ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Основная функция впитывающих изделий для личной гигиены заключается во впитывании и удержании таких выделений организма, как моча, каловые массы, кровь и менструальные выделения, при этом к их дополнительным необходимым характеристикам относятся низкий уровень утечки выделений из впитывающего изделия и ощущение сухости у носящего впитывающее изделие. Для реализации этих задач впитывающие изделия личной гигиены обычно имеют впитывающую сердцевину и покрытие, охватывающее впитывающую сердцевину. Покрытие обычно пропускает влагу на лицевой по отношению к телу стороне впитывающей сердцевины и не пропускает текучую среду на лицевую по отношению к предмету одежды сторону впитывающей сердцевины. Тем не менее во впитывающих изделиях обычно не удается предотвратить утечку выделений организма. Некоторые выделения организма, такие как твердые и полужидкие каловые массы и менструальные выделения, не настолько легко проникают в лицевой по отношению к телу материал впитывающего изделия как выделения с низкой вязкостью, такие как моча, и имеют склонность распределяться по поверхности лицевого по отношению к телу материала. Такое распределение выделений организма может в результате привести к утечке выделений организма из впитывающего изделия.
Полужидкие каловые массы, такие как каловые массы с низкой вязкостью, которые могут преобладать у детей младшего возраста, и менструальные выделения могут быть особенно проблематичными для удержания впитывающим изделием. Эти выделения могут перемещаться на лицевой по отношению к телу материал впитывающего изделия под влиянием силы тяжести, движения и давления, оказываемого носителем впитывающего изделия. Движение выделений зачастую направлено к периметру впитывающего изделия, повышая вероятность утечки и размазывания по коже носителя, что может сделать затруднительным очистку кожи.
В прошлом совершались попытки снабжения впитывающего изделия лицевым по отношению к телу материалом, который может решать описанные выше проблемы. Один такой подход заключался в применении различных типов тиснения для создания трехмерности у лицевой по отношению к телу поверхности впитывающего изделия. Тем не менее, в соответствии с данным подходом для создания структуры с характерной геометрической формой необходим материал с высоким базовым весом. Кроме того, для процесса тиснения характерно, что начальная толщина материала утрачивается вследствие того факта, что тиснение, по своей природе, является процессом сдавливания и скрепления. Дополнительно, для “установки” тиснений в нетканом материале, как правило, припаивают уплотненный сегмент для создания точек припаивания, которые обычно препятствуют прохождению выделений организма. В результате, происходит утрата части области для прохождения через материал выделений организма. Также “осуществление установки” на ткани может привести к тому, что материал станет жестким и шероховатым на ощупь.
Другой подход заключался в формировании волокнистых полотен на поверхностях, формирующих трехмерную структуру. Получаемые в результате структуры, как правило, обладают малой эластичностью при низких значениях базового веса (исходя из того, что применяют мягкие волокна с необходимыми эстетическими свойствами), а геометрическая форма существенно нарушается при наматывании на цилиндр вытяжного прибора и прохождении через последующие процессы преобразования. Это частично решают в процессе формирования трехмерной структуры посредством того, что обеспечивают возможность заполнения трехмерной формы волокном. Однако это, как правило, приводит к более высоким затратам из-за применения большего количества материала. Это также приводит к утрате мягкости, а конечный материал становится эстетически непривлекательным для определенных применений.
Другой подход заключался в создании отверстий в волокнистом полотне. В зависимости от процесса можно получить плоское двухмерное полотно или полотно с некоторой трехмерной структурой, в котором смещенное волокно вытеснено из плоскости исходного полотна. Как правило, степень выраженности трехмерной структуры ограничена, и под определенной нагрузкой смещенное волокно может быть вдавлено назад в исходное положение, что приводит в результате по меньшей мере к частичному закрытию отверстия. Способы создания отверстий, с помощью которых пытаются “установить” смещенное волокно наружу плоскости исходного полотна, также имеют тенденцию к нарушению мягкости исходного полотна. Другим недостатком материалов с отверстиями является то, что при их включении в конечные продукты, например с помощью различных видов клея, вследствие их открытой структуры различные виды клея зачастую будут легко проникать через отверстия в материале с ее изнанки наружу, лицевую поверхность, таким образом, создавая нежелательные проблемы, такие как образование слоя клея в процессе преобразования или создавая непредусмотренные связи между слоями в конечном продукте.
Все еще остается необходимость во впитывающем изделии, в котором надлежащим образом уменьшают частоту утечки выделений организма из впитывающего изделия. Все еще остается необходимость во впитывающем изделии, которое может обеспечить улучшенное удержание выделений организма. Все еще остается необходимость во впитывающем изделии, которое может минимизировать количество выделений организма, контактирующих с кожей носителя. Для впитывающих изделий с использованием волокнистого полотна с отверстиями остается потребность в материале с отверстиями, который может быть эффективно размещен внутри изделия без закрывания или перекрывания отверстий. Все еще остается необходимость во впитывающем изделии, которое может обеспечивать физический и эмоциональный комфорт носителю впитывающего изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к впитывающим изделиям, обычно используемым для впитывания выделений организма (например, предметов одежды, используемых при недержании, одноразовых подгузников, трусов для подростков, трусов для приучения к горшку и гигиенических изделий для женщин). Впитывающие изделия имеют улучшенные дизайн и конструкцию по сравнению с изделиями из уровня техники. В частности, впитывающие изделия согласно изобретению включают лицевой по отношению к телу материал, выполненный из подвергнутого струйному скреплению материала и имеющего полые выступы, отверстия и низинную область, окружающую выступы и отверстия. Лицевой по отношению к телу материал прикрепляют к другим компонентам впитывающего изделия посредством области соединения, которая отделена от области, в которой расположены отверстия. Данная конкретная компоновка предотвращает прилипание лицевого по отношению к телу материала к коже пользователя, и в то же время не мешает функционированию отверстий с отделением выделений от кожи пользователя.
В иллюстративном варианте осуществления настоящего изобретения впитывающее изделие включает продольное направление и поперечное направление. Впитывающее изделие имеет переднюю поясную область, заднюю поясную область и область для промежности, проходящую между передней поясной областью и задней поясной областью. Впитывающее изделие имеет подвергнутый струйному скреплению лицевой по отношению к телу материал, который включает опорный слой, слой с выступающими частями, множество полых выступающих частей, множество отверстий и низинную область. Опорный слой включает множество волокон и имеет первую и вторую поверхности, которые противоположны друг другу. Слой с выступающими частями включает множество волокон и имеет внутреннюю поверхность и внешнюю поверхность, которые противоположны друг другу. Вторая поверхность опорного слоя находится в контакте с внутренней поверхностью слоя с выступающими частями. В дополнение к контакту друг с другом, волокна по меньшей мере одного из опорного слоя и слоя с выступающими частями подвергнуты струйному скреплению с волокнами другого из опорного слоя и слоя с выступающими частями. Множество полых выступающих частей лицевого по отношению к телу материала образованы из первого множества из множества волокон в слое с выступающими частями. Выступающие части выходят из внешней поверхности слоя с выступающими частями в направлении от опорного слоя. Множество отверстий лицевого по отношению к телу материала образованы через опорный слой и слой с выступающими частями. Множество отверстий образуют область с отверстиями на лицевом по отношению к телу материале. Отдельные полые выступающие части и отдельные отверстия окружены низинной областью лицевого по отношению к телу материала и, следовательно, низинная область окружает множество полых выступающих частей и множество отверстий. В дополнение к уже описанным элементам впитывающее изделие также включает внешнее покрытие, впитывающую основу и вторичный прокладочный материал. Впитывающая основа имеет ширину в поперечном направлении и длину в продольном направлении и расположена между лицевым по отношению к телу материалом и внешним покрытием. Вторичный прокладочный материал имеет ширину в поперечном направлении и длину в продольном направлении. По сравнению с впитывающей основой ширина вторичного прокладочного материала больше, чем ширина впитывающей основы, и длина вторичного прокладочного материала больше длины впитывающей основы. Лицевой по отношению к телу материал прикреплен ко вторичному прокладочному материалу посредством области соединения, которая отделена от области с отверстиями. Для ясности, в этом варианте осуществления область соединения и область с отверстиями не находятся в контакте друг с другом.
Вышеописанный иллюстративный вариант осуществления может иметь дополнительные элементы и признаки. Лицевой по отношению к телу материал может иметь ширину в поперечном направлении и длину в продольном направлении. Лицевой по отношению к телу материал также имеет первый и второй поперечные края, которые противоположны друг другу и которые проходят вдоль длины лицевого по отношению к телу материала в продольном направлении. Лицевой по отношению к телу материал дополнительно имеет передний край и задний край; как передний край, так и задний край проходят вдоль длины лицевого по отношению к телу материала (ширина) в поперечном направлении. Область соединения проходит вдоль по меньшей мере части первого и второго поперечных краев. Область соединения также может проходить по всей длине поперечных краев. В сочетании с этими аспектами области соединения область с отверстиями может иметь длину в продольном направлении и ширину в поперечном направлении. Ширина области с отверстиями обычно меньше, чем ширина лицевого по отношению к телу материала, и длина области отверстия может быть равна (такой же как) длине лицевого по отношению к телу материала. Альтернативно длина области с отверстиями может быть меньше длины лицевого по отношению к телу материала. Независимо от длины области с отверстиями, области соединения могут проходить внутрь, начиная от первого и второго поперечных краев лицевого по отношению к телу материала, и проходить внутрь в поперечном направлении. Области соединения могут проходить внутрь вверх до начала области c отверстиями. Область с отверстиями может быть единственной или может быть более одной области с отверстиями. Например, лицевой по отношению к телу материал может содержать две области с отверстиями, которые отделены друг от друга низинной области. Низинная область, разделяющая область с отверстиями и вторую область с отверстиями, может быть прикреплена к вторичному прокладочному материалу другой связанной областью. Области соединения, которые прикрепляют лицевой по отношению к телу материал к вторичному прокладочному материалу, могут быть образованы посредством клея или посредством механических связей, таких как ультразвуковая, прессовальная или термическая связь.
В другом иллюстративном варианте осуществления область с отверстиями лицевого по отношению к телу материала может образовывать «окно» в общем центре или немного смещаться от центра лицевого по отношению к телу материала. В этом варианте осуществления область соединения в целом окружает «окно», образованное областью с отверстиями. В частности, области соединения проходят внутрь от первого и второго поперечных краев лицевого по отношению к телу материала в поперечном направлении. Области соединения также проходят внутрь от переднего и заднего краев лицевого по отношению к телу материала в продольном направлении. Каждая из областей соединения проходит внутрь до тех пор, пока не начнется область с отверстиями.
В другом иллюстративном варианте осуществления настоящего изобретения впитывающее изделие включает продольное направление и поперечное направление. Впитывающее изделие имеет переднюю поясную область, заднюю поясную область и область для промежности, проходящую между передней поясной областью и задней поясной областью. Впитывающее изделие имеет подвергнутый струйному скреплению лицевой по отношению к телу материал, который включает опорный слой, слой с выступающими частями, множество полых выступающих частей, множество отверстий и низинную область. Опорный слой включает множество волокон и имеет первую и вторую поверхности, которые противоположны друг другу. Слой с выступающими частями включает множество волокон и имеет внутреннюю поверхность и внешнюю поверхность, которые противоположны друг другу. Вторая поверхность опорного слоя находится в контакте с внутренней поверхностью слоя с выступающими частями. В дополнение к контакту друг с другом, волокна по меньшей мере одного из опорного слоя и слоя с выступающими частями подвергнуты струйному скреплению с волокнами другого из опорного слоя и слоя с выступающими частями. Множество полых выступающих частей лицевого по отношению к телу материала образованы из первого множества из множества волокон в слое с выступающими частями. Выступающие части выходят из внешней поверхности слоя с выступающими частями в направлении от опорного слоя. Множество отверстий лицевого по отношению к телу материала образованы через опорный слой и слой с выступающими частями. Множество отверстий образуют область с отверстиями на лицевом по отношению к телу материале. Отдельные полые выступающие части и отдельные отверстия окружены низинной областью лицевого по отношению к телу материала и, следовательно, низинная область окружает множество полых выступающих частей и множество отверстий. В дополнение к уже описанным элементам впитывающее изделие также включает внешнее покрытие, впитывающую основу и вторичный прокладочный материал. Впитывающая основа имеет ширину в поперечном направлении и длину в продольном направлении и расположена между лицевым по отношению к телу материалом и внешним покрытием. Вторичный прокладочный материал имеет ширину в поперечном направлении и длину в продольном направлении. По сравнению с впитывающей основой ширина вторичного прокладочного материала больше, чем ширина впитывающей основы, и длина вторичного прокладочного материала больше длины впитывающей основы. Лицевой по отношению к телу материал прикреплен ко вторичному прокладочному материалу посредством области клеевого связывания, которая отделена от области с отверстиями. Лицевой по отношению к телу материал также прикреплен ко вторичному прокладочному материалу посредством области механического сцепления. Для ясности, в этом варианте осуществления область клеевого связывания и область с отверстиями не находятся в контакте друг с другом. Тем не менее, область механического сцепления может перекрываться с областью с отверстиями.
Данный вариант осуществления изобретения может включать дополнительные признаки и компоненты. Соответственно, лицевой по отношению к телу материал может иметь ширину в поперечном направлении и длину в продольном направлении. Длина лицевого по отношению к телу материала (в продольном направлении) определяет первый поперечный край и второй поперечный край, противоположные друг другу. Ширина лицевого по отношению к телу материала определяет передний край и задний край. Передний край и задний край проходят вдоль длины лицевого по отношению к телу материала в поперечном направлении. Область клеевого связывания проходит вдоль по меньшей мере части первого и второго поперечных краев. Следовательно, может присутствовать область клеевого связывания вдоль первого поперечного края и отдельная область клеевого связывания вдоль второго поперечного края. Области клеевого связывания могут проходить вдоль участка или части поперечных краев или они могут проходить по всей длине поперечных краев. В дополнительном аспекте данного варианта осуществления область с отверстиями имеет длину в продольном направлении и ширину в поперечном направлении. Как правило, ширина области с отверстиями меньше ширины лицевого по отношению к телу материала. Длина области с отверстиями может быть равна длине лицевого по отношению к телу материала. Альтернативно длина области с отверстиями может быть меньше длины лицевого по отношению к телу материала.
Область клеевого связывания и область механического сцепления функционируют вместе для прикрепления лицевого по отношению к телу материала к вторичному прокладочному материалу таким образом, чтобы максимально увеличить функциональность множества полых выступающих частей и множества отверстий, чтобы способствовать отделению выделений организма от кожи носящего впитывающее изделие. Может присутствовать одна или несколько областей клеевого связывания, и может присутствовать одна или несколько областей механического сцепления. Область механического сцепления может проходить от первого поперечного края лицевого по отношению к телу материала ко второму поперечному краю на переднем крае лицевого по отношению к телу материала. Может существовать вторая область механического сцепления, проходящая от первого поперечного края до второго поперечного края на заднем крае лицевого по отношению к телу материала. При наличии областей механического сцепления на переднем крае и заднем крае лицевого по отношению к телу материала могут существовать дополнительные области механического сцепления, расположенные между передней и задней областями механического сцепления. Дополнительные области механического сцепления также могут проходить между поперечными краями лицевого по отношению к телу материала. В другом иллюстративном варианте осуществления может присутствовать область механического сцепления, которая проходит от переднего края лицевого по отношению к телу материала вдоль центральной линии к заднему краю лицевого по отношению к телу материала, так что область механического сцепления проходит вдоль длины лицевого по отношению к телу материала в продольном направлении. Области механического сцепления могут быть образованы отдельно или «точечно» под давлением или ультразвуковой сваркой. В другом иллюстративном варианте осуществления область механического сцепления настоящего изобретения может быть образована одной или несколькими линиями отдельных механических связей, которые являются поперечными ширине лицевого по отношению к телу материала. При таком расположении линия механических связей начинается на первом поперечном крае и заканчивается на втором поперечном крае. Линии механических связей могут поперечно проходить по ширине лицевого по отношению к телу материала либо напрямую, либо по диагонали. Если имеется более одной линии, может быть комбинация линий, проходящих по прямой и по диагонали. Линии могут пересекаться друг с другом, и они могут формировать или не формировать узор.
Настоящее изобретение, включая иллюстративные варианты осуществления, более подробно описано в подробном описании вместе с графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена иллюстрация боковой проекции согласно одному варианту осуществления впитывающего изделия.
На фиг. 2 представлено иерархически организованное представление согласно варианту осуществления впитывающего изделия с отрезанными для ясности частями.
На фиг. 3 представлен покомпонентный вид в поперечном разрезе согласно одному варианту осуществления впитывающего изделия.
На фиг. 4 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 5 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 6 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 7 представлен вид в перспективе согласно одному варианту осуществления лицевого по отношению к телу материала.
На фиг. 8 представлен вид в поперечном разрезе лицевого по отношению к телу материала с фиг. 7, взятый по линии 8-8.
На фиг. 9 представлен вид в поперечном разрезе лицевого по отношению к телу материала с фиг. 7, взятый по линии 8-8 с фиг. 7, демонстрирующий возможные направления движения волокон на лицевой по отношению к телу материале в результате процесса скрепления текучей среды.
Фиг. 10A представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеется область с отверстиями, проходящая по всей длине лицевого по отношению к телу материала, и в которой имеется область соединения на обоих поперечных краях лицевого по отношению к телу материала, где область соединения не проходит по всей длине лицевого по отношению к телу материала.
Фиг. 10B представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеется область с отверстиями, проходящая по всей длине лицевого по отношению к телу материала, и в которой имеется область соединения на обоих поперечных краях лицевого по отношению к телу материала, где область соединения проходит по всей длине лицевого по отношению к телу материала.
Фиг. 10C представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеются две области с отверстиями, проходящие по всей длине лицевого по отношению к телу материала, и в которых имеется область соединения на обоих поперечных краях лицевого по отношению к телу материала, где область соединения проходит по всей длине лицевого по отношению к телу материала. Также имеется соединенная область, которая проходит по всей длине лицевого по отношению к телу материала на низинной области между двумя областями с отверстиями.
Фиг. 10D подобна фиг. 10C за исключением наличия трех областей с отверстиями и двух областей соединения на низинных областях между областями с отверстиями.
Фиг. 10E подобна фиг. 10D, за исключением того, что области соединения, расположенные между областями с отверстиями, не проходят по всей длине лицевого по отношению к телу материала.
Фиг. 10F представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеется область с отверстиями, которая образует «окно» вблизи центра лицевого по отношению к телу материала. Область соединения окружает «окно» области с отверстиями.
