можно пользоваться.
2. Для создания (Фиг. 5) более широкой 8 и высокой 9 выпуклости надувного дна судна внутренние перегородки закрепляются в диаметральной плоскости вдоль оси симметрии с внутренней стороны надувного дна судна на материал, формирующий днище 2 (Фиг. 4), в месте создания выпуклости, помимо увеличения площади 6 (Фиг. 4) материала, ближайшие перегородки к задаваемой выпуклости, которые должны закрепляться на внутренней поверхности дна надувного судна, разводятся в разные стороны 10 под углом относительно диаметральной плоскости от выпуклости и закрепляются рядом с местами закрепленных с ними перегородок, или края разведенных в разные стороны перегородок могут закрепляться на соседние перегородки или в другом необходимом месте. Для компенсации недостающей высоты при разведении перегородок в разные стороны от выпуклости, эти перегородки могут быть увеличены по высоте.
Такой способ формирования выпуклости позволяет значительно увеличить ее высоту и ширину.
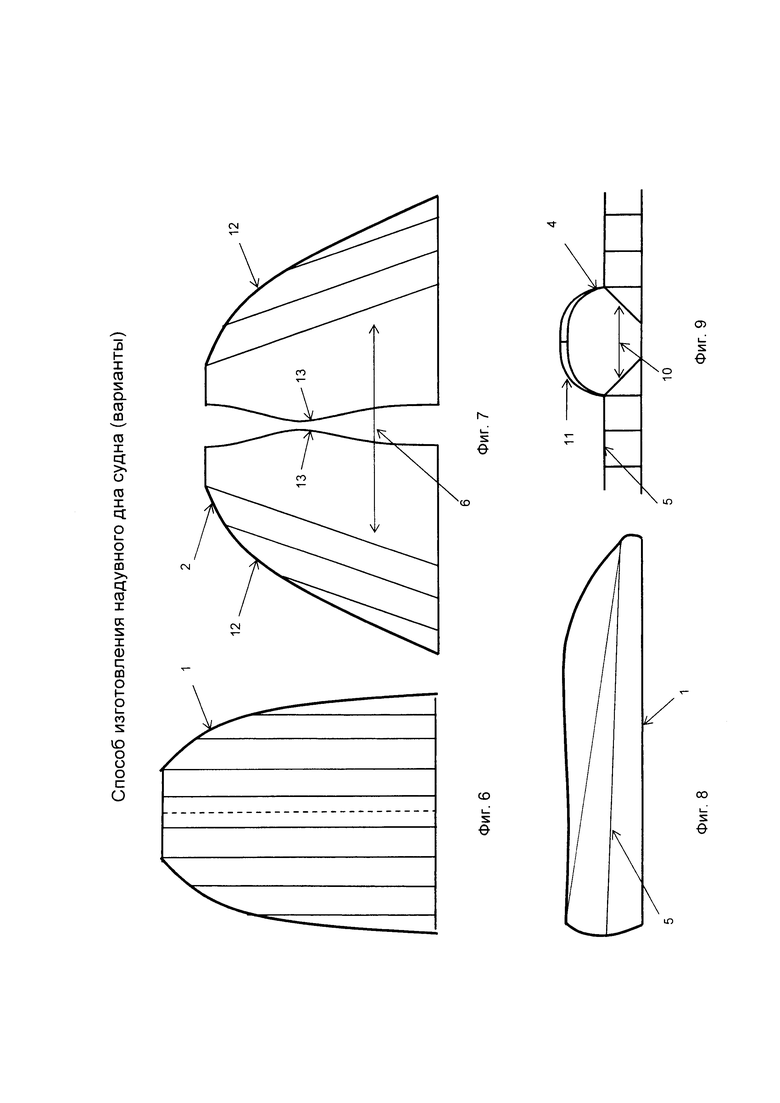
3. Все вышеописанные способы могут формировать выпуклости равномерной формы по всей длине. В некоторых случаях (Фиг. 9) необходимо задать в определенной точке выпуклости большую высоту 11, для этого внутренние перегородки закрепляются вдоль оси симметрии надувного дна судна, на материал, формирующий днище и материал, формирующий палубу, в месте создания выпуклости благодаря крою двух половинок 12 (Фиг. 7) материала, встречные края которых выкроены в виде двух изогнутых линий 13, эти края соединяются вместе и образуют выпуклость нужной формы, при этом ближайшие перегородки к задаваемой выпуклости, которые должны закрепляться на внутренней поверхности, разводятся в разные стороны 10 (Фиг. 9) под углом относительно диаметральной плоскости от выпуклости и закрепляются рядом с местами присоединения соседних с ними перегородок, или края разведенных в разные стороны перегородок могут закрепляться на соседние перегородки или в другом необходимом месте. Для компенсации недостающей высоты при разведении перегородок в разные стороны от выпуклости, эти перегородки могут быть увеличены по высоте.
