Изобретение относится к области легкой промышленности, а именно к производству средств для обучения азам, основам художественной резьбы по различным твердым материалам, хобби, может быть использовано как для обучения детей, так и взрослых - начинающих любителей вырезания фигур из различных материалов, как из натуральных (дерево), так и из синтетических (пластмасса).
Из уровня техники известны следующие технические решения.
Известна объемная скульптура (патент РФ №2182538, опубликован 20.05.2002), содержащая брусья с закрепленными элементами и оболочкой для установки на основании, при этом брусья и элементы выполнены шероховатыми и с углублениями, а оболочка состоит из нескольких слоев отвержденной смеси, состоящей из твердых или кусковых отходов древесины, и опилок с клеем ПВА.
Известно изделие для обучения резьбе по дереву (патент Японии №Н07234631, опубликован 05.09.1995). На поверхности вырезаемой формы выполнены множественные волнообразные выступы, повторяющие форму таким образом, что образуется заготовка грубой неопределенной формы с выступами и углублениями, соответствующими целевой вырезаемой фигуре. Направления «волн» выступов указывают направление срезания выступов.
Наиболее близким аналогом предлагаемого технического решения является цельный деревянный брусок с нанесенным на него рисунком - эскизом вырезаемой фигурки (http://iz-dereva-svoimi-rukami.ru/obemnaya-rezba-po-derevu-dlya-nachinayushhix-texnika-i-video-rezby/, статья опубликована 14.08.2011).
Недостатком известного изделия является невысокое качество конечной работы у людей, не имеющих опыта в обращении с инструментами для работы по дереву, так как несмотря на то, что приведенный в статье метод вырезания из деревянного бруска предназначен для начинающих, он требует уже имеющихся некоторых навыков работы с инструментами для работы с твердым деревом.
Задача предлагаемого технического решения состоит в создании заготовки для обучения художественной объемной резьбе по различным материалам, позволяющей начинающим любителям творчества научиться обращаться с инструментами для вырезания, получая при этом конечный результат в виде деревянной или пластмассовой фигурки высокого качества, а также исключении срезания лишнего материала.
Технический результат заключается в повышении эффективности обучения творческой объемной резьбе по различным материалам (дереву или пластмассе) с повышением качества вырезаемой объемной фигуры, в том числе для начинающих.
Заявленный технический результат достигается за счет конструкции заготовки для обучения художественной объемной резьбе по дереву, выполненной в произвольной форме и включающей внутреннюю целевую часть в форме вырезаемой конечной фигуры, выполненную из дерева твердой породы, и внешнюю оболочку, выполненную из прессованных древесных отходов или формованного картона, при этом поверхность внутренней части окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части.
Второй вариант заготовки для обучения художественной объемной резьбе по пластмассе представляет собой пластмассовую заготовку произвольной формы, включающую внутреннюю часть в форме вырезаемой конечной фигуры, выполненную из пластмассового материала высокой плотности, и внешнюю оболочку, выполненную из мягкого, пористого пластмассового материала, при этом поверхность внутренней части окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части.
Также на поверхность внутренней части могут быть нанесены конусовидные шипы из дерева такой же или приблизительно такой же как и материал внутренней части (для деревянной заготовки) или из твердой пластмассы (для пластмассовой заготовки).
Внешняя форма заготовки выполняется произвольной, например, в форме куба, яйца, полена, куба и т.д.
На внешнюю поверхность заготовки также может быть нанесен рисунок с изображением внутренней основной части с обозначением места начала работы и глубины нахождения конечной вырезаемой вставки. В случае деревянной заготовки рисунок наносится посредством выжигания контуров заготовки или нанесением краски, а в случае пластмассовой - гравированием.
За счет различия между плотностью материалов, из которых выполнены внутренняя часть и внешняя оболочка, обучаемый, дойдя при вырезании до внутренней части, почувствует препятствие при попытке вырезать дальше, так как при вырезании материала, из которого изготовлена внутренняя часть, требуется приложить большую силу к инструменту, чем при вырезании материала внешней оболочки. При этом станет видна окрашенная поверхность внутренней части, которая обозначает конечную внутреннюю часть, до которой происходит процесс вырезания.