Фиг. 11A представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеется область с отверстиями, проходящая по всей длине лицевого по отношению к телу материала, и в которой имеется область клеевого связывания на обоих поперечных краях лицевого по отношению к телу материала, где область клеевого связывания проходит по всей длине лицевого по отношению к телу материала. Лицевой по отношению к телу материал также включает область механического сцепления, проходящую между поперечными краями на переднем крае и на заднем крае лицевого по отношению к телу материала.
Фиг. 11B подобна фиг. 10A за исключением дополнительных областей механического сцепления, расположенных с интервалами между областями механического сцепления на переднем крае и заднем крае.
Фиг. 11C подобна фиг. 10A за исключением того, что существует дополнительная область механического сцепления, проходящая от переднего края до заднего края вдоль центральной линии лицевого по отношению к телу материала.
Фиг. 11D представляет собой вид сверху согласно иллюстративному варианту осуществления лицевого по отношению к телу материала, в котором имеются две области с отверстиями, проходящие по всей длине лицевого по отношению к телу материала, и в которых имеется область клеевого связывания на обоих поперечных краях лицевого по отношению к телу материала, где область клеевого связывания проходит по всей длине лицевого по отношению к телу материала. Лицевой по отношению к телу материал также включает линий механических связей, где каждая линия начинается на первом поперечном крае и заканчивается на втором поперечном крае.
ПОДРОБНОЕ ОПИСАНИЕ
Согласно одному варианту осуществления настоящее раскрытие, в целом, относится к впитывающему изделию, которое может характеризоваться улучшенным удержанием выделений организма. Согласно одному варианту осуществления настоящее раскрытие, в целом, относится к впитывающему изделию с лицевым по отношению к телу материалом, который может иметь полые выступающие части, выходящие из поверхности лицевого по отношению к телу материала. Без ограничений теорией, полагают, что многие свойства могут быть достигнуты путем обеспечения наличия полых выступающих частей на лицевом по отношению к телу материале. Во-первых, при обеспечении наличия на лицевом по отношению к телу материале полых выступающих частей лицевой по отношению к телу материал может иметь более высокую степень толщины с минимизацией, в то же время, количества используемого материала. Повышенная толщина лицевого по отношению к телу материала может улучшить разделение кожи носителя от впитывающей основы впитывающего изделия, таким образом, повышая вероятность того, что кожа будет более сухой. Путем обеспечения наличия выступающих частей между выступающими частями могут быть созданы низинные области, которые могут временно отдалять выделения организма от высших точек выступающих частей, при этом выделения организма могут впитываться впитывающим изделием. Таким образом, обеспечение наличия выступающих частей может уменьшить контакт кожи с выделениями организма и принести больше пользы для кожи. Во-вторых, путем обеспечения наличия выступающих частей можно уменьшить распределение выделений организма на лицевом по отношению к телу материале впитывающего изделия, таким образом, меньше подвергая кожу загрязнению. В третьих, в результате уменьшения общего контакта с кожей лицевой по отношению к телу материал с выступающими частями может обеспечить более мягкое ощущение на ощупь для контактирующей кожи, таким образом, увеличивая тактильные свойства лицевого по отношению к телу материала и впитывающего изделия. В четвертых, при использовании материалов с выступающими частями в качестве лицевого по отношению к телу материала для впитывающего изделия лицевой по отношению к телу материал также может выполнять функцию чистящего средства при удалении впитывающего изделия с носителя. Преимущества в отношении эффективности добавляются, когда лицевой по отношению к телу материал включает отверстия в дополнение к полым выступам. Отверстия обеспечивают канал, через который выделения организма могут проходить во впитывающую основу, снижая тем самым вероятность загрязнения кожи. Дизайн впитывающих изделий по настоящему изобретению оптимизирован путем обеспечения конкретной конструкции лицевого по отношению к телу материала к остальной части изделия.
Чтобы облегчить понимание настоящего изобретения, ниже представлен список элементов и их ссылочных позиций, поскольку они показаны на фигурах.
Определения:
Термин «впитывающее изделие» в настоящем документе относится к изделию, которое может быть размещено вплотную на теле или вблизи тела (т. е. в соприкосновении с телом) носителя для впитывания и удержания различных жидких, твердых и полужидких выделений, высвобождаемых организмом. Такие описываемые в настоящем документе впитывающие изделия спустя ограниченный период применения необходимо удалять вместо стирки или другого способа восстановления для повторного применения. Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, помимо прочего, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включая, помимо прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем и т. п., без отступления от объема настоящего изобретения.
Термин “поглощающий слой” в настоящем документе относится к слою, способному принимать и временно удерживать жидкие выделения организма для замедления и диффузии выброса или излияния жидких выделений организма и последующего высвобождения жидких выделений организма из него в другой слой или слои впитывающего изделия.
Термин «связанный» в настоящем документе означает сочленение, склеивание, соединение, скрепление или т. п. двух элементов. Два элемента будут рассматриваться в качестве связанных друг с другом, если они сочленены, склеены, присоединены, сцеплены или др. непосредственно друг с другом или косвенно друг с другом, например, если каждый из них непосредственно связан с промежуточными элементами.
Термин «кардочесанное полотно» в настоящем документе относится к полотну, содержащему натуральные или синтетические волокна со штапельной длиной, как правило, имеющие значения длины волокон менее чем приблизительно 100 мм. Связки штапельных волокон можно подвергнуть процессу рыхления для разделения волокон, которые затем посылают в процесс кардочесания, с помощью которого разделяют и объединяют волокна для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дополнительной обработки. Такие полотна обычно подвергают процессу связывания некоторого типа, такому как термосварка с помощью тепла и/или давления. Помимо или вместо них волокна можно подвергнуть процессам склеивания для связывания волокон друг с другом, например, путем применения разновидностей порошкового клея. Кардочесанное полотно можно подвергнуть струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и, таким образом, повышения целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, при связывании, как правило, будут иметь прочность в машинном направлении, превышающую прочность в поперечном направлении.
Термин «пленка» в этом документе относится к термопластичной пленке, полученной с применением процесса экструзии и/или формования, такого как процесс изготовления пленки поливом или изготовления пленки экструзией с раздувом. Термин включает пленки с отверстиями, пленки, разрезанные на узкие ленточки, и другие пористые пленки, которые определяют пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как без исключения барьерные пленки, наполненные пленки, проницаемые пленки и ориентированные пленки.
Термин «струйное скрепление» и «подвергнутый струйному скреплению» в настоящем документе относится к способу формования для дополнительного повышения степени скрепления волокна в заданном волокнистом нетканом полотне или между волокнистыми неткаными полотнами и другими материалами с тем, чтобы сделать разделение отдельных волокон и/или слоев более затруднительным в результате скрепления. Обычно его осуществляют путем закрепления волокнистого нетканого полотна на формующей или несущей поверхности некоторого типа, которая имеет по меньшей мере некоторую степень проницаемости для нагнетаемой под давлением текучей среды. Затем поток текучей среды под давлением (обычно множество потоков) может направляться к поверхности нетканого полотна, которое является обратной стороной к опорной поверхности полотна. Текучая среда под давлением контактирует с волокнами и толкает части волокон в направлении потока текучей среды, таким образом, смещая все или часть из множества волокон по направлению к опорной поверхности полотна. В результате происходит дополнительное скрепление волокон в направлении, которое можно назвать Z-направлением полотна (его толщине) по отношению к более плоской области, его X-Y плоскости. Если два или более отдельных полотна или других слоев размещены смежно друг с другом на формующей/несущей поверхности и подвергаются действию текучей среды под давлением, обычно необходимый результат заключается в том, что некоторые волокна по меньшей мере одного из полотен принудительно вдавливаются в смежное полотно или слой, таким образом, вызывая скрепление волокна в области взаимодействия двух поверхностей так, что в результате происходит скрепление или сочленение полотен/слоев друг с другом в результате повышенного скрепления волокон. Степень связывания или скрепления будет зависеть от ряда факторов, включая без ограничения типы используемых волокон, длины волокон, степень предварительного связывания или скрепления полотна или полотен перед осуществлением способа струйного скрепления, типа используемой текучей среды (жидкости, такие как вода, пар, или газы, такие как воздух), давление текучей среды, количество потоков текучей среды, скорости осуществления способа, время воздействия текучей среды и пористость полотна или полотен/других слоев и формующей/несущей поверхности. Один из наиболее распространенных способов струйного скрепления называют водоструйным скреплением, которых является способом, хорошо известным для рядовых специалистов в области нетканых полотен. Примеры способов струйного скрепления можно найти в патенте США № 4939016, Radwanski и соавт., патенте США № 3485706, Evans, и патентах США № 4970104 и № 4959531, Radwanski, каждый из которых включен в настоящий документ с помощью ссылки в полном его объеме для всех целей.
Термин “г/см3” в настоящем документе относится к граммам на кубический сантиметр.
Термин “г/м2” в настоящем документе относится к граммам на квадратный метр.
Термин «гидрофильный» в настоящем документе относится к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, можно описать на основании краевых углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть представлены системой для анализа сил поверхностного натяжения Cahn SFA-222 Surface Force Analyzer System или практически эквивалентной системой. При измерении с помощью данной системы волокна с краевыми углами менее 90 обозначают как “смачиваемые” или гидрофильные, а волокна с краевыми углами, превышающими 90, обозначают как “несмачиваемые” или гидрофобные.
Термин “непроницаемый для жидкости” в настоящем документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал, при обычных условиях применения, в направлении, обычно перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин “проницаемый для жидкости” в настоящем документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин «мелтблаун» в этом документе относится к волокнам, полученным экструзией через множество мелких, обычно круглых, отверстий фильеры расплавленного термопластичного материала в виде нитей или элементарных нитей из расплава в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые уменьшают толщину элементарных нитей из расплавленного термопластичного материала для уменьшения их диаметра, который может быть диаметром микроволокна. Затем, волокна мелтблаун переносятся высокоскоростным потоком газа и откладываются на принимающей поверхности с образованием полотна распределенных случайным образом волокон мелтблаун. Такой способ раскрыт, например, в патенте США № 3849241, Butin и соавт., который включен в настоящий документ с помощью ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или дискретными, обычно имеют толщину меньше чем приблизительно 0,6 денье, а также могут быть клейкими и самосвязывающимися при отложении на принимающей поверхности.
Термин «нетканый» в данном документе означает материалы и полотна из материала, которые образованы без помощи ткацкого процесса или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых “волокнами”), которые могут быть переслаивающимися, но не поддающимся опознаванию способом как в случае вязанной ткани. Нетканые материалы или полотна можно сформировать с помощью многих способов, таких как без ограничения способы создания мелтблаун («фильерно-раздувные»), способы создания спанбонд («фильерные»), способы создания кардочесанного полотна и т. д.
Термин «податливый» в настоящем документе относится к материалам, которые деформируются и которые будут легко приходить в соответствие с общей формой и контурами одежды носителя.
Термин «спанбонд» в данном документе означает волокна малого диаметра, которые формируют путем экструдирования расплавленного термопластичного материала в виде элементарных нитей из множества мелких капилляров экструдера с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем быстро уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США № 4340563, выданном Appel и соавт., в патенте США № 3692618, выданном Dorschner и соавт., в патенте США № 3802817, выданном Matsuki и соавт., в патентах США № 3338992 и № 3341394, выданных Kinney, в патенте США № 3502763, выданном Hartmann, в патенте США № 3502538, выданном Peterson, и в патенте США № 3542615, выданном Dobo и соавт., каждый из которых включен в данный документ с помощью ссылки в полном его объеме. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их отложении на принимающей поверхности.
Термин «сверхвпитывающий» в данном документе означает набухающий в воде, нерастворимый в воде органический или неорганический материал, способный при наиболее благоприятных условиях впитывать по меньшей мере приблизительно в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Супервпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин “термопластический” в настоящем документе относится к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который практически возвращается в неразмягченное состояние при охлаждении.
Впитывающее изделие
Ссылаясь на фиг. 1, одноразовое впитывающее изделие 10 по настоящему раскрытию проиллюстрировано в форме подгузника. Следует понимать, что настоящее изобретение подходит для использования совместно с различными другими впитывающими изделиями для личной гигиены, такими как, например, гигиенические продукты для женщин, без отступления от объема настоящего раскрытия. Несмотря на то, что описываемые в настоящем документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, производимых с продольным направлением продукта, которое далее в настоящем документе называют производством продукта в машинном направлении, следует отметить, что рядовой специалист сможет применить приведенную в настоящем документе информацию по отношению к впитывающим изделиям, произведенным с поперечным направлением продукта, которое далее в настоящем документе называют производством продукта в поперечном направлении, без отступления от идеи и объема настоящего раскрытия. Проиллюстрированное на фиг. 1 впитывающее изделие 10 содержит переднюю область 12 талии, заднюю область 14 талии и область 16 промежности, соединяющую, соответственно, между собой переднюю и заднюю области 12 и 14 талии. Впитывающее изделие 10 имеет пару продольных боковых краев 18 и 20 (показанных на фиг. 2) и пару противоположных поясных краев, соответственно обозначенных передним поясным краем 22 и задним поясным краем 24. Передняя область 12 талии может быть сопредельной с передним поясным краем 22, а задняя область 14 талии может быть сопредельной с задним поясным краем 24.
Ссылаясь на фиг. 2, неограничивающее иллюстративное изображение впитывающего изделия 10, такого как, например, детский подгузник, показано на виде сверху, причем некоторые части вырезаны для ясности представления. Впитывающее изделие 10 может содержать внешнее покрытие 26 и лицевой по отношению к телу материал 28. Согласно одному варианту осуществления лицевой по отношению к телу материал 28 может быть связан с внешним покрытием 26 путем наслоения с помощью любых подходящих средств, таких как без ограничения разновидности клея, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, формируемые под давлением или других традиционных методик. Внешнее покрытие 26 может определять длину, или продольное направление 30, и ширину, или поперечное направление 32, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 10. Продольное направление 30 и поперечное направление 32 впитывающего изделия 10 и материалов, которые формируют впитывающее изделие 10, могут соответственно задавать X-Y плоскости впитывающего изделия 10 и материалов, которые формируют впитывающее изделие 10. Впитывающее изделие 10 и материалы, которые формируют впитывающее изделие 10, также могут характеризоваться Z-направлением. Измерение, проводимое под давлением, в Z-направлении материала, который формирует впитывающее изделие 10, может дать измеряемый показатель толщины материала. Измерение, проводимое под давлением, в Z-направлении впитывающего изделия 10 может дать измеряемый показатель объема впитывающего изделия 10.
Ссылаясь на фиг. 2—6, впитывающая основа 40 может быть размещена между внешним покрытием 26 и обращенным к телу материалом 28. Впитывающая основа 40 может иметь продольные края 42 и 44, которые согласно одному варианту осуществления могут соответственно формировать части продольных боковых краев 18 и 20 впитывающего изделия 10, и может иметь края 46 и 48 на противоположных частях, которые согласно одному варианту осуществления могут соответственно формировать части поясных краев 22 и 24 впитывающего изделия 10. Согласно одному варианту осуществления впитывающая основа 40 может характеризоваться длиной и шириной, которые являются такими же, или меньшей длиной и шириной впитывающего изделия 10. Согласно одному варианту осуществления может присутствовать пара герметичных отворотов 50 и 52 и они могут препятствовать растеканию выделений организма в поперечном направлении.
Передняя область 12 талии может включать часть впитывающего изделия 10, которая при ношении расположена по меньшей мере частично спереди носящего, в то время как задняя область 14 талии может включать часть впитывающего изделия 10, которая при ношении расположена по меньшей мере частично сзади носящего. Область 16 промежности впитывающего изделия 10 может включать часть впитывающего изделия 10, которая при ношении расположена между ногами носителя и может частично покрывать нижнюю часть туловища носителя. Поясные края 22 и 24 впитывающего изделия 10 предназначены для охватывания талии носителя и вместе определяют центральное отверстие 54 для талии (например, показанное на фиг. 1). Части продольных боковых краев 18 и 20 в области 16 промежности могут в целом определять отверстия 56 для ног (например, показанные на фиг. 1) при ношении впитывающего изделия 10.
Впитывающее изделие 10 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полужидких выделений организма, выделяемых носящим. Например, герметичные отвороты 50 и 52 могут быть предназначены для создания барьера для растекания выделений организма в поперечном направлении. Элемент 58 и 60, представляющий собой резинку отворота, может быть функционально соединен с каждым герметичным отворотом 50 и 52 любым подходящим способом, известным из уровня техники. Эластичные герметичные отвороты 50 и 52 могут определять частично неприкрепленный край, который может принимать вертикальную конфигурацию по меньшей мере в области 16 промежности впитывающего изделия 10 с формированием уплотнения по отношению к телу носителя. Герметичные отвороты 50 и 52 могут быть расположены вдоль продольных боковых краев 18 и 20 впитывающего изделия 10 и могут проходить полностью по всей длине впитывающего изделия 10 или могут проходить частично по длине впитывающего изделия 10. Подходящая конструкция и схемы расположения герметичных отворотов 50 и 52 в целом хорошо известны специалистам в данной области и описаны в патентах США № 4704116, выданном 3 ноября 1987 года, Enloe, и № 5562650, выданном 8 октября 1996, Everett et al., которые включены в настоящий документ с помощью ссылки.
Согласно различным вариантам осуществления впитывающее изделие 10 может содержать вторичный прокладочный материал 34 (например, проиллюстрированную на фиг. 4 и фиг. 6). Согласно таким вариантам осуществления вторичный прокладочный материал 34 может иметь лицевую по отношению к телу поверхность 36 и лицевую по отношению к предмету одежды поверхность 38. Согласно таким вариантам осуществления лицевой по отношению к телу материал 28 может быть связан с лицевой по отношению к телу поверхностью 36 вторичный прокладочный материал 34.
Для дополнительного повышения сдерживания и/или впитывания выделений организма впитывающее изделие 10 может предпочтительно содержать передний эластичный элемент 62 для талии, задний эластичный элемент 64 для талии, и эластичные элементы 66 и 68 для ног, которые известны специалистам в данной области. Элементы 62 и 64, представляющие собой резинки на талии, могут быть прикреплены к внешнему покрытию 26, лицевому по отношению к телу материалу 28 и/или вторичному прокладочному материалу 34 вместе с противолежащими поясными краями 22 и 24, и они могут проходить вдоль части или по всей длине поясных краев 22 и 24. Эластичные элементы 66 и 68 для ног могут быть прикреплены к внешнему покрытию 26, лицевому по отношению к телу материалу 28 и/или вторичному прокладочному материалу 34 вместе с противолежащими продольными боковыми краями 18 и 20, и расположены в области 16 промежности впитывающего изделия 10. Дополнительные детали касательно каждого из данных элементов описанного в настоящем документе впитывающего изделия 10 можно найти ниже и обратившись к фигурам.
