Изобретение относится к деревообработке, в частности к устройству для рубки и сортировки ленты лущеного шпона.
Шпон, используемый для изготовления клееной слоистой древесины, такой как фанера, ЛВЛ-брус и т.п, производится, как правило, на лущильном станке, или в качестве полноформатного шпона при вращении чурака с постоянной окружной скоростью, например, 150м/мин. Затем шпон непрерывно транспортируется на конвейере со скоростью хода, одинаковой с окружной скоростью чурака, ко следующей операции.
Среди лент шпона, полученных в начальной стадии лущения чурака, существует лента шпона незаданных размеров толщиной тоньше заданной (далее именуется - лента шпона незаданных размеров).
Такая лента шпона незаданных размеров не годится для изготовления клееной слоистой древесины. Поэтому необходимо сортировать шпон на участок ленты шпона заданных размеров, имеющий необходимую толщину (далее именуется - участок ленты шпона заданных размеров), и участок ленты шпона незаданных размеров, а также отделить их друг от друга путем рубки ленты шпона по границе между участком ленты шпона незаданных размеров и участком ленты шпона заданных размеров.
Это производится посредством такого устройства, как показано, например, в патентной литературе №1. Лента шпона Х, полученная ножом 1с на лущильном станке, транспортируется на транспортном конвейере 2а и отрезается посредством устройства для раскроя ленты шпона 2 на форматный лист шпона Z, шпон-рванины Z1 и Z2.
Форматный лист шпона Z, шпон-рванины Z1 и Z2 подвешиваются на игольчатом конвейере 3а и перемещаются в направлении к промежуточному конвейере 3f.
На игольчатом конвейере 3а устанавливается рукоятка для устранения шпона-рванины 3b с возможностью возвратно-поступательного перемещения и остановки между нижним положением, где данная рукоятка 3b пересекается с игольчатым конвейере 3а, и верхним положением, где данная рукоятка 3b находится в месте, отдаленном от игольчатого конвейера 3а.
Рукоятка для устранения шпона-рванины 3b, находящаяся в нижнем положении, поднимается вверх, когда граница между форматным листом шпона Z и шпоном-рваниной Z1 приходит к месту, где данная рукоятка 3b находится. В результате шпон-рванина Z1 выпадает из игольчатого конвейера 3а, и только форматный лист шпона Z переходит к промежуточному конвейеру 3f.
Затем, когда граница между форматным листом шпона Z и шпоном-рваниной Z2 приходит к месту, где находится рукоятка для устранения шпона-рванины 3b, то данная рукоятка 3b перемещается к нижнему положению. В результате форматный лист шпона Z освобождается посредством ролика 3е для снятия листа шпона с игольчатого конвейера 3а, и переходит к промежуточному конвейеру 3f. Одновременно с этим шпон-рванина Z2 выпадает вниз, и в результате форматный шпон Z и шпоном-рванина Z2 отделяется друг от друга.
Известно устройство с такой компоновкой, как показано на схемах патентной литературы 1, раскрытой в бюллетене Японского патентного ведомства №61-28484
Недостатком известного устройства является то, что разделить ленту шпона на форматный лист и лист-рванину невозможно, потому что лента шпона перевозится на транспортном конвейере, работающем с такой быстрой скоростью, как более 150м/мин. При этом трудно привести в действие рукоятку для устранения шпона-рванины 3b точно в момент, когда граница между форматным листом шпоном Z и шпоном-рваниной Z1 приходит к месту, где данная рукоятка 3b находится.
Тогда, как правило, лущение чурака и перевозку ленты шпона прекращают временно, или скорости обеих операций понижают. При этом вручную или подобным способом устраняют шпон-рванину Z1 (недостаточная часть), затем восстанавливают лущение чурака и перевозку ленты шпона. Посредством упомянутого устройства быстро осуществлять сортировку шпона и устранение шпона-рванины невозможно, что приводит к снижению производительности в процессе изготовления древесно-слоистых материалов.