Шипы, нанесенные на поверхность внутренней части, обозначают приближение к целевой части до появления окрашенной поверхности.
За счет указанных особенностей (различие между плотностями внутренней части и внешней оболочки, шипы и краска на поверхности внутренней части) повышается эффективность обучения художественной объемной резьбе, а также исключается вероятность срезания лишнего материала и снижения качества конечной работы.
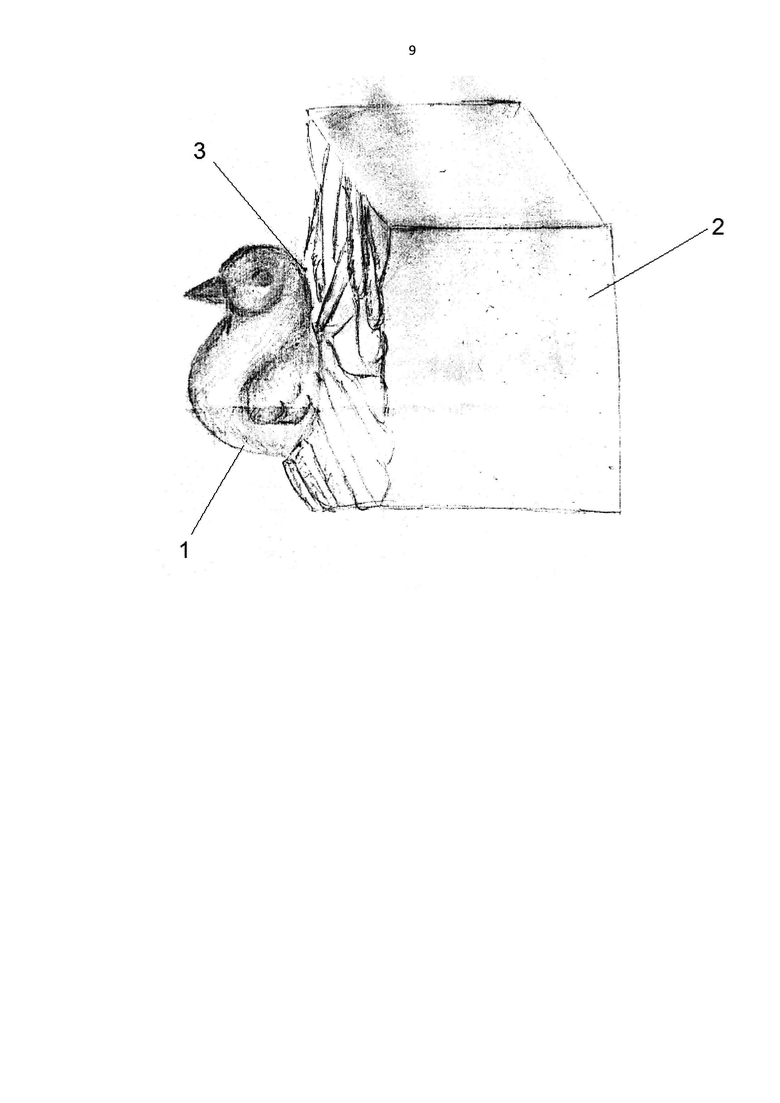
Далее решение поясняется ссылками на чертеж, на которой приведен общий вид заготовки в процессе вырезания.
Готовое изделие состоит из внутренней части (1), имеющей форму вырезаемой фигурки и изготовленной заранее из дерева твердых пород в случае с деревянной заготовкой или отлитой из пластмассы высокой плотности. В качестве материала для изготовления внутренней части деревянной заготовки может использоваться цельный кусок из ствола дуба, лиственницы, акации, березы, бука, груши, вишни, клена, кедра и других твердых пород дерева. В качестве материала для изготовления внутренней части пластмассовой заготовки могут использоваться, например, акриловые смеси (SAN, NAS), полиметилметакрилат (ПММА), поликарбонат (PC), плексиглас, меламин и прочие виды пластмасс с подобными характеристиками.