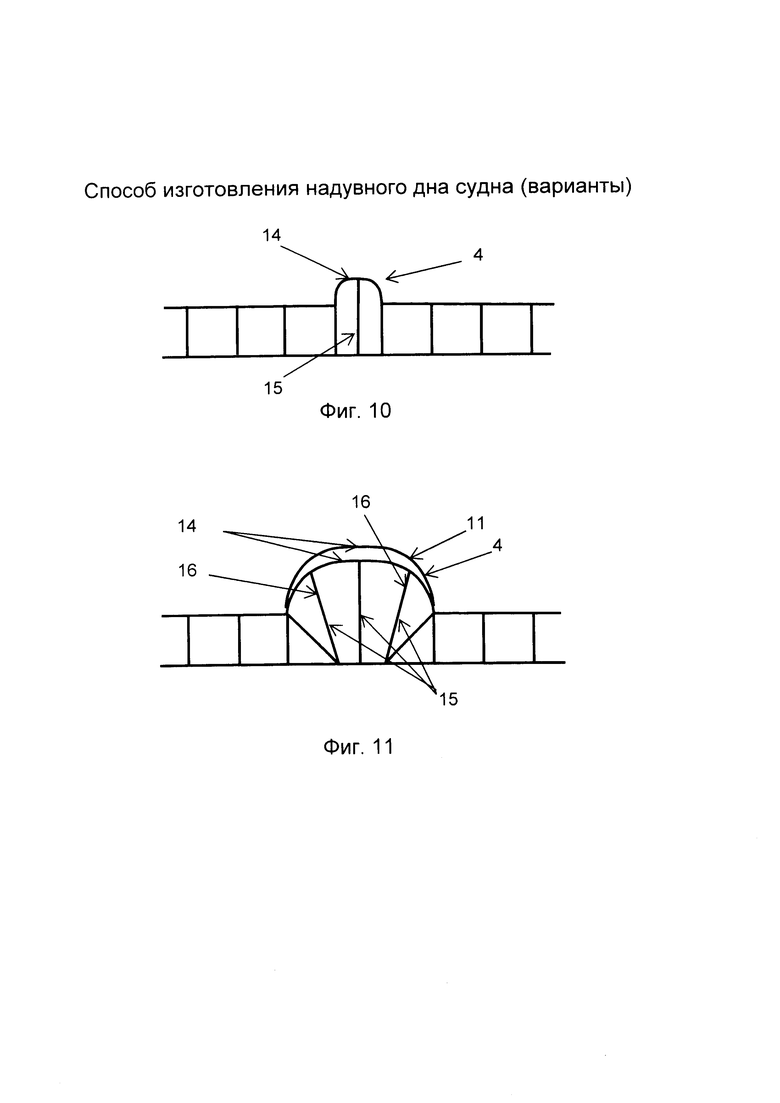
4. Если в конструкции (Фиг. 4) необходимо держать высоту выпуклости 4 (Фиг 10) 11 (Фиг. 11) или сформировать поверхность в виде плато 14, предлагается в диаметральной плоскости по оси симметрии или вдоль нее закрепить по крайней мере одну перегородку или перегородки 15. Перегородку или перегородки закрепляют с внутренней части поверхности палубы и днища. Перегородке или перегородкам задают необходимую высоту и форму. Перегородки могут быть установлены под углом 16, в месте формирования выпуклости относительно диаметральной плоскости. В месте установки перегородок под углом высота перегородок может быть увеличена.
Этот способ может создать относительно ровную поверхность верха выпуклости, и это является важным конструктивным решением, особенно для конструкции скег катамарана и тримарана, где в большинстве вариантов необходимо формировать подошвы скег.