Решение задачи, поставленной в заявляемом изобретении, достигается тем, что используется устройство для рубки и сортировки ленты лущеного шпона, которое состоит из парных ведущих валков, расположенных вверху и внизу. На одном ведущем валке располагается нож, выступающий в радиальном направлении, а на другом ведущем валке располагается разделочная доска, выступающая в радиальном направлении. Опора, имеющая возможность поддерживания участка ленты шпона незаданных размеров, не предусматривается в пространстве между ножом или разделочной доской, установленной на нижнем ведущем валке, и вторым конвейером в направлении подачи ленты шпона.
Техническим результатом предлагаемого изобретения является обеспечение возможности разделения ленты шпонов на участок ленты шпона заданных размеров и участок ленты шпона незаданных размеров, а также устранения только участка ленты шпона незаданных размеров без прекращения лущения за счет выпадения участка ленты шпона незаданных размеров вниз собственным весом из нижнего ведущего валка даже в начальной стадии лущения на лущильном станке, что приводит к повышению производительности.
Для ознакомления с наилучшей формой осуществления изобретения ниже приводится описание нескольких примеров осуществления изобретения со ссылками на чертежи, на которых изображено:
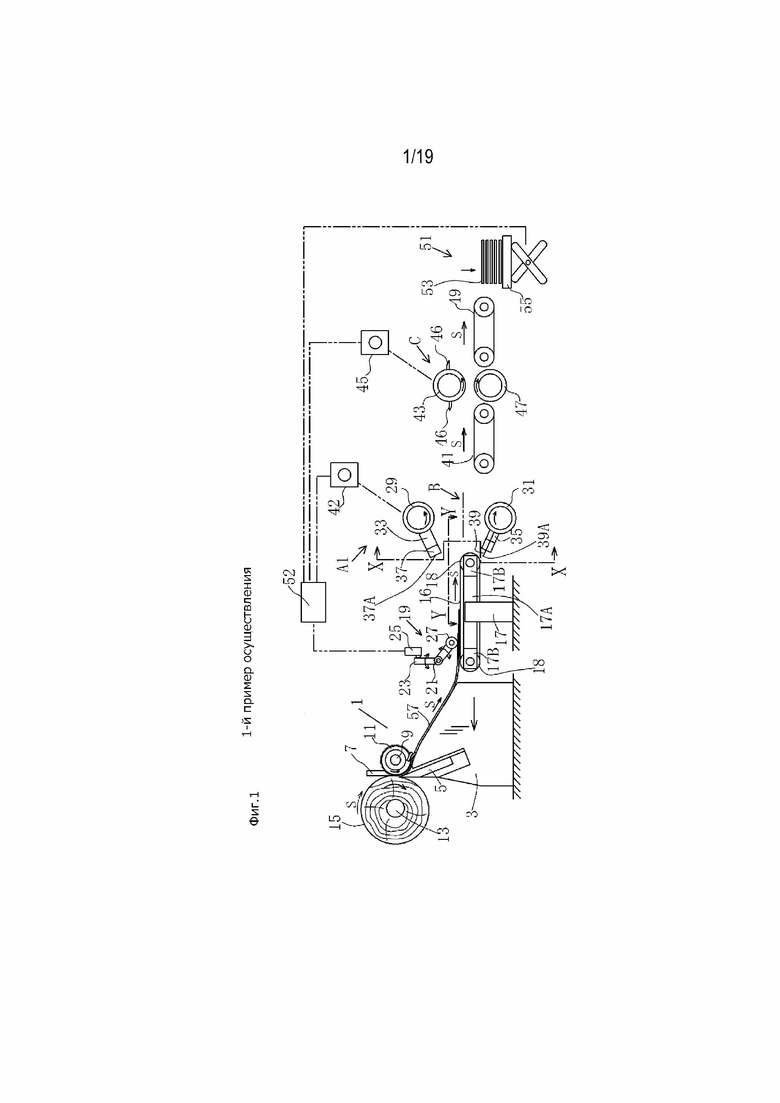
Фиг.1 - Вид сбоку устройства в первом примере осуществления
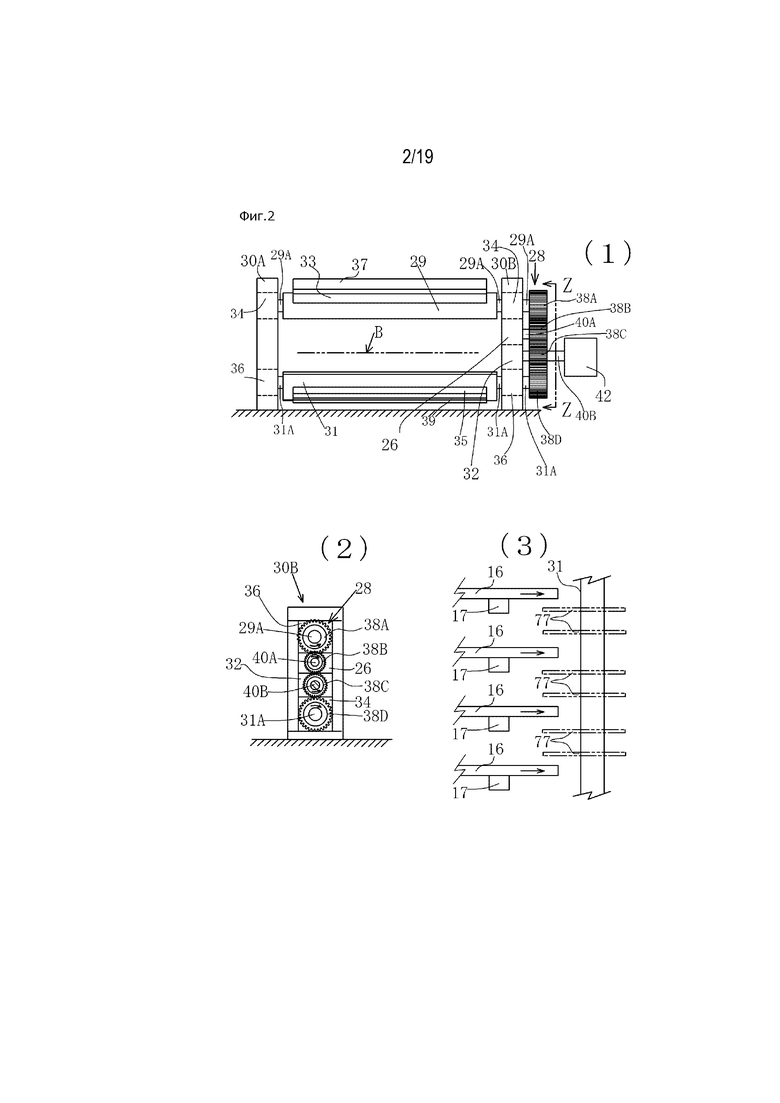
Фиг.2 - (1) Вид сбоку в разрезе вдоль штрихпунктирной с двумя точками линии Х-Х из фиг.1
(2) Вид сбоку в разрезе вдоль штрихпунктирной с двумя точками линии Y-Y из фиг.2 (1)
Фиг.3 - Вид сбоку основных элементов устройства в первом примере осуществления
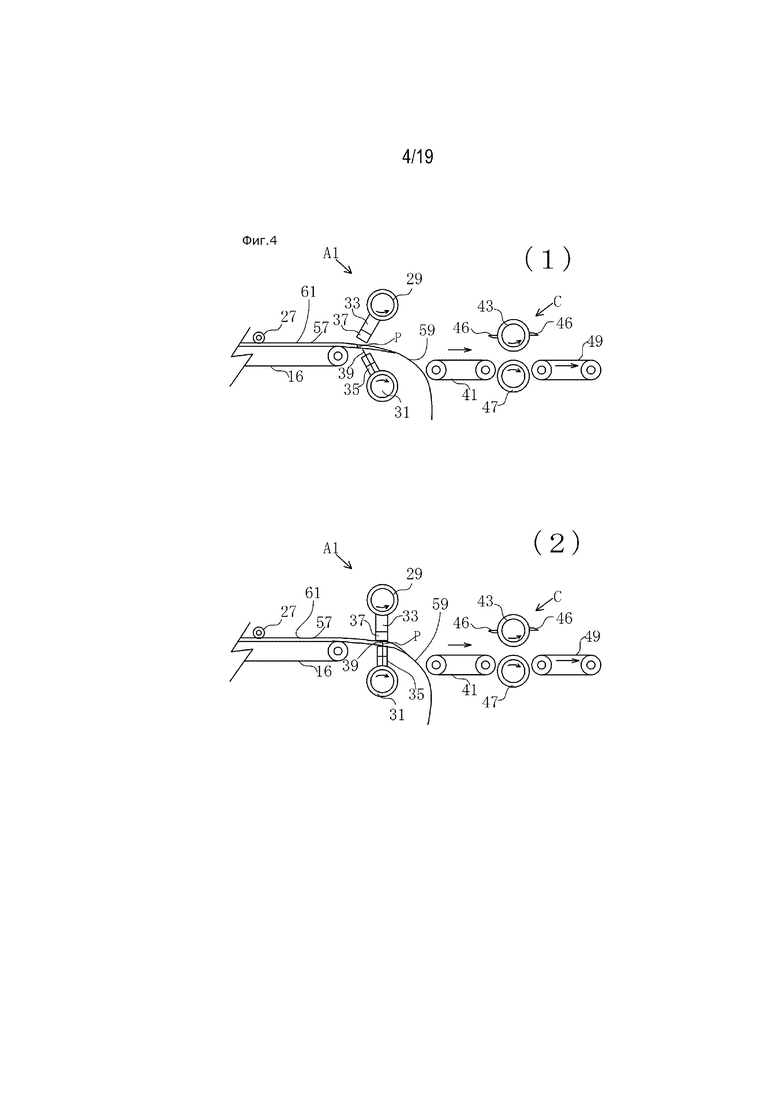
Фиг.4 - Вид сбоку основных элементов устройства в первом примере осуществления
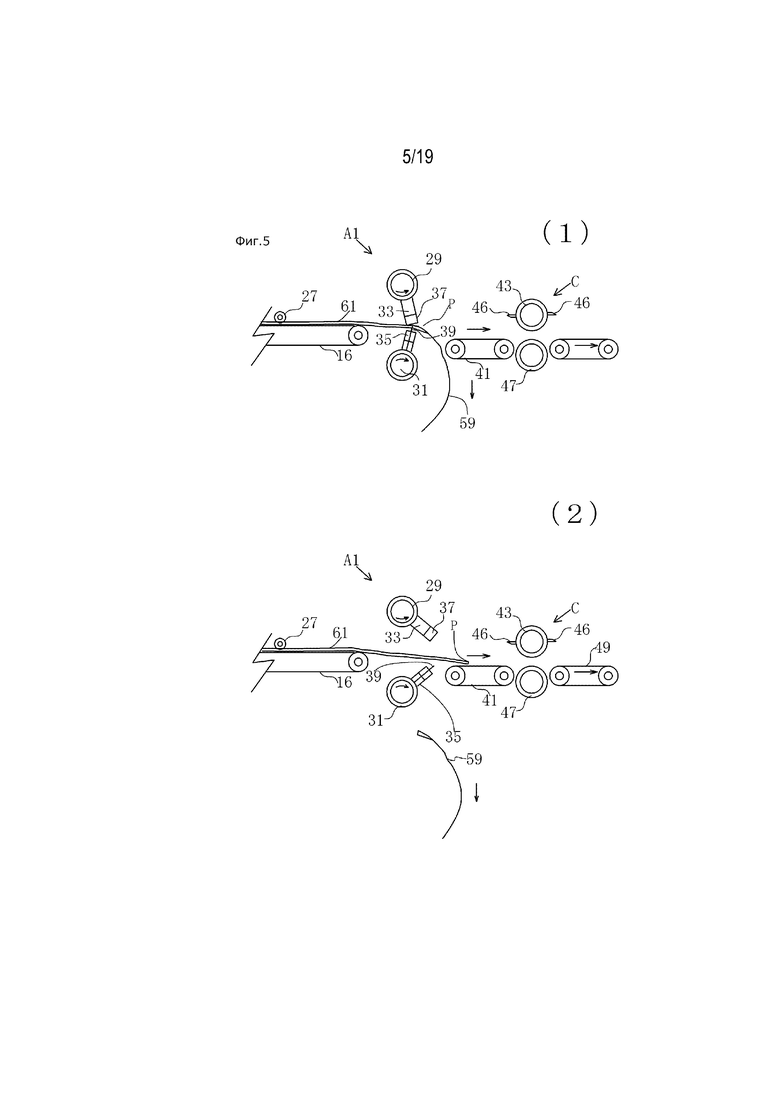
Фиг.5 - Вид сбоку основных элементов устройства в первом примере осуществления
Фиг.6 - Вид сбоку основных элементов устройства в первом примере осуществления
Фиг.7 - Вид сбоку основных элементов устройства в первом примере осуществления
Фиг.8 - Вид сбоку основных элементов устройства в первом примере осуществления
Фиг.9 - Вид сбоку основных элементов устройства во втором примере осуществления
Фиг.10 - Вид сбоку основных элементов устройства во втором примере осуществления
Фиг.11 - Вид сбоку основных элементов устройства в третьем примере осуществления
Фиг.12 - Вид сбоку основных элементов устройства в третьем примере осуществления
Фиг.13 - Вид сбоку основных элементов устройства в четвертом примере осуществления
Фиг.14 - Вид сбоку основных элементов устройства в четвертом примере осуществления
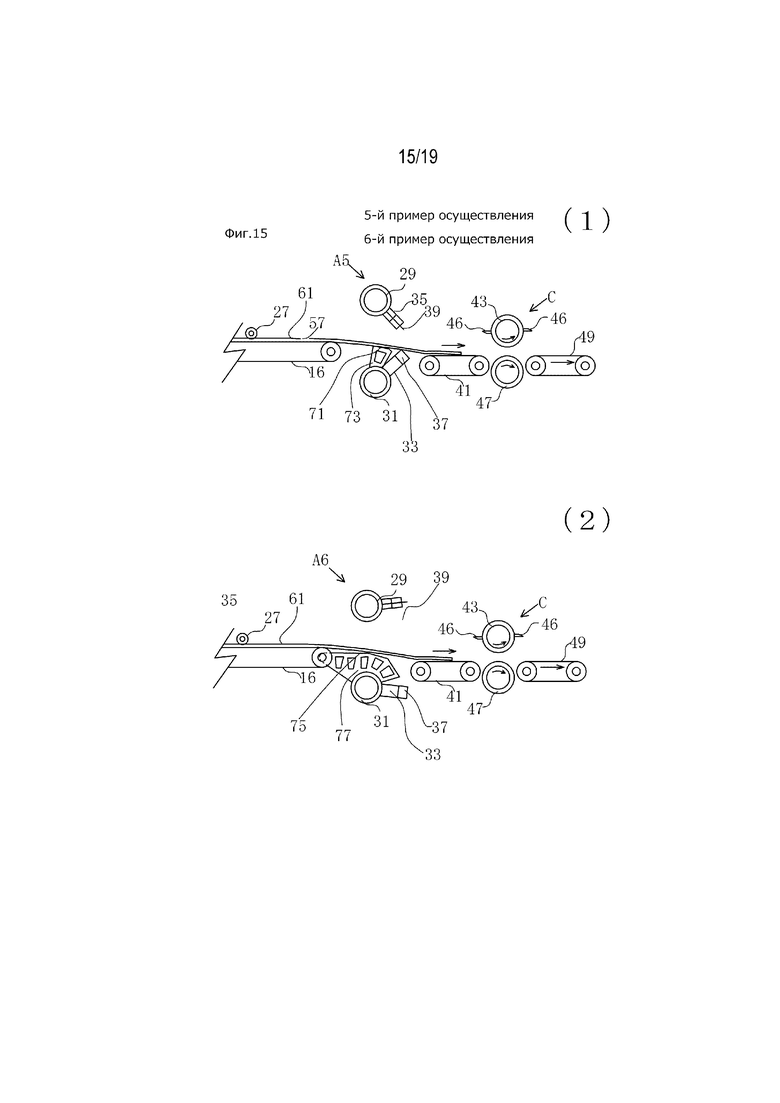
Фиг.15 - (1) Вид сбоку основных элементов устройства в пятом примере осуществления
(2) Вид сбоку основных элементов устройства в шестом примере осуществления
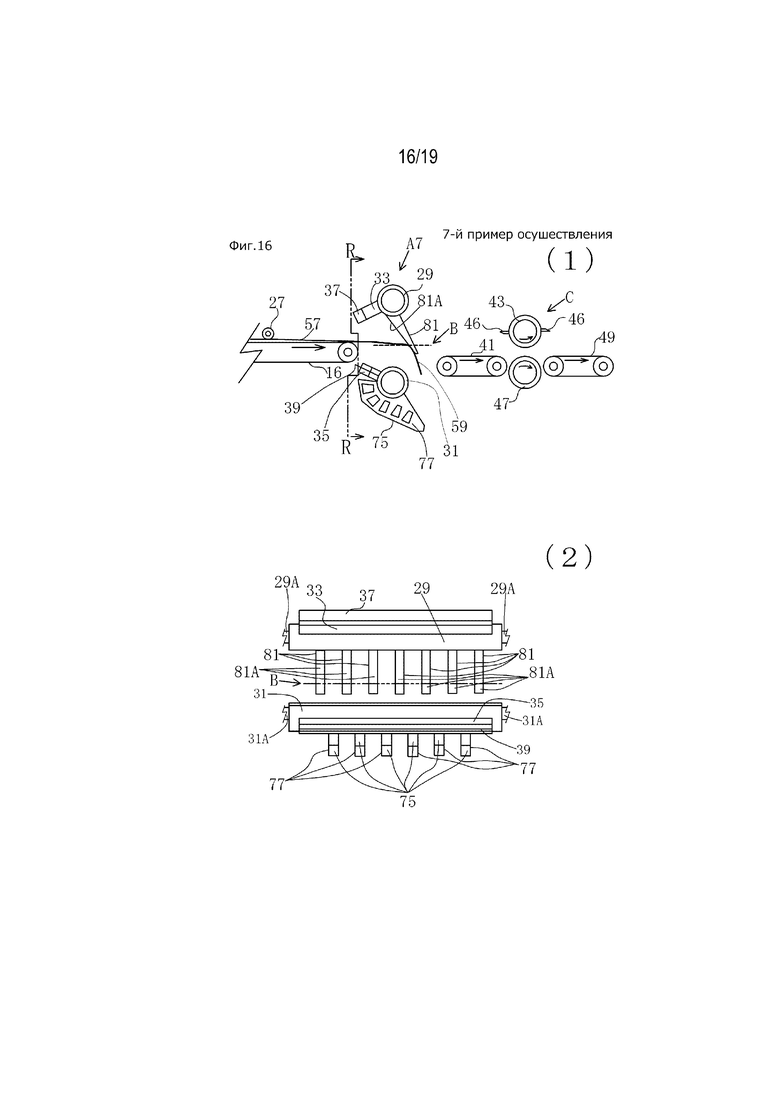
Фиг.16 - (1) Вид сбоку основных элементов устройства в седьмом примере осуществления
(2) Вид сбоку вдоль штрихпунктирной с двумя точками линии Z-Z из фиг.16 (1)
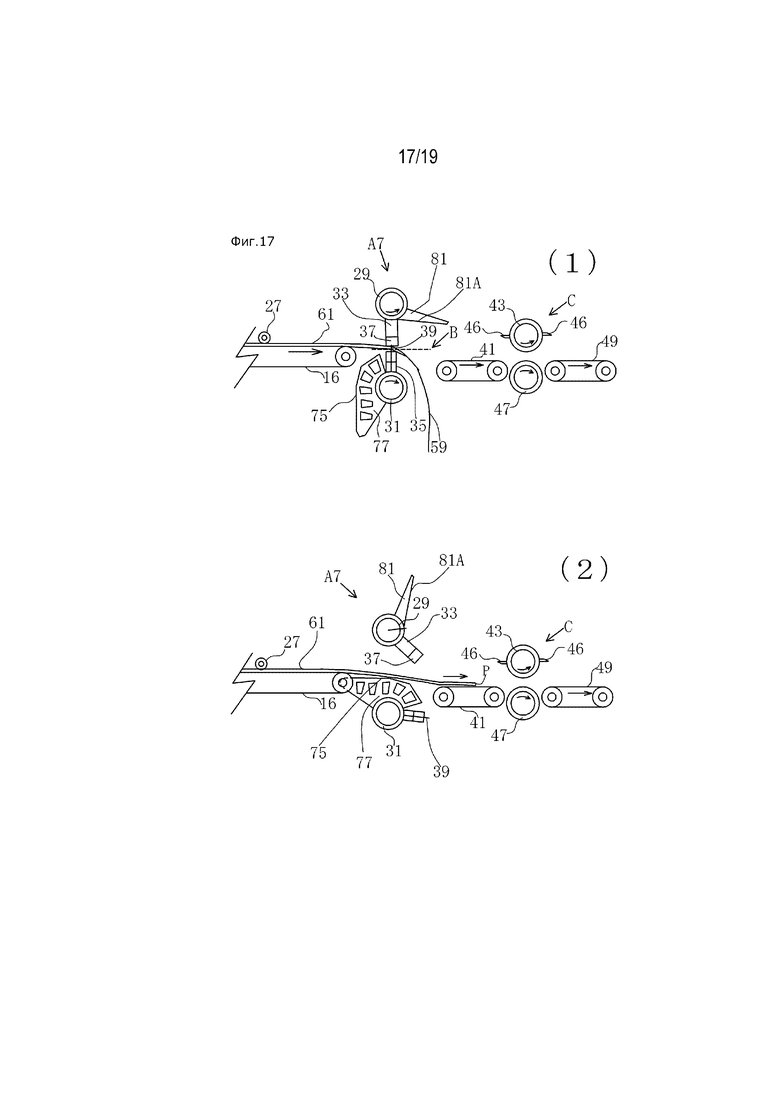
Фиг.17 - Вид сбоку основных элементов устройства в седьмом примере осуществления
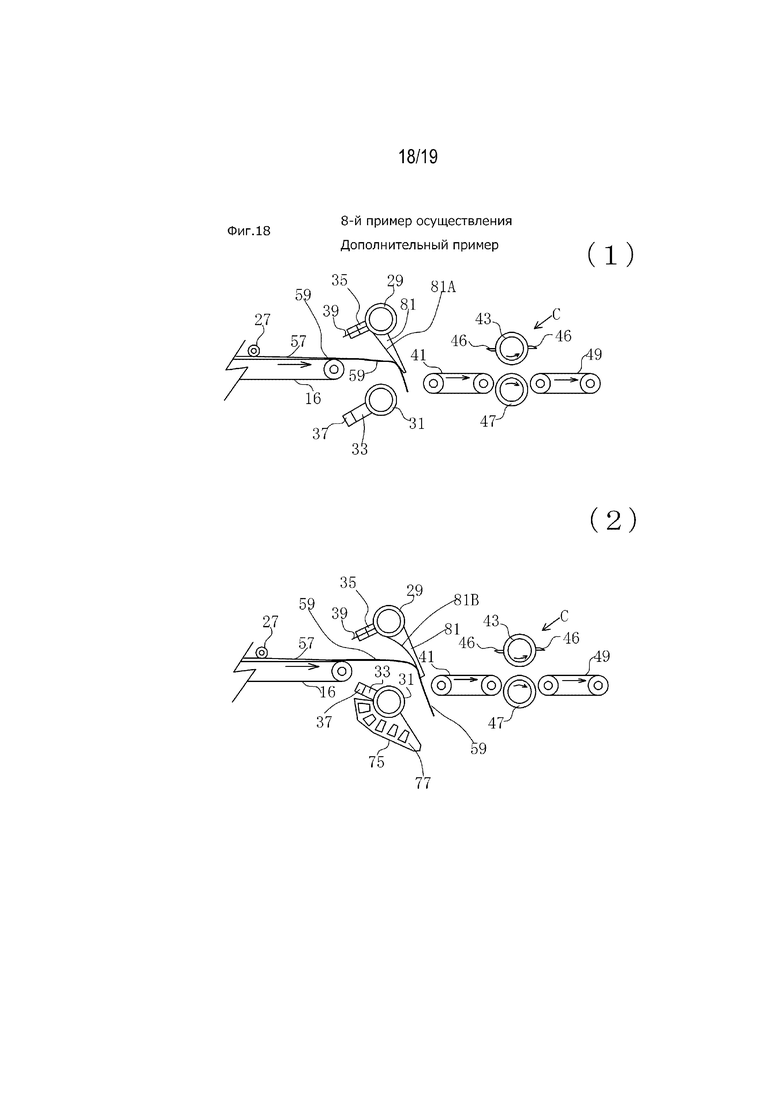
Фиг.18 - Вид сбоку основных элементов устройства в дополнительном примере осуществления
Фиг.19 - (1) Вид сбоку основных элементов устройства в дополнительном примере осуществления
(2) Вид сбоку вдоль штрихпунктирной с двумя точками линии Н-Н из фиг.19 (1)
Прежде всего поясним пример осуществления 1, конкретизирующий признаки, содержащиеся в п.1 формулы изобретения.
