Изобретение относится к области радио- и аэрокосмической техники, в частности к изготовлению изделий из полимерных композиционных материалов, и может быть использовано при разработке технологий изготовления прецизионных размеростабильных изделий сложных геометрических форм, например антенных рефлекторов.
Известны способы изготовления многослойных панелей путем раздельного изготовления каждой из обшивок с последующим их присоединением к заполнителю (патенты США №6440257, EP №1086801, заявка WO 2005/056278).
Недостатком таких способов является понижение прочности обшивок в результате того, что присоединение обшивки к заполнителю производится при температуре выше рабочей температуры обшивки, вследствие чего теряется прочность изделия. Кроме того, резко увеличивается трудоемкость изготовления за счет увеличения длительности процесса.
Известен способ изготовления многослойного антенного рефлектора (патент РФ №2168820 H01Q 15/16, 1999), который включает раздельное термоформование тыльной и отражающей обшивок, выполненных из слоев углеволокнистого наполнителя, пропитанного органическим связующим, и дальнейшее соединение обшивок через сотозаполнитель и отверждение. При этом термоформование тыльной и отражающей обшивок ведут на промежуточной оправке под давлением. Каждую из обшивок подвергают термоциклированию, затем отражающую обшивку устанавливают на финишную прецизионную оправку, после чего на отражающую обшивку через клеевой состав устанавливают сотозаполнитель, а на поверхность сотозаполнителя размещают тыльную обшивку, затем обеспечивают полное прилегание отражающей обшивки к финишной прецизионной оправке и производят холодное отверждение многослойного антенного рефлектора.