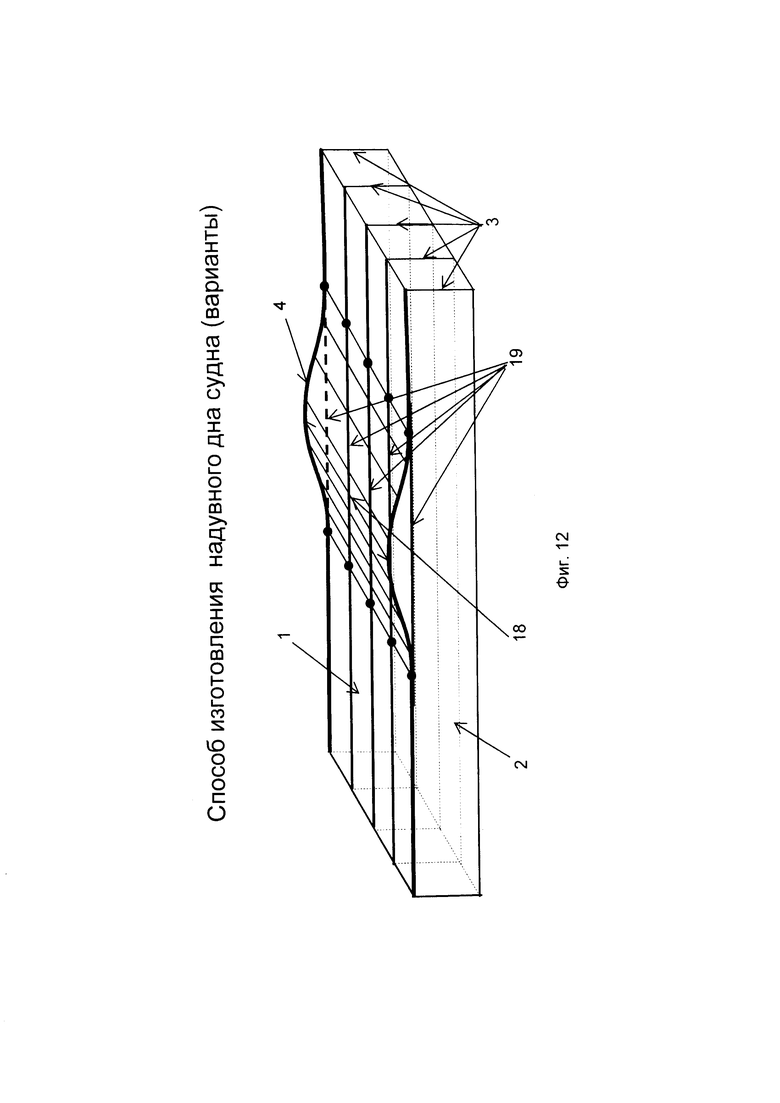
5. Для создания у надувного дна судна поперечного ребра жесткости (Фиг. 12), которое бывает необходимо в конструкции широкого судна, внутренние перегородки 3 закрепляются в диаметральной плоскости вдоль оси симметрии с внутренней стороны надувного дна судна на материал, формирующий днище 2, и материал, формирующий палубу 1, в месте создания ребра жесткости 18. Перегородки по оси симметрии закрепляются с промежутками 19. Материал в местах, свободных от закрепленных перегородок, под избыточным давлением воздуха напрягается и создает выпуклость 4 поперечно оси симметрии. При этом длина материала в местах незакрепленных перегородок может быть равна, или больше, или меньше длины отрезков перегородок в незакрепленных местах. Поперечных выпуклостей на поверхности палубы или днища может быть несколько, в зависимости от конструкции дна.
Таким образом, можно предложить следующую редакцию формулы.
Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают выпуклости между перегородками и в месте их создания материалу задают большую площадь.
Способ изготовления надувного дна судна, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают выпуклости между перегородками и в месте их создания материалу задают большую площадь, а крайние перегородки относительно выпуклости разводят в разные стороны и закрепляют.
Способ изготовления надувного дна судна, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что между перегородками задают две поверхности материала, встречные края которых выкроены в виде двух изогнутых линий, соединенных вместе, а ближайшие перегородки относительно выпуклости разводят в разные стороны и закрепляют.