Как показано на фиг.1, номер детали 1 представляет собой лущильный станок, который имеет нижеследующую компоновку, такую как показано на фиг.1. Номер детали 3 представляет собой лущильный суппорт, который перемещается в сторону шпинделя 13 только на заданное расстояние за один оборот шпинделя 13.
Лущильный суппорт 3 снабжается нижеследующими деталями.
На стороне шпинделя 13 располагается нож 5. Над ножом 5 располагаются прижимные линейки 7 в количестве нескольких штук через определенное расстояние в поперечном направлении, как показано на фиг.1.
Между прижимными линейками 7, расположенными рядом друг с другом в упомянутом поперечном направлении, устанавливаются обжимные ролики 11, вращающиеся с окружной скоростью S от ведущей оси 9, соединенной с приводом, не показанным на фиг.
Номер детали 13 представляет собой шпиндель, выполненный с возможностью свободного вращения и поддержания обоих торцов чурака 15. Шпиндель 13 регулируется так, что чурак 15 вращается с окружной скоростью S.
Номер детали 16 представляет собой первую конвейерную ленту (далее именуется - первая лента), работающая с постоянной скоростью S.
Первая конвейерная лента 16 располагается нижеследующим образом.
Как показано на фиг.1 и фиг.2 (3), на верхней стороне опоры 17 закрепляется середина установочного элемента 17А, протянутого в горизонтальном направлении.
На обоих концах установочного элемента 17А закрепляются установочные подставки 17В. На каждой установочной подставке 17В устанавливается шкив 18 с возможностью свободного вращения. На оба шкива 18 устанавливается первая лента 16 так, как показано на фиг.1.
Один из шкивов 18 приводится во вращательное движение за счет ленты передачи силы от электродвигателя, установленной в другом месте.
Вследствие этого первая лента 16 постоянно работает со скоростью, вышеупомянутой. Как показано на фиг.2 (3), первые ленты 16, состоящие из вышеупомянутых элементов, в количестве нескольких штук располагаются через определенное расстояние в горизонтальном направлении, перпендикулярном направлению хода первой ленты16.
Номер детали 77, показанной на фиг.2 (3), представляет собой второй опорный элемент, служащий одним из рабочих элементов в третьем примере осуществления, изложенном ниже.
В третьем примере осуществления после рубки ленты шпона нижний валок 31 останавливается в положении, показанном на фиг.12. При этом здесь показывается взаиморасположение первой ленты 16 и плоской поверхности второго опорного элемента 77.
Номер детали 19 представляет собой один из примеров датчиковых систем, способных обнаруживать границу между лентами шпона заданных и незаданных размеров, полученными при лущении чурака 15 посредством лущильного ножа 5.
Данная датчиковая система состоит из нижеследующих элементов.
Номер детали 21 представляет собой ось, прикрепленную к станине (не показанной на фиг.). На оси 21 через подшипник устанавливаются складные рычаги 23 в количестве нескольких штук, выполненные с возможностью перегибания вокруг оси 21 и расположенные через определенное расстояние вдоль оси 21.
Как показано на фиг.1, на стороне верхнего конца каждого складного рычага 23 располагается микровыключатель 25, прикрепленный к станине (не показанной на фиг.), с возможностью включения при соприкосновении с верхним концом упомянутого складного рычага 23.
А также на нижнем конце каждого складного рычага 23 устанавливается через подшипник ролик 27 с возможностью свободного вращения.
Когда лента шпона 15, полученная при лущении чурака, перевозится в сторону знака стрелки на первой ленте 16 и проходит под роликом 27, входящий в состав датчиковой системы 19, то ролик 27 поднимается вверх.
Когда ролик 27 поднимается вверх, то складной рычаг 23 вращается вокруг оси 21. Если ролик 27 не поднимается выше уровня заданной толщины ленты шпона, то верхний конец складного рычага 23 не отходит от микровыключателя 25, и в результате микровыключатель 25 остается включенным.
Когда ролик 27 поднимается выше уровня заданной толщины ленты шпона, то верхний конец складного рычага 23 отходит от микровыключателя 25, и в результате микровыключатель 25 выключается.
Когда все ролики 27 поднимаются выше уровня заданной толщины ленты шпона и в результате все микровыключатели 25 выключаются, то это означает, что толщина ленты шпона, которая перевозится на первой ленте 16, имеет заданную величину, необходимую для изготовления клееной слоистой древесины.
Перед первой лентой 16 в направлении подачи ленты шпона располагается устройство для раскроя ленты шпона А1.
Устройство для раскроя ленты шпона А1 состоит из элементов, таких как показано на фиг.1, фиг.2 (1) (Вид сбоку в разрезе вдоль штрихпунктирной с двумя точками линии Х-Х из фиг.1) и фиг.2 (2) (Вид сбоку в разрезе вдоль штрихпунктирной с двумя точками линии Z-Z из фиг.2 (1)) .
Как показано на фиг.1, перед первой лентой 16 в направлении подачи ленты шпона имеется показанный штрихпунктирной с двумя точками линией проход В на уровне, соответствующем высоте транспортной поверхности первой ленты 16.
Как показано на фиг.2 (1), номера деталей 30А и 30В представляют собой стойки, расположенные через определенное расстояние в горизонтальном направлении на левой и правой сторонах.
На обе стойки 30А и 30В опираются верхний валок 29 с возможностью свободного вращения и останова, расположенный вверху, и нижний валок с возможностью свободного вращения и останова, расположенный внизу. При этом проход В располагается между упомянутыми обоими валками в вертикальном направлении.
Группа из четырех зубчатых колес 28, служащая одним из примеров элементов передачи вращательного момента к верхнему и нижнему валкам 29 и 31, располагается нижеследующим образом. На верхних сторонах обеих стоек 30А и 30В закрепляются подшипники 34, а также на их нижних сторонах - подшипники 36.
В подшипники 34 вставляется ось 29А, проходящая через оба края верхнего валка 29, а также в подшипники 36 вставляется ось 31А, проходящая через оба края нижнего валка 31. Как показано на фиг. 2 (1), к осям 29А и 31А на наружной стороне правой стойки 30В прикрепляются зубчатые колеса 38А и 38D таким образом, как показано на фиг.2 (1) и (2).
В подшипники 26 и 32, расположенные рядом друг с другом между осью 29А и осью 31А в вертикальном направлении стойки 30В, вставляются ось 40А и ось 40В.
Как показано на фиг.2 (1) и (2), в оси 40А и 40В вставляются зубчатые колеса 38В и 38С, и зубчатые колеса 38А, 38В, 38С и 38D устанавливают так, что они сцепляются друг с другом, затем закрепляют их.
Если группа зубчатых колес 28 устанавливается таким образом, как указано выше, и ось 40В, например, вращается в сторону знака стрелки, как показано на фиг.2 (2), то оси 29А и 31А вращаются по часовой стрелке.
Как показано на фиг.2 (1), правый конец оси 40В присоединяется к серводвигателю 42, служащему одним из примеров привода прерывистого движения.
Серводвигатель 42 устанавливается так, чтобы ось 40В вращалась в сторону знака стрелки, указанную выше. Серводвигатель 42 после получения рабочего сигнала от устройства управления 52 вращает ось 40В или останавливает ее.
Как показано на фиг.1 и фиг.2 (1), к верхнему валку 29 прикрепляется сплошная опора 33, удлиненная в осевом направлении и выступающая в радиальном направлении.
На наружной стороне опоры 33 закрепляется разделочная доска 37 с плоской поверхностью 37А, протянутой сплошно в осевой направлении и выступающей в радиальном направлении.
А также к нижнему валку 31 прикрепляется опора 35, удлиненная в осевом направлении и выступающая в радиальном направлении.
Кроме того, на наружной стороне опоры 35 закрепляется нож 39 с режущей кромкой 39А, выступающий в радиальном направлении и удлиненный в осевом направлении.
Как показано на фиг.1, номер детали 41 представляет собой второй транспортный конвейер, расположенный впереди первой ленты 16 в направлении подачи ленты шпона и постоянно работающий со скоростью, одинаковой со скоростью первой ленты 16.
Транспортная поверхность второго транспортного конвейера 41 находится на уровне ниже транспортной поверхности первой ленты 16.
Впереди второго транспортного конвейера 41 располагаются ножницы для рубки ленты шпона С, выполненные с возможностью раскроя ленты шпона на листы определенной длины L.
Упомянутые ножницы для рубки ленты шпона С состоят из нижеследующих элементов. Номер детали 43 представляет собой валок, осевая линия которого параллельна к оси верхнего валка 29 и который вращается в сторону знака стрелки.
На наружной окружности валка 43 имеются два ножа 46, расположенных симметрично друг другу в направлении вращения, и при этом их режущие кромки направляются наружу в радиальном направлении. Закрепляют два ножа 46 так, чтобы расстояние между их режущими кромками в направлении вращения составило L.
Валок 43 подключается к электродвигателю 45. Как упомянуто ниже, когда валок 43 начинает вращаться из положения остановки, то режущая кромка ножа 46 начинает вращаться со скоростью S, одинаковой со скоростью первой ленты 16, в направлении знака стрелки.
Номер детали 47 представляет собой упорный валок, который поддерживает изнаночную сторону ленты шпона при отрезании ленты шпона посредством лущильного ножа 46 и постоянно вращается со скоростью наружной окружности S, одинаковой со скоростью первой ленты 16.
Поверхность наружной окружности упорного валка 47 покрывается уретановой смолой высокой прочности, но при которой повреждения не наносятся режущей кромке ножа 46.
Ножницы для рубки ленты шпона С получает от датчиковой системы 19 сигнал подтверждения прихода ленты шпона заданных размеров 61, которая транспортируется на первой ленте 16. При этом ножницы для рубки ленты шпона С осуществляют в порядке очередности рубку ленты шпона на листы определенной длины L посредством ножей 46, установленных на постоянно вращающемся валке 43, каждый раз когда передний край (далее именуется - граница Р) ленты шпона заданных размеров проходит прямо под валком 43 и оттуда перемещается на расстояние L.
Номер детали 49 представляет собой третий конвейер, расположенный впереди ножниц для рубки ленты шпона С в направлении подачи шпона и постоянно работающий со скоростью, одинаковой со скоростью хода первой ленты 16.
Номер детали 51 представляет собой известный укладчик форматных листов шпона, полученных при рубке ленты шпона на длину L, где форматные листы шпона укладываются по очереди на подставке 55.
Номер детали 52 представляет собой устройство управления, предназначенное для управления устройством для раскроя шпона А1, ножницами для рубки ленты шпона С и укладчиком форматных листов шпона 51 на основе сигналов, переданных от микровыключателей 25.
При компоновке устройства, упомянутой выше, отдельные элементы приводятся в действие нижеследующим образом. Их исходные положения устанавливаются так, как показано на фиг.1.
Чурак 15 поддерживается посредством кулачков шпинделя 13 на лущильном станке 1, и скорость шпинделя 13 регулируется так, что скорость наружной окружности чурака 15 постоянно составляет S.
Ведущая ось 9 вращается так, что скорость наружной окружности обжимного валка 11 составляет S.
Каждый микровыключатель 25, входящий в состав датчиковой системы 19, включается при соприкосновении с верхним концом каждого складного рычага 23, когда нет ленты шпона на первой ленте 16.
Верхний валок 29 и нижний валок 31, входящие в состав устройства для раскроя ленты шпона А1, останавливаются так, чтобы разделочная доска 37 и нож 39 были расположены в положениях, таких как показано на фиг.1, и переходят в режим ожидания
Ножи 46, входящие в состав ножниц для рубки ленты шпона С, останавливаются в положениях, показанных на фиг.1, и переходят в режим ожидания.
При условии, что все рабочие элементы находятся в исходных положениях, на один оборот шпинделя 13, то есть чурака 15 лущильный суппорт 3 перемещается на заданное расстояние, которое позволяет обеспечить необходимую толщину ленты шпона, в сторону чурака 15.
