Изобретение относится к способу тиснения артефакта в стенке банки. Металлическая банка может быть трехкомпонентной банкой, имеющей стенку, которая имеет вертикальную линию сварного шва. Эта линия сварного шва соединяет стенку цилиндрической формы, и эта стенка принимает верхний конец и нижний конец, соединенные с ней, для завершения банки. Обычно такие банки представляют собой банки с аэрозолем, банки для красителя или резервуары для дезодоранта (Deos). Такие банки содержат форсунку в верхней части, которая при нажатии высвобождает содержимое, находящееся под внутренним давлением.
Изобретение дополнительно относится к устройству (пункт 10 приложенной формулы), которое обеспечивает возможность такого тиснения для трехкомпонентной банки, предпочтительно в стенке трехкомпонентной банки до ее формования в цилиндрический объект и, разумеется, до сварки.
Дополнительно настоящее изобретение также относится к трехкомпонентной банке (пункт 16 приложенной формулы), предпочтительно к ее стенке, содержащей артефакт, выполненный тиснением в данной стенке в конкретной заданной области артефакта, проходящей вдоль окружности и расположенной на конкретней (заданной) осевой высоте.
Предпочтительно банки декорированы с использованием краски и печати, или стенки банок оставлены чистыми. В частности, декорированные стенки выполнены уже в пропечатанном варианте или декорированной форме как плоские заготовки или листы. Они сложены в стопу декорированных заготовок, из которой их вынимают поштучно, размещают на столе и направляют к транспортным роликам для передачи формующим роликам, которые придают цилиндрическую форму каждой из плоских заготовок. Эта цилиндрическая форма открыта с обоих свободных вертикальных краев (обоих концов заготовки, преобразованной в цилиндр) и будет транспортирована дальше к сварочной линии, на которой выполняют осевой сварной шов для закрытия цилиндра и создания стенки трехкомпонентной банки.
Таким образом, задача настоящего изобретения состоит в создании дополнительного оформления для банки, которое представляет собой дополнительное формование стенки банки и в конечном счете поддерживает или улучшает печатание. Это декорирование может иметь аспект или внешний вид и принимает объемную форму, а также улучшает восприятие и внешний вид печатного логотипа, печатной надписи (Schriftzug) или изображения, которое приобретает дополнительную объемную форму. Это декорирование дополнительно обеспечивает возможность нанесения брайлевской надписи и обеспечивает возможность прочтения этой надписи на стенке банки слепыми людьми.
В настоящем изобретении это достигается путем использования тиснения, которое выполняют до формования. Тиснение не осуществляют на закрытом цилиндре, а до придания указанному плоскому листу/заготовке цилиндрической формы таким образом, что этот этап в производственной линии выполняют после (за, ниже по потоку) размещения плоской заготовки или листа, с напечатанным изображением или без него, до формования на транспортном столе и перед (выше по потоку) формующими роликами, которые находятся в задней части транспортного стола. Размещение вращающихся тиснильных роликов в данном месте, которые обеспечивают артефакт, представляющий собой углубленное формирование любого типа, такое как логотип, надпись, тиснение буквами, изображение или любая другая декоративная форма, уменьшает вредные воздействия на производственную линию. Дополнительные тиснильные ролики могут быть размещены в данном месте без изменения всей транспортировочной и производственной линии. Изменения или новые конфигурации такой производственной линии сведены к минимуму. В частности, тиснильные ролики размещены после транспортных роликов, сгруппированных в несколько пар (каждая группа содержит верхний и нижний транспортные ролики). После захвата плоской заготовки указанными транспортными роликами выполняют измерение положения указанной заготовки на столе с использованием по меньшей мере одного датчика по меньшей мере на одном из роликов, в результате чего проскальзывание минимизировано или даже устранено совсем. Заготовка характеризуется некоторым положением и расстоянием, которое уменьшается в направлении формующих роликов. Перед указанными формующими роликами тиснильные ролики принимают транспортируемую плоскую заготовку (также называемую "листом", но здесь и далее использован термин "заготовка", не смотря на то, что она также может иметь декорированную поверхность, такую как отпечатанная поверхность). Эта заготовка имеет некоторое положение относительно "центральной тиснильной точки" между верхним и нижним тиснильными роликами, которое также называется "тиснильный положением/тиснильной линией".
Расстояние от переднего края транспортируемой заготовки до этого тиснильного положения, которое может быть понято как горизонтальная линия, параллельная обеим осям верхнего и нижнего тиснильных роликов, уменьшается. В момент встречи с транспортируемой плоской заготовкой тиснильные ролики имеют одну и ту же скорость, по меньшей мере по существу ту же самую скорость, что и транспортируемая плоская заготовка, для предотвращения проскальзывания (пункт 1 приложенной формулы). Таким образом, транспортные ролики, тиснильные ролики и лист/заготовка имеют одну и ту же скорость на поверхности заготовки. В этот момент происходит тиснение артефакта в заготовке (пункт 1 приложенной формулы).
Скорость поверхности соответствует окружной скорости транспортных роликов и тиснильных роликов. Оба ролика касаются поверхности заготовки. Таким образом, эта поверхность имеет ту же самую (продольную) скорость, что и окружная скорость указанных роликов. Поскольку поверхность является неотъемлемой частью заготовки, вся заготовка имеет скорость ее поверхности.
В целом, оба, верхний и нижний, указанных тиснильных роликов выполнены из металла. Верхний ролик может иметь выступ, и нижний ролик может иметь углубление, в которое входит выступающая часть соответственно в любой момент их вращения, когда верхний выступ и нижнее углубление встречаются вместе. Это обычно обеспечивается синхронизацией посредством зубчатой передачи, которая поддерживает постоянное взаимное положение обоих тиснильных роликов.
Вращающиеся тиснильные ролики, которые связаны при помощи шестерни вместе, приводятся в действие "сервоприводом" (приводом или двигателем), который имеет систему управления. Эта система управления обеспечивает управление положением тиснильных роликов для соответствия с положением транспортируемого листа заготовки.
Для понимания действия указанной системы управления положением, выступ и углубление тиснильных роликов должны быть соответствовать или должны встречаться в конкретном месте на транспортируемой заготовке. Если на заготовке уже существует печатная часть, которая должна быть оттиснута углублением и выступом, должны быть определены осевое положение и расстояние от переднего края. Обе указанные тиснильные части тиснильных роликов должны соответствовать указанной "области артефакта", которая уже напечатана на листе/заготовке. Эта область названа положением артефакта, областью или напечатанным артефактом, который должен быть совмещен с рельефным артефактом, выполненным в заготовке.
Рельефный артефакт расположен на конкретном расстоянии от переднего края транспортируемой заготовки, и указанный печатный артефакт также расположен на конкретном расстоянии от переднего края.
При одних и тех же тиснильных роликах осевое положение (при наблюдении в горизонтальном направлении) не будет изменяться, и такое управление будет совмещать периферийное положение тиснильных частей обоих роликов и области артефакта (или положения артефакта) на плоской заготовке. После выхода заднего края заготовки из тиснильных роликов указанная заготовка все еще остается плоской и может быть транспортирована любой дополнительной парой транспортных роликов (верхнего и нижнего роликов) или формующими роликами, которые также могут быть функционально использованы в качестве транспортных роликов, выполняющих дополнительную функцию цилиндрического формования все еще плоского транспортируемого листа.
Таким образом, в результате управления тиснильные ролики имеют ту же самую скорость, что и транспортируемая заготовка в плоскости ее поверхности во время выполнения тиснения, которое может быть выполнено немного раньше, если передний край транспортируемого листа уже захвачен тиснильными роликами. Может быть обеспечено дополнительное периферийное пространство, которое соответствует боковому расстоянию от края сварного шва (переднего края) листа, пока не достигнута тиснильная область, в которой тиснильные части обоих тиснильных роликов воздействуют на лист.