Способ изготовления надувного дна судна, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают на материале поперечные выпуклости и в месте их создания относительно поверхности палубы и/или днища поперечно оси симметрии, перегородки на материале закрепляют с промежутками, материал, образующий выпуклость, имеет большую, или меньшую, или равную длину, чем длина отрезков перегородок в промежутках.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКОРПУСНОЕ МАЛОМЕРНОЕ СУДНО (ВАРИАНТЫ) | 2015 |
|
RU2591557C1 |
| МОТОРНОЕ МАЛОМЕРНОЕ СУДНО КАТАМАРАННОГО ТИПА | 2014 |
|
RU2575295C2 |
| Способ усиления надувных конструкций (варианты) | 2016 |
|
RU2611668C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАДУВНОГО ЭЛАСТИЧНОГО ДНИЩА КИЛЕОБРАЗНОЙ ФОРМЫ МАЛОМЕРНОГО НАДУВНОГО СУДНА И ДНИЩЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2567102C1 |
| МОТОРНАЯ НАДУВНАЯ ЛОДКА (ВАРИАНТЫ) | 2007 |
|
RU2389633C2 |
| БЫСТРОХОДНОЕ СУДНО С ИМПЕЛЛЕРОМ ДЛЯ ПОДВОДА СЖАТОГО ВОЗДУХА ПОД ДНИЩЕ | 2023 |
|
RU2818372C1 |
| Несамоходная грузовая платформа на воздушной подушке | 2022 |
|
RU2778330C1 |
| КОРПУС МАЛОМЕРНОГО СУДНА | 2019 |
|
RU2721033C1 |
| БЫСТРОХОДНОЕ МАЛОМЕРНОЕ СУДНО НА СЖАТОМ ПНЕВМОПОТОКЕ | 2021 |
|
RU2816429C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАДУВНОГО ДНИЩА ДЛЯ НАДУВНОЙ МОТОРНОЙ ЛОДКИ | 2013 |
|
RU2535998C1 |
Изобретение относится к маломерному судостроению и состоит из четырех вариантов конструкции. Для изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки. В первом варианте создают выпуклости между перегородками и в месте их создания материалу задают большую площадь. Во втором варианте создают выпуклости между перегородками и в месте их создания материалу задают большую площадь, а крайние перегородки относительно выпуклости разводят в разные стороны и закрепляют. В третьем варианте между перегородками задают две поверхности материала, встречные края которых выкроены в виде двух изогнутых линий, соединенных вместе, а ближайшие перегородки относительно выпуклости разводят в разные стороны и закрепляют. В четвертом варианте создают на материале поперечные выпуклости и в месте их создания относительно поверхности палубы и/или днища поперечно оси симметрии, перегородки на материале закрепляют с промежутками, материал, образующий выпуклость, имеет большую, или меньшую, или равную длину, чем длина отрезков перегородок в промежутках. Достигаются простота конструкции, увеличение скорости сборки и уменьшение веса судна. 4 н. и 3 з.п. ф-лы, 12 ил.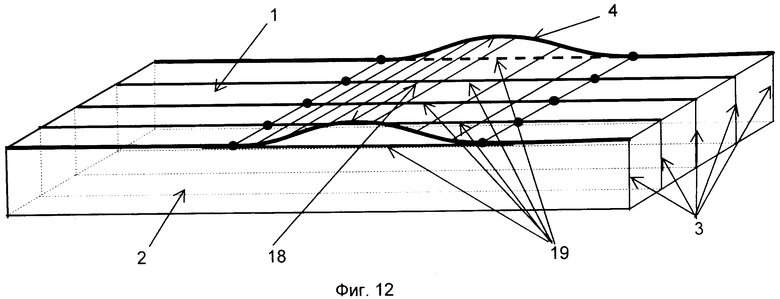
1. Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают выпуклости между перегородками и в месте их создания материалу задают большую площадь.
2. Способ изготовления надувного дна судна по п.1, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
3. Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают выпуклости между перегородками и в месте их создания материалу задают большую площадь, а крайние перегородки относительно выпуклости разводят в разные стороны и закрепляют.
4. Способ изготовления надувного дна судна по п.3, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
5. Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что между перегородками задают две поверхности материала, встречные края которых выкроены в виде двух изогнутых линий, соединенных вместе, а ближайшие перегородки относительно выпуклости разводят в разные стороны и закрепляют.
6. Способ изготовления надувного дна судна по п.5, отличающийся тем, что по осевой линии выпуклости в диаметральной плоскости или под углом к ней между палубой и днищем, изнутри, закрепляют одну или несколько перегородок.
7. Способ изготовления надувного дна судна, с внутренней стороны которого, вдоль оси симметрии, на материал, формирующий днище и палубу, закрепляют внутренние перегородки, отличающийся тем, что создают на материале поперечные выпуклости и в месте их создания относительно поверхности палубы и/или днища поперечно оси симметрии, перегородки на материале закрепляют с промежутками, материал, образующий выпуклость, имеет большую, или меньшую, или равную длину, чем длина отрезков перегородок в промежутках.
| Агрегатный многопроцессный автомат для гальванической и химической обработки деталей | 1960 |
|
SU148315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАДУВНОГО ДНИЩА ДЛЯ НАДУВНОЙ МОТОРНОЙ ЛОДКИ | 2013 |
|
RU2535998C1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