Далее нож 5, прижимные линейки 7 и обжимные валки 11 прикасаются к наружной окружности чурака 15.
В то же время и обжимные валки 11 дают силу вращения чураку и одновременно с тем прижимные линейки 7 прижимают чурак 15. При этом нож 5 осуществляет лущение чурака 15, и в результате лента шпона 57 получается и перемещается со скоростью S.
Передний край ленты шпона 57 в направлении подачи ленты шпона (далее именуется - передний край ленты шпона) переходит из лущильного суппорта 3 к первой ленте 16 таким образом, как показано на фиг.1.
Лента шпона 57 перевозится еще дальше на первой ленте 16.
Толщина участка, находящегося в районе переднего края ленты шпона, полученной в начальной стадии лущении чурака 15, более тонкая, чем заданная толщина. Такой участок (далее именуется - участок ленты шпона незаданных размеров (шпон-рванина)) не годится для изготовления клееной слоистой древесины.
Лента шпона 57, на переднем крае которой имеется участок шпона-рванины 59, перевозится на первой ленте 16 и проходит под роликом 27, входящим в состав датчиковой системы 19, таким образом, как показано фаг.3 (1).
Ролик 27 поднимается вверх, когда лента шпона 57 проходит под ним. При этом складной рычаг 23 вращается против часовой стрелки, но из-за тонкой толщины участка шпона-рванины 59 верхний конец складного рычага 23 не отходит от микровыключателя 25, и в результате он остается включенным.
Как показано на фиг.3 (1), участок шпона-рванины 59 на районе переднего края ленты шпона выпадает из первой ленты 16 и опускается вниз собственным весом.
Лента шпона перевозится еще дальше, и когда участок ленты шпона, имеющий заданную толщину, как показано на фиг.3 (2), проходит под роликом 27, то складной рычаг 23 еще больше вращается и микровыключатель 25 выключается.
Затем, когда все микровыключатели выключаются, то это означает, что участок ленты шпона заданных размеров проходит под датчиковой системой. Одновременно с этим датчиковая система 19 передает сигнал обнаружения участка ленты шпона заданных размеров к устройству управления 52.
Между тем, граница между участком ленты шпона незаданных размеров 59 и участком ленты шпона заданных размеров 61 обозначается буквой Р, как показано на фиг.3 (2).
Лента шпона 57 продолжает перевозиться на первой ленте 16, и информация о положении границы Р в направлении подачи ленты шпона непрерывно передается к устройству управления 52.
Как показано на фиг.4 (1), когда граница Р на ленте шпона 57 приближается к пространству между верхним валком 29 и нижним валком 31, то устройство управления 52 выдает сигнал на серводвигатель 42 с целью вращать оба валка 29 и 31 так, чтобы момент прихода границы Р к положению прямо под верхним валком 29 согласовался с моментом попадания ножа 39 в разделочную доску 37.
Как показано на фиг.4 (1), верхний и нижний валки 29 и 31 начинают вращаться с одинаковой окружной скоростью S, а также разделочная доска 37 и режущая кромка ножа 39 начинают вращаться. Как показано на фиг.4 (2), лента шпона 57, которая опирается на разделочную доску 37, отрезается ножом 39 по границе Р.
Как показано на фиг.5 (1), участок шпона-рванины 59 падает вниз собственным весом из-за отсутствия поддерживающей его детали после отрезания ленты шпона.
Тогда как участок ленты шпона заданных размеров 61 перевозится в нижеследующем порядке.
Разделочная доска 37 и режущая кромка ножа 39 вращаются с одинаковой окружной скоростью S. Как показано на фиг.4 (2), при отрезании ленты шпона 57 изнаночная сторона участка ленты шпона заданных размеров 61 в районе границы Р попадает в основном в нож 39, который одновременно поддерживает район границы Р. Это хотя бы кратковременно препятствует опусканию вниз участка ленты шпона заданных размеров 61 в районе границы Р после отрезания ленты шпона.
Пока изнаночная сторона участка ленты шпона заданных размеров 61, находящегося в районе границы Р, соприкасается с ножом 39 и опорой 35, данный участок почти не опускается вниз и, как показано на фиг.5 (1), перемещается направо.
Если вращение верхнего и нижнего валков 29 и 31 продолжается еще больше, то район границы Р с участком ленты шпона заданных размеров 61 отходит от ножа 39 и опоры 35, и в результате он ничем не поддерживается и начинает опускаться вниз собственным весом.
Но граница Р и последующий за ней участок ленты шпона заданных размеров 61 перемещается вправо-вниз. Как показано на фиг.5 (2), упомянутый участок уже достигает второго конвейера 41 из-за того, что он располагается ниже уровня поверхности транспортировки ленты шпона на первой ленте 16.
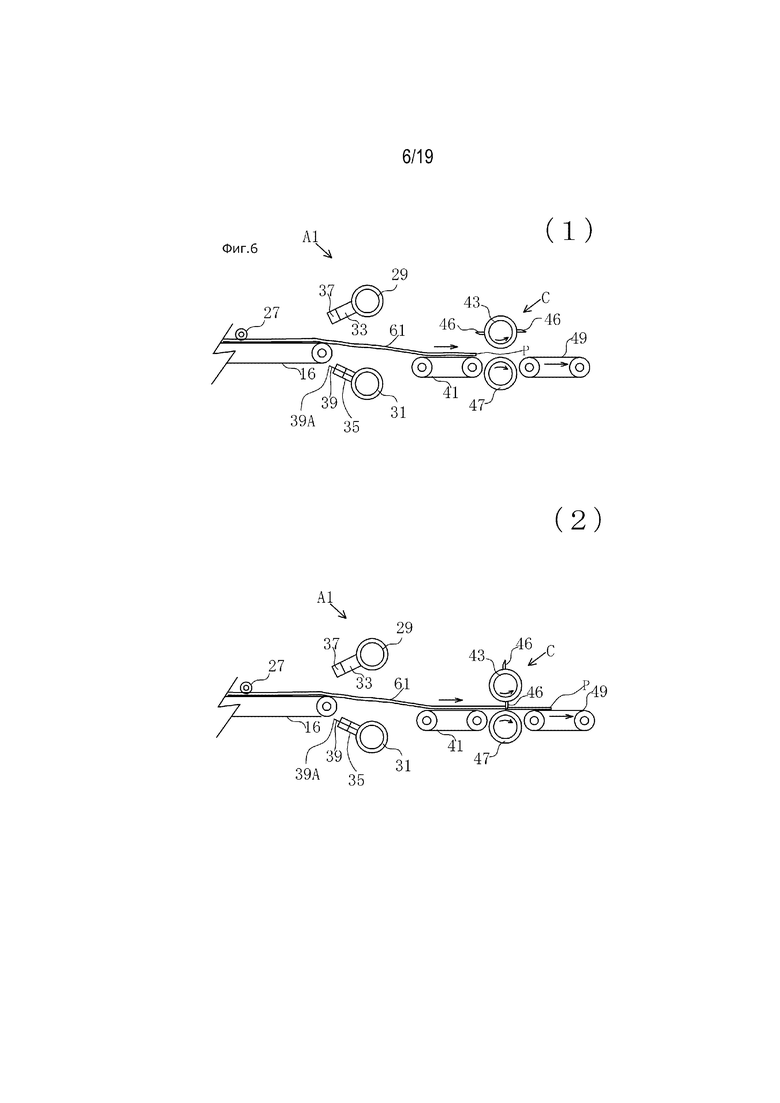
Участок ленты шпона заданных размеров с границей Р, перешедшей ко второму конвейеру 41, перевозится на упомянутом конвейере. Как показано на фиг.6 (1), он перевозится со скоростью S в правую сторону к ножницам для рубки ленты шпона С.
Между тем верхний и нижний валки 29 и 31 вращаются с одинаковой окружной скоростью. Как показано на фиг.6 (1), они останавливаются в исходных положениях и переходят в режим ожидания за счет действия серводвигателя 42 после получения сигнала от устройства управления 52.
Устройство управления 52 подтверждает информацию о текущем положении границы Р, являющейся передним краем участка ленты шпона заданных размеров 61, который перевозится на втором конвейере 41.
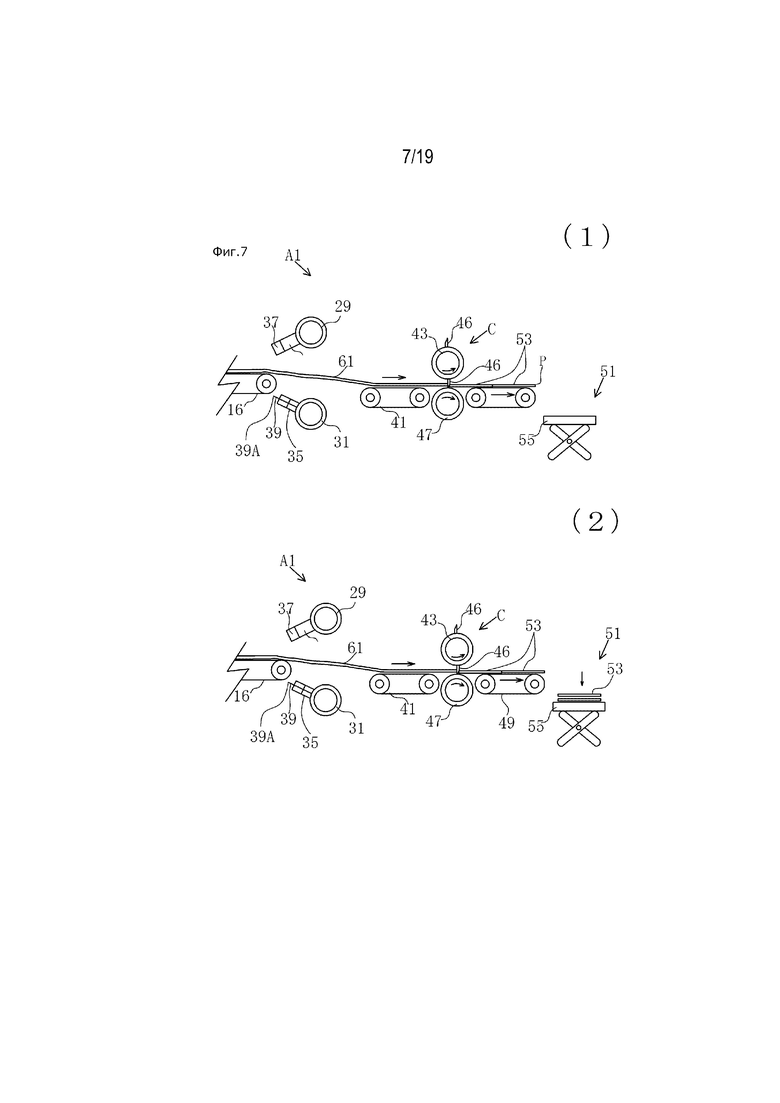
Валок 43, входящий в состав ножниц для рубки ленты шпона С, начинает вращаться за счет сигнала, переданного от устройства управления 52, так, что участок ленты шпона заданных размеров 61 отрезается в тот момент, когда граница Р перемещается на расстояние L в направлении подачи ленты шпона от центра ножниц для рубки ленты шпона С. Валок 43 непрерывно вращается вместе с режущей кромкой ножа 46 с окружной скоростью S.
В результате участок ленты шпона заданных размеров 61 отрезается каждый раз, когда длина упомянутого участка составляет L, как показано на фиг.7 (1), и форматные листы шпона 53 в большом количестве получаются подряд.
Как показано на фиг.7 (2), многочисленные формантные листы шпона 53, полученные таким образом, как упомянуто выше, укладываются в порядке очереди на укладчик 51.
В примере осуществления 1 участок ленты шпона незаданных размеров (шпона-рванины) 59, полученной в начальной стадии лущения чурака 15, без остановки транспортировки ленты шпона 57 отрезается, и одновременно с тем уходит в место, отделенное от пути транспортировки участка ленты шпона заданных размеров 61.
Участок ленты шпона незаданных размеров (шпона-рванины) 59 перевозится на первой ленте 16. Как показано на фиг.3 (1) и (2), он опускается вниз собственным весом из-за отсутствия поддерживающего его элемента в пространстве впереди первой ленты 16 в направлении подачи ленты шпона.
Тогда как участок ленты шпона заданных размеров 61 сразу не опускается вниз за счет ножа 39 или опоры 35, поддерживающей изнаночную сторону упомянутого участка 61 в районе границы Р впереди первой ленты 16 в направлении подачи ленты шпона, как показано на фиг.4 (2) и фиг.5 (1).
В результате участок ленты шпона заданных размеров 61 перевозится по пути, идущему отдельно от пути перевозки участка ленты шпона незаданных размеров 59, как показано на фиг.5 (2).
Лента шпона сортируется на участок ленты незаданных размеров 59 и участок ленты шпона заданных размеров 61 без остановки линии транспортировки, так как существуют отдельные пути транспортировки.
Как показано на фиг.5 (1), изнаночная сторона участка ленты шпона заданных размеров 61 в районе границы Р поддерживается ножом 39 или опорой 35, но есть другой способ поддержки упомянутой стороны.