Это положение артефакта вдоль длины листа определено вычислением и может быть отрегулировано путем регулирования периферийного положения тиснильных частей роликов. Их вращение также может быть скорректировано, если система управления спроектирована с возможностью опережающего регулирования подачи, обеспечивающего ролики со скоростью, примерно равной скорости транспортирования заготовки, и дополнительно может быть использован регулятор положения, который корректирует остаточные разности. Инверторный блок питает энергией двигатель и воздействует на систему управления таким образом, что обе тиснильные части соответствуют некоторому заданному положению тиснильной области в заготовке.
Лучшим вариантом для обеспечения такого управления является заданное значение датчика, который регистрирует передний края транспортируемого листа. Этот датчик переднего края расположен на конкретном расстоянии от тиснильной линии (линии между двумя тиснильными роликами), и может быть выполнено вычисление времени, необходимого для достижения передним краем перемещающейся с заданной скоростью заготовки тиснильной линии или тиснильного положения (пункт 3 приложенной формулы).
Согласно предпочтительному управлению тиснильные ролики уже имеют скорость, которая соответствует линейной периферийной скорости их окружности, равной скорости транспортируемого листа, и расстояние от тиснильных частей (охватываемой части и охватывающей части) вдоль периферийной окружности роликов до тиснильной линии является тем же самым, что и расстояние от переднего края заготовки (измеренного зондом датчика) до той же самой цели, т.е. тиснильной линии между роликами. Таким образом, транспортировка заготовки и вращение роликов являются синхронными и достигают наилучшего согласования. Чем дальше тиснильная область от переднего края, тем дальше охватываемая и охватывающая тиснильные части должны быть расположены от вышеописанного положения, которое было предназначено для выполнения тиснения на переднем крае заготовки. Обычно передний край оставляют свободным и не занимают рельефом, в результате чего тиснильная область расположена несколько выше в технологической цепи на транспортируемом листе, и, таким образом, взаимодействие тиснильных частей роликов также смещено от "положения первичного взаимодействия".
Система управления обеспечивает коррекцию, если время регистрации переднего края заготовки не является надлежащим. При наличии кодирующего устройства в сервоприводе оно обеспечивает возможность получения точного результата измерений положения тиснильных (охватываемой и охватывающей) частей роликов, причем все эти управляющие переменные могут быть измерены и могут быть отрегулированы в системе, которая обеспечивает средство корректировки для каждого транспортируемого листа для выполнения тиснения в его собственной тиснильной области.
Допуская, что передний край каждой заготовки расположен на расстоянии от предыдущей заготовки, чтобы иметь некоторое собственное правильно отрегулированное периферийное положение, и, таким образом, каждый передний край подает новое действие системы управления в двигатель сервопривода, приводящее в действие тиснильные ролики. Каждый лист будет обеспечен точным совмещением тиснения и в конечном счете печатной области артефакта.
Как указано выше, формование выполняют после тиснения артефакта в транспортируемой заготовке (пункты 1, 10, 19 приложенной формулы).
Обычно для минимизации проскальзывания лучше использовать резиновые ролики, расположенные сверху транспортируемого листа, и металлические ролики, расположенные снизу транспортируемого листа. Синхронность вращения указанных роликов поддерживается зубчатыми колесами, расположенными в осевом направлении на расстоянии от наружной части транспортного стола. Лучшим выбором является расположение датчика переднего края между двумя разнесенными парами роликов (каждая из которых имеет верхний и нижний ролик) для обеспечения фиксированного положения транспортируемого плоского листа относительно окружности ролика перед регистрацией переднего края листа (пункт 2 приложенной формулы).
Управляющий сигнал края или опорный сигнал, который имеет передний фронт, направлен в управляющую секцию, которая в конечном счете может регулировать или корректировать скорость серводвигателя или сервопривода для мгновенного ускорения или замедления вращения тиснильных роликов для обеспечения возможности совмещения их положения с положением цели, которой является печатная область артефакта. Тем не менее, скорость опять должна стать той же самой после того, как передний край плоской заготовки достигнет тиснильного положения/тиснильной линии между двумя тиснильными роликами.
Передний фронт сигнала датчика может быть использован для вычисления временного интервала, который все еще остается доступным перед тем, как передний край достигнет указанного тиснильного положения (пункт 3 приложенной формулы).
Поскольку транспортные ролики, по меньшей мере один из них, также могут иметь кодирующее устройство, скорость (и положение) заготовки являются известными системе управления, и срабатывание датчика или регистрация переднего края транспортируемого листа обеспечивают возможность вычисления, с использованием той же самой скорости, временного интервала, который все еще доступен для системы управления для регулирования положения тиснильных частей (охватываемой и охватывающей) тиснильных роликов. Датчик края может иметь обнаруживающий выступ, который проходит в верхнем направлении и может иметь магнитный или оптический принцип действия.
Согласование целевого положения (пункт 4 приложенной формулы), и таким образом регулировка периферийного положения тиснильных элементов, выполняется во время вращения. Тиснильные ролики не замедляются и не ускоряются для каждой транспортируемой заготовки, но вместо этого тиснильные ролики приводятся в действие с принятой скоростью, которая может быть вычислена, в целом предположена или измерена на основании скорости транспортных роликов для того, чтобы уже иметь скорость и для минимизации действий системы управления на тиснильные ролики. Однако может возникнуть необходимость в позиционной регулировке, поскольку каждая заготовка имеет отклонение относительно момента времени, в который выступ датчика переднего края передает опорный сигнал системе управления.
Действия системы управления используют для стабилизации системы для предотвращения случайных неправильных тиснений. Каждое тиснение, которое немного смещено относительно заданной тиснильной области, делает этот лист непригодным для последующего использования в качестве цилиндрической стенки или банки, и, таким образом, неправильные тиснения должны быть сведены к минимуму.
Минимум отходов является одним требованием, дополненным высокой скоростью, которая требуется для минимизации задержек процесса. Таким образом, тиснильные ролики должны вращаться с высокой скоростью, которая равна скорости транспортировки заготовок, и при этом тиснение каждой заготовки (каждого листа) должно быть выполнено в конкретный момент времени и в конкретном месте, которое задано положением артефакта, уже имеющимся на заготовке (пункт 5 приложенной формулы).
Инструмент (в качестве устройства), который может поддерживать такую высокую скорость, минимизировать отходы и улучшать внешний вид артефакта, содержит указанную пару тиснильных роликов (пункт 10 подпункт (с) приложенной формулы). Пару тиснильных роликов приводит в действие серводвигатель/сервопривод, и тиснильный ролик размещен позади последней группы транспортных роликов или между последней и предпоследней группами транспортных роликов (каждая из которых имеет верхний и нижний ролики) для воздействия на пока еще плоскую заготовку или лист. Пара тиснильных роликов выполнена с возможностью вращения, причем каждый ролик, как верхний, так и нижний, имеет тиснильный элемент (один ролик имеет охватываемый элемент, другой ролик имеет охватывающий элемент), при этом указанные тиснильные элементы встречаются в месте, в котором оба ролика максимально сближены, и расстояние между ними соответствует толщине листа, который транспортируется через указанную тиснильную линию или тиснильное положение (пункт 3 приложенной формулы).
Для надежного и безопасного выполнения этой операции верхний и нижний тиснильные ролики механически связаны, предпочтительно посредством зубчатых колес, расположенных в осевом направлении снаружи в конце оси каждого ролика (пункт 15 приложенной формулы).