Материал внешней оболочки (2) имеет существенно меньшую плотность, чем материал внутренней части и легко поддается обработке инструментами по сравнению с материалом внутренней оболочки. В качестве материала для изготовления внешней оболочки может использоваться, например, пенополистирол.
Предлагаемая заготовка изготавливается следующим образом.
Из цельного куска дерева твердой породы вырезается внутренняя основная часть, которая впоследствии явится итоговой конечной целью работы. Это может быть фигура птицы, животного, абстрактная фигура и т.д. В зависимости от степени сложности формы конечной внутренней части на ее поверхности могут быть выполнены маленькие конусовидные шипы (3) (не выше 0.5-1 мм) на расстоянии 1-2 см друг от друга. В случае деревянной заготовки они изначально вырезаются вместе с конечным изделием, которое затем уже заливается оболочкой. Эти шипы подлежат срезу и зашлифовке на конечном этапе работы. В случае с пластмассой шипы также отливаются, если это необходимо в конкретной заготовке. Указанные шипы при вырезании конечной основной части из оболочки будут предупредительным обозначением приближения к поверхности основной части. Также вся внутренняя основная часть слегка окрашивается через пульверизатор краской для ее дополнительного обозначения. Шипы и краска обучаемым срезаются и зашлифовываются в конце работы.
Полученная таким образом внутренняя основная часть помещается на металлический штифт для фиксации, а затем в подготовленную пресс-форму гидравлического пресса, которую заливают составом из древесных отходов (опилки, стружки, картон). В случае простой формы внутренней части в качестве внешней оболочки могут использоваться деревянные детали из бруска цельного дерева с меньшей плотностью, чем материал внутренней части, в которых вырезаны углубления, соответствующие по форме и размеру внутренней части. Соединяются все детали между собой и с внутренней часть посредством клея.
Технологический процесс получения указанной смеси применяется стандартный и состоит из следующих этапов: подготовки стружки (опилок и пр.); подготовки связующего; их смешивания; дозирования и засыпки в пресс-формы; прессования; нагрева пресс-массы; охлаждения; распрессовки. Подготовка стружки включает измельчение, сортировку и сушку. Оптимальная фракция стружечных частиц (прошедших через сито с ячейкой 12×12 мм и оставшихся на сите с ячейкой 2×2 мм) - 12/2 мм. Стружки должны быть однородными. Влажность стружек 4…6%. Подготовка связующего заключается в смешивании клеевых композиций - смолы, отвердителя, пластификатора или второго пластифицирующего клея и добавок (несмешиваемые со связующим добавки вводят непосредственно в смеситель). Для смешивания связующего со стружкой используют барабанные смесители с распылением связующего в зоне смешивания. Дозировка готовой массы выполняется объемным либо более точным весовым методом с автоматическим устройством. Прессование заготовок выполняют в пресс-формах пластевым, кромочным и кромочно-пластевым способами. Пресс-формы изготавливают из металла (а при диэлектрическом нагреве в поле ТВЧ отдельные ее элементы делают из диэлектрика). Запрессовку выполняют в гидравлических прессах. Нагрев пресс-форм производят паром, высокотемпературными теплоносителями (маслом, дитолилметаном), электричеством (за счет омического сопротивления в поле ТВЧ), горячим воздухом или газами в камерах с температурой нагрева 120…180°C. Время прессования 0,5…1,5 мин/мм толщины прессуемой детали. Охлаждение применяют для предотвращения разрыва заготовки парами воды и ее стабилизации. При охлаждении температура должна снизиться ниже 60°C во избежание снижения прочности деталей. Распрессовку и извлечение заготовки из формы выполняют вручную либо в прессе.
На поверхность готового извлеченного изделия наносится рисунок вырезаемой внутренней основной части с обозначением места начала работы и глубины нахождения конечной вырезаемой вставки.