Внешнее покрытие
Внешнее покрытие 26 может быть воздухопроницаемым и/или непроницаемым для жидкости. Внешнее покрытие 26 может быть эластичным, растяжимым или нерастяжимым. Внешнее покрытие 26 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, тканей спанбонд, пленок, тканей мелтблаун, эластичной сетки, микропористых полотен и соединенных кардочесанных полотен или пен, полученных с применением высокоэластичных или полимерных материалов. Согласно одному варианту осуществления, например, внешнее покрытие 26 может быть выполнено из микропористой полимерной пленки, такой как полиэтилен или полипропилен
В одном варианте осуществления внешнее покрытие 26 может представлять собой один слой непроницаемого для жидкости материала. Согласно одному варианту осуществления внешнее покрытие 26 предпочтительно может быть растяжимым и более предпочтительно — эластичным, по меньшей мере в поперечном или в окружном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления внешнее покрытие 26 может быть растяжимым и более предпочтительно — эластичным как в поперечном 32, так и в продольном 30 направлениях. Согласно одному варианту осуществления внешнее покрытие 26 может представлять многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. Согласно одному варианту осуществления, такому как проиллюстрированному на фиг. 3—6, внешнее покрытие 26 может представлять собой двухслойную структуру, включающую материал внешнего слоя 70 и материал внутреннего слоя 72, которые могут быть связаны друг с другом, например, с помощью клея слоистого материала. Подходящие разновидности клея слоистого материала могут быть нанесены непрерывно или периодически в виде гранул, спрея, параллельных кривых и т. п. Подходящие разновидности клея можно получить от компании Bostik Findlay Adhesives, Inc., Вауватоза, Висконсин, США. Необходимо понимать, что внутренний слой 72 может быть связан с внешним слоем 70 с использованием связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, формируемых под давлением, или др.
Внешний слой 70 внешнего покрытия 26 может представлять собой любой подходящий материал и может обеспечивать для носящего в целом тканеподобную текстуру или внешний вид. Примером такого материала может быть 100% полипропиленовое связанное-кардочесанное полотно со структурой diamond bond, доступное от компании Sandler A.G., Германия, например, Sawabond 4185®, 30 г/м2, или эквивалент. Другим примером материала, подходящего для применения в качестве внешнего слоя 70 внешнего покрытия 26, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Внешний слой 70 также может быть выполнен из тех же материалов, из которых может быть выполнена описанная в настоящем документе вторичный прокладочный материал 34.
Непроницаемый для жидкости внутренний слой 72 внешнего покрытия 26 (или непроницаемое для жидкости внешнее покрытие 26, если внешнее покрытие 26 имеет однослойную структуру) может быть паропроницаемым (т. е. «воздухопроницаемым»), либо паронепроницаемым. Непроницаемый для жидкости внутренний слой 72 (или непроницаемое для жидкости внешнее покрытие 26, при этом внешнее покрытие 26 имеет однослойную структуру) можно произвести из тонкой пластиковой пленки, хотя также можно применять другие непроницаемые для жидкости материалы. Непроницаемый для жидкости внутренний слой 72 (или непроницаемое для жидкости внешнее покрытие 26, при этом внешнее покрытие 26 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 10 и намоканию изделия, такого как постельные простыни и одежда, а также носителя и лица, осуществляющего уход. Примером материала для непроницаемого для жидкости внутреннего слоя 72 (или непроницаемого для жидкости внешнего покрытия 26, при этом внешнее покрытие 26 имеет однослойную структуру) может быть пленка с печатным рисунком Berry Plastics XP-8695H, 19 г/м2, или эквивалент, которые коммерчески доступны от компании Berry Plastics Corporation, Эвансвилл, Индиана, США.
Если внешнее покрытие 26 имеет однослойную структуру, его можно подвергнуть тиснению и/или матированию поверхности для получения более тканеподобной текстуры или внешнего вида. Внешнее покрытие 26 может позволять пару выходить из впитывающего изделия 10, в то же время предупреждая прохождение жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или он был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Впитывающая основа
Впитывающая основа 40 предпочтительно может быть выполнена как в целом сжимаемая, конформная, податливая, не вызывающая раздражение кожи носящего и способная впитывать и удерживать жидкие выделения организма. Впитывающая основа 40 может быть изготовлена в широком ряде размеров и форм (например, прямоугольной, трапецеидальной, T-образной, I-образной, в форме песочных часов и т. п.) и из широкого ряда материалов. Размер и впитывающая способность впитывающей основы 40 должны соответствовать размеру предполагаемого носителя и нагрузке жидкости, обеспечиваемой предполагаемым применением впитывающего изделия 10. Кроме того, размер и впитывающая способность впитывающей основы 40 можно варьировать для согласования с носителями, варьирующими от младенцев до взрослых.
Впитывающая основа 40 может иметь длину, варьирующую от приблизительно 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340 или 350 мм до приблизительно 355, 360, 380, 385, 390, 395, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм. Впитывающая основа 40 может иметь ширину в паховой области, варьирующую от приблизительно 30, 40, 50, 55, 60, 65 или 70 мм до приблизительно 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 140, 150, 160, 170 или 180 мм. Ширина впитывающей основы 40, расположенной в передней области 12 талии и/или задней области талии 14 впитывающего изделия 10, может варьировать от приблизительно 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95 мм до приблизительно 100, 105, 110, 115, 120, 125 или 130 мм. Как отмечалось в настоящем документе, впитывающая основа 40 может иметь длину и ширину, которая может быть меньше или равна длине и ширине впитывающего изделия 10.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой подгузник с приведенными далее диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может варьировать от приблизительно 170, 180, 190, 200, 210, 220, 225, 240 или 250 мм до приблизительно 260, 280, 300, 310, 320, 330, 340, 350, 355, 360, 380, 385 или 390 мм; ширина впитывающей основы 40 в области 16 промежности может варьировать от приблизительно 40, 50, 55 или 60 мм до приблизительно 65, 70, 75 или 80 мм; ширина впитывающей основы 40 в передней области 12 талии и/или задней области 14 талии может варьировать от приблизительно 80, 85, 90 или 95 мм до приблизительно 100, 105 или 110 мм.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой «тренировочные» трусы или трусы для подростков с приведенными далее диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может варьировать от приблизительно 400, 410, 420, 440 или 450 мм до приблизительно 460, 480, 500, 510 или 520 мм; ширина впитывающей основы 40 в области 16 промежности может варьировать от приблизительно 50, 55 или 60 м до приблизительно 65, 70, 75 или 80 мм; ширина впитывающей основы 40 в передней области 12 талии и/или задней области талии 14 может варьировать от приблизительно 80, 85, 90 или 95 мм до приблизительно 100, 105, 110, 115, 120, 125 или 130 мм.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой предмет одежды для взрослых, страдающих недержанием, характеризующийся следующими диапазонами длины и ширины впитывающей основы 40 с прямоугольной формой: длина впитывающей основы 40 может варьировать от приблизительно 400, 410 или 415 до приблизительно 425 или 450 мм; ширина впитывающей основы 40 в области 16 промежности может варьировать от приблизительно 90 или 95 мм до приблизительно 100, 105 или 110 мм. Следует отметить, что впитывающая основа 40 предмета одежды для взрослых, страдающих недержанием, может, но не обязательно, заходить либо в переднюю область 12 талии, либо в заднюю область 14 талии впитывающего изделия 10 или в обе области одновременно.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой гигиенический продукт для женщин, характеризующийся следующими диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может варьировать от приблизительно 150, 160, 170 или 180 мм до приблизительно 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 310 или 320 мм; ширина впитывающей основы в области 16 промежности может варьировать от приблизительно 30, 40 или 50 мм до приблизительно 60, 70, 80, 90 или 100 мм.
Впитывающая основа 40 может иметь две поверхности 74 и 76, например, лицевую по отношению к носителю поверхность 74 и лицевую по отношению к предмету одежды поверхность 76. Края, такие как продольные боковые края 42 и 44 и такие как края 46 и 48 передней и задней части, могут соединять две поверхности 74 и 76.
Согласно одному варианту осуществления впитывающая основа 40 может состоять из материала полотна из гидрофильных волокон, целлюлозных волокон (например, древесных волокон), натуральных волокон, синтетических волокон, тканых или нетканых полотен, сетчатого материала по типу марли или других стабилизирующих структур, супервпитывающего материала, связующих материалов, поверхностно-активных веществ, избранных гидрофобных и гидрофильных материалов, пигментов, лосьонов, средств для устранения неприятного запаха или т. п., а также их комбинаций. Согласно одному варианту осуществления впитывающая основа 40 может представлять собой матрицу из целлюлозного ворса и супервпитывающего материала.
Согласно одному варианту осуществления впитывающая основа 40 может быть выполнена из одного слоя материалов или, согласно альтернативному варианту, может быть выполнена из двух слоев материалов или более. Согласно одному варианту осуществления, в котором впитывающая основа 40 имеет два слоя, впитывающая основа 40 может иметь лицевой по отношению к носителю слой, предпочтительно состоящий из гидрофильных волокон, лицевой по отношению к предмету одежды слой, предпочтительно состоящий отчасти из материала с высокой впитывающей способностью, обычно известного как супервпитывающий материал. Согласно такому варианту осуществления лицевой по отношению к носителю слой впитывающей основы 40 предпочтительно может состоять из целлюлозного ворса, такого как ворс древесной целлюлозы, а лицевой по отношению к предмету одежды слой впитывающей основы 40 предпочтительно может состоять из супервпитывающего материала или смеси целлюлозного волокна и супервпитывающего материала. В результате лицевой по отношению к носителю слой может обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Лицевой по отношению к носителю слой альтернативно может состоять из смеси гидрофильных волокон и супервпитывающего материала, при условии, что концентрация супервпитывающего материала, присутствующего в лицевом по отношению к носителю слое, ниже концентрации супервпитывающего материала, присутствующего в лицевом по отношению к предмету одежды слое с тем, чтобы лицевой по отношению к носителю слой мог обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Также подразумевают, что лицевой по отношению к предмету одежды слой может состоять только из супервпитывающего материала, без отступления от объема настоящего раскрытия. Также подразумевают, что согласно одному варианту осуществления каждый из слоев, лицевой по отношению к носителю и лицевой по отношению к предмету одежды слои, может содержать супервпитывающий материал, так что впитывающие способности двух супервпитывающих материалов могут отличаться и могут обеспечивать впитывающей основе 40 более низкую впитывающая способность в лицевом по отношению к носителю слое, чем в лицевом по отношению к предмету одежды слое.
Во впитывающей основе 40 можно применять различные типы смачиваемых гидрофильных волокон. Примеры подходящих волокон включают натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как целлюлозные химические волокна; неорганические волокна, состоящие из смачиваемого по природе материала, такого как стекловолокна; синтетические волокна, созданные из смачиваемых по природе термопластичных полимеров, такие как конкретные полиэфирные или полиамидные волокна, или состоящие из несмачиваемых термопластичных полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и его нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки гидрофильного полимера в процессе формирования волокна или после этого. Например, одним подходящим типом волокна является древесная целлюлоза, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую в основном мягкие древесные волокна. Тем не менее, древесную целлюлозу можно заменить другими волоконными материалами, такими как синтетические, полимерные волокна или волокна мелтблаун, или комбинацией волокон мелтблаун и натуральных волокон. Согласно одному варианту осуществления целлюлозный ворс может включать смесь с ворсом древесной целлюлозы. Примером ворса древесной целлюлозы может быть “CoosAbsorbTM S Fluff Pulp” или эквивалент, доступные от Abitibi Bowater, Greenville, Южная Каролина, США, который представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород деревьев южной части США.
Впитывающую основу 40 можно сформировать с помощью методики сухого формования, методики воздушного формования, методики мокрого формования, методики формования с пенообразованием или др., а также их комбинаций. Также может быть использован нетканый материал, полученный по технологии коформ. Способы и аппарат для осуществления таких методик хорошо известны из уровня техники.
Подходящие супервпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Сшивка может представлять собой образование ковалентной, ионной, ван-дер-ваальсовой или водородной связи. Как правило, супервпитывающий материал может впитывать количество жидкости, по меньшей мере в десять раз большее своего веса. Согласно одному варианту осуществления супервпитывающий материал может впитывать количество жидкости, более чем в двадцать четыре раза большее своего веса. Примеры супервпитывающих материалов включают полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, поливиниловые эфиры, гидроксипропилцеллюлозу, карбоксиметилцеллюлозу, поливинилморфолинон, полимеры и сополимеры винилсульфоновой кислоты, полиакрилаты, полиакриламиды, поливинилпирролидон и тому подобное. Дополнительные полимеры, подходящие в качестве супервпитывающего материала, включают гидролизированный привитой сополимер крахмала и акрилонитрила, привитой сополимер крахмала и акриловой кислоты, полиакрилаты и сополимеры изобутиленмалеинового ангидрида и их смеси. Супервпитывающий материал может иметь форму дискретных частиц. Дискретные частицы могут иметь любую необходимую форму, например, спиральную или полуспиральную, кубическую, стержневидную, полиэдрическую и т. д. Также для применения согласно настоящему изобретению предусмотрены формы с соотношением наибольший размер/наименьший размер, такие как иглы, чешуйки и волокна. Также во впитывающей основе 40 можно применять конгломераты частиц супервпитывающих материалов.
Согласно одному варианту осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно одному варианту осуществления впитывающая основа 40 может содержать по меньшей мере приблизительно 15% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать по меньшей мере приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать менее приблизительно 100, 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25 или 20% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать от приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55 или 60% до приблизительно 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. Примеры супервпитывающего материала включают без ограничения FAVOR SXM-9300 или эквивалент, доступный от Evonik Industries, Гринсборо, Северная Каролина, США, и HYSORB 8760 или эквивалент, доступный от BASF Corporation, Шарлотт, Северная Каролина, США.
Впитывающую основу 40 можно расположить поверх внутреннего слоя 72 внешнего покрытия 26, при этом она будет проходить в поперечном направлении между эластичными элементами 66 и 68 для ног и ее можно связать с внутренним слоем 72 внешнего покрытия 26, например, путем связывания с ним с помощью клея. Тем не менее, следует понимать, что впитывающая основа 40 может контактировать, но не быть связанной с внешним покрытием 26 и оставаться в пределах объема настоящего раскрытия. Согласно одному варианту осуществления внешнее покрытие 26 может состоять из одного слоя, а впитывающая основа 40 может контактировать с одним слоем внешнего покрытия 26. Согласно одному варианту осуществления слой, такой как без ограничения переносящий текучую среду слой 78, может быть расположен между впитывающей основой 40 и внешним покрытием 26.
Переносящий текучую среду слой
Согласно различным вариантам осуществления, например проиллюстрированным в неограничивающем примере фиг. 3, впитывающее изделие 10 может быть выполнено без переносящего текучую среду слоя 78. Согласно различным вариантам осуществления, например проиллюстрированным в неограничивающих примерах фиг. 4—6, впитывающее изделие 10 может иметь переносящий текучую среду слой 78. Переносящий текучую среду слой 78 может иметь лицевую по отношению к носителю поверхность 80 и лицевую по отношению к предмету одежды поверхность 82. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать с впитывающей основой 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может быть связан с впитывающей основой 40. Связывание переносящего текучую среду слоя 78 с впитывающей основой 40 может происходить с помощью любого средства, известного рядовому специалисту, такого как без ограничения разновидности клея. Согласно одному варианту осуществления, такому как проиллюстрированный в неограничивающем примере на фиг. 4, переносящий текучую среду слой 78 может быть расположен между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно одному варианту осуществления, такому как проиллюстрированный в неограничивающем примере на фиг. 5, переносящий текучую среду слой 78 может полностью окружать впитывающую основу 40, а его концы могут быть сварены друг с другом. Согласно такому варианту осуществления переносящий текучую среду слой 78 может быть обмотан в несколько оборотов, а затем сварен с помощью, например, тепла и/или давления. Согласно одному варианту осуществления, такому как, например, на неограничивающей иллюстрации фиг. 6, переносящий текучую среду слой 78 может состоять из отдельных листов материала, которые могут быть использованы для частичного или полного окружения впитывающей основы 40 и которые могут быть сварены друг с другом с помощью спаивающих средств, таких как связь, полученная с помощью установки ультразвуковой сварки или другого средства образования термохимической связи или посредством применения клея.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к носящему поверхностью 74 впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к носителю поверхностью 74 и по меньшей мере с одним из краев 42, 44, 46 и/или 48 впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к носителю поверхностью 74, по меньшей мере с одним из краев 42, 44, 46 и/или 48 и лицевой по отношению к предмету одежды поверхностью 76 впитывающей основы 40. Согласно одному варианту осуществления впитывающая основа 40 может быть частично или полностью окружена переносящим текучую среду слоем 78.
Переносящий текучую среду слой 78 может быть податливым, менее гидрофильным, чем впитывающая основа 40, и достаточно пористым, чтобы, таким образом, пропускать жидкие выделения организма с их проникновением через переносящий текучую среду слой 78 и достижением впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может обладать достаточной структурной целостностью, чтобы противостоять смачиванию его и впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может быть выполнен из одного слоя материала или он может представлять собой слоистый материал, выполненный из двух или более слоев материала.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать без ограничения натуральные и синтетические волокна, такие как без ограничения полиэфирные, полипропиленовые, ацетатные, нейлоновые, полимерные материалы, целлюлозные материалы, такие как древесная масса, хлопок, целлюлозные химические волокна, вискоза, LYOCELL®, например, от компании Lenzing Company из Австрии, или смеси таких или других целлюлозных волокон и их комбинации. Натуральные волокна могут включать без ограничения шерстяные, хлопковые, льняные, конопляные и из древесной целлюлозы. Разновидности древесной целлюлозы могут включать без ограничения стандартную ворсистую из мягких сортов древесины, такую как ”CoosAbsorbTM S Fluff Pulp” или эквивалент, доступный от Abitibi Bowater, Гринвилл, Южная Каролина, США, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород деревьев южной части США.