Перед тиснильными роликами имеются одна или большее количество групп транспортных роликов, причем верхний ролик имеет обрезиненную окружность, а нижний имеет металлическую окружность. Указанные ролики приводятся в действие с транспортной скоростью синхронно со скоростью (окружной скоростью) тиснильных роликов, не смотря на то, что сервопривод осуществляет управление тиснильными роликами независимо от скорости транспортных роликов. Таким образом, все транспортные ролики могут быть связаны вместе ременным приводом или системой зубчатых колес. Тем не менее, тиснильные ролики не связаны с транспортными роликами, и электрически синхронизированы со скоростью транспортных роликов посредством сервопривода, который своим управлением обеспечивает равенство этих скоростей.
"Та же самая скорость" может быть изменена управлением, которое запускается опорным сигналом, указывающим на прохождение переднего края листа и сгенерированным датчиком листа. Эта скорость подачи заготовок сообщается им транспортными роликами. Регулятор скорости посредством сервопривода придает ту же самую скорость тиснильным роликам, и таким образом синхронизация скоростей осуществляется электронным способом, вместо использования зубчатых колес или ременного привода.
Оба тиснильных ролика постоянно механически синхронизированы друг с другом посредством зубчатых колес (пункт 15 приложенной формулы). Указанные ролики никогда не теряют синхронизацию относительно друг друга для обеспечения точного взаимодействия дополняющих друг друга тиснильных элементов.
Металлическая банка имеет цилиндрический корпус, имеющий высоту, которая больше, чем его диаметр (пункт 16 приложенной формулы). Банка может быть изготовлена с использованием (устройства) инструмента (пункт 10 приложенной формулы) или способом (пункт 1 приложенной формулы). Банка имеет рельефный артефакт, выполненный в стенке до выполнения сварного или закаточного шва, проходящего в осевом направлении и соединяющего свободные проходящие в осевом направлении края стенки цилиндрического корпуса. Банка после присоединения верхнего конца и присоединения нижнего конца может быть банкой с аэрозолем, имеющей проходящий в осевом направлении сварной или закаточный шов. Этот шов соединяет свободные края стенки предварительно сформированной цилиндрической формы.
Обычно такие банки называют трехкомпонентными банками, и защита должна быть нанесена на стенку до сварки, после сварки и при формировании готовой металлической банки, имеющей цилиндрическую стенку, верхнюю крышку и нижний конец, соединенные двойным закаточным швом с цилиндрической стенкой.
Примеры улучшают понимание настоящего изобретения, определенного в пунктах приложенной формулы. Приведенные ниже примеры не предназначены для ограничения настоящего изобретения и также не предназначены для описания "существенных особенностей, отсутствующих в пунктах приложенной формулы", но вместо этого указанные примеры представлены для улучшения понимания специалистом заявленного и описанного изобретения.
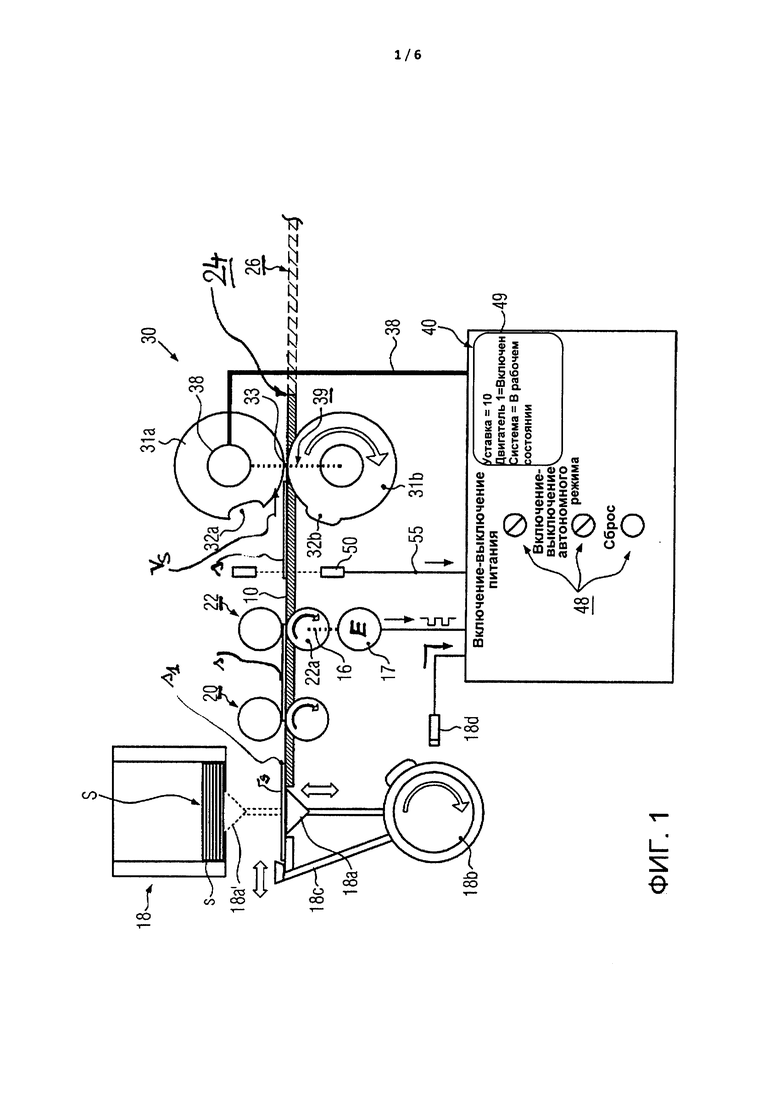
На фиг. 1 представлен вид сбоку, на котором показан стол и стопа S из множества плоских заготовок s, две группы 20, 22 транспортных роликов и пара 30 тиснильных роликов, расположенных после них. На чертеже указано место расположения неотображенных дополнительных транспортных роликов 24 и формующих роликов 26, которые сворачивают плоскую заготовку s, снабженную оттиснутым артефактом, в цилиндрические предварительные формы, свободные края которых затем сваривают вместе.
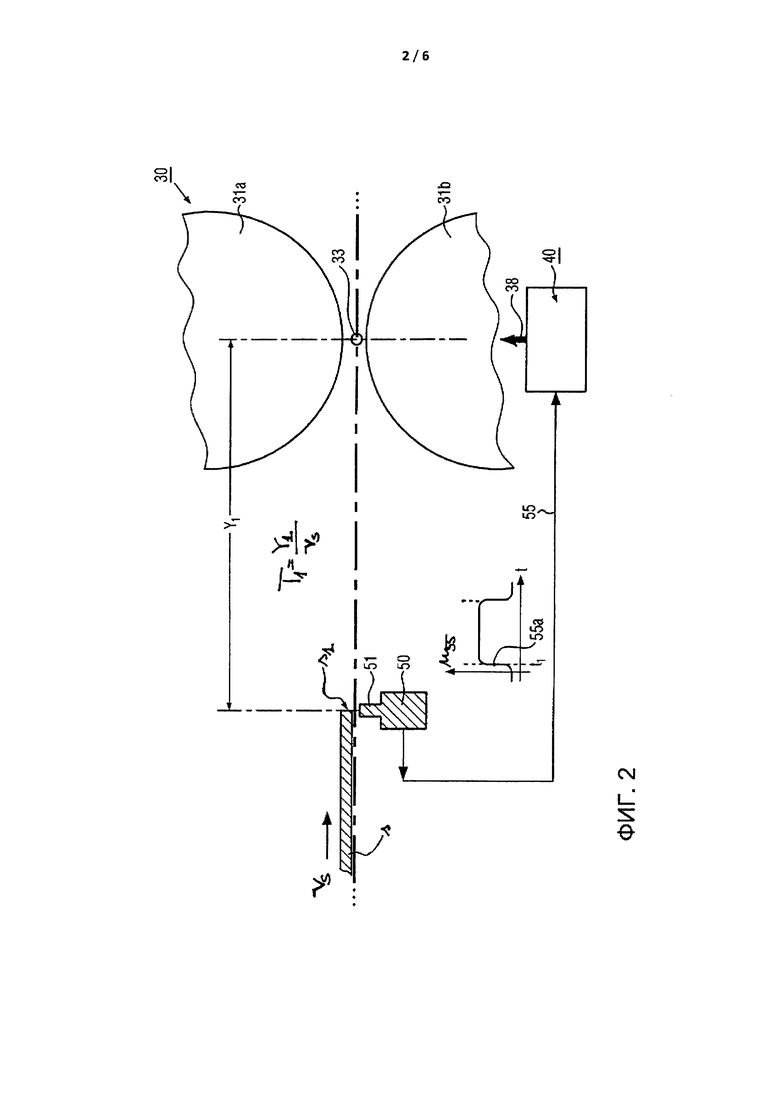
На фиг. 2 схематично показан подробный вид, представляющий процесс обнаружения положения переднего края s1 транспортируемого листа s, расположенного на расстоянии у от тиснильного положения 33 между тиснильными роликами 30.