При изготовлении из пластмассы: из пластмассы высокой плотности, например, акриловые смеси (SAN,NAS), полиметилметакрилат (ПММА), поликарбонат (PC), плексиглас, меламин и прочие виды пластмасс с подобными характеристиками, отливают основную часть необходимой формы, которая будет вырезаться обучаемым. Аналогично выполнению деревянной заготовки внутренняя часть изначально отливается с конусовидными шипами 0.5-1 мм с расстоянием в 1-2 см по всей поверхности вырезаемой основной части, если это нужно для этой заготовки по уровню сложности. Затем основная часть помещается на металлический штифт для фиксации и помещается в форму. Далее получают пористый полимерный материал, в ходе чего вспенивают в пенообразователе сырье, где действием давления (используется парогенератор) гранулы увеличиваются примерно в 20-50 раз. Далее удаляется лишняя влага, оставшаяся на гранулах. Делается это с помощью горячего воздуха - он направляется снизу вверх. Далее гранулы помещают в бункеры, где проходит процесс вылеживания. Затем гранулы помещают в форму, где установлена внутренняя часть заготовки на штифте, после чего под давлением и под действием высокой температуры водяного пара проходит процесс спекания гранул. Затем заготовки выдерживают несколько суток (до 30 суток) с целью избавить полученные заготовки от лишней влаги, а также от оставшихся внутренних напряжений.
На поверхности готового изделия для вырезания делается рисунок путем легкого плавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗВИТИЯ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ УЧАЩИХСЯ | 2008 |
|
RU2378709C1 |
| СПОСОБ РАЗВИТИЯ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ УЧАЩИХСЯ | 2008 |
|
RU2378710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2081002C1 |
| ДЕКОРАТИВНАЯ НИТЬ ИЗ ФОЛЬГИ ДЛЯ МОДЕЛИРОВАНИЯ И ХУДОЖЕСТВЕННОГО ТВОРЧЕСТВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2402426C1 |
| НОЖ ФИГУРНЫЙ ДЛЯ КАРВИНГА | 2005 |
|
RU2284899C1 |
| КОНСТРУКТОР МЯГКОЙ ИГРУШКИ | 2009 |
|
RU2448754C2 |
| СПОСОБ ВЫПОЛНЕНИЯ РЕЗЬБЫ ПО ДЕРЕВУ "ТАТЬЯНКА", СПОСОБ ОБУЧЕНИЯ ВЫПОЛНЕНИЮ ЭТОЙ РЕЗЬБЫ И СПОСОБ КЛАССИФИКАЦИИ ПОЛУКРУГЛЫХ СТАМЕСОК | 1997 |
|
RU2119873C1 |
| НОЖ ФИГУРНЫЙ ДЛЯ КАРВИНГА | 2006 |
|
RU2323081C1 |
| СПОСОБ ИМИТАЦИИ ПТИЧЬЕГО ОПЕРЕНИЯ НА ИЗДЕЛИЯХ ПРИКЛАДНОГО ИСКУССТВА | 1994 |
|
RU2086416C1 |
| СПОСОБ ХУДОЖЕСТВЕННОЙ ИНКРУСТАЦИИ С ИСПОЛЬЗОВАНИЕМ НАТУРАЛЬНЫХ ЦВЕТНЫХ АЛМАЗОВ, АЛМАЗНЫХ СКОЛОВ И БРИЛЛИАНТОВ | 2014 |
|
RU2551880C1 |
Изобретение относится к области легкой промышленности, а именно к производству средств для обучения азам, основам художественной резьбы по различным твердым материалам, хобби, может быть использовано как для обучения детей, так и взрослых - начинающих любителей вырезания фигур из различных материалов, как из натуральных (дерево), так и из синтетических (пластмасса). Заготовка для обучения художественной объемной резьбе по дереву или пластмассе выполнена произвольной формы и