Согласно различным вариантам осуществления переносящий текучую среду слой 78 может включать целлюлозный материал. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может представлять собой крепированную вату или высокопрочную ткань. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может включать полимерный материал. Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать материал спанбонд. Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать материал мелтблаун. Согласно одному варианту осуществления переносящий текучую среду слой 78 может представлять собой слоистый материал из нетканого материала мелтблаун с волокнами, наслоенными по меньшей мере на один слой нетканого материала спанбонд с грубыми волокнами. Согласно такому варианту осуществления переносящий текучую среду слой 78 может представлять собой материал спанбонд-мелтблаун (“SM”). Согласно такому варианту осуществления переносящий текучую среду слой 78 может представлять собой материал спанбонд-мелтблаун-спанбонд (“SMS”). Неограничивающим примером такого переносящего текучую среду слоя 78 может быть 10 г/м2 материал спанбонд-мелтблаун-спанбонд. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может состоять по меньшей мере из одного материала, который был гидравлически вкреплен в нетканую подложку. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может состоять по меньшей мере из двух материалов, которые были гидравлически вкреплены в нетканую подложку. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может содержать по меньшей мере три материала, которые были гидравлически вкреплены в нетканую подложку. Неограничивающим примером переносящего текучую среду слоя 78 может быть 33 г/м2 гидравлически скрепленная подложка. Согласно такому примеру переносящий текучую среду слой 78 может представлять собой 33 г/м2 гидравлически скрепленную подложку, состоящую из 12 г/м2 материала спанбонд, 10 г/м2 материала из древесной целлюлозы с длиной от приблизительно 0,6 см до приблизительно 5,5 см, и 11 г/м2 материала из полиэфирного штапельного волокна. Для получения описанного выше переносящего текучую среду слоя 78 12 г/м2 базовым слоем может послужить материал спанбонд, в то время как 10 г/м2 материал из древесной целлюлозы и 11 г/м2 материал из полиэфирного штапельного волокна можно гомогенно перемешать и осадить на материал спанбонд, а затем гидравлически скрепить с материалом спанбонд.
Согласно различным вариантам осуществления в переносящий текучую среду слой 78 может быть включено придающее влагостойкость средство. Неограничивающим примером придающего влагостойкость средства может быть Kymene 6500 (557LK) или эквивалент, доступный от Ashland Inc. из Ашленда, Кентукки, США. Согласно различным вариантам осуществления в переносящий текучую среду слой 78 может быть включено поверхностно-активное вещество. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть гидрофильным. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть гидрофобным, а также его можно обработать любым известным из уровня техники способом для придания ему гидрофильных свойств.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать с и/или быть связанным с впитывающей основой 40, которая по меньшей мере частично выполнена из зернистого материала, такого как супервпитывающий материал. Согласно одному варианту осуществления, в котором переносящий текучую среду слой 78 по меньшей мере частично или полностью окружает впитывающую основу 40, переносящий текучую среду слой 78 не должен чрезмерно растягиваться или тянуться, поскольку это может привести к выходу зернистого материала за пределы впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78, находясь в сухом состоянии, должен иметь соответствующие величины растяжения при пиковой нагрузке в машинном и поперечном направлениях, составляющие 30 процентов или менее и 40 процентов или менее, соответственно.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может иметь продольную длину такую же, превышающую или меньше продольной длины впитывающей основы 40. Переносящий текучую среду слой 78 может иметь продольную длину в диапазоне от приблизительно 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340 или 350 мм до приблизительно 355, 360, 380, 385, 390, 395, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм.
Поглощающий слой
В различных вариантах осуществления, таких как проиллюстрированные, например, на фиг. 5, впитывающее изделие 10 может иметь поглощающий слой 84. Поглощающий слой 84 может способствовать замедлению и рассеиванию выбросов или излияний жидких выделений организма, проникающих в лицевой по отношению к телу материал 28. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между лицевым по отношению к телу материалом 28 и впитывающей основой 40 для приема и распределения выделений организма с целью впитывания впитывающей основой 40. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между лицевым по отношению к телу материалом 28 и переносящим текучую среду слоем 78 при наличии переносящего текучую среду слоя 78. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между вторичной прокладкой 34, при наличии, и впитывающей основой 40.
Поглощающий слой 84 может иметь обращенную к носящему поверхность 86 и обращенную к предмету одежды поверхность 88. Согласно одному варианту осуществления поглощающий слой 84 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 28. Согласно одному варианту осуществления, в котором поглощающий слой 84 связан с лицевым по отношению к телу материалом 28, связывание поглощающего слоя 84 с лицевым по отношению к телу материалом 28 может происходить посредством связывания с помощью клея и/или точечного сплавления. Связывание с помощью точечного сплавления можно выбрать без ограничения из связывания под действием ультразвука, давления, температуры и их комбинаций. Согласно одному варианту осуществления связывания при помощи точечного сплавления может быть осуществлено согласно любой схеме, которая представляется подходящей.
Поглощающий слой 84 может иметь любой размер продольной длины, который представляется подходящим. Поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 310, 320, 340, 350, 360, 380, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм. Согласно одному варианту осуществления поглощающий слой 84 может иметь такую любую длину, чтобы поглощающий слой 84 мог иметь общую границу с поясными краями 22 и 24 впитывающего изделия 10.
В одном варианте осуществления продольная длина поглощающего слоя 84 может быть равной продольной длине впитывающей основы 40. Согласно такому варианту осуществления средняя точка продольной длины поглощающего слоя 84 может в значительной степени совпадать со средней точкой продольной длины впитывающей основы 40.
В одном варианте осуществления продольная длина поглощающего слоя 84 может быть короче продольной длины впитывающей основы 40. Согласно такому варианту осуществления поглощающий слой 84 может быть расположен в любом необходимом местоположении вдоль продольной длины впитывающей основы 40. В качестве примера такого варианта осуществления впитывающее изделие 10 может содержать целевую область, при этом повторяющиеся жидкие выбросы обычно оказываются во впитывающем изделии 10. Конкретное местоположение целевой области может варьировать в зависимости от возраста и пола носителя впитывающего изделия 10. Например, мужчины имеют склонность мочиться ближе к передней зоне впитывающего изделия 10, и целевая область может быть смещена вперед во впитывающем изделии 10. Например, целевая область для носителя мужского пола может быть расположена приблизительно на 2 ¾” впереди от продольной средней точки впитывающей основы 40 и может иметь длину приблизительно ± 3” и ширину приблизительно ± 2”. Целевая область для женщин может быть расположена ближе к центру области 16 промежности впитывающего изделия 10. Например, целевая область для носителя женского пола может быть расположена приблизительно 1” впереди от продольной средней точки впитывающей основы 40 и может иметь длину приблизительно ± 3” и ширину приблизительно ± 2”. В результате относительное продольное расположение поглощающего слоя 84 во впитывающем изделии 10 может быть выбрано так, чтобы наилучшим образом соответствовать целевой области одной любой категории носителей, или обоим.
Согласно одному варианту осуществления впитывающее изделие 10 может содержать целевую область, находящуюся в центре области 16 промежности впитывающего изделия 10 при условии, что впитывающее изделие 10 будет носиться носящим женского пола. Таким образом, поглощающий слой 84, может быть расположен вдоль продольной длины впитывающего изделия 10 так, чтобы поглощающий слой 84 мог в значительной степени совпадать с целевой областью впитывающего изделия 10, предназначенного для носителя женского пола. Альтернативно, впитывающее изделие 10 может содержать целевую область, расположенную между областью 16 промежности и передней областью 12 талии впитывающего изделия 10, при условии, что впитывающее изделие 10 будет носиться носителем мужского пола. Таким образом, поглощающий слой 84, может быть расположен вдоль продольной длины впитывающего изделия 10 так, чтобы поглощающий слой 84 мог в значительной степени совпадать с целевой областью впитывающего изделия 10, предназначенного для носителя мужского пола.
Согласно одному варианту осуществления поглощающий слой 84 может иметь габаритный размер, который является таким же габаритным размером, что и у целевой области впитывающего изделия 10, или габаритный размер, превышающий габаритный размер целевой области впитывающего изделия 10. Согласно одному варианту осуществления поглощающий слой 84 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 28 по меньшей мере частично в целевой зоне впитывающего изделия 10.
В различных вариантах осуществления поглощающий слой 84 может иметь продольную длину, которая короче, равная или длиннее продольной длины впитывающей основы 40. Согласно одному варианту осуществления, в котором впитывающее изделие 10 представляет собой подгузник, поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 160, 170 или 180 мм до приблизительно 200, 210, 220, 225, 240, 260, 280, 300, 310 или 320 мм. Согласно такому варианту осуществления поглощающий слой 84 в продольной длине может быть короче продольной длины впитывающей основы 40 и может быть разбит на этапы от переднего торцевого края 46 впитывающей основы 40 с расстоянием от приблизительно 15, 20 или 25 мм до приблизительно 30, 35 или 40 мм. Согласно одному варианту осуществления, в котором впитывающее изделие 10 может представлять собой «тренировочные» трусы или трусы для подростков, поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 200, 210, 220, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 340, 360, 400, 410, 420, 440, 450, 460, 480, 500, 510 или 520 мм. Согласно такому варианту осуществления поглощающий слой 84 может иметь продольную длину, которая короче продольной длины впитывающей основы 40, и может быть разделен на этапы с расстоянием от приблизительно 25, 30, 35 или 40 мм до приблизительно 45, 50, 55, 60, 65, 70, 75, 80 или 85 мм от переднего торцевого края 46 впитывающей основы 40. Согласно одному варианту осуществления, в котором впитывающее изделие 10 представляет собой предмет одежды для взрослых, страдающих недержанием, поглощающий слой 84 может иметь продольную длину от приблизительно 200, 210, 220, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 320, 340, 360, 380, 400, 410, 415, 425 или 450 мм. Согласно такому варианту осуществления поглощающий слой 84 может иметь продольную длину, которая короче продольной длины впитывающей основы 40, и поглощающий слой 84 может быть разделен на этапы с расстоянием от приблизительно 20, 25, 30 или 35 мм до приблизительно 40, 45, 50, 55, 60, 65, 70 или 75 мм от переднего торцевого края 46 впитывающей основы 40.
Поглощающий слой 84 может иметь любую необходимую ширину. Поглощающий слой 84 может иметь размер по ширине размер по ширине от приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55, 60 или 70 мм до приблизительно 80, 90, 100, 110, 115, 120, 130, 140, 150, 160, 170 или 180 мм. Ширина поглощающего слоя 84 может варьировать в зависимости от размера и формы впитывающего изделия 10, в котором будет размещен поглощающий слой 84. Поглощающий слой 84 может иметь ширину, которая меньше, такая же или больше ширины впитывающей основы 40. В области 16 промежности впитывающего изделия 10 поглощающий слой 84 может иметь ширину, которая меньше, такая же или больше ширины впитывающей основы 40.
В одном варианте осуществления поглощающий слой 84 может включать натуральные волокна, синтетические волокна, сверхвпитывающий материал, тканый материал, нетканый материал, волокнистые полотна влажной укладки, практически несвязанное волокнистое полотно воздушной укладки, функционально связанное стабилизированное волокнистое полотно воздушной укладки или т. п., а также их комбинации. В одном варианте осуществления поглощающий слой 84 может быть образован из материала, который в значительной мере является гидрофобным, такого как нетканое полотно, состоящее из полипропилена, полиэтилена, сложного полиэфира и т. п., и их комбинаций.
В различных вариантах осуществления поглощающий слой 84 может иметь волокна, которые могут иметь толщину нити в денье, превышающую приблизительно 5. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна, которые могут иметь толщину нити в денье меньше приблизительно 5.
В одном варианте осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композиционный материал кардочесанного полотна, полученного воздушной набивкой с базовым весом 50 г/м2, содержащий однородную смесь из приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% двухкомпонентных волокон ESC-233 от ES FiberVisions диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
В одном варианте осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композиционный материал кардочесанного полотна, полученного воздушной набивкой с удельным весом 50 г/м2, содержащий однородную смесь из приблизительно 50% волокон Rayon с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% волокон Rayon Galaxy от Kelheim диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как 50 г/м2 композит кардочесанного полотна, полученного воздушной набивкой, содержащий гомогенную смесь из приблизительно 40% полых полипропиленовых волокон с диаметром волокна 7 денье и приблизительно 60% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 17 денье. Примером такого композита является композит с приблизительно 40% полых полипропиленовых волокон T-118 от ES FiberVisions диаметром 7 денье и приблизительно 60% двухкомпонентных волокон Varde от ES FiberVisions диаметром 17 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
В одном варианте осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композиционный материал кардочесанного полотна с удельным весом 35 г/м2, полученного воздушной набивкой, содержащий гомогенную смесь из приблизительно 35% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 6 денье, приблизительно 35% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 2 денье и приблизительно 30% полиэфирных волокон с диаметром волокна 6 денье. Примером такого композита является композит с приблизительно 35% Huvis 180-N (PE/PP 6 денье), приблизительно 35% Huvis N-215 (PE/PP 2 денье) и приблизительно 30% Huvis SD-10 PET, 6 денье, или эквивалентный композит, доступный от SamBo Company, Ltd, Корея.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой подвергнутое термосварке, стабилизированное, уложенное воздухом волокнистое полотно (например, согласованный код продукта DT200.100.D0001), которое доступно от Glatfelter, при этом фирма имеет офисы, размещенные в Йорке, Пенсильвания, США.
Согласно одному варианту осуществления поглощающий слой 84 может включать материал, полученный по технологии коформ/пеноматериал. Согласно одному варианту осуществления поглощающий слой 84 может включать упругий материал, полученный по технологии коформ. Применяемый в настоящем документе термин “коформ” относится к смеси волокон мелтблаун и впитывающих волокон, таких как целлюлозные волокна, которые могут быть сформированы путем формования воздухом полимерного материала мелтблаун с одновременным продуванием взвешенных в воздухе волокон в поток волокон мелтблаун. Материал, полученный по технологии коформ, также может включать другие материалы, такие как супервпитывающий материал. Волокна мелтблаун и впитывающие волокна (и другие необязательные материалы) можно собирать на формирующей поверхности, например, обеспечиваемой перфорированной лентой. Формирующая поверхность может включать проницаемый для газа материал, который был размещен на формирующей поверхности. Материалы, полученные по технологии коформ, дополнительно описаны в патентах США № 5508102 и № 5350624, Georger et al., и № 4100324, Anderson, и публикации заявки США № 2012/0053547, Schroeder et al., которые включены в настоящий документ с помощью ссылки на них в полном объеме и до такой степени, при которой они не конфликтуют с настоящим описанием. Применяемый в настоящем документе термин “упругий коформ” относится к нетканому слою из упругого коформа, включающему матрицу из волокон мелтблаун и впитывающий материал, при этом волокна мелтблаун составляют от приблизительно 30 вес. % до приблизительно 99 вес. % полотна, а впитывающий материал составляет от приблизительно 1 вес. % до приблизительно 70 вес. % полотна, и при этом дополнительно волокна мелтблаун сформированы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина с содержанием пропилена от приблизительно 60 мол. % до приблизительно 99,5 мол. % и содержанием α-олефина от приблизительно 0,5 мол. % до приблизительно 40 мол. %, при этом сополимер дополнительно имеет плотность от приблизительно 0,86 до приблизительно 0,90 грамма на кубический сантиметр, а композиция имеет показатель текучести расплава от приблизительно 120 до приблизительно 6000 грамм за 10 минут, определяемый при 230oC в соответствии со способом испытания ASTM D1238-E, хотя из практических соображений могут снижать верхнюю границу диапазона показателя текучести расплава.
Поглощающий слой 84 может иметь дополнительные параметры, включая базовый вес и толщину. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять по меньшей мере приблизительно 10 или 20 г/м2. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять от приблизительно 10, 20, 30, 40, 50 или 60 г/м2 до приблизительно 65, 70, 75, 80, 85, 90, 100, 110, 120 или 130 г/м2. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять менее чем приблизительно 130, 120, 110, 100, 90, 85, 80, 75, 70, 65, 60 или 50 г/м2. Согласно одному варианту осуществления поглощающий слой 84 может иметь толщину, измеренную при 0,05 фунт/кв. дюйм (0,345 кПа), которая составляет менее чем приблизительно 1,5 мм. Согласно одному варианту осуществления, такому как, например, при котором впитывающим изделием 10 может быть подгузник, поглощающий слой 84 может иметь толщину, измеренную при 0,05 фунт/кв. дюйм (0,345 кПа), которая составляет менее чем приблизительно 1,5, 1,25 или 1,0 мм. Согласно одному варианту осуществления, такому как, например, при котором впитывающим изделием может быть гигиенический продукт для женщин, поглощающий слой 84 может иметь толщину, измеренную при 0,2 фунт/кв. дюйм (1,379 кПа), которая составляет менее чем приблизительно 1,5, 1,25 или 1,0 мм.
Лицевой по отношению к телу материал
Как проиллюстрировано на фиг. 7—9, лицевой по отношению к телу материал 28 может быть полотном из подвергнутого струйному скреплению слоистого материала с выступающими частями 90, выходящими из и наружу от по меньшей мере одной заданной внешней поверхности полотна из слоистого материала. Согласно одному варианту осуществления выступающие части 90 могут быть полыми. Лицевой по отношению к телу материал 28 может иметь два слоя, такие как опорный слой 92 и слой 94 с выступающими частями. Опорный слой 92 может иметь первую поверхность 96 и противоположную вторую поверхность 98, а также толщину 100. Слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и противоположную внешнюю поверхность 104, а также толщину 106. Между опорным слоем 92 и слоем 94 с выступающими частями может присутствовать поверхность 108 раздела. Согласно одному варианту осуществления волокна слоя 94 с выступающими частями могут пересекать поверхность 108 раздела и скрепляться опорным слоем 92 и зацеплять опорный слой 92 с формированием лицевого по отношению к телу материала 28. Согласно одному варианту осуществления, в котором опорный слой 92 представляет собой волокнистое нетканое полотно, волокна опорного слоя 92 могут пересекать поверхность 108 раздела и скрепляться волокнами слоя 94 с выступающими частями.
Выступающие части лицевого по отношению к телу материала
Согласно одному варианту осуществления выступающие части 90 могут быть заполнены волокнами из слоя 94 с выступающими частями и/или опорного слоя 92. Согласно одному варианту осуществления выступающие части 90 могут быть полыми. Выступающие части 90 могут иметь закрытые концы 110 и боковые стенки 112. В различных вариантах осуществления выступы 90 могут иметь долю открытой области, в которой свет может проходить через выступы 90 без помех со стороны материала, образующего выступы 90, такого как, например, волокнистый материал. Процент открытой области, имеющейся в выступающих частях 90, охватывает всю область выступающей части 90, где свет может беспрепятственно проходить через выступающую часть 90. Так, например, процент открытой области выступающей части 90 может охватывать всю открытую область выступающей части 90 посредством отверстий, щелистых промежутков между волокнами и любых других промежутков в выступающей части 90, где свет может проходить беспрепятственно. Согласно одному варианту осуществления открытые области могут быть образованы за счет промежутка между волокнами. Фактическая форма выступов 90 может изменяться в зависимости от формы формирующей поверхности, в которую вдавливают волокна из слоя 94 с выступами. Таким образом, но не ограничиваясь указанными вариантами, формы выступающих частей 90 могут быть, например, круглыми, овальными, квадратными, прямоугольными, треугольными, ромбообразными и т. д. Как ширина, так и высота выступающих частей 90 могут варьировать, поскольку могут присутствовать промежуток и структура выступающих частей 90. Согласно одному варианту осуществления в одном слое 94 с выступающими частями можно использовать выступающие части 90 с различными формами, размерами и промежутками. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту, превышающую приблизительно 1 мм. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту, превышающую приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 мм. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту от приблизительно 1, 2, 3, 4 или 5 мм до приблизительно 6, 7, 8, 9 или 10 мм.