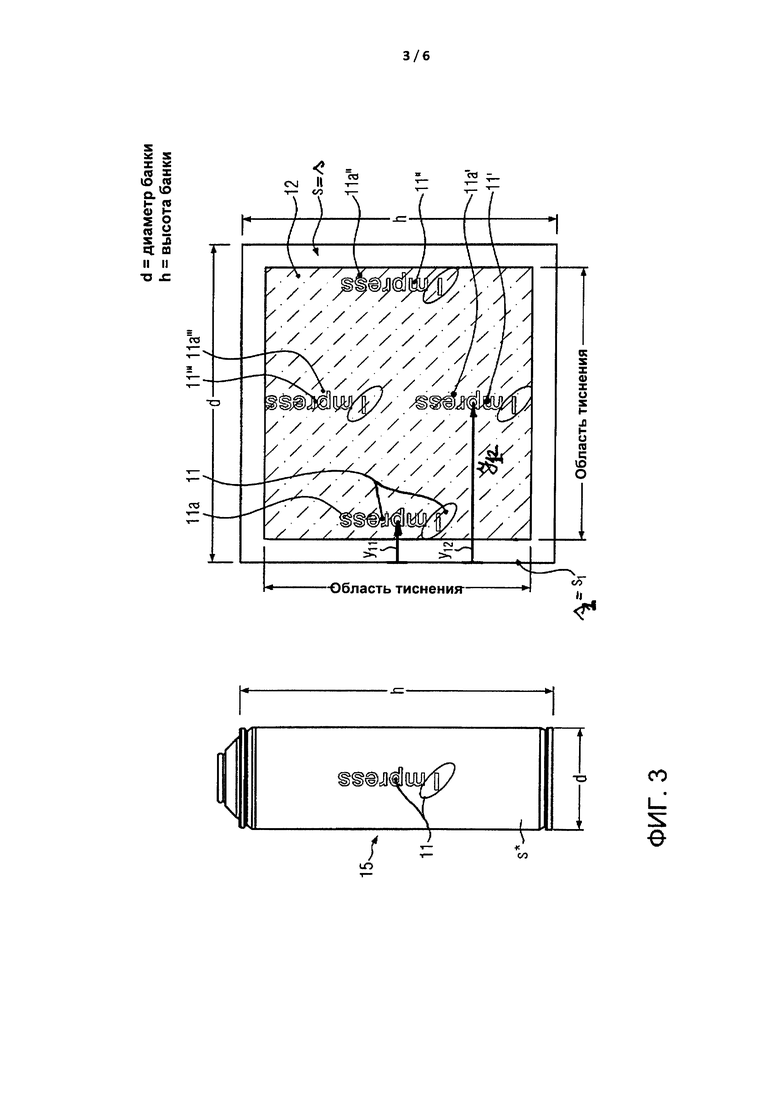
На фиг. 3 показан объект, который представлен (слева) в форме банки с аэрозолем и в форме развернутой плоской заготовки (справа), на которой показывают четыре местоположения тиснильных артефактов. Необязательно должен присутствовать каждый из этих четырех артефактов, и может быть использован только один из них, как показано в левой части чертежа, в форме логотипа "Impress", имеющего как надпись, таки логотип. Причем надпись или буквенное обозначение могут отсутствовать, а вместо этого может присутствовать только заглавная буква "I" в качестве логотипа как единственный артефакт, которому необходимо придать выпуклую объемную форму. На плоской заготовке (справа на фиг. 3) указана полная тиснильная область, которая может быть использована из всей заготовки. Некоторая часть заготовки в качестве краевой зоны окружает прямоугольную полную область, в которой могут быть размещены оттиснутые артефакты. На чертеже показаны четыре такие области, одной из которых является область 11а, в которой объемное тиснение 11 расположено на расстоянии y11 от переднего края s1 заготовки s. Длина заготовки d по существу определяет диаметр d готовой банки 15. Высота h заготовки по существу определяет высоту h банки (как показано на чертеже слева).
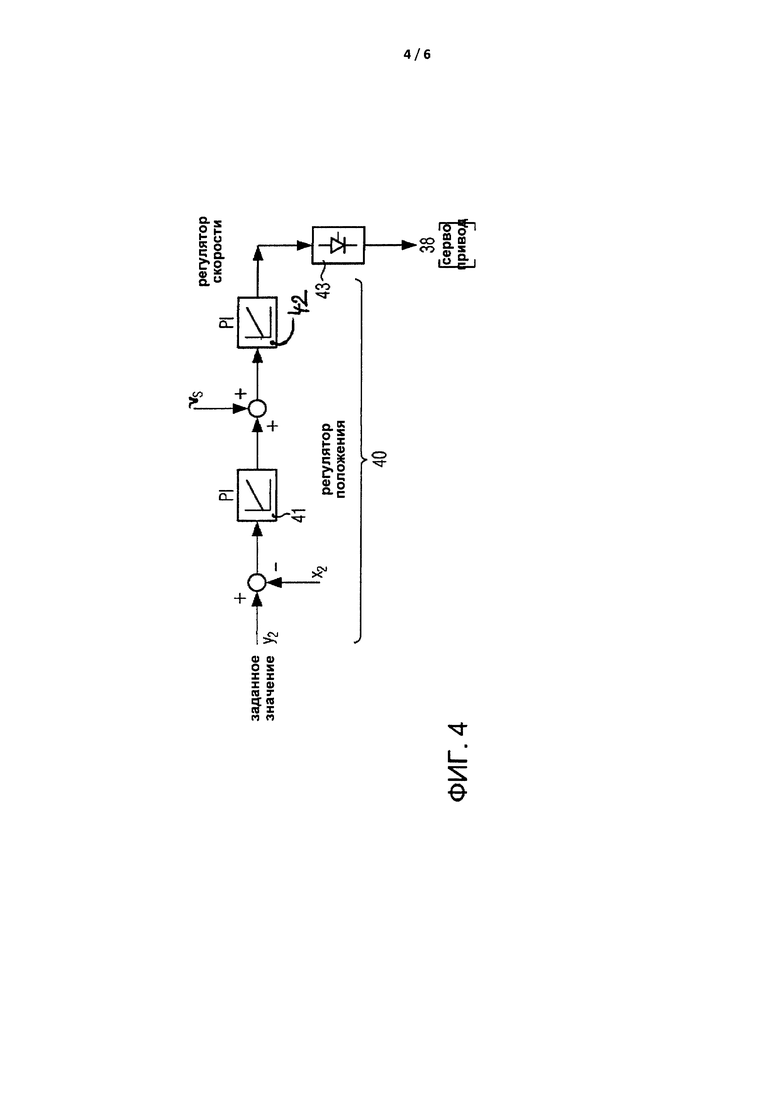
На фиг. 4 показана управляющая секция 40, которая использована на фиг. 1 для управления серводвигателем 38 (сервоприводом).