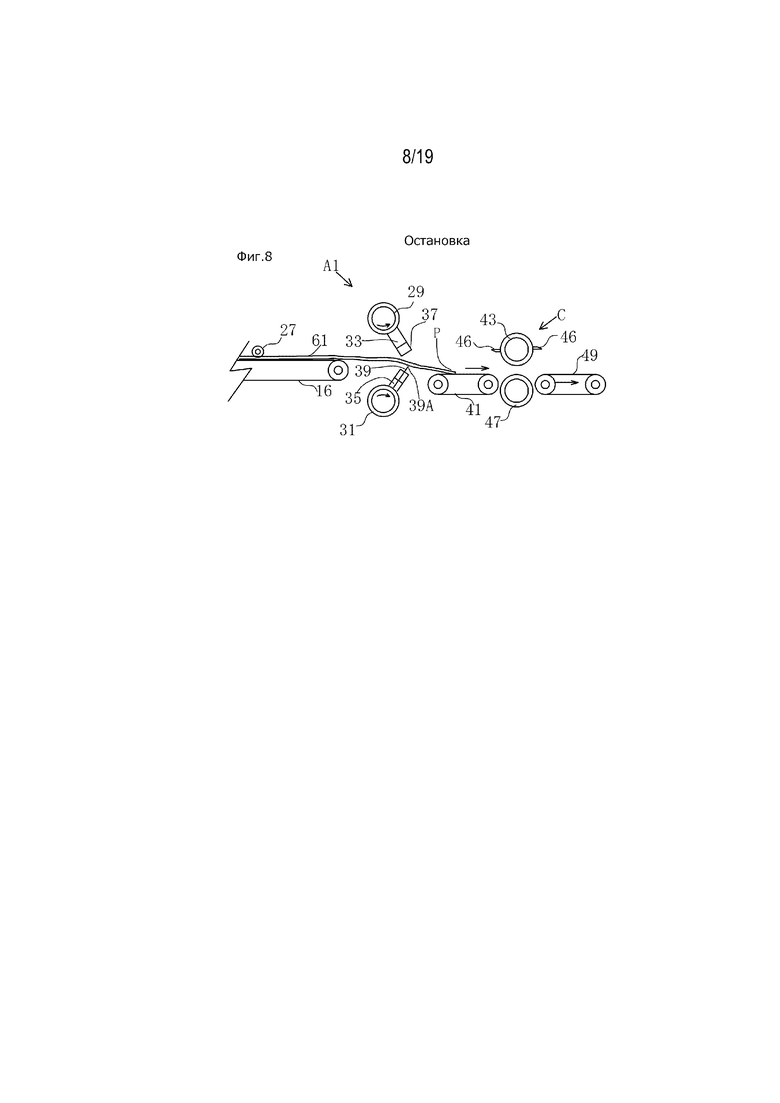
Как показано на фиг.4 (2), лента шпона отрезается ножом 39 при вращении верхнего и нижнего валков 29 и 31, и после процесса, показанного на фиг.5 (1), вращение верхнего и нижнего валков 29 и 31 останавливается в месте, где режущая кромка 39А ножа 39 поддерживает участок ленты шпона заданных размеров 61, таким образом, как показано на фиг.8.
При этом и верхний валок 29 останавливается синхронно с нижним валком 31, связанным с группой зубчатых колес 28.
В результате более надежный переход участка ленты шпона заданных размеров 61 ко второму конвейеру 41 обеспечивается из-за того, что упомянутый участок непрерывно поддерживается режущей кромкой ножа 39.
Теперь поясним пример осуществления 2 предлагаемого изобретения.
В примере осуществления 2 компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона, начиная от лущильного станка 1 до первой ленты 16, включая датчиковую систему 19, а также, начиная от второго конвейера 41 до укладчика 51, соответствует компоновке устройства в примере осуществления 1, за исключением устройства для раскроя ленты шпона А1. В данном примере только оно заменяется устройством для раскроя ленты шпона А2.
Поэтому поясним только конструкцию устройства для раскроя ленты шпона А2.
Устройство для раскроя ленты шпона А2 получается путем дополнительного присоединения к нижнему валку 31, расположенному на устройстве для раскроя ленты шпона А1 в примере осуществления 1, нижеследующих элементов.
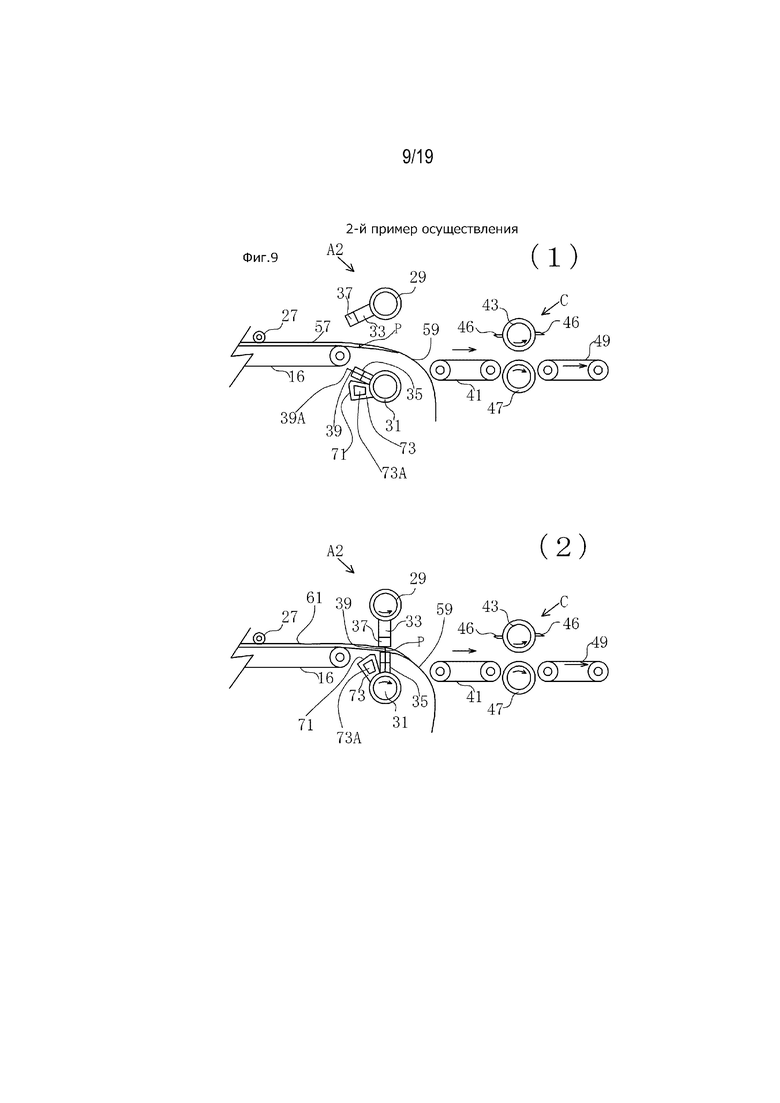
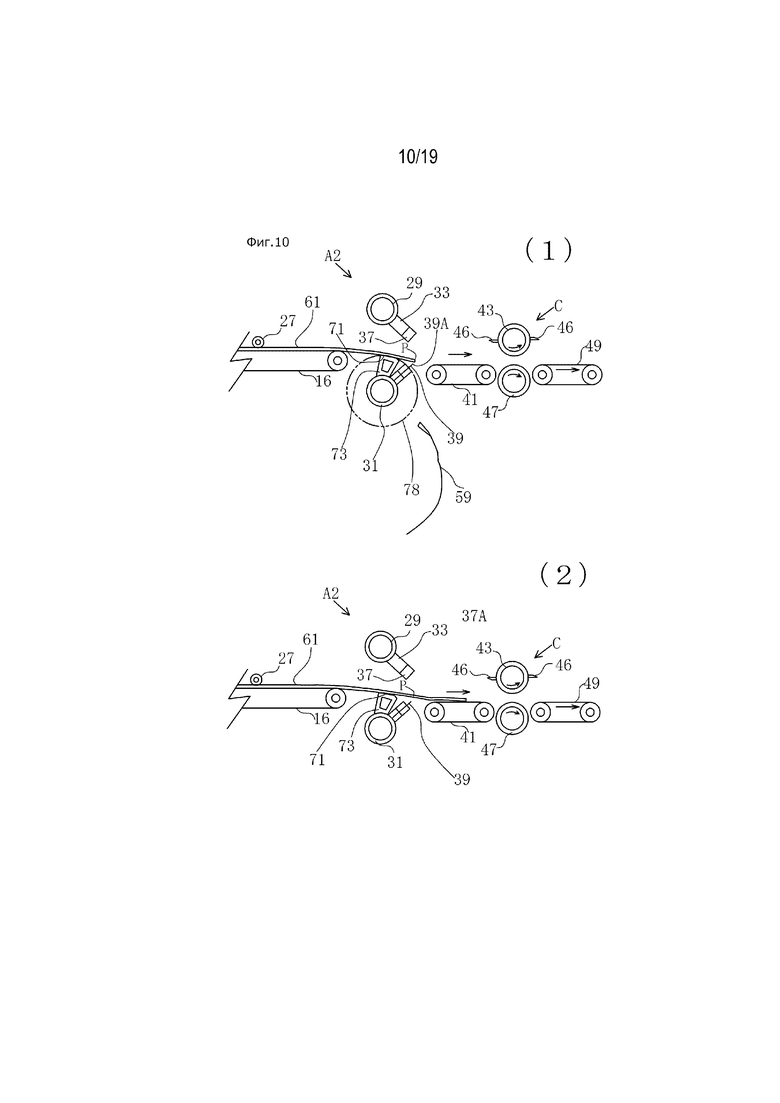
Как показано на фиг.9 (2), первые опорные элементы 73, оснащенные первыми опорными поверхностями 71, в количестве нескольких штук закрепляются на стороне за опорой 35 ножа 39 по наружной окружности нижнего валка 31 и располагаются через определенное расстояние в осевом направлении нижнего валка 31 так, чтобы поддерживать изнаночную сторону участка ленты шпона заданных размеров 61.
Первая опорная поверхность 71 является кривой, почти соответствующей кривой поверхности условного круга 78, показанного штрихпунктирной с двумя точками линией на фиг.10 (1) и имеющего центр, одинаковый с центром вращения нижнего валка 31.
В этой компоновке первая опорная поверхность 71 вращается и останавливается вместе с ножом 39, прикрепленным к нижнему валку 31.
Но предпочтительно, чтобы первая опорная поверхность 71 была сплошной поверхностью, длина которой равна длине ножа 39 в осевом направлении нижнего валка 31.
Если первая опорная поверхность 71 располагается в положении, где она может поддерживать изнаночную сторону участка ленты шпона заданных размеров 61, переходящего от первой ленты 16 ко второму конвейере 41, то допускается, что упомянутая поверхность не соответствует кривой поверхности условного круга 78. Самое главное заключается в том, чтобы поддерживать изнаночную сторону участка ленты шпона заданных размеров 61.
Полая часть 73А, образованная в первом опорном элементе 73, предназначается для того, чтобы уменьшить массу первого опорного элемента 73 и облегчить его быстрое передвижение .
Теперь поясним действия отдельных элементов.
На фиг.9 (1) показываются исходные положения разделочной доски 37 и ножа 39, входящего в состав устройства для раскроя ленты шпона А2. В упомянутых исходных положениях они останавливаются и переходят в режим ожидания. При этом все элементы, за исключением устройства для раскроя ленты шпона А2, располагаются в положениях, показанных на фиг.1 и одинаковых с их положениями в примере осуществления 1.
Как и в примере осуществления 1, лента шпона 57 получается при лущении чурака 15 ножом 5 и перевозится со скоростью S.
Полученная лента шпона 57 переходит к первой ленте 16. На первой ленте 16 граница Р ленты шпона 57 обнаруживается посредством датчиковой системы 19 таким образом, как и в случае примера осуществления 1.
Информация о текущем положении границы Р в направлении подачи ленты шпона постоянно сообщается к устройству управления 52.
Как показано на фиг.9 (1), когда граница Р ленты шпона 57 приближается к пространству между верхним валком 29 и нижним валком 31, то устройство управления 52 выдает сигнал на серводвигатель 42 с целью вращать оба валка 29 и 31, с тем чтобы момент прихода границы Р к положению прямо под верхним валком 29 согласовался с моментом попадания ножа 39 в разделочную доску 37.
Верхний и нижний валки 29 и 31 начинают вращаться в сторону знака стрелки, и через некоторое время разделочная доска 37 и режущая кромка ножа 39 начинают вращаться с одинаковой окружной скоростью S. Как показано на фиг.9 (2), лента шпона 57, которая опирается на разделочную доску 37, отрезается ножом 39 по границе Р и отделяется от участка шпона-равнины 59.
Когда вращающиеся верхний и нижний валки 29 и 31, то есть первая опорная поверхность 71 первого опорного элемента 73 приходит к показанному на фиг.10 (1) положению, где она может поддерживать изнаночную сторону участка ленты шпона заданных размеров 61, которая перевозится на первой ленте 16, то устройство управления 52 выдает сигнал с тем, чтобы остановить вращение обоих валков 29 и 31.
В результате, как и в случае примера осуществления 1, при отрезке ленты шпона, как показано на фиг.9 (2), в основном нож 39 попадает в изнаночную сторону в районе границы Р участка ленты шпона заданных размеров 61, за счет чего граница Р и последующий за ней участок ленты шпона заданных размеров 61 переходят ко второму конвейеру 41.
Когда оба валка 29 и 31 останавливаются в положениях, показанных на фиг.10 (1), то участок ленты шпона заданных размеров 61, как показано на фиг.10 (2), опирается на первую опорную поверхность 71 и тем самым переходит ко второму конвейеру 41.
Как упомянуто выше, в примере осуществления 2 после разделения ленты шпона на участок ленты шпона заданных размеров 61 и участок ленты шпона незаданных размеров 59 путем их отрезки возможно обеспечить более надежную сортировку так, чтобы участок ленты шпона заданных размеров 61 перевозился по одному пути, а участок ленты шпона незаданных размеров 59 - по другому пути.