Выступающие части 90 лицевого по отношению к телу материала 28 могут быть расположены на внешней поверхности 104 слоя 94 с выступающими частями или исходить из нее. Согласно одному варианту осуществления выступающие части 90 могут выходить из внешней поверхности 104 слоя 94 с выступающими частями в направлении от опорного слоя 92. Согласно одному варианту осуществления, в котором выступающие части 90 могут быть полыми, они могут иметь открытые концы 114, которые могут быть расположены по направлению к внутренней поверхности 102 слоя 94 с выступающими частями, и они могут быть покрыты второй поверхностью 98 опорного слоя 92 или внутренней поверхностью 102 слоя 94 с выступающими частями в зависимости от количества волокна, которое было использовано из слоя 94 с выступающими частями для формирования выступающих частей 90. Выступающие части 90 могут быть окружены низинными областями 116, которые могут быть сформированы из внешней поверхности 104 слоя 94 с выступающими частями, при этом толщина низинных областей 116 может состоять как из слоя 94 с выступающими частями, так и из опорного слоя 92. Низинные области 116 могут быть относительно пологими и плоскими, как показано на фиг. 7 и 8, или в низинных областях 116 может быть создана топографическая изменчивость. Например, согласно одному варианту осуществления низинная область 116 может иметь множество трехмерных форм, сформированных в ней путем формирования слоя 94 с выступающими частями на обладающей трехмерной формой формирующей поверхности, наподобие раскрытой в патенте США № 4741941, Engelbert и соавт., переуступленном Kimberly-Clark Worldwide, и включенном в настоящий документ с помощью ссылки в полном его объеме для всех целей. Например, согласно одному варианту осуществления низинная область 116 может иметь углубления 118, которые могут полностью или частично заходить в слой 94 с выступающими частями и/или опорный слой 92. Кроме того, низинная область 116 может быть подвергнута тиснению, которое может придать низинной области 116 поверхностную текстуру и другие функциональные признаки. Согласно одному варианту осуществления низинная область 116 и лицевой по отношению к телу материал 28, в целом, могут быть снабжены отверстиями 120, которые могут проходить через лицевой по отношению к телу материал 28 для дополнительного облегчения прохождения текучих сред (таких как жидкости и твердые вещества, которые составляют выделения организма) в и через лицевой по отношению к телу материал 28. Такие отверстия 120 должны отличаться от промежутка между волокнами, который представляет собой промежуток от одного отдельного волокна до следующего отдельного волокна.
Выступающие части 90 лицевого по отношению к телу материала 28 могут быть реализованы в любой ориентации, которая представляется подходящей. Согласно одному варианту осуществления выступающие части 90 лицевого по отношению к телу материала 28 могут быть реализованы произвольно по отношению к лицевому по отношению к телу материалу 28. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в продольном направлении 30 впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в поперечном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в направлении, которое может быть под углом к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Низинные области 116 лицевого по отношению к телу материала 28 могут быть реализованы в любой ориентации, которая представляется подходящей. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в продольном направлении 30 впитывающего изделия 10. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в поперечном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в направлении, которое может быть под углом к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10.
Согласно одному варианту осуществления выступающие части 90 и/или низинные области 116 могут быть реализованы так, чтобы выступающие части 90 были расположены в области 16 промежности впитывающего изделия 10, расположены по направлению к периметру впитывающего изделия 10 и в их сочетании. Согласно одному варианту осуществления выступающие части 90 могут иметь различные значения высоты в различных областях впитывающего изделия 10. Согласно такому варианту осуществления, например, выступающие части 90 могут иметь первую высоту в одной области впитывающего изделия 10 и другую высоту в другой области впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут иметь различные значения диаметра в различных областях впитывающего изделия 10. Согласно такому варианту осуществления, например, выступающие части 90 могут иметь первый диаметр в одной области впитывающего изделия 10 и могут иметь другой диаметр в другой области впитывающего изделия 10. Согласно одному варианту осуществления концентрация выступающих частей 90 во впитывающем изделии 10 может варьировать. Согласно такому варианту осуществления одна область впитывающего изделия 10 может иметь более высокую концентрацию выступающих частей 90, чем концентрация выступающих частей 90 во второй области впитывающего изделия 10.
Согласно одному варианту осуществления выступающие части 90 и/или низинные области 116 могут быть реализованы в структурированной ориентации. Неограничивающие примеры структурированных ориентаций могут включать без ограничений линии, круги, квадраты, прямоугольники, треугольники, овалы, звезды и шестигранники. Согласно одному варианту осуществления структурированная ориентация может быть реализована так, чтобы структурированная ориентация была параллельна продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Согласно одному варианту осуществления структурированная ориентация может быть реализована так, чтобы структурированная ориентация находилась под углом по отношению к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Согласно одному варианту осуществления выступающая часть 90 лицевого по отношению к телу материала 28 может по меньшей мере частично совпадать, полностью совпадать или полностью не совпадать с другой выступающей частью 90 лицевого по отношению к телу материала 28, такой как, например, смежная выступающая часть 90. Без привязки к теории полагают, что совпадение (либо частичное, либо полное совпадение, либо полное несовпадение) выступающей части 90 лицевого по отношению к телу материала 28 с другой выступающей частью 90, такой как смежная выступающая часть 90, лицевого по отношению к телу материала 28 может привести к образованию каналов низинных областей 116, которые могут препятствовать дополнительному распределению выделений организма по лицевому по отношению к телу материалу 28 впитывающего изделия 10 и/или могут направлять распределение выделений организма к необходимым местам лицевого по отношению к телу материала 28 впитывающего изделия 10.
Лицевой по отношению к телу материал 28 может быть результатом движения волокон в слое 94 с выступающими частями в одном, и иногда в двух или более направлениях. Обращаясь к фиг. 9, если поверхность формирования, на которой размещают слой 94 с выступающими частями, является твердой за исключением формирующих прорезей, используемых для формирования полых выступающих частей 90, то сила потоков струйного скрепления, бьющих и отражающихся от твердых низинных областей поверхности, соответствующих низинным областям 116 слоя 94 с выступающими частями, может вызвать перемещение волокон, смежных с внутренней поверхностью 102 слоя 94 с выступающими частями, в опорный слой 92, смежный с его второй поверхностью 98. Такое смещение волокон в первом направлении можно представить с помощью стрелок 126, показанных на фиг. 9. Для формирования выступающих частей 90, выходящих наружу из внешней поверхности 104 слоя 94 с выступающими частями, должно быть смещение волокон во втором направлении, которое показано стрелками 128. Это смещение во втором направлении, которое заставляет волокна из слоя 94 с выступающими частями выходить из и идти от внешней поверхности 104 с образованием выступающих частей 90.
Согласно одному варианту осуществления, в котором опорный слой 92 может представлять собой волокнистое нетканое полотно, в зависимости от степени целостности и прочности полотна и времени воздействия струй текучей среды также может иметь место смещение волокон опорного слоя 92 в слой 94 с выступающими частями, как показано стрелками 130 на фиг. 9. Конечным результатом таких смещений волокон может быть образование лицевого по отношению к телу материала 28 с хорошей общей целостностью и наслоением слоев (92 и 94) на их поверхности 108 раздела, что, таким образом, делает возможным дополнительные обработку и манипуляции лицевого по отношению к телу материала 28. В результате описанных в настоящем документе процессов струйного скрепления обычно нежелательно, чтобы давление текучей среды, прилагаемое для образования выступающих частей 90, имело достаточную силу для того, чтобы заставить волокна из опорного слоя 92 выступить на внешней поверхности 104 слоя 94 с выступающими частями.
Опорный слой и слой с выступающими частями лицевого по отношению к телу материала
Как подразумевает название, опорный слой 92 может служить опорой для слоя 94 с выступающими частями, содержащего выступающие части 90, и может быть выполнен из ряда структурных элементов, при условии, что опорный слой 92 может служить опорой слою 94 с выступающими частями. Основные функции опорного слоя 92 могут заключаться в защите слоя 94 с выступающими частями во время формирования выступающих частей 90, возможности связывать слой 94 с выступающими частями или скрепляться с ним и в облегчении последующей обработки слоя 94 с выступающими частями и полученным в результате лицевым по отношению к телу материалом 28. Подходящие материалы для опорного слоя 92 могут включать без ограничения нетканые материалы или полотна, материалы холста, сетчатые материалы, изделия на основе бумаги/целлюлозы/древесной целлюлозы, которые можно рассматривать как подмножество нетканых материалов или полотен, а также пеноматериалы, пленки и комбинации вышеуказанных, при условии, что выбранные материал или материалы могут выдержать процесс производства, такой как процесс струйного скрепления. Согласно одному варианту осуществления опорный слой 92 может представлять собой волокнистое нетканое полотно, изготовленное из множества случайным образом наложенных волокон, которые могут представлять собой волокна со штапельной длиной, такие, которые применяют, например, в кардочесанных полотнах, уложенных воздухом полотнах и т. д. или они могут представлять собой более непрерывные волокна, такие, которые обнаруживаются, например, в полотнах мелтблаун или спанбонд. В связи с функциями, которые должен выполнять опорный слой 92, опорный слой 92 может иметь более высокую степень целостности, чем слой 94 с выступающими частями. В этом отношении опорный слой 92 может оставаться практически неизменным, когда его подвергают процессу струйного скрепления. Степень целостности опорного слоя 92 может быть такой, чтобы материал, формирующий опорный слой 92, мог противостоять при увлечении вниз и заполнении выступающих частей 90 слоя 94 с выступающими частями. В результате, согласно одному варианту осуществления, в котором опорный слой 92 представляет собой волокнистые нетканое полотно, он должен иметь более высокую степень связанности волокон между собой и/или скрепления волокна, чем волокна в слое 94 с выступающими частями. Несмотря на то, что желательно, чтобы волокна из опорного слоя 92 были скреплены с волокнами слоя 94 с выступающими частями, смежного с поверхностью 108 раздела между двумя слоями, обычно желательно, чтобы волокна данного опорного слоя 92 не встраивались в слой 94 с выступающими частями, или не скреплялись с ним, до такой степени, что большие части этих волокон будут пробиваться внутрь выступающих частей 90.
Согласно одному варианту осуществления функция опорного слоя 92 может заключаться в облегчении дополнительной обработки слоя 94 с выступающими частями. Согласно одному варианту осуществления волокна, применяемые для формирования слоя 94 с выступающими частями, могут быть дороже волокон, применяемых для формирования опорного слоя 92. В результате, согласно такому варианту осуществления, может быть необходимо сохранять базовый вес слоя 94 с выступающими частями низким. При этом, однако, может стать затруднительной обработка слоя 94 с выступающими частями после его формирования. В результате прикрепления слоя 94 с выступающими частями к нижележащему опорному слою 92 можно более эффективно выполнять дополнительную обработку, намотку и размотку, хранение и другие действия.
Для того, чтобы противостоять более высокой степени смещения, которое упомянуто выше, согласно одному варианту осуществления опорный слой 92 может иметь более высокую степень целостности, чем слой 94 с выступающими частями. Эта более высокая степень целостности может быть реализована рядом способов. Один может представлять собой связывание волокон между собой, которое может быть достигнуто посредством термосварки или ультразвуковой сварки волокон друг с другом с или без применения давления, как в связывании с воздушной набивкой, точечном связывании, порошковом связывании, химическом связывании, клеевом связывании, тиснении, каландровом связывании и т.д. Кроме того, другие материалы можно добавлять в смесь волокнистых материалов, такие как разновидности клея и/или двухкомпонентные волокна. Также можно использовать предварительное скрепление волокнистого нетканого опорного слоя 92, такое как, например, путем воздействия на полотно водоструйным скреплением, иглопробиванием и т.д., перед тем, как этот опорный слой 92 будет сцеплен со слоем 94 с выступающими частями. Также возможны комбинации вышеописанного. При этом другие материалы, такие как вспененные материалы, холсты и сетки, могут иметь достаточную начальную целостность для того, чтобы не требовать дальнейшей обработки. Уровень целостности можно во многих случаях наблюдать визуально благодаря, например, осмотру невооруженным глазом при таких методиках, как точечное связывание, которое обычно используют с волокнистыми неткаными полотнами, такими как спанбонд полотна, и полотна, содержащие штапельное волокно. Дополнительное увеличение опорного слоя 92 может также показывать использование струйного скрепления или использование термосварки и/или клеевого связывания для сцепления волокон вместе.
Тип, базовый вес, прочность на разрыв и другие свойства опорного слоя 92 можно выбрать и изменять в зависимости от конкретного конечного применения полученного в результате лицевого по отношению к телу материала 28. Если лицевой по отношению к телу материал 28 должен использоваться в качестве части впитывающего изделия, такого как впитывающее изделие личной гигиены, салфетка и т.д., обычно может быть желательно, чтобы опорный слой 92 представлял собой слой, который пропускает текучую среду, имеет хорошую прочность во влажном и сухом состоянии, был способен впитывать текучие среды, такие как выделения организма, возможно, удерживать текучие среды в течение определенного периода времени, а затем высвобождать текучие среды в один или несколько нижележащих слоев. В этом отношении волокнистые нетканые материалы, такие как спанбонд полотна, мелтблаун полотна и кардочесанные полотна, такие как уложенные воздухом полотна, связанные кардочесанные полотна и материалы, полученные по технологии коформ, хорошо подходят в качестве опорных слоев 92. Также хорошо подходят вспененные материалы и материалы в виде холста. Кроме того, опорный слой 92 может представлять собой многослойный материал вследствие использования нескольких слоев или использования многорядных процессов формирования, которые обычно используются при изготовлении спанбонд полотен и мелтблаун полотен, а также слоистых комбинаций мелтблаун и спанбонд полотен. При формировании таких опорных слоев 92 как натуральные, так и синтетические материалы можно использовать отдельно или в комбинации для производства материалов. Согласно различным вариантам осуществления опорный слой 92 может иметь базовый вес в диапазоне от приблизительно 5 до приблизительно 40 или 50 г/м2.
Слой 94 с выступающими частями может быть изготовлен из множества случайным образом наложенных волокон, которые могут представлять собой волокна штапельной длины, такие как используемые, например, в кардочесанных полотнах, уложенных воздухом полотнах, полотнах, полученных по технологии коформ, и т.д., или они могут представлять собой более непрерывные волокна, такие как находящиеся, например, в мелтблаун или спанбонд полотнах. Волокна в слое 94 с выступающими частями могут иметь меньшую связанность между волокнами и/или скрепление волокон и, следовательно, меньшую целостность по сравнению с целостностью опорного слоя 92, особенно в вариантах осуществления, в которых опорный слой 92 представляет собой волокнистое нетканое полотно. В качестве альтернативы, если как опорный слой 92, так и слой 94 с выступающими частями могут представлять собой волокнистые нетканые полотна, слой 94 с выступающими частями может иметь меньшую целостность, чем опорный слой 92 вследствие того, что слой 94 с выступающими частями имеет, например, меньшую связанность между волокнами, меньшее количество клея на волокнах или меньшее предварительное скрепление волокон, формирующих слой 94 с выступающими частями.
Слой 94 с выступающими частями может иметь достаточную величину способности волокон к перемещению, чтобы обеспечивать в описанном ниже процессе струйного скрепления возможность перемещения первого множества из множества волокон слоя с выступающими частями 94 из плоскости X-Y слоя 94 с выступающими частями и в перпендикулярном или Z-направлении относительно слоя 94 с выступающими частями таким образом, чтобы они были способны формировать выступающие части 90 (проиллюстрированы на фиг. 7). Как отмечено в данном документе, согласно различным вариантам осуществления выступающие части 90 могут быть полыми. Как описано в данном документе, согласно одному варианту осуществления второе множество из множества волокон в слое 94 с выступающими частями может становиться скрепленным с опорным слоем 92. Если используются более непрерывные волокнистые структуры, такие как мелтблаун или спанбонд полотна, согласно одному варианту осуществления может присутствовать незначительное предварительное связывание слоя 94 с выступающими частями перед процессом струйного скрепления или предварительное связывание может отсутствовать. Более длинные волокна, такие как образующиеся в процессах по технологии мелтблаун и спанбонд (которые часто называют непрерывными волокнами, чтобы отличать их от волокон штапельной длины) обычно будут требовать большей силы для смещения волокон в направлении Z, чем более короткие волокна штапельной длины, которые обычно имеют длины волокон менее чем приблизительно 100 мм и, более типично, длины волокон в диапазоне 10-60 мм. Напротив, полотна из штапельного волокна, такие как кардочесанные полотна и уложенные воздухом полотна, могут иметь некоторую степень предварительной связанности или скрепления волокон вследствие их меньшей длины. Для таких более коротких волокон требуется меньшая сила текучей среды от потоков струйного скрепления для их перемещения в направлении Z с формированием выступающих частей 90. В результате необходимо соблюдать баланс между длиной волокна, степенью предварительной связанности волокна, силой текучей среды, скоростью полотна и временем пребывания с тем, чтобы иметь возможность создавать выступающие части 90 без, если не требуется иное, формирования отверстий в низинных областях 116 или выступающих частях 90 или вытеснения слишком большого количества материала во внутреннее пространство 124 выступающих частей 90, тем самым делая выступающие части 90 слишком жесткими для некоторых целевых назначений. В дополнение к внутреннему пространству 124 боковые стенки 112 выступающей части 90 имеют толщину 122.
Согласно различным вариантам осуществления слой 94 с выступающими частями может иметь базовый вес в диапазоне от приблизительно 10 г/м2 до приблизительно 60 г/м2. Спанбонд полотна обычно могут иметь значения базового веса от приблизительно 15 до приблизительно 50 г/м2 при использовании в качестве слоя 94 с выступающими частями. Диаметры волокон могут находиться в диапазоне от приблизительно 5 до приблизительно 20 микрон. Волокна могут представлять собой однокомпонентные волокна, сформированные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления, чем другие компоненты для того, чтобы обеспечить возможность связывания между волокнами при использовании тепла и/или давления. Также могут быть использованы полые волокна. Волокна могут быть образованы из любых составов полимеров, обычно используемых для формирования спанбонд полотен. Примеры таких полимеров включают, но без ограничения, полипропилен (“PP”), полиэфир (“PET”), полиамид (“PA”), полиэтилен (“PE”) и полимолочную кислоту (“PLA”). Спанбонд полотна могут быть подвергнуты действию методик связывания и скрепления после формирования, если необходимо улучшить пригодность полотна к обработке перед тем, как оно подвергнется процессу формирования выступающих частей.