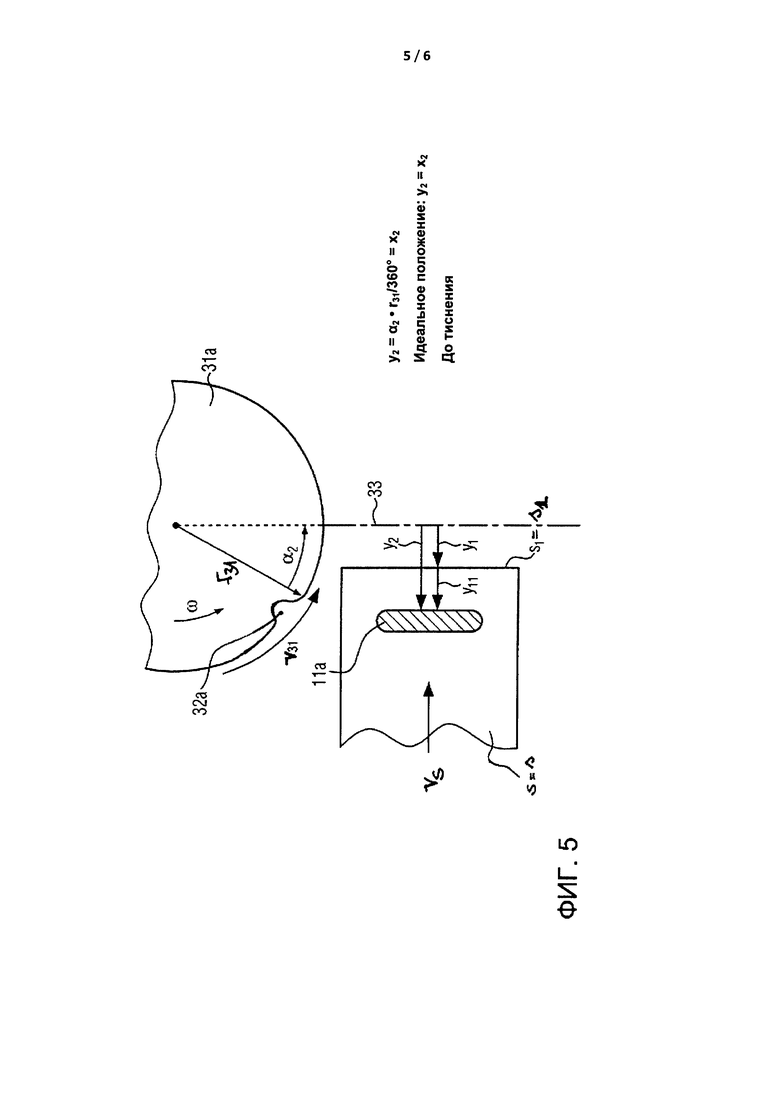
На фиг. 5 схематически показан момент сближения заготовки s с тиснильной линией 33 и схематично показан верхний (или нижний) тиснильный ролик 31а, несущий на себе охватывающий тиснильный элемент 32а, для прессования тиснильной области 11а с той же самой скоростью vs и на тиснильной линии 33.
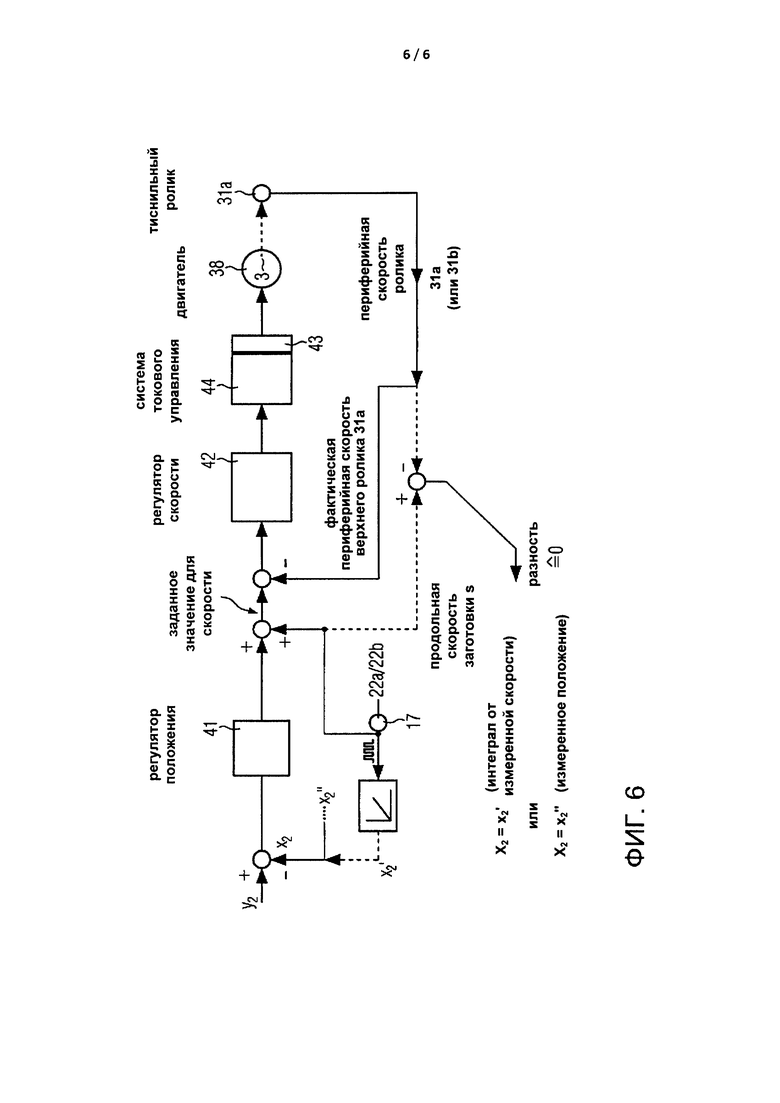
На фиг. 6 подробно показана управляющая секция 40, в частности, регулятор 42 скорости, вычитающий измеренную скорость 31а из заданного значения скорости.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показана транспортировка плоских заготовок s в направлении слева направо. Питатель или бункер 18 удерживает стопу S из множества уложенных друг на друга листов s, которые опускаются подъемником 18а до уровня стола 10. На представленном виде сбоку показано, что одна заготовка s размещена посредством механически управляемого вращательного устройства 18b, которое опускает самую нижнюю заготовку s посредством подъемника 18а и размещает ее на столе 10. Вращательное устройство 18b синхронизировано с расположенным слева рычагом 18с, соединенным с толкателем, снабженным верхними боковыми направляющими. Заготовка s имеет передний край s1.
После размещения на столе 10 заготовку перемещают в направлении к первой паре транспортных роликов 20. Ролики (верхний и нижний) вращаются в противоположных направлениях и захватывают передний край s1 и всю плоскую заготовку. Заготовку перемещают со скоростью транспортировки, приданной заготовке s первыми транспортными роликами 20. Эта скорость выше 150 м/мин и доходит до 190 м/мин. Затем транспортируемую заготовку s также захватывают вторые верхний и нижний транспортные ролики 22. Другая транспортная роликовая группа 24 расположена ниже по ходу транспортера тиснильных роликов 30.