Первый опорный элемент 73 и нижний валок 31 соединяются в одно целое, и благодаря этому не требуется специальный механизм синхронизации. Он перемещается синхронно с моментом отрезки ленты шпона ножом 39, за счет чего первая опорная поверхность 71 устанавливается в необходимое положение и ожидает прихода ленты шпона.
Остальные работы элементов одинаковы с работами в примере осуществления 1, поэтому здесь их объяснения исключаются.
Теперь поясним пример осуществления 3 предлагаемого изобретения.
В примере осуществления 3 компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона, начиная от лущильного станка 1 до первой ленты 16, включая датчиковую систему 19, а также, начиная от второго конвейера 41 до укладчика 51, соответствует компоновке устройства в примере осуществления 1, за исключением устройства для раскроя ленты шпона А1. В данном примере только оно заменяется устройством для раскроя ленты шпона А3.
Поэтому поясним только конструкцию устройства для раскроя ленты шпона А3. Как показано на фиг.10 (1) в примере осуществления 2, лента шпона 57 отрезается по границе Р ножом 39 при вращении нижнего и верхнего валков 31 и 29, затем, как показано на фиг.10 (2), нижний валок 31 останавливается. При этом изнаночная сторона участка ленты шпона заданных размеров 61, которая перевозится на первой ленте 16, опирается на первую опорную поверхность 71 и тем самым переходит ко второму конвейеру 41.
Но в случае с примером осуществления 2 длина первой опорной поверхности 71 в направлении подачи ленты шпона короткая, и в результате случается нестабильность поддержки переходящей ко второму конвейеру 41 ленты шпона.
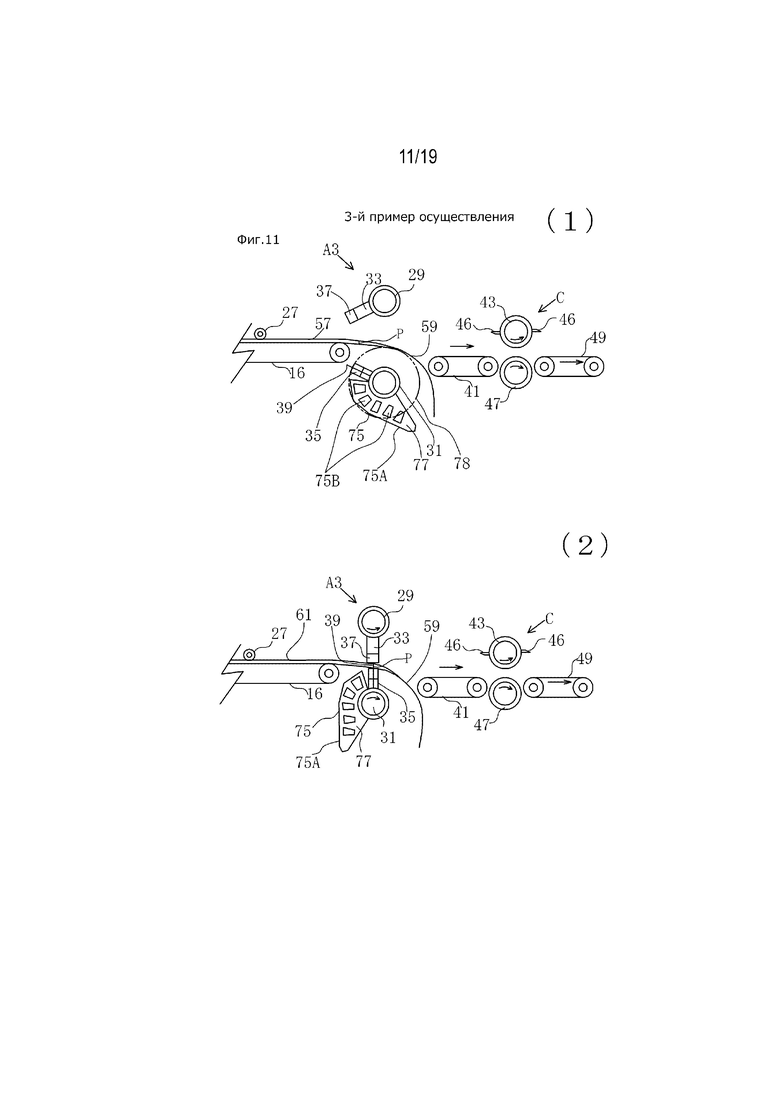
С учетом этого в примере осуществления 3, как показано на фиг.11 (1), в случае с устройством для раскроя ленты шпона А3 опорная поверхность 71 первого опорного элемента 73, использованного в примере осуществления 2, еще больше удлинена сзади первого опорного элемента 73, выполненного с возможностью движения в направлении вращения нижнего валка 31. В результате получается второй опорный элемент 77, оснащенный второй опорной поверхностью 75 и выполненный с возможностью обеспечения более надежного перехода участка ленты шпона заданных размеров 61.
Вторая опорная поверхность 75 состоит из плоской поверхности и кривой поверхности, почти соответствующей кривой поверхности условного круга 78, показанного штрихпунктирной с двумя точками линией на фиг.11 (1) и имеющего центр, одинаковый с центром вращения нижнего валка 31.
Вторая опорная поверхность 75 имеет поверхность 75А, выступающую за пределы условного круга 78, в положении, находящемся на ее задней стороне второй опорной поверхности 75.
Как упомянуто ниже, если вторая опорная поверхность 75, как и первая опорная поверхность 71, может поддерживать с изнанки участок ленты шпона заданных размеров 61 при его переходе от первой ленты 16 ко второму конвейеру 41, то допускается, что она не соответствует поверхности условного круга 78.
Полая часть 73В, образованная во втором опорном элементе 77, предназначается для того, чтобы уменьшить массу второго опорного элемента 77 и облегчить его быстрое передвижение .
Вторые опорные элементы 77, как и первые опорные элементы 73, в количестве нескольких штук располагаются и закрепляются через определенное расстояние в осевом направлении нижнего валка 31.
Компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона в примере осуществления 3 такая, как изложено выше. Теперь поясним действия отдельных элементов.
Как и в случае с примером осуществления 1, граница Р ленты шпона 57, которая перевозится на первой ленте 16, обнаруживается посредством датчиковой системы 19, и устройство управления 52 после получения сигнала обнаружения границы Р выдает сигнал на серводвигатель 42 с тем, чтобы он сработал. В результате верхний и нижний валки 29 и 31, находящиеся в положениях, показанных на фиг.11 (1), начинают вращаться, и в результате лента шпона 57 отрезается по границе Р таким образом, как показано на фиг.11 (2).
При этом второй опорный элемент 77 находится в положении, где он не мешает опусканию вниз участка ленты шпона незаданных размеров 59 собственным весом. Как и в случае с предыдущими примерами осуществления, участок ленты шпона незаданных размеров 59 падает вниз и удаляется.
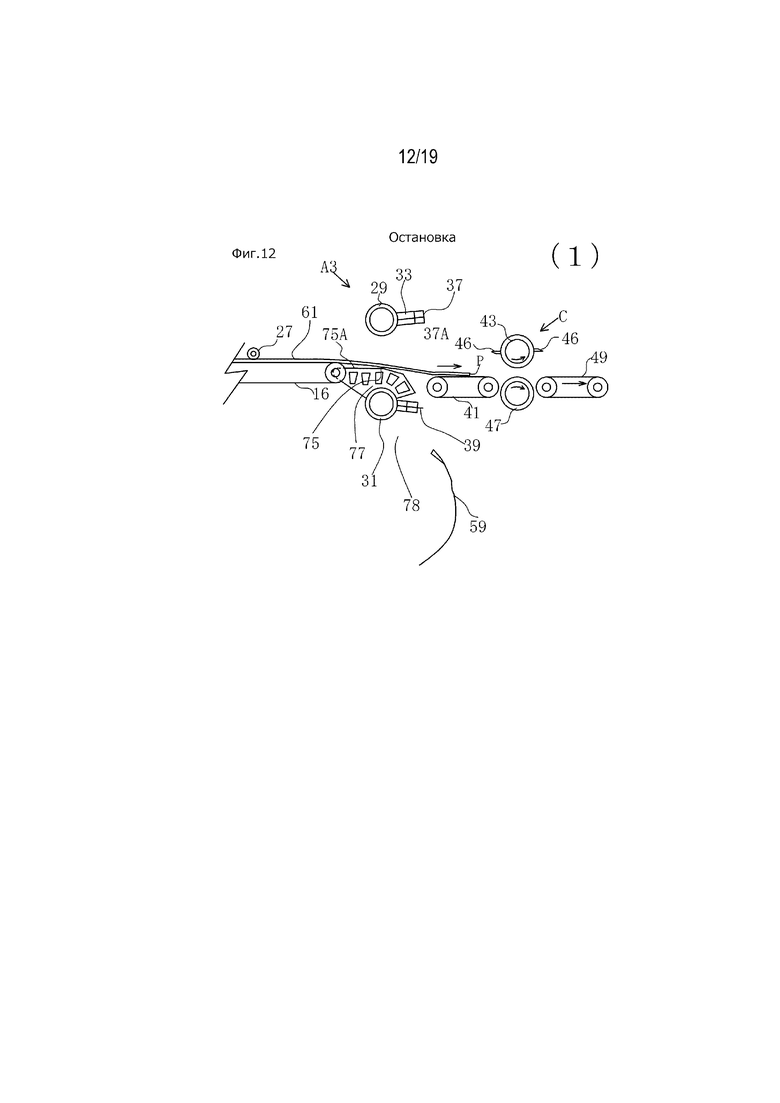
Вслед за тем, верхний и нижний валки 29 и 31 останавливаются в положениях, показанных на фиг.12 (1).
Как показано на фиг.12 (1) и 2 (3), вторая опорная поверхность 75 второго опорного элемента 77 почти перекрывает пространство между первой лентой 16 и вторым конвейером 41.
Как показано на фиг.2 (3), выступающие поверхности 75А вторых опорных элементов 77 находятся между первыми лентами 16, расположенными рядом друг с другом в горизонтальном направлении, перпендикулярном направлению подачи ленты шпона.
В результате участок ленты шпона заданных размеров 61 продолжает опираться на вторые опорные поверхности 75 и надежно переходит от первой ленты 16 ко второму конвейеру 41.
При этом верхний валок 29 также останавливается синхронно с нижним валком 31 через упомянутую группу зубчатых колес 28.
Теперь поясним пример осуществления 4 предлагаемого изобретения.
В примере осуществления 4 компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона, начиная от лущильного станка 1 до первой ленты 16, включая датчиковую систему 19, а также, начиная от второго конвейера 41 до укладчика 51, соответствует компоновке упомянутого устройства в примере осуществления 1, за исключением устройства для раскроя ленты шпона А1. В данном примере только оно заменяется устройством для раскроя ленты шпона А4.
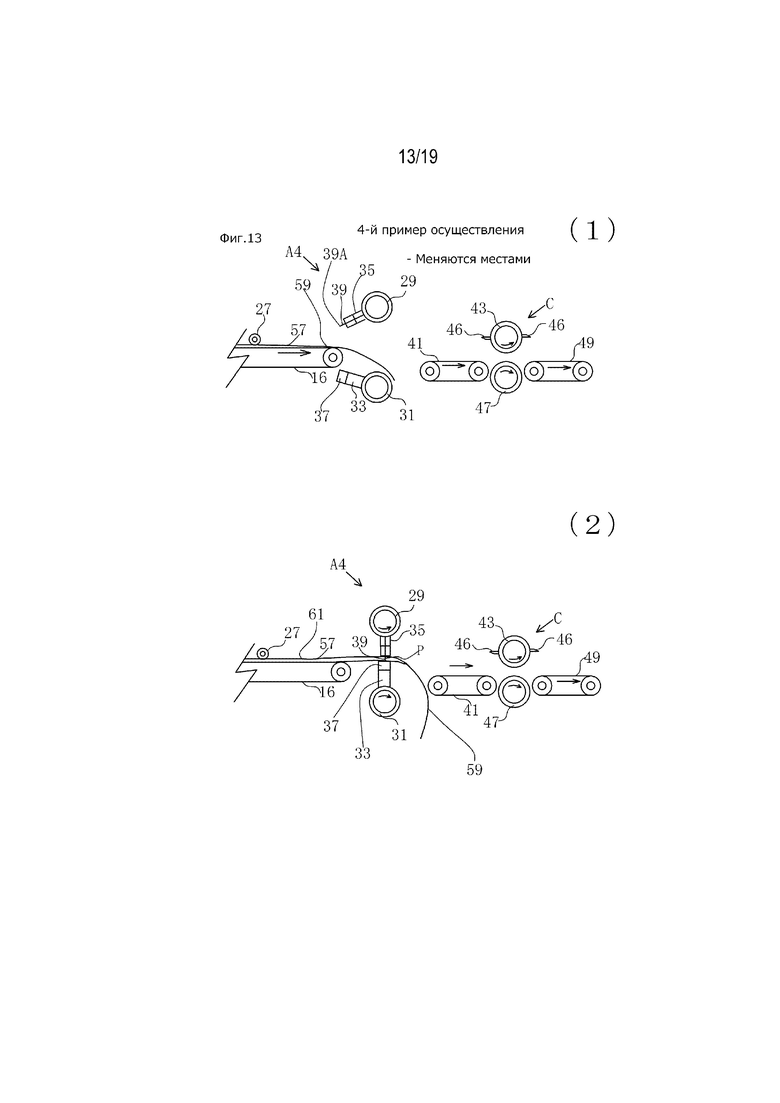
В случае с устройством для раскроя ленты шпона А4, - рабочие элементы, установленные на верхний и нижний валки 29 и 31 в примере осуществления 1, взаимно меняются местами.