включает внутреннюю целевую часть в форме вырезаемой конечной фигуры, выполненную из дерева твердой породы или пластмассового материала высокой плоскости, и внешнюю оболочку, выполненную из прессованных древесных отходов или формованного картона или мягкого, пористого пластмассового материала, при этом поверхность внутренней части выполнена с шипами и окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части. Заготовка для обучения художественной объемной резьбе выполнена произвольной формы и включает внутреннюю часть в форме вырезаемой конечной фигуры, выполненной из полимерного материала высокой плотности, и внешнюю оболочку, выполненную из материала меньшей плотности, при этом поверхность внутренней части выполнена с шипами и окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части. Техническим результатом является обеспечение заготовки для обучения творческой объемной резьбе по различным материалам (дереву или пластмассе) с повышением качества вырезаемой объемной фигуры, в том числе для начинающих. 2 н. и 4 з.п. ф-лы, 1 ил.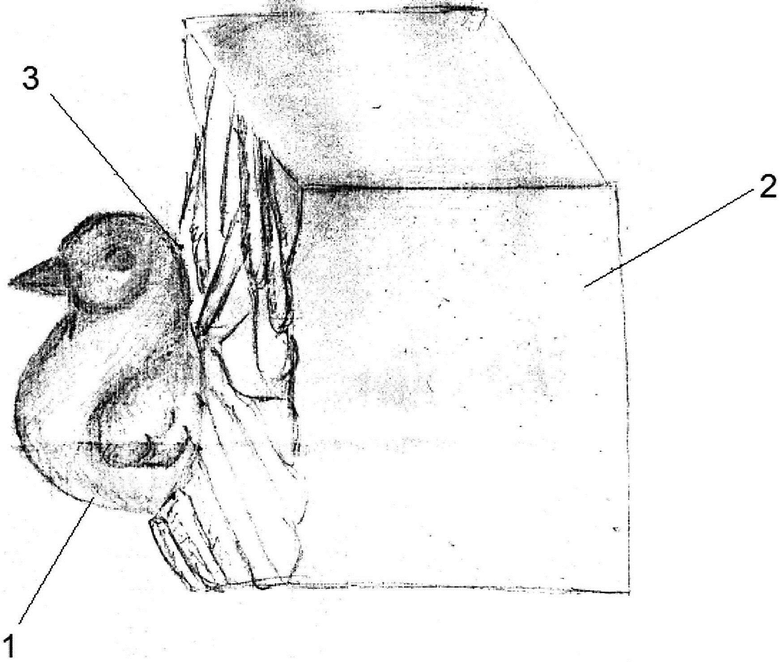
1. Заготовка для обучения художественной объемной резьбе, характеризующаяся тем, что выполнена произвольной формы и включает внутреннюю часть в форме вырезаемой конечной фигуры, выполненной из дерева твердой породы, и внешнюю оболочку, выполненную из прессованных древесных отходов или формованного картона, при этом поверхность внутренней части выполнена с шипами и окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части.
2. Заготовка по п. 1, характеризующаяся тем, что внутренняя часть выполнена с конусовидными шипами на поверхности.
3. Заготовка по п. 1, характеризующаяся тем, что на внешнюю поверхность заготовки нанесен рисунок вырезаемой внутренней основной части с обозначением места начала работы и глубины нахождения конечной вырезаемой вставки.
4. Заготовка для обучения художественной объемной резьбе, характеризующаяся тем, что выполнена произвольной формы и включает внутреннюю часть в форме вырезаемой конечной фигуры, выполненной из полимерного материала высокой плотности, и внешнюю оболочку, выполненную из материала меньшей плотности, при этом поверхность внутренней части выполнена с шипами и окрашена в цвет, отличающийся от цвета внешней оболочки и от цвета внутренней части.
5. Заготовка по п. 4, характеризующаяся тем, что внутренняя часть выполнена с конусовидными шипами на поверхности.
6. Заготовка по п. 4, характеризующаяся тем, что на внешнюю поверхность заготовки нанесен рисунок вырезаемой внутренней основной части с обозначением места начала работы и глубины нахождения конечной вырезаемой вставки.
| US 20010039001 A1, 08.11.2001 | |||
| СПОСОБ ВЫПОЛНЕНИЯ РЕЗЬБЫ ПО ДЕРЕВУ "ТАТЬЯНКА", СПОСОБ ОБУЧЕНИЯ ВЫПОЛНЕНИЮ ЭТОЙ РЕЗЬБЫ И СПОСОБ КЛАССИФИКАЦИИ ПОЛУКРУГЛЫХ СТАМЕСОК | 1997 |
|
RU2119873C1 |
| Устройство для очистки и выравнивания льда, например катков для конькобежцев | 1946 |
|
SU70398A1 |