Для синхронизации скорости роликов и скорости vs заготовки s устранено любое проскальзывание, и сцепление поддерживается верхним резиновым роликом и нижним металлическим роликом. Указанные ролики захватывают каждую транспортируемую (поданную вперед) листовую заготовку s, и линейная скорость наружной поверхности металлического ролика равна скорости транспортируемого листа (металлической заготовки). Листы белой жести (заготовки) могут иметь толщину от 0,18 мм до 0,20 мм. Были исследованы по существу более толстые листы белой жести толщиной до 0,5 мм и даже 0,7 мм с уменьшенной скоростью vs транспортировки.
Для измерения этой скорости не требуется оптическое измерительное оборудование, достаточно измерять скорость вращения одного нижнего транспортного ролика посредством кодирующего устройства 17. Это кодирующее устройство связано непосредственно с осью нижнего транспортного ролика 22а или связано с ним приводным ремнем 16, который не показан подробно, но только схематично изображен как перемычка или соединение.
Все транспортные ролики 20, 22, 24 связаны зубчатыми колесами, ремнями или зубчатыми ремнями для формирования проходящего на ширину транспортера транспортного узла, все транспортные ролики которого вдоль транспортного стола 10 вращаются с той же самой скоростью.
Когда первый транспортируемый лист s захвачен обоими транспортными роликами 20, 22, следующий лист опускают из стопы S и также размещают в исходном положении на столе 10, как показано на чертеже. Синхронизирующий датчик 18d и механический вращательный двигатель вызывают перемещение захватного устройства 18а' (показанного штриховыми линиями) в верхнем и нижнем направлениях и отбор нижнего листа s из стопы S, причем захватное устройство 18а, находящееся в самом нижнем положении на поверхности стола 10, показано непрерывными линиями. Когда данную заготовку смещают из этого положения и направляют к первым транспортным роликам 20, захватное устройство 18а поднимется снова и отбирает следующую нижнюю заготовку s из стопы S.
Дальше по ходу транспортера в направлении к тиснильным роликам 30, содержащим верхний ролик 31а и нижний ролик 31b, установлен датчик 50, более подробно показанный на фиг. 2. Он также может быть расположен непосредственно позади начальной группы 20 роликов. Расстояние между роликами 20, 22 может составлять меньше 10 см, 5 см или 2,5 см.
Датчик 50 касается своим выступом 51 переднего края s1 входящего листа s, имеющего скорость vs. Сигнал датчика своим передним фронтом 55а, как показано на временной диаграмме, инициирует управляющий цикл. Начало цикла передается системе 40 управления как сигнал 55. Нарастающий фронт импульса (который также может быть падающим фронтом) называют передним фронтом 55а.
Длительность этого импульса, измеренного выступом 51, равна длине листа, разделенной на скорость перемещения листа.
Датчик 50 передает сигнал 55 системе 40 управления, которая управляет сервоприводом (электродвигателем переменного тока) 38, который приводит в действие верхний тиснильный ролик 31а или нижний или тиснильный ролик 31b. Оба тиснильных ролика механически соединены кинематической связью, которая может быть зубчатым колесом, для обеспечения возможности непрерывной механической синхронизации верхнего и нижнего роликов и жесткую координацию взаимодействия охватываемого выступа 32b и охватывающего углубления 32а, представляющих собой тиснильные элементы, выполненные в конкретном месте окружности верхнего и нижнего тиснильных роликов 31а, 31b, как подробно показано на фиг. 1.
После прохождения начального края s1 (переднего края) заготовки s мимо выступа 51 датчика 50, который может действовать магнитным способом, заготовка перемещается на расстояние Y1 до тиснильного положения 33. В этом положении расстояние между верхним и нижним тиснильными роликами и местом, в котором должно быть выполнено тиснение, является минимальным, когда печатный артефакт или целевое положение, в котором печать отсутствует на листе s, достигли данной области на столе 10. Часть этого перемещения уже показана на фиг. 1, после того, как передний фронт 55а передан в момент времени t1 системе 40 управления в форме сигнала 55, как показано на фиг. 2.
Принимая скорость vs по существу как постоянную во время перемещения заготовки s из положения, показанного на фиг. 2, до положения, достигнутого некоторое время спустя после момента, показанного на фиг. 1, когда передний край s1 достиг тиснильной точки 33, и с учетом того, что расстояние Y1 является фиксированным, может быть вычислено время Т1. Перемещение датчика 50 влево приводит к увеличению времени T1, в результате чего обеспечена возможность управления совмещением тиснильных роликов 30.
В результате вычисления, выполненного системой 40 управления, как показано на фиг. 4 и 6, может быть определено угловое положение обеих тиснильных элементов 32а, 32b относительно тиснильного положения 33. Угол α2, как показано на фиг. 5, умноженный на радиус r31 верхнего ролика 31а (и, разумеется, нижнего ролика 31b), дает расстояние вдоль окружности, на котором тиснильный элемент 32а (и соответствующий тиснильный элемент 32b нижнего ролика 31b) расположен от тиснильной точки, тиснильного положения или линии 33. Это расстояние является периферийным.
Ниже приведено вычисление для совмещения переднего фронта с тиснильной точкой или линией 33.
Обычно тиснильная область 11а, показанная на фиг. 5, не расположена на переднем крае s1, но задержана или смещена назад на расстояние y11. Эта область 11а является местом, где тиснильные элементы 32а/32b воздействуют на транспортируемый лист s с той же самой скоростью, с которой перемещается заготовка s, для формирования отчетливого объемного изображения в этой области 11а. Система 40 управления точно определяет такое предварительное формирование в плоском листе s, перемещающемся со скоростью vs.
В первом приближении скорость v31 вдоль окружности верхнего ролика 31а и скорость vs равны друг другу. Расстояния от области 11а до тиснильной линии 33 и от тиснильного элемента 32а до тиснильной линии 33 также являются одинаковыми, если система 40 управления скорректировала или отрегулировала скорость и положение верхнего (к нижнего) тиснильных роликов 31а, 31b.
Тиснильные ролики 30 имеют увеличенный диаметр, чем транспортные ролики. Эксперименты показали, что сконструированные ролики с увеличенным до 75 мм диаметром являются хорошим выбором.
Чем больше расстояние y2, как показано на фиг. 5, тем дальше должно быть расположено (в периферийном направлении) углубление 32а от линии 33, при условии одинаковых скоростей v31 и vs. Если это расстояние не является тем же самым в угловом измерении и в линейном измерении, система управления должна ускорить или замедлить вращение верхнего и нижнего роликов 31а, 31b для регулировки указанного расстояния, и, кроме того, должна обеспечить управление расстоянием, как указано выше, для достижения равенства расстояний y2 и х2. В этом состоит идеальное условие, обеспечивающее возможность приближения обоих объектов к тиснильной линии 33 с той же самой скоростью. Когда тиснильные ролики 31а и 31b захватывают передний край s1, тиснильное углубление 32а (и соответственно тиснильный выступ 32b, не показанный на фиг. 5, но показанный на фиг. 1) отстоят на расстоянии от указанной тиснильной линии 33, которое соответствует y11, но на наружной периферийной поверхности тиснильных роликов 30.
Тиснильное действие после захвата заготовки s задержано на расстояние y11 от переднего края s1, и после тиснения заготовка дальше перемещается сквозь паз между двумя тиснильными роликами, после чего она передается другой группе 24 транспортных роликов (не показаны на фиг. 1) и расположенным дальше по ходу транспортера формующим роликам 26, которые не показаны на фиг. 1, но отображено их местоположение.