Как показано на фиг.13 (1), на верхний валок 29 устанавливаются опора 35 и нож 39, использованные для нижнего валка 31 в примере осуществления 1, а также на нижний валок 31 устанавливаются опора 33 и разделочная доска 37, использованные для верхнего валка 29 в примере осуществления 1.
Кроме того, например, момент выдачи рабочего сигнала от устройства управления 52 соответствует моменту выдачи рабочего сигнала в случае с примером осуществления 1.
Компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона в примере осуществления 4 такая, как изложено выше. Теперь поясним действия отдельных элементов.
Как и в случае с примером осуществления 1, граница Р ленты шпона 57, которая перевозится на первой ленте 16, обнаруживается посредством датчиковой системы 19, и устройство управления 52 после получения сигнала обнаружения границы Р выдает сигнал на серводвигатель 42 с тем, чтобы он сработал. В результате верхний и нижний валки 29 и 31, находящиеся в положениях, показанных на фиг.13 (1), начинают вращаться, и в результате лента шпона 57отрезается по границе Р таким образом, как показано на фиг.13 (2).
Как показано на фиг.14 (1), если оба валка 29 и 31 продолжают вращаться, то участок в районе границы Р ленты шпоны заданных размеров 61 опирается на поверхность 37А разделочной доски 37 и одновременно с тем перемещается.
Если оба валка 29 и 31 вращаются еще больше и приходят к положениям, показанным на фиг.14 (2), то устройство управления 52 выдает сигнал на серводвигатель 42 с тем, чтобы остановить вращение обоих валков 29 и 31 и перевести их в режим ожидания.
В результате участок ленты шпона заданных размеров 61, находящийся на задней стороне границы Р в направления подачи ленты шпона, опирается на разделочную доску 37 и одновременно с тем переходит ко второму конвейеру 41.
Само собой разумеется, что допускается, что оба валка 29 и 31 не останавливаются в положениях, показанных на фиг. 14 (2), а продолжают вращаться до исходных положений и там останавливаются.
Теперь поясним пример осуществления 5 предлагаемого изобретения.
В примере осуществления 5 компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона, начиная от лущильного станка 1 до первой ленты 16, включая датчиковую систему 19, а также, начиная от второго конвейера 41 до укладчика 51, соответствует компоновке упомянутого устройства в примере осуществления 1, за исключением устройства для раскроя ленты шпона А1. В данном примере только оно заменяется устройством для раскроя ленты шпона А5.
В случае с устройством для раскроя ленты шпона А5, - на нижний валок 31, оснащенный опорой 33 и разделочной доской 37 и показанный в примере осуществления 4, устанавливается первый опорный элемент 73, показанный в примере осуществления 2, таким образом, как показано на фиг.15 (1).
А также в примере осуществления 5 отрезка ленты шпона по границе Р осуществляется таким же образом, как показано на фиг.13 (2). Вращение обоих валков 29 и 31 останавливается в положениях, показанных на фиг.15 (1), и ставится в режим ожидания, а также тем самым лента шпона опирается на первый опорный элемент 73 и переходит ко второму конвейеру 41.
Теперь поясним пример осуществления 6 предлагаемого изобретения.
И в примере осуществления 6 только устройство для раскроя ленты шпона А5, использованное в примере осуществления 5, заменяется устройством для раскроя ленты шпона А6.
Как показано на фиг.15 (2), на нижний валок 31 устанавливается второй опорный элемент 77, показанный в примере осуществления 3, вместо первого опорного элемента 73, входящего в состав устройства для раскроя ленты шпона А5 в примере осуществления 5.
Вращение и остановка обоих валков 29 и 31 осуществляются таким же образом, как и в примере осуществления 5.
Когда нижний валок 31 останавливается в положении, показанном на фиг.15 (2), то участок ленты шпона заданных размеров 61 более надежно переходит ко второму конвейеру 41.
Теперь поясним пример осуществления 7 предлагаемого изобретения.
Если даже лента шпона 57, полученная при лущении чурака ножом 5 на лущильном станке 1 так, как показано на фиг.1, имеет большую толщину или является крепким материалом, то устройство в примере осуществления 7 выполняется с возможностью устранения таких проблем.
В данном случае передний край участка ленты шпона незаданных размеров 59 при выходе из первой ленты 16 меньше прогибается вниз собственным весом.
Например, как показано штрихпунктирной с двумя точками линией на фиг.3 (1), участок ленты шпона незаданных размеров 59 мало прогибается вниз.
Если лента шпона 57 из крепкого материала перевозится и отрезается по границе Р, то участок ленты шпона незаданных размеров 59 после выхода из первой ленты 16 почти не прогибается и переходит ко второму конвейеру 41. В результате невозможно разделить ленту шпона на участок заданных размеров и участок незаданных размеров.
С тем чтобы предотвратить такие проблемы, компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона в примере осуществления 7 нижеследующая.
Когда устройство для рубки и сортировки ленты лущеного шпона А7 находится в исходном положении, то на верхнем валке 29 закрепляется направляющая 81, оснащенная плоской поверхностью 81А, наклонной вниз в направлении подачи ленты шпона и пересекающейся с проходом В, показанным штриховой линией на фиг.16 (1), и служащая одним из примеров элементов, обеспечивающих перемещение.
Как показано на фиг.16 (2), которая является видом в разрезе вдоль штрихпунктирной с двумя точками линии R-R из фиг.16 (1), направляющие 81 в количестве нескольких штук располагаются через определенное расстояние в осевом направлении верхнего валка 29 и прикрепляются к нему.
Кроме того, в этом примере располагаются опора 33, опора 35, разделочная доска 37, нож 39, вторая опорная поверхность 75 и второй опорный элемент 77, такие же, как показано на 11 (1) в примере осуществления 3.
А также момент выдачи сигнала срабатывания от устройства управления 52 совпадает с моментом выдачи данного сигнала в примере осуществления 1 и т.д.
Компоновка предлагаемого устройства для рубки и сортировки ленты лущеного шпона в примере осуществления 7 такая, как изложено выше. Теперь поясним действия отдельных элементов. Как показано на фиг.16 (1), когда направляющая 81 находится в исходном положении и в режиме ожидания, то лента шпона 57, которая является крепким материалом и мало прогибается вниз, перевозится на первой ленте 16.
Так как передний край ленты шпона из крепкого материала мало прогибается вниз, он пытается перейти ко второму конвейеру 41.
Но перед ним стоит направляющая 81, и в результате он попадает в поверхность 81А направляющей 81, что приводит к опусканию вниз упомянутого переднего края.
Как упомянуто выше, за счет рабочего сигнала от устройства управления 52 верхний и нижний валки 29 и 31 приводятся во вращение с тем, чтобы отрезать ленту шпона по границе Р. При этом направляющая 81 вращается против часовой стрелки так, как показано на фиг.16 (1), и отходит от переднего края ленты шпона. Тогда его опускание вниз прекращается.
Но так как упомянутый передний край ленты шпона продолжает опускаться вниз до отхода направляющей 81 от места, он уже не может переходить ко второму конвейеру 41.
Если оба валка 29 и 31 продолжают вращаться, то лента шпона отрезается по границе Р и, как показано на фиг.17 (1), разделяется на участок ленты шпона незаданных размеров 59 и участок ленты шпона заданных размеров 61.
Как показано на фиг.17 (1), участок ленты шпона незаданных размеров 59 проседает и падает вниз собственным весом.
Как показано на фиг.17 (2), вращение обоих валков 29 и 31 останавливается в таких же положениях, как показано на фиг.12 в примере осуществления 3
В результате участок ленты шпона заданных размеров 61 опирается на вторую опорную поверхность 75 второго опорного элемента 77 и тем самым переходит ко второму конвейеру 41.
Ниже приведены дополнительные примеры осуществления предлагаемого изобретения:
1. Предпочтительно установить направляющую 81, показанную в примере осуществления 7, на верхний валок 29, показанный на фиг. 1-8 в примере осуществления 1, на фиг. 9 (1) - 10 (2) в примере осуществления 2, на фиг.11 (1) - 12 в примере осуществления 3, на фиг.13 (1) - 14 (2) в примере осуществления 4, на фиг. 15 (1) в примере осуществления 5 и на фиг.15 (2) в примере осуществления 6.
То есть, например, если направляющая 81 устанавливается на верхний валок 29, показанный на фиг.13 (1) в примере осуществления 4, то передний край участка ленты шпона незаданных размеров 59 попадает в поверхность 81А направляющей 81 и опускается вниз.
А также если направляющая 81 устанавливается на верхний валок 29, показанный на фиг.15 (2) в примере осуществления 6, то передний край участка ленты шпона незаданных размеров 59 попадает в поверхность 81А направляющей 81 и опускается вниз.
При этом предпочтительно образовать кривую поверхность 81В на направляющей 81 вместо поверхности 81А.
2. В отдельных примерах осуществления листы шпона, полученные после отрезки ленты шпона на определенную длину L посредством ножниц для рубки ленты шпона С, укладываются в порядке очереди на укладчик 51.
Но предпочтительно намотать ленту шпона на известное мотовило без ее отрезки на определенную длину L посредством ножниц для раскроя ленты шпона С.
3. Датчиковая система выполняется с возможностью обнаружения границы Р между участком ленты шпона незаданных размеров 59 и участком ленты шпона заданных размеров 61 до прихода ленты шпона 57 к пространству между верхним и нижним валками 29 и 31. Если такая функция обеспечивается, то любая система обнаружения допускается.
Посредством известного устройства для измерения трехмерной геометрии формы чурака заранее измеряют трехмерную геометрию чурака 15. Как упомянуто выше, определяют центр вращения чурака, где можно обеспечить максимальный выход шпона при лущении чурака ножом 5 на лущильном станке 1.
Подают чурак 15 к лущильному суппорту 3 так, чтобы центр вращения чурака 15 совпал с центром вращения шпинделя 13.
Лущение чурака 15 осуществляется ножом 5 при вращении обжимных роликов 11 и шпинделя 13.
Лущение чурака 15 начинается, когда вращательная сила обжимных роликов 11 и шпинделя 13 возрастает до определенной степени. А также трехмерная геометрия чурка 15 заранее известна. На этой основе может быть известно, когда граница Р между участком ленты шпона незаданных размеров 59 и участком ленты шпона заданных размеров 61 проходит под ножом 5, если шпиндель 13 вращается в течение определенного периода времени.
При этом информация о прохождении границы Р под ножом 5 передается к устройству управления 52.
Устройство управления 52 определяет время прихода границы Р к устройству для раскроя ленты шпона А1 и др. на основе скорости S хода первой ленты 16 таким же образом, как и в случае с устройством для рубки и сортировки лущеного шпона, с тем чтобы вращать верхний и нижний валки 29 и 31 в соответствии с моментом отрезки ленты шпона и отрезать ленту шпона по границе Р с помощью разделочной доски 37 и ножа 39.
4. Вместо упомянутой датчиковой системы предпочтительно использовать нижеследующий способ.
Оператор лущильного станка 1 визуально проверяет состояние ленты шпона 57, получаемой при лущении чурака 15 ножом 5 на лущильном станке 1. На этой основе оператор предполагает будущее положение границы Р и передает информацию о ее предположительном положении к устройству управления 52 с тем, чтобы вовремя отрезать ленту шпона по границе Р.
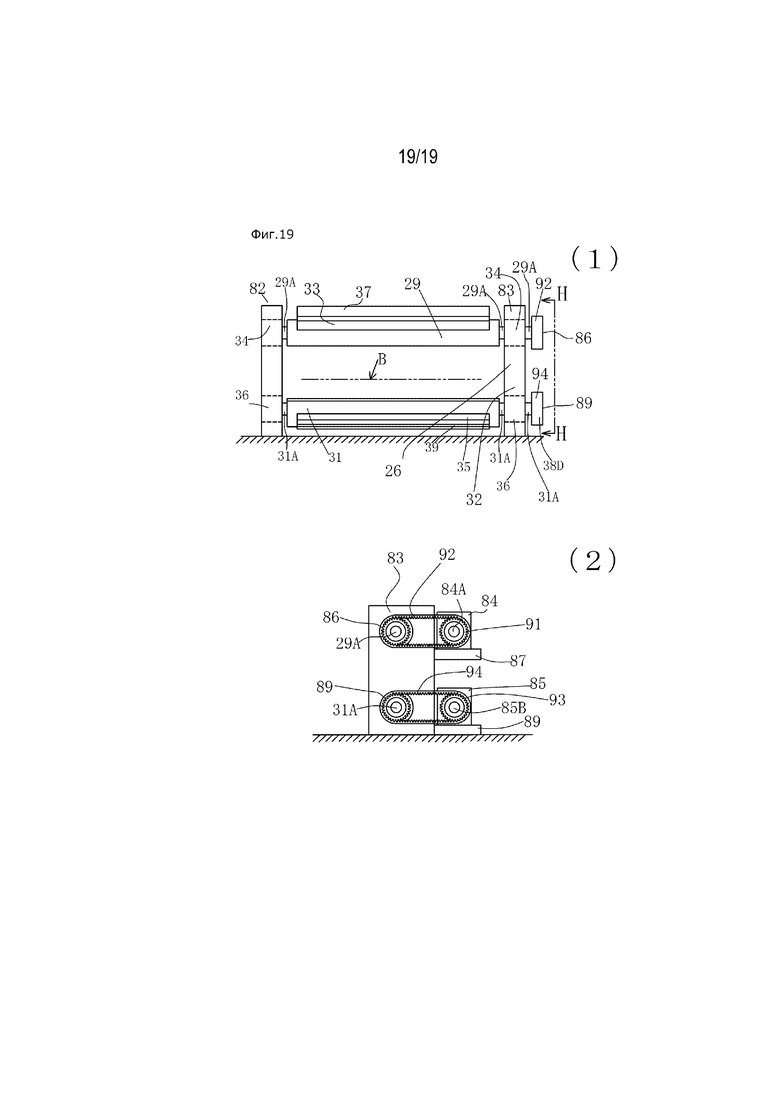
5. В качестве элемента передачи вращательного момента предпочтительно использовать нижеследующий механизм вместо группы зубчатых колес 28, показанной на фиг.2 (2).