Мелтблаун полотна обычно могут иметь значения базового веса от приблизительно 20 до приблизительно 50 г/м2 при использовании в качестве слоя 94 с выступающими частями. Диаметры волокон могут находиться в диапазоне от приблизительно 0,5 до приблизительно 5 микрон. Волокна могут представлять собой однокомпонентные волокна, сформированные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления, чем другие компоненты для того, чтобы обеспечить возможность связывания между волокнами при использовании тепла и/или давления. Волокна могут быть образованы из любых составов полимеров, обычно используемых для формирования спанбонд полотен. Примеры таких полимеров включают без ограничений PP, PET, PA, PE и PLA.
В кардочесанных и уложенных воздухом полотнах могут использоваться штапельные волокна, длина которых обычно может находиться в диапазоне от приблизительно 10 до приблизительно 100 миллиметров. Толщина волокна в денье будет находиться в диапазоне от приблизительно 0,5 до приблизительно 6 денье в зависимости от конкретного конечного применения. Значения базового веса могут находиться в диапазоне от приблизительно 20 до приблизительно 60 г/м2. Штапельные волокна могут быть изготовлены из широкого спектра полимеров, в том числе без ограничения PP, PET, PA, PE, PLA, хлопка, целлюлозных химических волокон, льна, шерсти, конопли и регенерированной целлюлозы, такой как, например, вискоза. Также могут быть использованы смеси волокон, такие как смеси двухкомпонентных волокон и однокомпонентных волокон, а также смеси твердых волокон и полых волокон. Если необходимо связывание, оно может быть реализовано рядом способов, включая, например, связывание с воздушной набивкой, каландровое связывание, точечное связывание, химическое связывание и клеевое связывание, такое как порошковое связывание. Если необходимо, для дополнительного улучшения целостности и пригодности к обработке слоя 94 с выступающими частями перед процессом формирования выступающих частей слой 94 с выступающими частями может быть подвергнут процессу предварительного скрепления для повышения скрепления волокон в слое 94 с выступающими частями перед формированием выступающих частей 90. Водоструйное скрепление может быть выгодным в этом отношении.
Хотя вышеописанные типы нетканых полотен и процессы формирования, описанные в данном документе, являются подходящими для применения в сочетании со слоем 94 с выступающими частями, ожидается, что другие полотна и процессы формирования также можно использовать при условии, что полотна способны к формированию выступающих частей 90.
Каждый из опорного слоя 92 и слоя 94 с выступающими частями может быть изготовлен с различными значениями базового веса в зависимости от конкретного конечного применения. Например, лицевой по отношению к телу материал 28 может иметь общий базовый вес от приблизительно 15, 20 или 25 до приблизительно 100, 110 или 120 г/м2, и опорный слой 92 может иметь базовый вес от приблизительно 5 до приблизительно 40 или 50 г/м2, тогда как слой 94 с выступающими частями может иметь базовый вес от приблизительно 15 или 20 до приблизительно 50 или 60 г/м2. Такие диапазоны базового веса могут быть возможны вследствие способа, которым можно формировать лицевой по отношению к телу материал 28, и применения двух различных слоев с различными функциями относительно процесса формирования. В результате лицевой по отношению к телу материал 28 может быть изготовлен в коммерческих установках, которые прежде не рассматривались как возможные вследствие неспособности к обработке отдельных полотен и формированию желаемых выступающих частей 90. Лицевой по отношению к телу материал 28, описанный в данном документе, соответствует материалу, описанному в патенте США № 9474660, выданном Kirby и соавт., который включен в данный документ посредством ссылки.
Вторичный прокладочный материал
Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может перекрывать впитывающую основу 40 и внешнее покрытие 26 и может отделять кожу пользователя от жидких отходов, удерживаемых впитывающей основой 40. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может перекрывать вторичный прокладочный материал 34. В таких вариантах осуществления вторичный прокладочный материал 34 может перекрывать впитывающую основу 40. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть расположен между вторичным прокладочным материалом 34 и впитывающей основой 40. Согласно различным вариантам осуществления поглощающий слой 84 может быть расположен между вторичным прокладочным материалом 34 и впитывающей основой 40 или переносящим текучую среду слоем 78, если он присутствует. Согласно различным вариантам осуществления вторичный прокладочный материал 34 может быть связан с поглощающим слоем 84 или переносящим текучую среду слоем 78, если отсутствует поглощающий слой 84, с помощью клея и/или с помощью связывания точечным сплавлением. Связывание точечным сплавлением можно выбрать из связывания под действием ультразвука, температуры, давления, а также их комбинаций.
Согласно одному варианту осуществления вторичный прокладочный материал 34 может выходить за пределы впитывающей основы 40, и/или переносящего текучую среду слоя 78, и/или поглощающего слоя 84 с перекрытием части внешнего покрытия 26 и может быть связан с ним с помощью любого способа, считающегося подходящим, такого как, например, с помощью связывания с ним с помощью клея, практически охватывая впитывающую основу 40 между внешним покрытием 26 и вторичным прокладочным материалом 34. Вторичный прокладочный материал 34 может быть уже, чем внешнее покрытие 26, но следует понимать, что вторичный прокладочный материал 34 и внешнее покрытие 26 могут иметь одинаковые размеры. Также предполагается, что вторичный прокладочный материал 34 может не выходить за пределы впитывающей основы 40 и/или может быть не прикреплен к внешнему покрытию 26. Вторичный прокладочный материал 34 может быть деформируемым подходящим образом, мягким на ощупь и не раздражающим кожу пользователя и может быть таким же или менее гидрофобным, чем впитывающая основа 40, позволяя легкое проникновение выделений организма через впитывающую основу 40 и обеспечивая пользователю относительно сухую поверхность.
Вторичный прокладочный материал 34 можно производить из широкого спектра материалов, таких как синтетические волокна (например, полиэфирные или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые вспененные материалы, сетчатые вспененные материалы, перфорированные пластиковые пленки или подобное. Примеры подходящих материалов включают без ограничения целлюлозные химические волокна, древесные, хлопковые, полиэфирные, полипропиленовые, полиэтиленовые, нейлоновые волокна или другие волокна, способные к связыванию под воздействием нагревания, полиолефины, такие как без ограничения сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности, сложные эфиры алифатических кислот, такие как полимолочная кислота, полотна из перфорированной пленки с мелкими отверстиями и т.п., а также их комбинации.
Различные тканые и нетканые текстильные материалы можно использовать для вторичного прокладочного материала 34. Вторичный прокладочный материал 34 может включать тканый текстильный материал, нетканый текстильный материал, полимерную пленку, пленочно-тканевый слоистый материал или т.п., а также их комбинации. Примеры подходящего нетканого текстильного материала включают текстильный материал, полученный по технологии спанбонд, текстильный материал, полученный по технологии мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал, полученный по технологии спанбонд, материал, полученный по технологии спанлейс, или подобное, а также их комбинации.
Например, вторичный прокладочный материал 34 может состоять из мелтблаун или спанбонд полотна из полиолефиновых волокон. В качестве альтернативы, вторичный прокладочный материал 34 может представлять собой связанное кардочесанное полотно, состоящее из натуральных и/или синтетических волокон. Вторичный прокладочный материал 34 может состоять из практически гидрофобного материала, и гидрофобный материал можно необязательно обрабатывать поверхностно-активным веществом или подвергнуть иной обработке для придания желаемого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество можно наносить с помощью любых традиционных средств, таких как распыление, печать, нанесение покрытия кистью или подобное. Поверхностно-активное вещество можно наносить на весь вторичный прокладочный материал 34, или его можно избирательно наносить на конкретные сегменты вторичного прокладочного материала 34. Согласно одному варианту осуществления вторичный прокладочный материал 34 можно обрабатывать модификатором, который может повышать поверхностную энергию поверхности материала или снижать вязкоупругие свойства выделений организма, таких как менструальные выделения.
Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть выполнен из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно, полученное по технологии спанбонд, или связанное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает двухкомпонентное полиэтиленовое/полипропиленовое волокно. В этом конкретном двухкомпонентном волокне полипропилен образует сердцевину, а полиэтилен образует оболочку волокна. Волокна, имеющие другую ориентацию, такие как расположенные в виде нескольких лепестков, параллельно, встык можно использовать без отступления от объема настоящего раскрытия. Согласно одному варианту осуществления вторичный прокладочный материал 34 может представлять собой подложку, полученную по технологии спанбонд, с базовым весом от приблизительно 10 или 12 до приблизительно 15 или 20 г/м2. Согласно одному варианту осуществления вторичный прокладочный материал 34 может представлять собой 12 г/м2 спанбонд-мелтблаун-спанбонд подложку, имеющую 10% содержание мелтблаун, нанесенного между двумя слоями спанбонд.
Хотя внешнее покрытие 26 и вторичный прокладочный материал 34 могут включать эластомерные материалы, предполагается, что внешнее покрытие 26 и вторичный прокладочный материал 34 могут состоять из материалов, которые, в целом, не относятся к эластомерным. Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть растяжимым и, что является более подходящим, эластичным. Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть растяжимым подходящим образом и, что является более подходящим, эластичным по меньшей мере в поперечном или периферическом направлении впитывающего изделия 10. В других аспектах вторичный прокладочный материал 34 может быть растяжимым и, что является более подходящим, эластичным как в поперечном, так и в продольном направлениях.
Герметичные отвороты
Согласно одному варианту осуществления герметичные отвороты 50 и 52 могут быть прикреплены к лицевому по отношению к телу материалу 28 и/или, если он присутствует, ко вторичному прокладочному материалу 34, впитывающего изделия 10 и расположены, в целом, параллельно друг другу с промежутком, причем каждый из них расположен по бокам в направлении вовнутрь от отверстий 56 для ног для обеспечения барьера от протекания выделений организма в отверстия 56 для ног. Согласно одному варианту осуществления герметичные отвороты 50 и 52 могут проходить в продольном направлении от передней области 12 талии впитывающего изделия 10 через область 16 промежности к задней области 14 талии впитывающего изделия 10. Герметичные отвороты 50 и 52 могут быть связаны с лицевым по отношению к телу материалом 28 и/или вторичным прокладочным материалом 34 швом клея 137, определяя фиксированный ближний конец 138 герметичных отворотов 50 и 52.
Герметичные отвороты 50 и 52 могут быть выполнены из волокнистого материала, который может быть подобным материалу, формирующему лицевой по отношению к телу материал 28, и/или вторичному прокладочному материалу 34, если он присутствует. Также могут быть использованы другие традиционные материалы, такие как полимерные пленки. Каждый герметичный отворот 50 и 52 может иметь подвижный дальний конец 136, который может включать резинку отворота, такую как резинки 58 и 60 отворота, соответственно. Подходящие эластичные материалы для резинки 58 и 60 отворота могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов.
Резинки 58 и 60 отворота, как проиллюстрировано, могут иметь две полосы из эластомерного материала, проходящие в продольном направлении вдоль дальних концов 136 герметичных отворотов 50 и 52 и расположенные, в целом, параллельно друг другу с промежутком. Эластичные полосы могут находиться внутри герметичных отворотов 50 и 52, при этом способны к эластичному стягиванию так, чтобы стягивание полос собирало и сокращало дальние концы 136 герметичных отворотов 50 и 52. В результате, эластичные полосы могут смещать дальние концы 136 каждого герметичного отворота 50 и 52 к положению, находящемуся на расстоянии от ближнего конца 138 герметичных отворотов 50 и 52 так, чтобы герметичные отвороты 50 и 52 могли вытягиваться от лицевого по отношению к телу материала 28 и/или вторичного прокладочного материала 34 при, в целом, вертикальной ориентации герметичных отворотов 50 и 52, особенно в области 16 промежности впитывающего изделия 10, если впитывающее изделие 10 надето на пользователя. Дальний конец 136 герметичных отворотов 50 и 52 может быть соединен с резинками 58 и 60 отворотов путем частичного загибания материала герметичных отворотов 50 и 52 на себя на величину, которая может быть достаточной для охвата резинок 58 и 60 отворота. Тем не менее, следует понимать, что герметичные отвороты 50 и 52 могут иметь любое количество полос из эластомерного материала и также могут отсутствовать во впитывающем изделии 10 без отступления от объема данного раскрытия.
Эластичные элементы для ног
Эластичные элементы 66 и 68 для ног могут быть закреплены между внешним и внутренним слоями 70 и 72, соответственно, внешнего покрытия 26 так, чтобы они были связаны между собой клеем для слоистого материала, обычно смежно с внешними поперечными краями внутреннего слоя 72 внешнего покрытия 26. В качестве альтернативы, эластичные элементы 66 и 68 для ног могут быть размещены между другими слоями впитывающего изделия 10. Эластичные элементы 66 и 68 для ног можно использовать широкий спектр эластичных материалов. Подходящие эластичные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов. Эластичные материалы могут быть растянуты и прикреплены к подложке, прикреплены к собранной подложке или прикреплены к подложке, а затем собраны на резинку или сжаты, например, при воздействии тепла, таким образом, чтобы подложке передавались эластичные затягивающие усилия.
Крепежная система
В одном варианте осуществления впитывающее изделие 10 может включать систему крепления. Система крепления может включать одно или несколько задних креплений 140 и одно или несколько передних креплений 142. Части системы крепления могут быть включены в переднюю область 12 талии, заднюю область 14 талии или в обе области. Система крепления может иметь конфигурацию с возможностью закрепления впитывающего изделия 10 возле талии пользователя и удерживания впитывающего изделия 10 на месте во время использования. Согласно одному варианту осуществления задние крепления 140 могут включать один или несколько материалов, связанных вместе с образованием композиционного ушка, как известно из уровня техники. Например, композиционное крепление может состоять из растягивающегося компонента 144, нетканого несущего слоя или основы 146 с крючками и компонента 148 крепления.
Эластичные элементы для талии
В одном варианте осуществления впитывающее изделие 10 может иметь эластичные элементы 62 и 64 для талии, которые могут быть образованы из любого подходящего эластичного материала. В таком варианте осуществления подходящие эластичные материалы могут включать без ограничения листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных полимеров. Эластичные материалы могут быть растянуты и связаны с подложкой, связаны с собранной подложкой или связаны с подложкой, а затем собраны на резинку или сжаты, например, при воздействии тепла, таким образом, чтобы подложке передавались эластичные затягивающие усилия. Тем не менее, следует понимать, что поясные эластичные элементы 62 и 64 могут отсутствовать во впитывающем изделии 10 без отступления от объема данного раскрытия.
Крепление лицевого по отношению к телу материала к нижележащим элементам
Лицевой по отношению к телу материал 28 согласно настоящему изобретению может быть прикреплен к одному или нескольким компонентам впитывающего изделия 10 под ним, включая впитывающую основу 40, вторичный прокладочный материал 34, переносящий текучую среду слой 78 или поглощающий слой 84. Как описано в данном документе, лицевой по отношению к телу материал 28 может содержать отверстия 120, образованные как через опорный слой 92, так и через слой 94 с выступающими частями. Вместе отверстия 120 образуют область 150 с отверстиями. В лицевом по отношению к телу материале 28 отверстия 120 окружены низинной областью 116. При прикреплении лицевого по отношению к телу материала 28 к одному или нескольким другим компонентам необходимо, чтобы отверстия 120 не были закрыты или заперты крепежным элементом. Лицевой по отношению к телу материал 28 может быть прикреплен или связан, например, со вторичным прокладочным материалом 34 одним или несколькими средствами, обычно известными для создания впитывающих изделий 10, включая, но без ограничения, клеевое связывание и механическое сцепление. Механическое сцепление может быть связыванием точечным сплавлением, выбранного из связывания под действием давления, температуры, ультразвука, а также их комбинаций. Если отверстия 120 покрыты клеем или механическими связями, то функция отверстий 120, связанных с поглощением выделений, нарушается. Хотя механические связи могут нарушать функционирование отверстий 120, комбинация отверстий 120 с клеем является более неблагоприятной, поскольку клей может прилипать к коже носящего впитывающего изделия 10. Предназначение отверстий 120 заключается в предоставлении канала, через который могут проходить выделения, чтобы втягиваться во впитывающем изделии 10, но если отверстия 120 закрыты или заблокированы, то выделения не проходят через них. В одном аспекте настоящего изобретения лицевой по отношению к телу материал 28 включает область 150 с отверстиями и связан со вторичным прокладочным материалом 34; крепление между лицевым по отношению к телу материалом 28 и вторичным прокладочным материалом 34 достигается посредством области 160 соединения, которая обособлена и отделена от области 150 отверстия.
На фиг. 10A изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28, содержащего область 150 с отверстиями и область 160 соединения. Лицевой по отношению к телу материал 28 имеет ширину 152 в поперечном направлении 32 и длину 154 в продольном направлении 30. Лицевой по отношению к телу материал 28 по фиг. 10A дополнительно включает противоположные первый и второй поперечные края 156, которые проходят вдоль длины 154 в продольном направлении 30. Лицевой по отношению к телу материал 28 также включает передний край 158 и задний край 159, которые проходят вдоль длины 152 в поперечном направлении 32. С лицевым по отношению к телу материалом 28, изображенным на фиг. 10A, область 150 с отверстиями проходит на всю длину 154 лицевого по отношению к телу материала 28. Длина области 150 с отверстиями может быть такой же, что и длина 154 лицевого по отношению к телу материала 28, или она может быть меньше длины 154 лицевого по отношению к телу материала 28. Кроме того, ширина области 150 с отверстиями может быть такой же, что и ширина 152 лицевого по отношению к телу материала, или она может быть меньше ширины 152 лицевого по отношению к телу материала 28. Лицевой по отношению к телу материал 28 имеет четыре области 160 соединения, по две на каждом из поперечных краев 156 лицевого по отношению к телу материала 28, которые проходят вдоль по меньшей мере части поперечных краев 156, но не проходят по всей длине 154 лицевого по отношению к телу материала 28. Области 160 соединения, показанные на фиг. 10A, могут быть образованы клеем, который расположен между лицевым по отношению к телу материалом 28 и вторичным прокладочным материалом 34.
Ширина области 150 с отверстиями может быть выбрана таким образом, чтобы она составляла от 10 % до 90 % ширины 152 лицевого по отношению к телу материала 28. Область 160 соединения может начинаться на поперечном краю 156 лицевого по отношению к телу материала 28 и проходить внутрь в поперечном направлении 32. Область 160 соединения может заканчиваться до начала области 150 с отверстиями, или она может заканчиваться рядом с началом области 150 с отверстиями. Когда область 160 соединения образована клеем, клей может быть нанесен посредством неконтактного распылительного сопла, контактного нанесения шариков или салфетки для нанесения покрытия. Ширина области 160 соединения может быть выбрана на основании общей ширины лицевого по отношению к телу материала 28 и ширины области 150 с отверстиями. Область 160 соединения может начинаться на поперечном крае 156 лицевого по отношению к телу материала или она может начинаться в направлении 3 мм внутрь от поперечного края. Ширина области 160 соединения может быть выбрана на основании общей конфигурации лицевого по отношению к телу материала 28. Например, при использовании аппликатора распылительного сопла, область 160 соединения может быть образована из конструктивного клея (хорошо известного из уровня техники) и иметь ширину 12 мм. Аппликаторы распылительного сопла, способные образовывать области 160 соединения данной конструкции, представляют собой сопла «Nordson Summit» с «полушириной» (стандартный узор, 25 мм).