Недостатком данного способа является многоступенчатость изготовления антенного рефлектора, что приводит к накоплению технологических дефектов и ведет к снижению точности геометрических параметров, а также увеличивает время производственного цикла и себестоимость изделия.
Задачей, на решение которой направлено заявляемое техническое решение, является разработка способа изготовления многослойного антенного рефлектора с сокращением производственного цикла, снижением себестоимости и повышением прочностных характеристик изделия.
Данная задача решается за счет того, что в способе изготовления многослойного антенного рефлектора формование обшивок рефлектора, выполненных из слоев волокнистого наполнителя и соединение обшивок с заполнителем, происходит за один технологический цикл путем пропитки органическим связующим под давлением. Заполнитель формуется дополнительно методом литья из вспенивающегося термореактивного материала, идентичного по природе материалу связующего, и может иметь форму и конструкцию как ребер жесткости, так и сплошного слоя. Заполнитель содержит закладные элементы с возможностью их позиционирования в любой точке в пределах элемента.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является снижение времени производственного цикла, повышение прочностных характеристик изделия за счет получения монолитной конструкции.
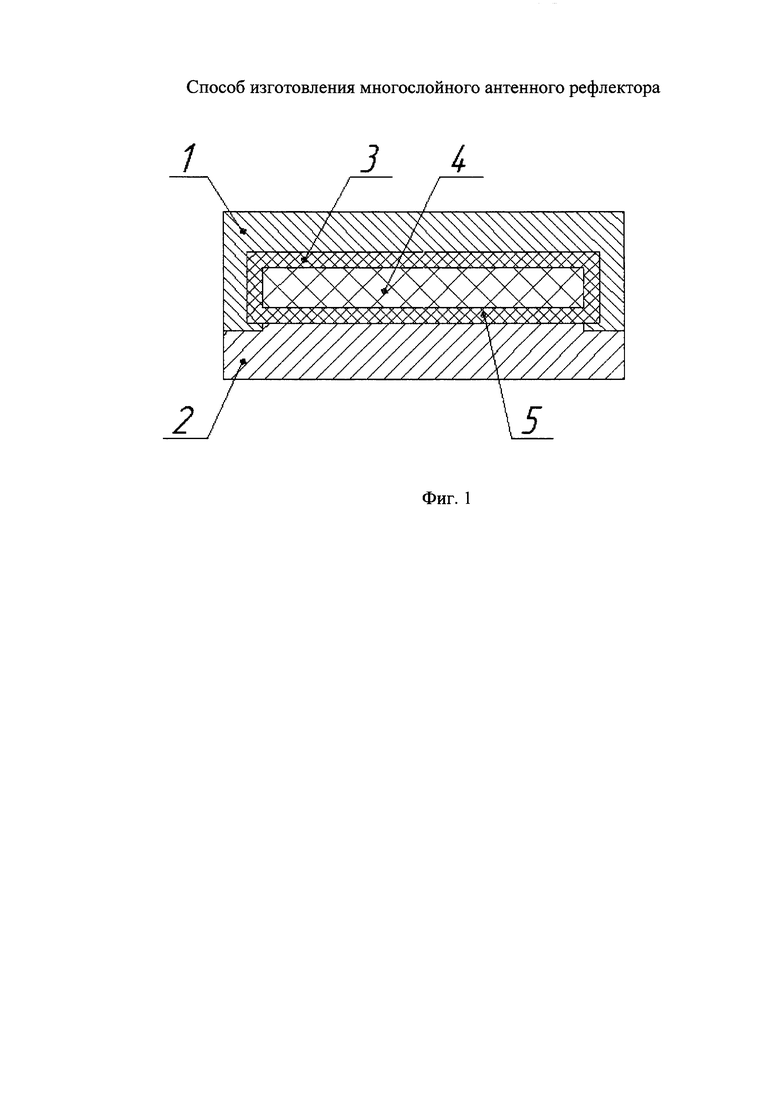
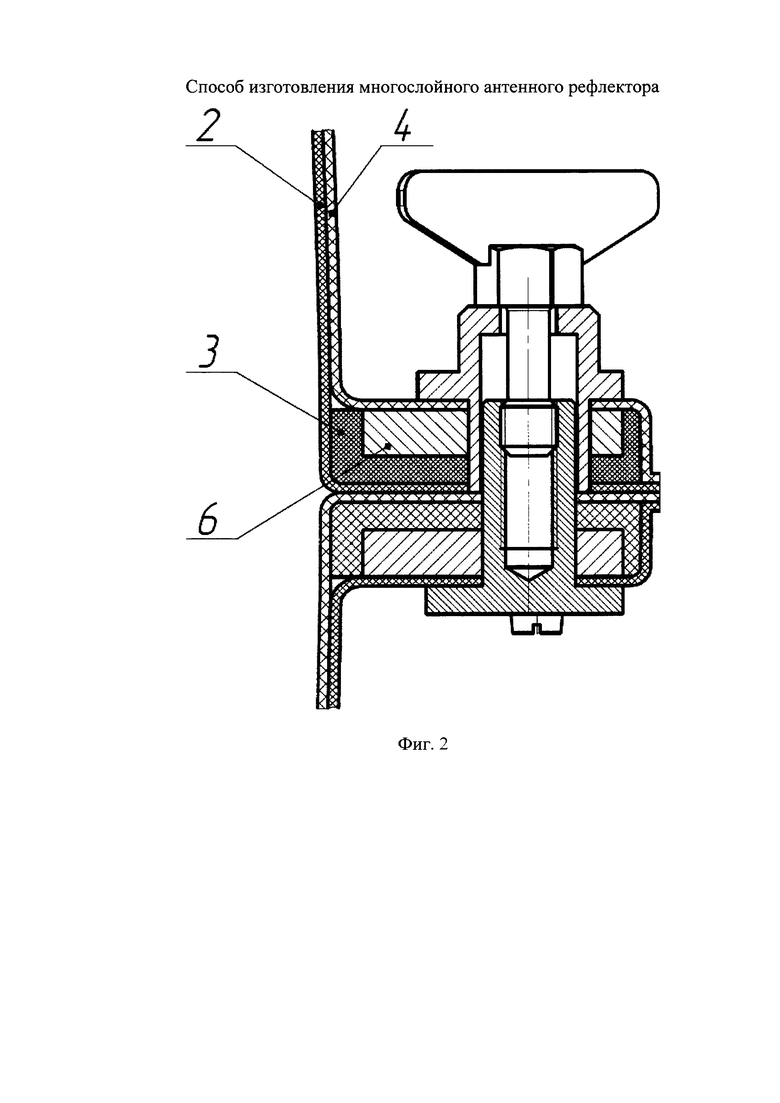
Способ изготовления многослойного антенного рефлектора поясняется чертежами, где на фиг. 1 изображен общий вид оправки для формования антенного рефлектора; на фиг. 2 изображена схема соединения сегментов многослойного антенного рефлектора.