Как показано на фиг.19 (1), располагают в горизонтальном направлении через определенное расстояние стойки 82 и 83 таким же образом, как показано на фиг.2 (1).
На стойку 83, показанной на фиг.19 (1), ось 29А верхнего валка 29 и ось 31А нижнего валка 31 опираются с возможностью свободного вращения на подшипники 34 и 36 таким же образом, как показано на фиг.2 (2).
С тем чтобы вращать и остановить ось 29А и ось 31А, серводвигатели 84 и 85 устанавливаются нижеследующим образом.
Как показано на фиг.19 (2), серводвигатели 84 и 85 закрепляются на опорных кронштейнах 87 и 89, расположенных через определенное расстояние в вертикальном направлении на правой стороне стойки 83.
На правых краях осей 29А и 31А, показанных на фиг.19 (1), устанавливаются шкивы для зубчатых ремней 86 и 89 (далее именуется - шкив).
Кроме того, на оси вращения 84А и 85А серводвигателей 84 и 85 устанавливаются шкивы 91 и 93.
На шкивы 86 и 91 устанавливается зубчатый ремень 92, а также на шкивы 89 и 93 устанавливается зубчатый ремень 94.
В такой компоновке устройства, как упомянуто выше, посредством устройства управления 52, куда заранее введены необходимые данные, ось 29А вращается и останавливается от серводвигателя 84, а также ось 31А вращается и останавливается от серводвигателя 85, причем они могут работать независимо друг от друга.
То есть, как показано на фиг.8 в примере осуществления 1, на фиг.10 (1) в примере осуществления 2, на фиг.12 в примере осуществления 3, на фиг.14 (2) в примере осуществления 4, на фиг.15 (1) в примере осуществления 5, на фиг.15 (2) в примере осуществления 6, при остановке вращающегося верхнего и нижнего валков 29 или 31 устройство управления 52 выдает сигнал остановки только на серводвигатель 85, а не выдает сигнал остановки на серводвигатель 84.
В результате нижний валок 31 приводится в останов, за счет чего участок ленты шпона заданных размеров 61 продолжает поддерживаться, а верхний валок 29 вращается до положения, где разделочная доска 37 или нож 39 находится достаточно далеко от прохода В. Тогда устройство управления 52 выдает сигнал остановки на верхний валок 29.
Поэтому, как показано на фиг.15 (2), при переходе участка ленты шпона заданных размеров 61 ко второму конвейеру 41 разделочная доска 37 или нож 39 почти не соприкасается с участком ленты шпона заданных размеров 61, что позволяет обеспечить более надежный его переход.
После перехода участка ленты шпона заданных размеров 61 ко второму конвейеру 41 устройство управления 52 выдает сигнал вращения на верхний и нижний валки 29 и 31, и когда они приходят к исходным положениям, показанным на фиг.1, то они останавливаются.
6. Во всех примерах осуществления, первая лента 16 располагается выше уровня второго конвейере 41, как показано на фиг.1.
Но если скорость хода S составляет, например, 150м/мин. и направляющая 81 устанавливается на выходе первой ленты 16, несмотря на то, что первая лента 16 и второй конвейер 41 располагаются почти на одном и том же уровне, то участок ленты шпона заданных размеров 61 может переходить ко второму конвейеру 41 и одновременно с тем участок ленты шпона незаданных размеров 59 падает вниз и устраняется.
7. Как показано на фиг.10 (2) в примере осуществления 2, на фиг.12 (1) в примере осуществления 3, на фиг. 14 (2) в примере осуществления 4, на фиг.15 (1) в примере осуществления 5, на фиг.15 (2) в примере осуществления 6, когда нижний валок 31 останавливается, то участок ленты шпона заданных размеров 61 опирается на первый опорный элемент 73 или второй опорный элемент 77, и одновременно с тем перемещается.
Но предпочтительно перемещать участок ленты шпона заданных размеров 61 без остановки нижнего валка 31 таким образом, как показано на фиг.5 (2).
При этом длительность поддерживания участка ленты шпона заданных размеров 61 посредством первого опорного элемента 73 или второго опорного элемента 77 при переходе ко второму конвейеру 41 сокращается, вместе с тем передний край участка ленты шпона заданных размеров 61 в направлении подачи ленты шпона может переходить ко второму конвейеру 41. В результате участок ленты шпона незаданных размеров 59 падает вниз и устраняется.
8. В примерах осуществления, указанных выше, первые опорные элементы 73 или вторые опорные элементы 77 в количестве нескольких штук располагаются через определенное расстояние в осевом направлении на нижнем валке 31. Упомянутые опорные элементы могут достаточно поддерживать участок ленты шпона заданных размеров 61.
Но предпочтительно сделать как первый опорный элемент 73, так и второй опорный элемент 77 сплошным и одним целым в осевом направлении упомянутого валка, несмотря на то, что общая масса устройства увеличивается.
9. В примерах осуществления, указанных выше, первая опорная поверхность 71 первого опорного элемента 73 и вторая опорная поверхность 75 второго опорного элемента 77 являются сплошными поверхностями без отверстий в направлении вращения.
Но предпочтительно, чтобы они были прерывистыми опорными поверхностями в количестве нескольких штук в направлении вращении. При этом допускается, что каждая из них образована в виде ступеньки, направленной внутрь в радиальном направлении, из-за того, что имеется возможность падения вниз переднего края ленты шпона в прорезь между прерывистыми поверхностями, если упомянутые прерывистые поверхности находятся на почти одном и том же уровне
10. В качестве привода прерывистого движения предпочтительно, кроме серводвигателей, приведенных в примерах осуществления, использовать и шаговый двигатель, выполненный с возможностью управления вращением и остановкой, и т.п.
Ссылочные обозначение
1 Лущильный станок
5 Нож
11 Обжимной ролик
13 Шпиндель
15 Чурак
17 Первый конвейер
19 Датчиковая система
28 Группа зубчатых колес
29 Верхний валок
31 Нижний валок
А1 Устройство для раскроя ленты шпона
37 Разделочная доска
39 Нож
41 Второй конвейер
С Ножницы для рубки ленты шпона
46 Нож
47 Упорный валок
Х Граница
51 Укладчик
53 Форматный лист шпона
81 Направляющая
86 Шкив для зубчатого ремня
89 Шкив для зубчатого ремня
92 Зубчатый ремень
94 Зубчатый ремень
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ТРАНСПОРТИРОВКИ ЛУЩЕНОГО ШПОНА, РУБКИ И УКЛАДКИ ЛИСТОВ В СТОПУ | 2007 |
|
RU2348516C1 |
| СПОСОБ ЛУЩЕНИЯ ЧУРАКА (ВАРИАНТЫ) И ЛУЩИЛЬНЫЙ СТАНОК (ВАРИАНТЫ) | 2010 |
|
RU2463158C2 |
| ЛИНИЯ ЛУЩЕНИЯ-РУБКИ ШПОНА | 1973 |
|
SU388884A1 |
| ЛУЩИЛЬНЫЙ СТАНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2020 |
|
RU2800524C2 |
| Способ измельчения древесных отходов в щепу | 1987 |
|
SU1604614A1 |
| ЛУЩИЛЬНЫЙ СТАНОК | 1995 |
|
RU2084336C1 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| УСТРОЙСТВО ЛУЩИЛЬНОГО НОЖА С ВИНТОВЫМ РЕГУЛЯТОРОМ ВЫСОТЫ НОЖА СЪЕМНОГО ТИПА | 2018 |
|
RU2725955C2 |
| СТАНОК ДЛЯ ВИБРОЛУЩЕНИЯ ШПОНА | 2000 |
|
RU2209722C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАРАНДАШНОЙ ДОЩЕЧКИ | 2011 |
|
RU2484976C1 |


Изобретение относится к деревообработке, в частности к устройству для рубки и сортировки ленты лущеного шпона. Устройство содержит первый ведущий верхний валок и второй ведущий нижний валок. Элемент передачи вращательной силы расположен на стороне прохода ленты шпона и соединен с ведущими валками. Привод прерывистого движения соединен с элементом передачи вращательной силы и выполнен с возможностью свободного вращения и остановки. Входной конвейер выполнен с возможностью перевозки ленты шпона в пространство между первым ведущим валком и вторым ведущим валком. Выходной конвейер выполнен с возможностью вывозки ленты шпона из пространства между первым ведущим валком и вторым ведущим валком. Устройство управления выполнено с возможностью выдачи сигнала срабатывания на привод прерывистого движения для вращения обоих ведущих валков после получения сигнала приближения обнаруженной посредством датчиковой системы границы ленты шпона к пространству между первым ведущим валком и вторым ведущим валком. Повышается производительность устройства. 6 з.п. ф-лы, 19 ил.
1. Устройство для рубки и сортировки ленты лущеного шпона, содержащее: а) первый ведущий верхний валок (29) и второй ведущий нижний валок (31), которые расположены на заданном расстоянии друг от друга через проход ленты шпона, находящийся между ведущими валками (29, 31) в вертикальном направлении, и осевые линии которых параллельны друг другу; б) элемент (28) передачи вращательной силы, расположенный на стороне прохода ленты шпона, соединенный с ведущими валками (29, 31) и выполненный с возможностью вращения валков (29, 31) в одном и том же направлении; в) по меньшей мере один привод (42) прерывистого движения, соединенный с элементом (28) передачи вращательной силы и выполненный с возможностью свободного вращения и остановки; г) опору (35) для ножа, установленную на один из ведущих валков (29, 31) и выступающую наружу в радиальном направлении; д) нож (39), установленный на наружной стороне опоры (35) для ножа в радиальном направлении, имеющий режущую кромку (39а), направленную наружу в радиальном направлении и проходящую по существу вдоль всей опоры (35) для ножа в осевом направлении; е) опору (33) для разделочной доски, установленную на другой из двух ведущих валков (29, 31) и выступающую наружу в радиальном направлении; ж) разделочную доску (37), установленную на наружной стороне опоры (33) для разделочной доски в радиальном направлении и проходящую по существу вдоль всей опоры (33) для разделочной доски в осевом направлении ведущего валка; з) входной конвейер (16), выполненный с возможностью перевозки ленты шпона в пространство между первым ведущим валком и вторым ведущим валком; и) выходной конвейер (41), выполненный с возможностью вывозки ленты шпона из пространства между первым ведущим валком и вторым ведущим валком; к) датчиковую систему (19), выполненную с возможностью обнаружения границы между участком ленты шпона незаданных размеров и участком ленты шпона заданных размеров до прихода ленты шпона к пространству между первым ведущим валком и вторым ведущим валком; и л) устройство управления, выполненное с возможностью выдачи сигнала срабатывания на привод прерывистого движения для вращения обоих ведущих валков после получения сигнала приближения обнаруженной посредством датчиковой системы границы ленты шпона к пространству между первым ведущим валком и вторым ведущим валком, а также и для вращения первого ведущего валка и второго ведущего валка с совершенно одинаковой скоростью, особенно при попадании режущей кромки ножа в разделочную доску, и для вращения двух ведущих валков до заданных положений и их остановки после их попадания друг в друга.
2. Устройство по п.1, в котором устройство (52) управления выполнено с возможностью выдачи сигнала срабатывания на привод (42) прерывистого движения для возврата всех рабочих элементов устройства для рубки и сортировки ленты лущеного шпона в заданные исходные положения.
3. Устройство по любому из пп.1, 2, содержащее по меньшей мере один опорный элемент (71, 77) с опорной поверхностью (75), расположенный и закрепленный в положении, отдаленном от оси второго нижнего ведущего валка (31) с ножом (39) или разделочной доской (37) в радиальном направлении второго нижнего ведущего валка (31), и находящийся на задней стороне ножа (39) или разделочной доски (37) в направлении вращения валка (31).
4. Устройство по п.3, в котором опорные элементы (71, 77) расположены и закреплены на заданном расстоянии друг от друга в осевом направлении на втором нижнем ведущем валке (31).
5. Устройство по любому из пп.3, 4, в котором устройство (52) управления выполнено с возможностью выдачи сигнала срабатывания на привод (42) прерывистого движения для установки опорной поверхности (75) опорного элемента (71, 77) в место поддержки ленты шпона в пространстве между входным конвейером (16) и выходным конвейером (41) при остановке второго нижнего ведущего валка.
6. Устройство по любому из пп.1-5, содержащее направляющую (81) с поверхностью (81а), наклонной вниз в направлении подачи ленты шпона и пересекающейся с проходом В ленты шпона, находящимся между входным конвейером (16) и выходным конвейером (41) при исходном положении первого верхнего ведущего валка (29), к которому прикреплена направляющая (81).
7. Устройство по любому из пп.1-6, содержащее выходной конвейер (41), расположенный ниже уровня входного конвейера (16) в вертикальном направлении.
| Линия рубки, сортировки по размеру и укладки лущенного шпона | 1976 |
|
SU676455A1 |
| УСТРОЙСТВО для РУБКИ ЛЕНТЫ | 0 |
|
SU347198A1 |
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
| Устройство для виброакустического контроля конструкций | 1986 |
|
SU1453313A2 |
| JP 2005186309 A, 14.07.2005. | |||