Что касается отверстий 120, расстояние между отверстиями 120 может быть выбрано на основе расположения и/или узора области 150 с отверстиями, необходимого в лицевом по отношению к телу материале 28. Расстояние между отверстиями 120 может быть выбрано на основании необходимого выравнивания с выступающими частями 90. В одном аспекте промежуток между отверстиями 120 на основе расстояния между центрами может составлять от 3 мм до 100 мм. В другом аспекте промежуток между отверстиями 120 может составлять от 5 мм до 30 мм на основе расстояния между центрами. В дополнительном аспекте узор промежутков между отверстиями 120 может быть неоднородным, так что имеется более высокая плотность отверстий 120 в одной области/местоположении лицевого по отношению к телу материала 28, чем в соседней области/местоположении. В одном иллюстративном аспекте отверстия 120 расположены в «массивах-дорожках»; «массив-дорожка» представляет собой узор отверстий 120, который может проходить по ширине 152 лицевого по отношению к телу материала 28. Группа матричных дорожек может быть расположена вблизи друг от друга с образованием большего количества отверстий 120; узор отверстий 120 образует область 150 с отверстиями.
На фиг. 10B изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28 настоящего изобретения, который включает область 150 с отверстиями и две области 160 соединения. Область 150 с отверстиями проходит по всей длине 154 лицевого по отношению к телу материала 28. Две области 160 соединения проходят по всей длине 154 лицевого по отношению к телу материала 28 и расположены вблизи поперечных краев 156 лицевого по отношению к телу материала 28.
На фиг. 10C также изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28, в котором имеются две области 150 с отверстиями, разделенные низинной областью. Обе области 150 с отверстиями проходят по всей длине 154 лицевого по отношению к телу материала 28. Лицевой по отношению к телу материал 28 также включает две области 160 соединения, которые расположены вблизи поперечных краев 156 лицевого по отношению к телу материала 28 и которые проходят по всей длине 154 лицевого по отношению к телу материала 28. Имеется дополнительная область 162 соединения, которая расположена на низинной области между двумя областями 150 с отверстиями, и дополнительная область 162 соединения проходит по всей длине 154 лицевого по отношению к телу материала 28. На фиг. 10D изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28, который аналогичен фиг. 10C, за исключением того, что вариант осуществления по фиг. 10D включает три области 150 с отверстиями, которые разделены двумя низинными областями. Все три области 150 с отверстиями проходят по всей длине 154 лицевого по отношению к телу материала 28. Вариант осуществления по фиг. 10D включает две дополнительные области 162 соединения, которые расположены на низинных областях между тремя областями 150 отверстий. Обе дополнительные области 162 соединения проходят по всей длине 154 лицевого по отношению к телу материала 28. На фиг. 10E изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28, который подобен фиг. 10D, за исключением того, что имеется четыре дополнительных области 162 соединения, которые расположены на низинных областях между тремя областями с отверстиями; четыре дополнительные области 162 соединения, однако, не проходят по всей длине 154 лицевого по отношению к телу материала 28.
На фиг. 10F изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28 настоящего изобретения, в котором область 150 с отверстиями образует «окно» вблизи центральной области лицевого по отношению к телу материала 28. Область 160 соединения окружает, но не касается области 150 с отверстиями. В данном варианте осуществления область 160 соединения начинается вдоль всей длины 154 поперечных краев 156 лицевого по отношению к телу материала 28. Область 160 соединения проходит внутрь в поперечном направлении 32 в направлении центра лицевого по отношению к телу материала 28 до тех пор, пока не начнется область 150 с отверстиями. Подобным образом, область 160 соединения проходит от переднего края 158 и заднего края 159 лицевого по отношению к телу материала 28 внутрь в продольном направлении 30 к центру лицевого по отношению к телу материала до тех пор, пока не начнется область 150 с отверстиями. Преимуществом наличия области 160 соединения для прикрепления лицевого по отношению к телу материала 28 ко вторичному прокладочному материалу 34 является удержание лицевого по отношению к телу материала 28 на месте таким образом, чтобы он не прилипал к коже пользователя впитывающего изделия или иным образом прилипал к ней.
В другом аспекте настоящее изобретение также направлено на впитывающие изделия 10, имеющие подвергнутый струйному скреплению лицевой по отношению к телу материал 28, который прикреплен ко вторичному прокладочному материалу 34 посредством области 170 клеевого связывания и области 180 механического сцепления. Механическая сцепленная область 180 может быть образована одним или более точечными сплавами для сплавления. Связывание точечным сплавлением можно выбрать из связывания под действием ультразвука, температуры, давления, а также их комбинаций. Подвергнутый струйному скреплению лицевой по отношению к телу материал 28 включает множество полых выступов и множество отверстий, причем множество отверстий образуют область 150 с отверстиями. Область 150 с отверстиями отделена от области 170 клеевого связывания. Лицевой по отношению к телу материал 28 имеет ширину 152 в поперечном направлении 32 и длину 154 в продольном направлении 30. Лицевой по отношению к телу материал 28 также включает противоположные первый и второй поперечные края 156, которые проходят длину 154 лицевого по отношению к телу материала 28. Кроме того, лицевой по отношению к телу материал 28 включает передний край 158 и задний край 159, где оба этих края проходят по длине 152 лицевого по отношению к телу материала 28 в поперечном направлении 32. При таком аспекте настоящего изобретения область 170 клеевого связывания, которая обеспечивает часть крепления лицевого по отношению к телу материала 28 ко вторичному прокладочному материалу 34 проходит вдоль по меньшей мере части первого и второго поперечных краев 156. Область 150 с отверстиями лицевого по отношению к телу материала 28 имеет длину в продольном направлении 30 и ширину в поперечном направлении 32; ширина области 150 с отверстиями может быть меньше ширины 152 лицевого по отношению к телу материала 28. Длина области 150 с отверстиями может быть одинаковой (равной) длине 154 лицевого по отношению к телу материала 28 или, в качестве альтернативы, длина области 150 с отверстиями может быть меньше длины 154 лицевого по отношению к телу материала 28. Область 170 клеевого связывания отделена от области 150 с отверстиями с целью предотвращения попадания клеящего вещества через отверстия 120 и потенциального контакта с кожей носящего впитывающего изделия 10 при использовании и для сохранения функции отверстий 120 для приема выделений, чтобы способствовать отделению их от кожи пользователя.