Способ осуществляется с использованием технологической оснастки (фиг. 1), которая состоит из верхней оправки 1, нижней оправки 2, между которыми расположен волокнистый наполнитель 3 для тыльной обшивки, заполнитель 4, выполненный из вспенивающегося материала и содержащий закладной элемент 6 (фиг. 2) и волокнистый наполнитель 5 для отражающей обшивки.
Пример конкретного выполнения способа.
1. Подготавливают и обезжиривают рабочую поверхность оправки для формования пенного заполнителя (на фиг. не показано) и наносят разделительный слой Freekote NC - 770.
2. Размещают в оправке для формования пенного заполнителя 4 закладные элементы 6 (фиг. 2).
3. Подготавливают смесь вспенивающегося материала, проводят его заливку в оправку для формования пенного заполнителя и отверждают при температурах 60-80°C. Осуществляют съем пенного заполнителя с оправки.
4. Подготавливают оправку для формования многослойного антенного рефлектора (фиг. 1) аналогично п. 1.
5. Раскраивают волокнистый наполнитель по шаблону.
6. Выкладывают на нижнюю оправку 2 определенное число слоев раскроенного волокнистого наполнителя 5, тем самым формируя отражающую обшивку.
7. Укладывают на оправку 2 с волокнистым наполнителем 5 пенный заполнитель 4. Поверх заполнителя 4 выкладывают определенное число слоев раскроенного волокнистого наполнителя 3, тем самым формируя тыльную обшивку. Закрывают сборку верхней оправкой 1.
8. Осуществляют подачу эпоксидного связующего в оправку под давлением. Проводят отверждение обшивок и постотверждение пенного заполнителя при температурах 100-120°C. Осуществляют съем многослойного антенного рефлектора с оправки.
9. Проводят обрезку и доводку многослойного антенного рефлектора.
Таким образом, заявленный способ позволяет снизить время производственного цикла, повысить прочностные характеристики изделия за счет получения монолитной конструкции и наличия закладных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 2018 |
|
RU2686865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 1999 |
|
RU2168820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОГО АНТЕННОГО РЕФЛЕКТОРА | 2013 |
|
RU2560798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2013 |
|
RU2563198C2 |
| ПРЕЦИЗИОННЫЙ РЕФЛЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2571718C2 |
| РАЗМЕРОСТАБИЛЬНОЕ ИНТЕГРАЛЬНОЕ ИЗДЕЛИЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2230406C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2673535C2 |
| РЕФЛЕКТОР АНТЕННЫ | 1993 |
|
RU2070355C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
Изобретение относится к антенной технике. При изготовлении многослойного антенного рефлектора термоформируют тыльную и отражающую обшивки, выполненные из слоев волокнистого наполнителя на оправке, осуществляют соединение обшивок через заполнитель и их отверждение. При этом заполнитель, содержащий закладные элементы, формуется отдельно из вспенивающегося материала. Причем формование тыльной и отражающей обшивок и их соединение между собой и заполнителем проводят совместно путем пропитки органическим связующим под давлением. Технический результат заключается в снижении времени производственного цикла, повышении прочностных характеристик изделия за счет получения монолитной конструкции и наличия закладных элементов. 2 ил.
Способ изготовления многослойного антенного рефлектора, включающий термоформование тыльной и отражающей обшивок, выполненных из слоев волокнистого наполнителя, на оправке, соединение обшивок через заполнитель и отверждение, отличающийся тем, что заполнитель, содержащий закладные элементы, формуют отдельно из вспенивающегося материала, формование лицевой, тыльной обшивок и соединение их между собой и заполнителем проводят совместно путем пропитки органическим связующим под давлением.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 1999 |
|
RU2168820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОГО АНТЕННОГО РЕФЛЕКТОРА | 2013 |
|
RU2560798C2 |
| US 4789868 A, 06.12.1988 | |||
| US 5162810 A, 10.11.1992. | |||