Сервопривод 38 приводит в действие верхний тиснильный ролик 31а, как показано на фиг. 1. Тиснильные ролики связаны или соединены системой 39 зубчатых колес, только схематично показанных на чертеже.
Кнопки 48 вызывают выполнение основных функций в управляющей секции 40. Дисплей 49 отображает на экране данные о работе машины и системные данные для визуализации работы тиснильных роликов и функций системы 40 управления.
Для достижения максимально длительного времени T1, которое является доступным для действия совмещения (или синхронизации), датчик 50 переднего края должен быть размещен как можно ближе позади первой группы 20 транспортных роликов. Таким образом, заготовка уже совмещена со скоростью вращения транспортных роликов, и вращательное кодирующее устройство может обеспечивать надежные данные о положении при продвижении каждой заготовки s. Указанное вращательное кодирующее устройство связано с одной из осей роликов или с ременным приводом, соединяющим оси указанных транспортных роликов.
Система управления более подробно показана на фиг. 4 (и еще более подробно на фиг. 6).
Два пропорционально-интегральных регулятора соединены последовательно. Один представляет собой регулятор 41 положения, и другой представляет собой регулятор скорости. Регулятор 42 скорости управляет тиристором, биполярным транзистором с изолированным затвором или транзисторным инвертором 43, который приводит в действие сервомотор 38 переменного тока, связанный зубчатой или прямой передачей с верхним роликом 31а.
Первоначальное или заданное значение y2 подают в пропорционально-интегральный регулятор 41, который является регулятором положения. Регулятор 41 положения также может быть пропорциональным регулятором (Р-контроллером).
Заданное значение обеспечено как значение y. Значение y равно значению y2, как показано на фиг. 5, как расстояние тиснильной области 11а, в которой должен быть размещен тиснильный артефакт, от тиснильной линии 33. Управление сервоприводом 38 обеспечивает равенство х2 тому же самому значению. Управление сервоприводом также обеспечивает равенство линейных скоростей наружной поверхности ролика 31а и заготовки s.
Передний фронт s1 имеет расстояние y1, к которому добавлено расстояние y11 тиснильной области 11а от переднего фронта s1, причем оба в сумме составляют расстояние y2, которое является заданным значением для регулятора 41 положения в системе 40 управления.
Поскольку скорость обычно задана контроллером 41 положения, который является контроллером, имеющим интегрирующую компоненту на выходе контроллера 41, можно предположить, что указанная скорость vs равна скорости v31, и, таким образом, управляющий сигнал (управляющий сигнал перемещения вперед) может быть осуществлен подачей выходного сигнала регулятора положения с добавленным значением vs. Таким образом, управляющая компонента или компенсирующая компонента выходного сигнала контроллера 41 должна быть небольшой и может быть уменьшена до нуля, если относительное положение ролика и листа является правильным, и скорости ролика 31а и заготовки s являются одинаковыми.
Также могут быть использованы контроллеры других типов, не смотря на то, что пропорционально-интегральные регуляторы показаны на чертеже для облегчения описания и в качестве одного примерз обеспечения безошибочного управления скоростью (используемого для достижения нулевого проскальзывания после касания заготовки s с тиснильным роликом 31а/31b), а также для уменьшения любого отклонения от тиснильной области 11а в качестве нулевой позиционной ошибки для подвижной цели. Контроллер 42 может быть контроллером пропорционально-интегрально-дифференциального типа (ПИД), и контроллер 41 может быть контроллером пропорционального типа (П-типа).
Результат показан на фиг. 3. На фиг. 3 показана развернутая стенка трехкомпонентной сборной банки 15, содержащая выполненный в ней тиснильный артефакт 11. Этот тиснильный артефакт в основном представляет собой эмблему I, имеющую овальную наклонную форму, с добавленной к ней надписью, которая продолжена в осевом направлении. В этом примере тиснение представляет собой простое углубление в качестве дополнительного артефакта на банке, которое может быть считано касанием подобно брайлевской записи. Лишенные зрения люди могут прочитать эту надпись на наружной поверхности банки.
Если печать нанесена раньше на плоскую заготовку s, как показано в правой части чертежа на фиг. 3, печатная область может содержать ту же самую форму в красочной печати после придания ей рельефности. Таким образом, тиснение должно быть полностью и точно совмещено с печатным артефактом. Это место является целевым местоположением, если печатный артефакт уже нанесен в печатном художественном оформлении на плоский лист. Однако следует заметить, что наличие окрашенного художественного оформления не является обязательным требованием для обеспечения точного расположения рельефного артефакта. Рельефный артефакт также может быть выполнен на металлической поверхности, которая является не окрашенной, не содержит надписи, или может быть выполнен на окрашенной, уже содержащей печатное изображение поверхности, которая не имеет конкретной надписи в том месте, на котором должно выполнено тиснение.
Расстояние y11, показанное на фиг. 3, описано и показано на фиг. 5. Эта тиснильная область 11а изначально представляет собой центральную надпись с выдавленным логотипом в левом конце области 12. Эта область 12 обозначает места, в которых посредством инструмента с использованием предложенного способа могут быть выполнены тиснильные артефакты. Эта область может быть смещена на некоторое расстояние в верхнем и нижнем направлениях и может быть смещена на некоторое расстояние в переднем и заднем направлениях с оставлением края для обода небольшого размера, завершающего всю заготовку s, представляющую собой плоский лист, который может быть выполнен из белой жести.
Как показано на фиг. 3, могут быть использованы другие расстояния y12 и другие осевые положения при наблюдении вдоль банки, а также может быть задана высота h показанная в левой части фиг. 3. Для этого ролики 31а, 31b должны быть заменены другими роликами, которые переносят свой тиснильный рельеф 32а, 32b в различном осевом положении (вдоль ширины стола 10). Путем управления положение слева направо, как показано на фиг. 3, может быть исправлено, изменено, приспособлено или модифицировано согласно желанию заказчика. Это может быть осуществлено путем изменения заданного значения регулировки и изменения значения y2, как показано на фиг. 5, задающего конкретное значение у для системы 40 управления.
Одна другая область 11а'' для тиснения расположена в правом конце тиснильной области 12 и открыта для размещения рельефного артефакта 11''. Расстояние y11 по существу больше, чем расстояние, необходимое для достижения тиснильной области 11а.
На фиг. 3 также могут быть замечены другие осевые модифицированные тиснильные области 11а' и 11а''', причем тиснильная область 11а' имеет расстояние y12.
После формования рельефной плоской заготовки s с использованием формующих роликов 26 образована цилиндрическая стенка s*, которая используется для изготовления банки, такой как трехкомпонентная банка, показанная в левой части чертежа на фиг. 3. Диаметр d по существу равен длине заготовки, и высота h банки 15 по существу равна ширине заготовки s.
Наружный выпуклый верхний конец (крышка) закатан с верхним краем цилиндрической стенки, и нижний конец (закрывающая часть) закатан с нижним краем цилиндрической стенки s*. В центральном отверстии выпуклой верхней крышки может быть размещен пневмоклапан.
Предложены устройство и способ тиснения артефакта в стенке трехкомпонентной банки, согласно которому плоский лист или заготовку из металла транспортируют вдоль транспортного стола посредством нескольких разнесенных групп роликов, каждая из которых имеет верхний и нижний ролики. Пара вращающихся тиснильных роликов расположена между двумя из групп транспортных роликов и приведена в действие сервоприводом. Указанные тиснильные ролики тиснят артефакт в плоском транспортируемом листе или плоской транспортируемой заготовке. Транспортные ролики, тиснильные ролики и лист или заготовка имеют одну и ту же скорость поверхности заготовки во время тиснения артефакта в заготовке или листе, и расстояние до местоположения артефакта на листе или заготовке определено, отрегулировано или скорректировано регулятором скорости и положения сервопривода, приводящего в действие пару тиснильных роликов и придающего цилиндрическую форму основания стенке банки. 4 н. и 16 з.п. ф-лы, 6 ил.
1. Способ тиснения артефакта (11, 11') в стенке банки, предпочтительно для аэрозоля, краски или другой трехкомпонентной банки (15), включающий этапы, согласно которым:
(a) транспортируют (vs) плоский лист или заготовку из металла (s) вдоль транспортного стола (10) посредством нескольких разнесенных групп роликов (20, 22, 24), каждая из которых содержит верхний и нижний ролик (20а, 20b, …),
(b) тиснят (32а, 32b) с использованием пары вращающихся тиснильных роликов (30, 31а, 31b), расположенных между двумя из групп транспортных роликов (22, 24) и приводимых в действие сервоприводом или двигателем (38), артефакт (11, 11') в плоском транспортируемом листе или плоской транспортируемой заготовке (s),
(c) в результате чего поверхности транспортных роликов, поверхности тиснильных роликов и лист или заготовка имеют одну и ту же скорость (vs) во время тиснения артефакта (11, 11') в заготовке или листе, и положение (y11, y12) артефакта вдоль длины листа или заготовки определено, отрегулировано или скорректировано регулятором (40) скорости и положения сервопривода (38), приводящего в действие пару (30) тиснильных роликов,
(d) придают (26) стенке (s*) банки (15) основную цилиндрическую форму.
2. Способ по п. 1, согласно которому датчик (50, 51) переднего края, размещенный вдоль пути перемещения листа или заготовки (s), передает регулятору (40) скорости и положения опорный сигнал (55, 55а), представляющий прохождение переднего края (s1) и временной интервал (T1), остающийся до момента, когда передний край (s1) листа или заготовки достигает тиснильной линии или положения (33) между тиснильными роликами (30).
3. Способ по п. 2, согласно которому временной интервал (T1) вычисляют с использованием расстояния (Y1) между выступом (51) датчика переднего края и тиснильным положением (33).
4. Способ по любому из пп. 1-3, согласно которому посредством регулятора (40) скорости и положения регулируют периферийное положение (x2) пары тиснильных элементов (32а, 32b) в паре (30) тиснильных роликов во время вращения для согласования с целевым положением (11а, 11а') на листе или заготовке (s), в котором (y2, y11, y12,) выполняют тиснение и выдавливают артефакт (11, 11').
5. Способ по любому из пп. 1-3, согласно которому лист или заготовка имеют печатную поверхность и целевое положение, в котором выполнен печатный артефакт (11а, 11а'), которому должен соответствовать рельефный артефакт (11, 11').
6. Способ по п. 4, согласно которому целевое положение в качестве тиснильной области расположено на расстоянии (y11) от переднего края (s1).
7. Способ по п. 4, согласно которому система (40) управления в форме регулятора скорости и положения содержит по меньшей мере один пропорционально-интегральный регулятор (41, 42).
8. Способ по любому из пп. 1-3, согласно которому сервопривод (38) является электродвигателем переменного тока.
9. Способ по любому из пп. 1-3, согласно которому верхний и нижний тиснильные ролики (31а, 31b) связаны с возможностью вращения соединением (39) при помощи зубчатых колес.
10. Устройство для тиснения артефакта (11, 11') в стенке трехкомпонентной банки (15), содержащее:
(a) несколько групп транспортных роликов (20, 22, 24), каждая из которых имеет верхний и нижний ролики;
(b) пару (30) выполненных с возможностью вращения тиснильных роликов, содержащих тиснильные элементы (32а, 32b), расположенные в конкретном месте на наружной поверхности роликов, причем указанные ролики механически связаны с серводвигателем или сервоприводом (38);
(c) причем пара (30) тиснильных роликов и сервопривод (38) размещены между последней группой (24) и предпоследней группой (22) транспортных роликов для воздействия на плоские заготовки или листы;
(d) контроллер (40) для управления сервоприводом (38) и приема опорного сигнала (55, 55а), указывающего на передний край (s1) каждой плоской заготовки или листа, проходящей мимо датчика (50) листа со скоростью (vs) подачи, приданной каждой заготовке или листу транспортными роликами (20, 22, 24).
11. Устройство по п. 10, в котором согласование скоростей, как скорости вращения транспортных роликов (20, 22, 24), обеспечено механической связью, такой как зубчатые колеса, ремень, зубчатый ремень, а соответствующая синхронизация скорости тиснильных роликов (30) осуществлена посредством контроллера (40) и задана сервоприводом или двигателем (38).
12. Устройство по п. 11, в котором обеспечена возможность изменения или даже принудительно вызвано изменение скорости тиснильных роликов (30) относительно скорости транспортных роликов (20, 22, 24) для регулировки позиционных отклонений (y2, x2), причем предпочтительно контроллер (40, 41, 42) содержит по меньшей мере регулятор (41) скорости.
13. Устройство по любому из пп. 10-12, в котором диаметр каждого тиснильного ролика (30) больше, чем диаметр каждого транспортного ролика (20, 22, 24).
14. Устройство по п. 10, в котором расстояние от датчика (50, 51) листа до первой группы (20) транспортных роликов меньше чем 10 см.
15. Устройство по п. 10, в котором пара (30) тиснильных роликов связана или соединена системой (39) зубчатых колес.
16. Металлическая банка (15), имеющая цилиндрический корпус и высоту, которая больше, чем ее диаметр, и имеющая стенку корпуса, изготовленную способом по любому из пп. 1-9 или с использованием устройства по любому из пп. 10-15.
17. Металлическая банка (15) по п. 16, представляющая собой банку с аэрозолем, имеющая проходящую в осевом направлении сварной или закаточный шов, соединяющий свободные края цилиндрической предварительно сформированной стенки для формирования корпуса банки с аэрозолем.
18. Металлическая банка (15) по п. 16, представляющая собой трехкомпонентную банку, имеющую верхний конец, цилиндрическую стенку и нижний конец.
19. Устройство для тиснения артефакта (11, 11') в стенке трехкомпонентной банки (15), содержащее:
(a) несколько пар транспортных роликов (20, 22, 24), каждая из которых имеет верхний и нижний ролики;
(b) пару (30) выполненных с возможностью вращения тиснильных роликов, каждый из которых имеет тиснильные элементы (32а, 32b), расположенные в конкретном месте на наружной поверхности роликов, имеет механическое соединение для синхронизации тиснильных элементов при вращении сервоприводом (38);
(c) причем пара (30) тиснильных роликов и сервопривод (38) размещены между последней парой (24) и предпоследней парой (22) транспортных роликов для воздействия тиснением на плоские заготовки или листы (s);
(d) контроллер (40) для управления сервоприводом (38) для регулировки совмещения тиснильных элементов (32а, 32b) в конкретном заданном месте на каждой заготовке или каждом листе, имеющей скорость (vs) подачи, приданную каждой заготовке или каждому листу по меньшей мере некоторыми из транспортных роликов (20, 22, 24).
20. Устройство по п. 19, в котором тиснильные элементы (32а, 32b) являются дополняющими.
| US 2002090578 A1, 11.07.2002 | |||
| EP 1819460 A1, 22.08.2007 | |||
| US 3042996 A, 10.07.1962 | |||
| 1971 |
|
SU411579A1 | |