На фиг. 11A изображен иллюстративный вариант осуществления лицевого по отношению к телу материала 28 настоящего изобретения, в котором область 150 с отверстиями проходит на длину 154 лицевого по отношению к телу материала 28. Лицевой по отношению к телу материал 28 включает области 170 клеевого связывания, которые проходят вдоль всей длины 154 первого и второго поперечных краев 156. Эти области 170 клеевого связывания отделены от области 150 с отверстиями. Вариант осуществления по фиг. 11A также включает области 180 механического сцепления, проходящие вдоль переднего края 158 и вдоль заднего края 159 лицевого по отношению к телу материала 28. Иначе говоря, области 180 механического сцепления проходят от первого поперечного края 156 ко второму поперечному краю 156 лицевого по отношению к телу материала 28; одна из областей 180 механического сцепления находится на переднем крае 158, а другая находится на заднем крае 159 лицевого по отношению к телу материала 28.
Фиг. 11B подобна фиг. 11A в том смысле, что включает все признаки иллюстративного варианта осуществления по фиг. 11A. Кроме того, репрезентативный вариант осуществления по фиг. 11B включает дополнительные области 180 механического связывания. Дополнительные области 180 механического сцепления также проходят от первого поперечного края 156 до второго поперечного края 156. Дополнительные области 180 механического сцепления расположены между областью 180 механического сцепления на переднем крае 158 лицевого по отношению к телу материала 28 и областью 180 механического сцепления на заднем крае 159 лицевого по отношению к телу материала 28. Несмотря на то, что области 180 механического сцепления расположены на частях области 150 с отверстиями, они по существу не влияют на требуемую функцию и характеристики области 150 с отверстиями, и механические сцепленные области 180 не воздействуют на кожу носящего впитывающего изделия 10.
Фиг. 11C подобна фиг. 11A за исключением того, что имеется две области 150 с отверстиями с низинной областью, разделяющей их. В дополнение к областям 180 механического сцепления, расположенным на переднем крае 158 и заднем крае 159 лицевого по отношению к телу материала 28, имеется дополнительная область 180 механического сцепления, проходящая по всей длине 154 лицевого по отношению к телу материала через низинную область, разделяющую две области 150 с отверстиями. Следовательно, третья область 180 механического сцепления проходит от переднего края 158 до заднего края 159 лицевого по отношению к телу материала. Согласно иллюстративному варианту осуществления, показанному на фиг. 11C, третья область 180 механического сцепления расположена приблизительно вдоль продольной центральной линии лицевого по отношению к телу материала 28.
На фиг. 11D изображен другой иллюстративный вариант осуществления лицевого по отношению к телу материала 28 по настоящему изобретению. В данном варианте осуществления имеются две области 150 с отверстиями, проходящие по всей длине 154 лицевого по отношению к телу материала 28 с низинной областью между ними. В варианте осуществления имеется области 170 клеевого связывания вдоль обоих поперечных краев 156, где области 170 клеевого связывания, сцепленные с адгезивом, проходят по всей длине 154 лицевого по отношению к телу материала 28. Лицевой по отношению к телу материал 28 также включает линий механических связей 190, где каждая линия 190 начинается на первом поперечном крае 156 и заканчивается на втором поперечном крае 156, образуя крестообразно сшитый узор. Каждая линия механических связей 190, по отдельности или вместе, образует область 180 механического сцепления. Отдельные связи линий 190 могут представлять собой связывание точечным сплавлением, выбираемым из связывания под действием ультразвука, температуры, давления, а также их комбинаций.
В интересах краткости и сжатости, любые диапазоны значений, указанные в настоящем раскрытии, подразумевают все значения внутри диапазона и должны истолковываться как основание для пунктов формулы изобретения, в которых излагаются какие-либо поддиапазоны, имеющие граничные точки, являющиеся целочисленными значениями в пределах указанного обсуждаемого диапазона. В качестве гипотетического примера, указание диапазона от 1 до 5 следует рассматривать поддерживающим заявление на любой из следующих диапазонов: 1 - 5; 1 - 4; 1 - 3; 1 - 2; 2 - 5; 2 - 4; 2 - 3; 3 - 5; 3 - 4; и 4 - 5.
Размеры и значения, раскрытые в настоящем документе, не следует понимать как строго ограниченные изложенными точными численными значениями. Вместо этого, если не указано иное, каждый такой размер должен обозначать как приведенное значение, так и функционально эквивалентный диапазон, охватывающий это значение. Например, размер, описанный как “40 мм” подразумевается означающим “примерно 40 мм.”
Все документы, упомянутые в подробном описании, в соответствующей части включены в данный документ при помощи ссылки, при этом упоминание какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение выражения в настоящем письменном документе конфликтует с каким-либо значением или определением выражения в документе, включенном по ссылкам, значение или определение, приписываемое выражению в настоящем письменном документе, будет преобладать.
При том, что были проиллюстрированы и описаны определенные варианты осуществления настоящего изобретения, для специалистов в данной области должно быть очевидным, что могут быть осуществлены различные другие изменения и модификации без отступления от сущности и объема настоящего изобретения. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2622827C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2625709C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2614325C2 |
| ПРОДУКТОВАЯ ЛИНЕЙКА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2014 |
|
RU2615114C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636553C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ПОГЛОЩАЮЩИМ ТЕКУЧУЮ СРЕДУ СЛОЕМ, ИМЕЮЩИМ КАНАЛЫ | 2014 |
|
RU2674705C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УДЕРЖИВАЮЩЕЙ СТРУКТУРОЙ ТРЕХМЕРНОЙ ФОРМЫ | 2015 |
|
RU2650062C1 |
| ДАТЧИК ДЛЯ УКАЗАНИЯ НА ПРЕДПОЛАГАЕМЫЕ ОЖИДАЕМЫЕ ПРОБЛЕМЫ КОЖИ ИЛИ ЖЕЛУДОЧНО-КИШЕЧНЫЕ ПРОБЛЕМЫ И СПОСОБЫ ЕГО ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2793632C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ГЕРМЕТИЗИРУЮЩИМ ЭЛЕМЕНТОМ ДЛЯ ТАЛИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2664957C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ ДЛЯ ЛЮДЕЙ РАЗНОГО ПОЛА | 2014 |
|
RU2642045C1 |

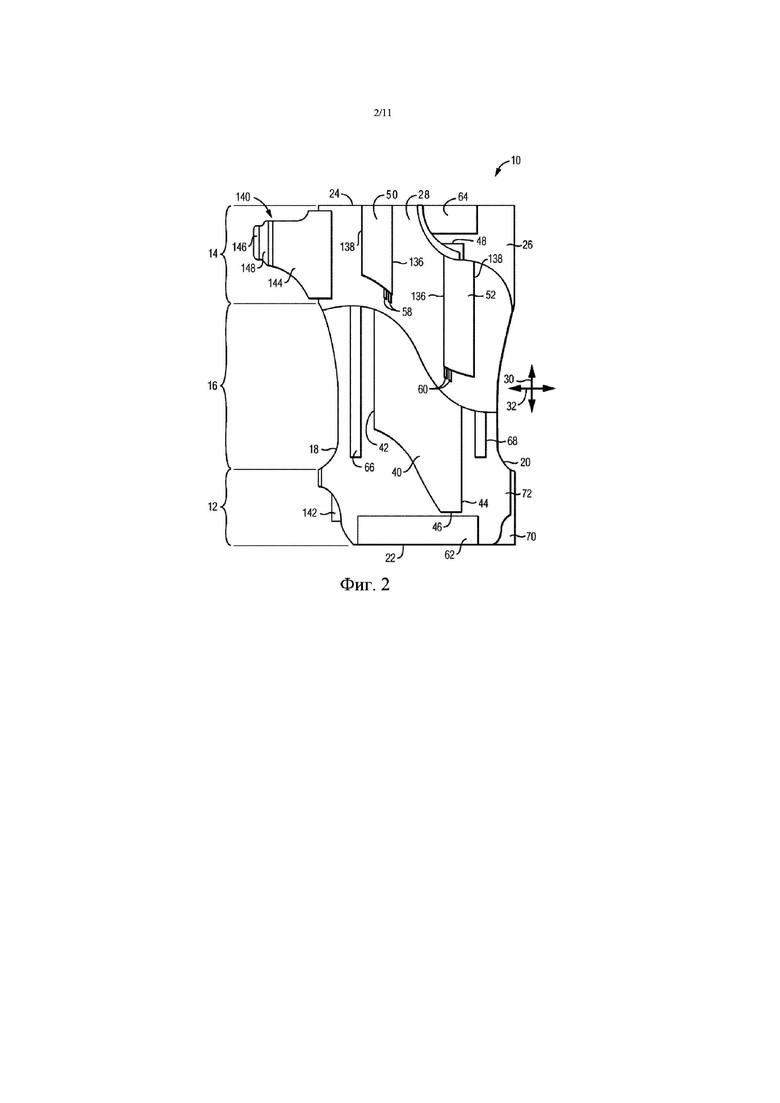
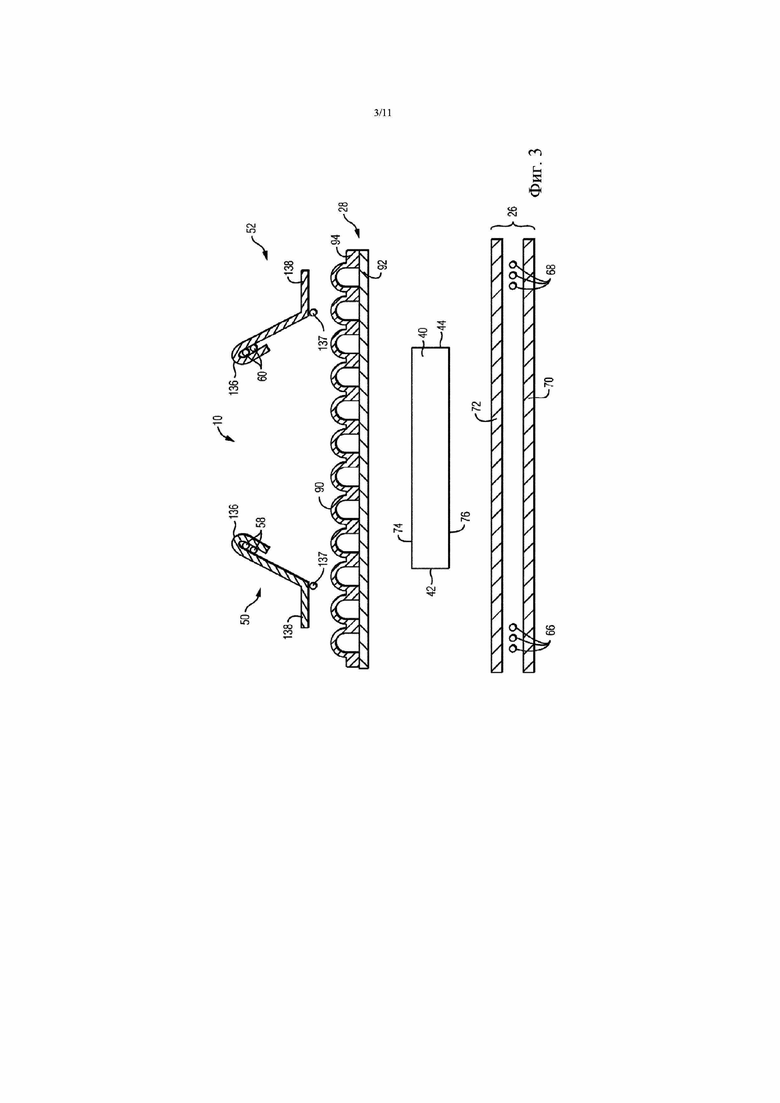
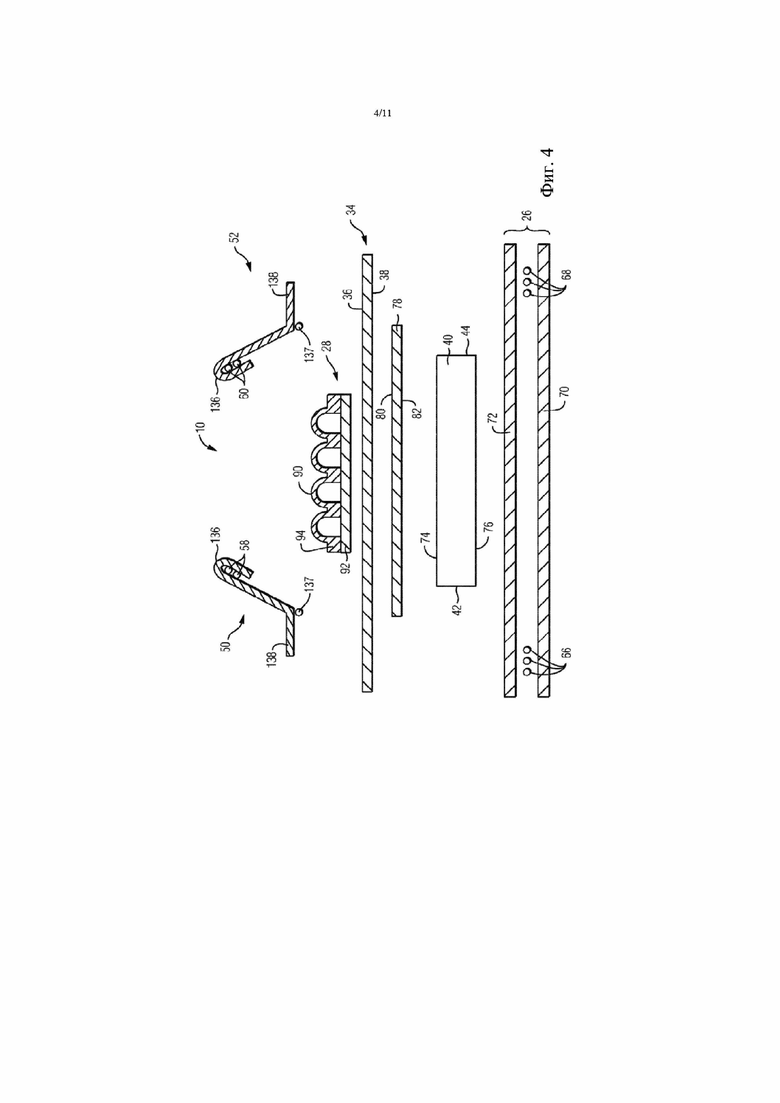
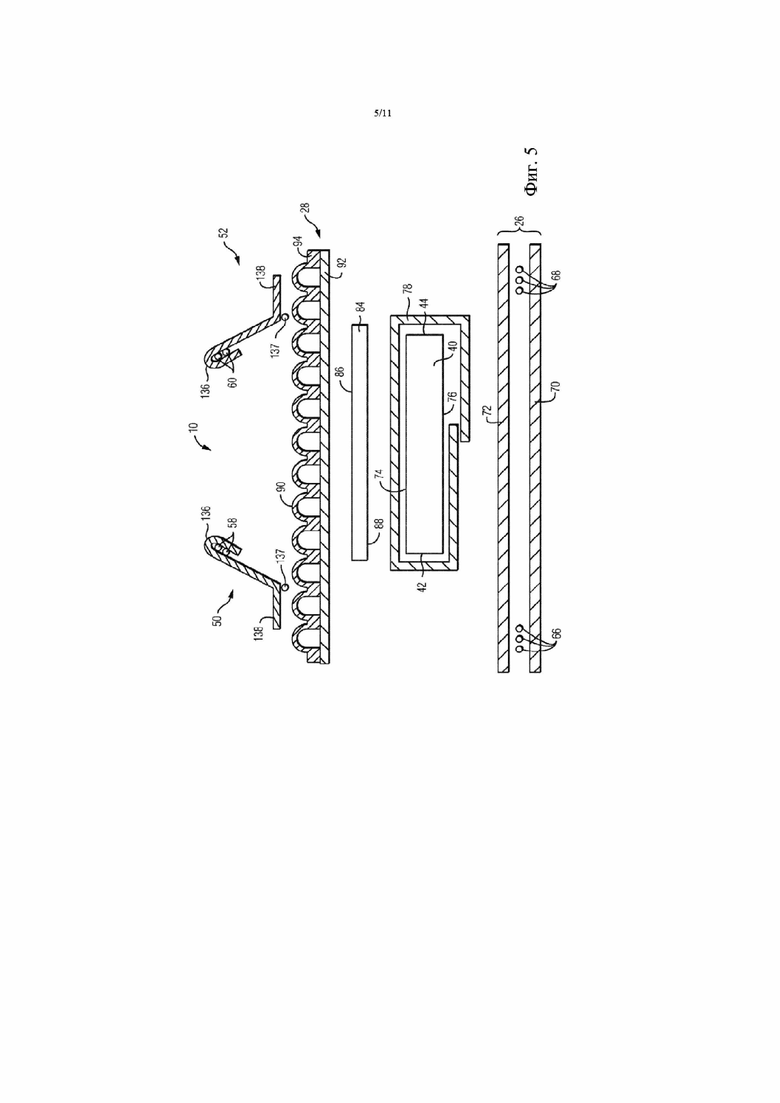
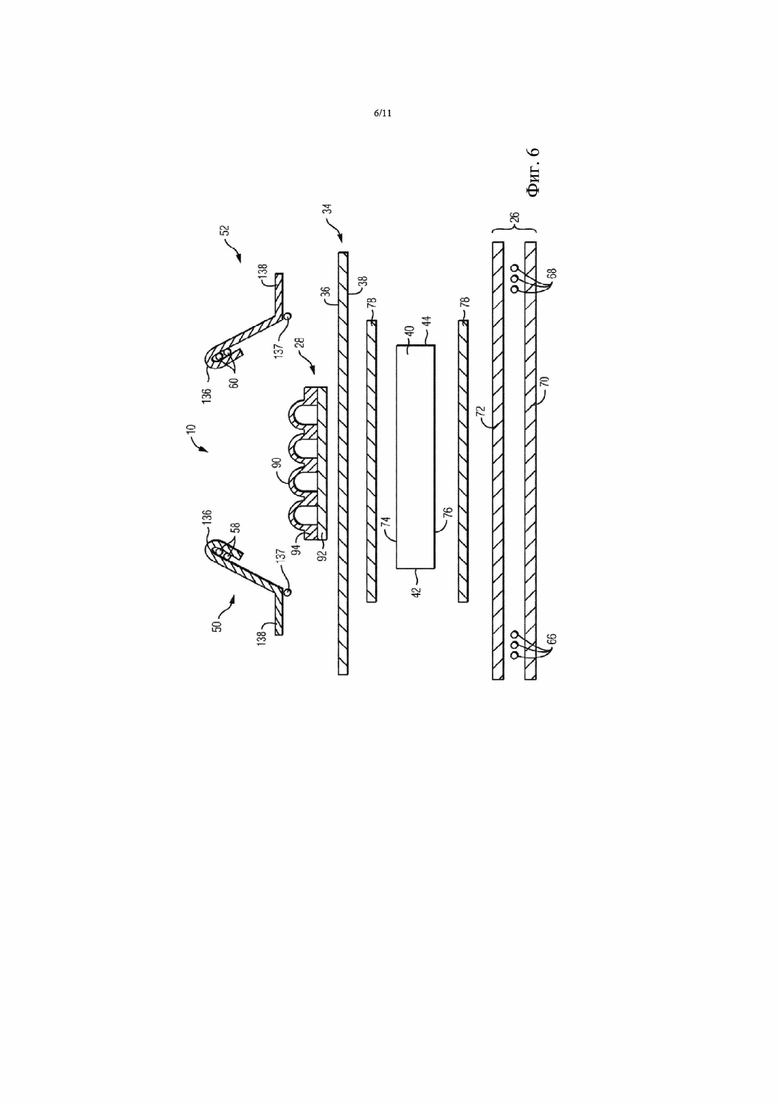
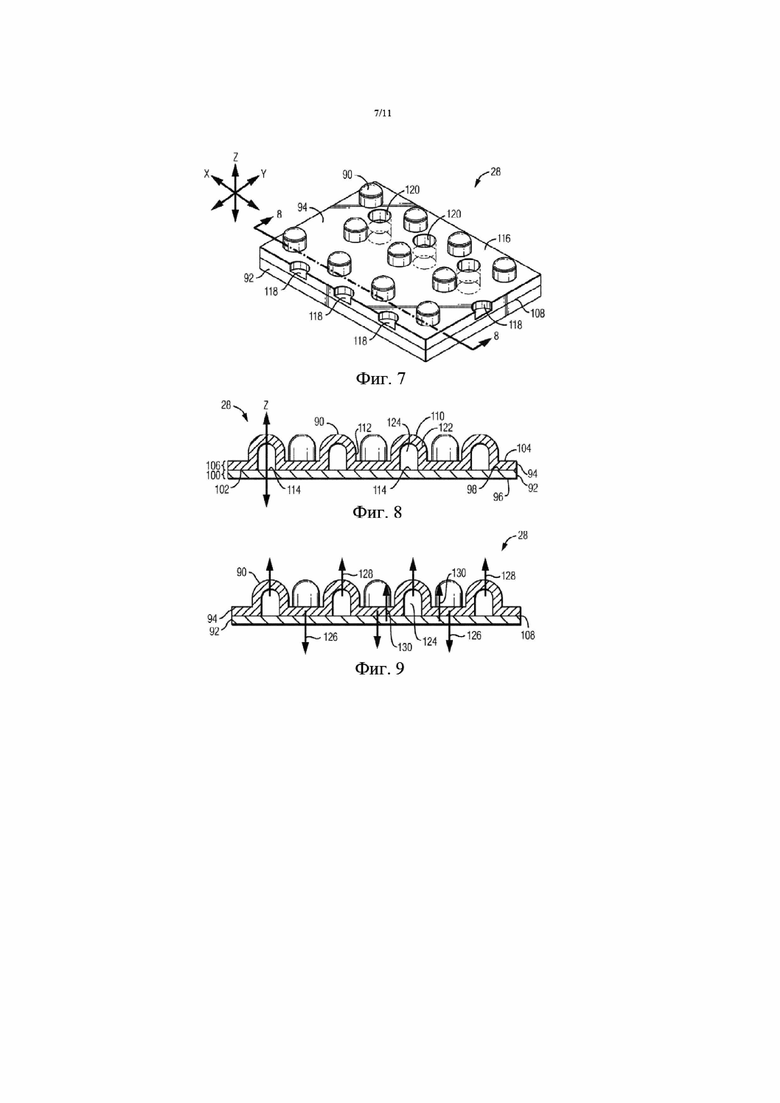
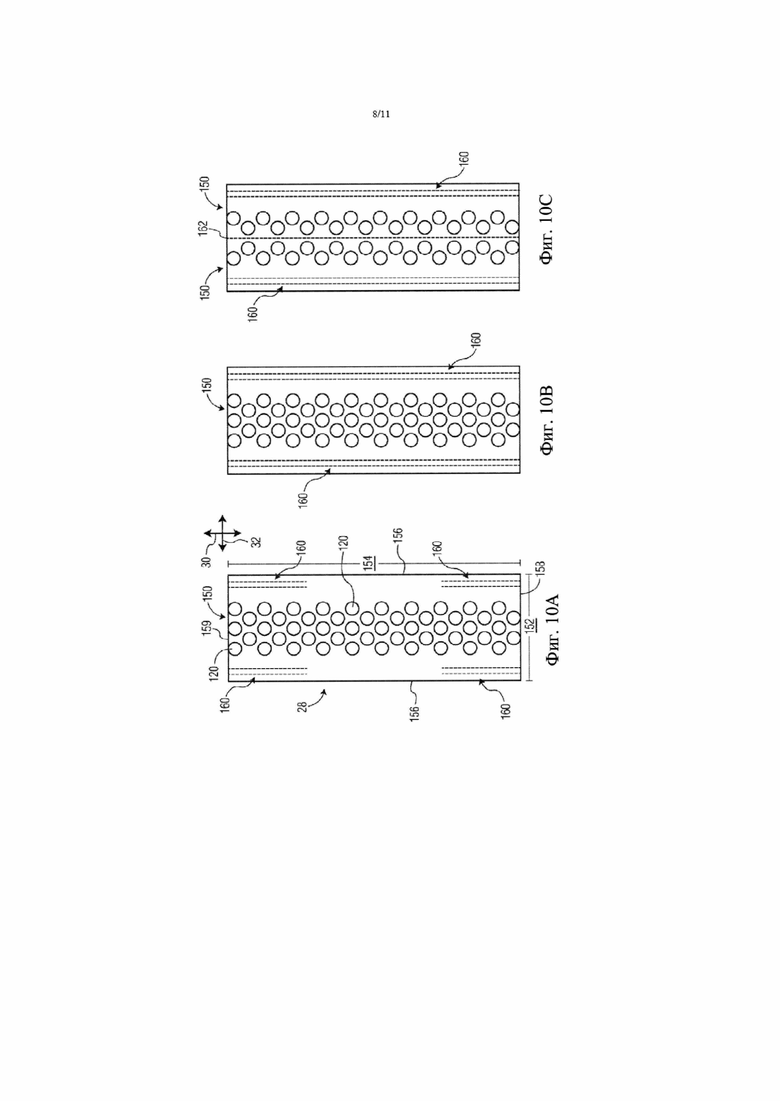
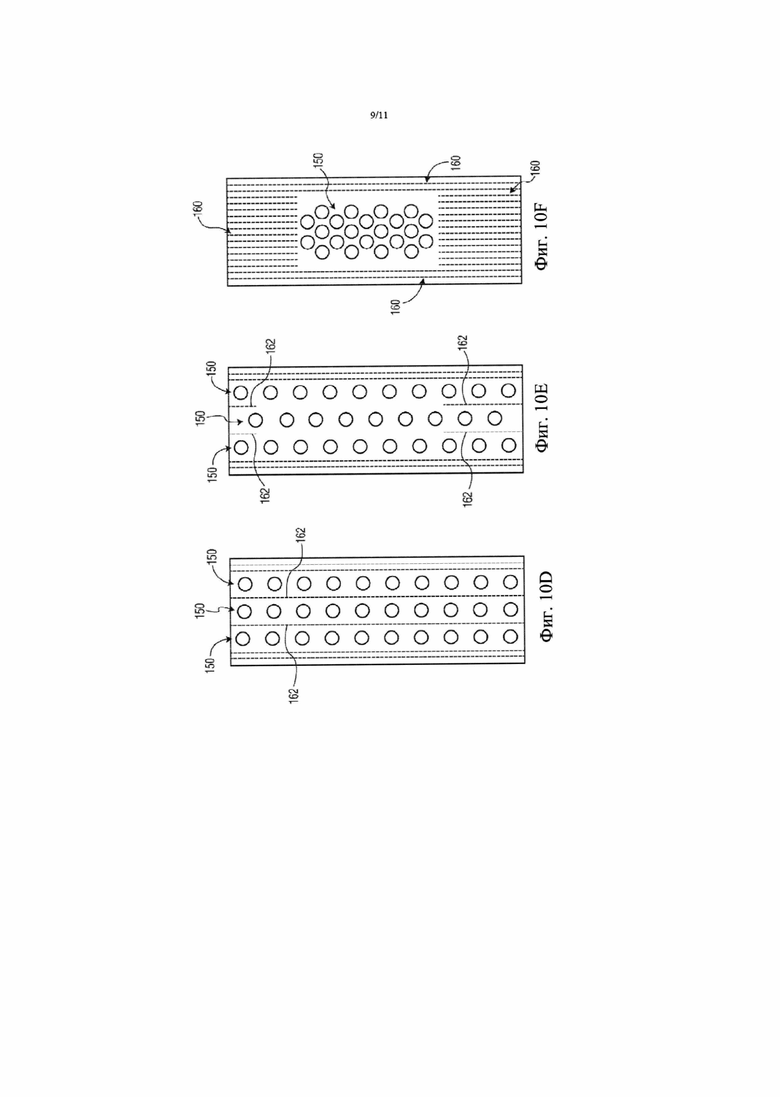
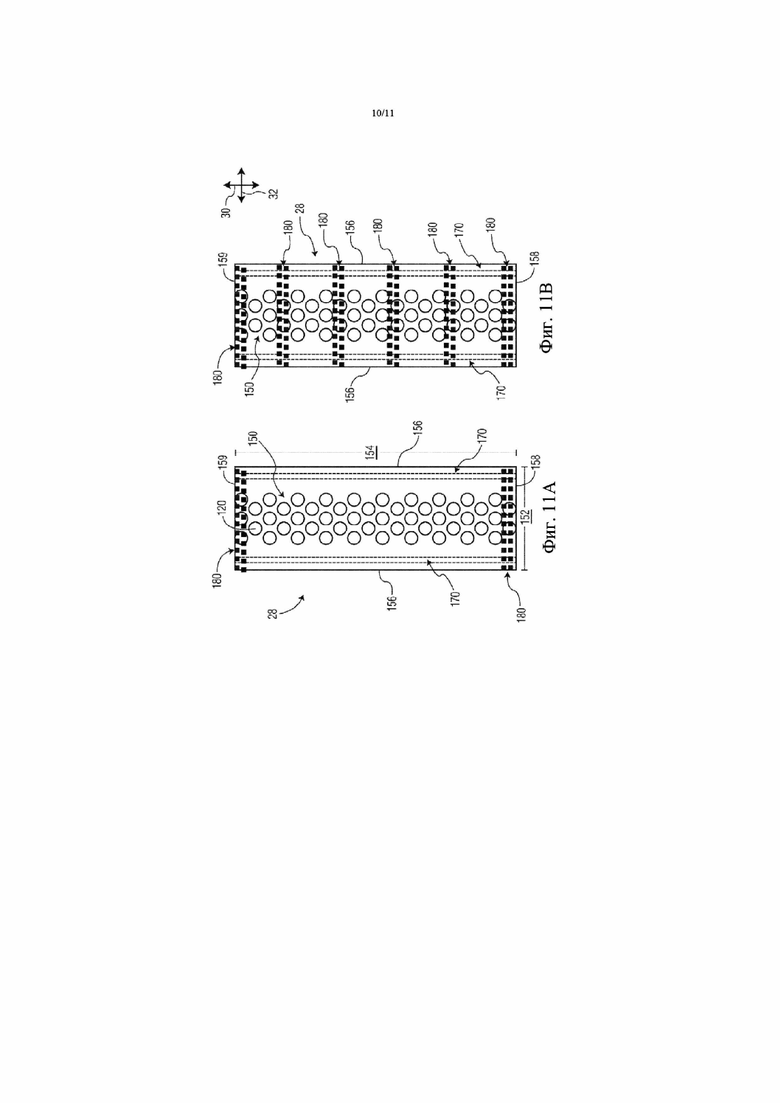
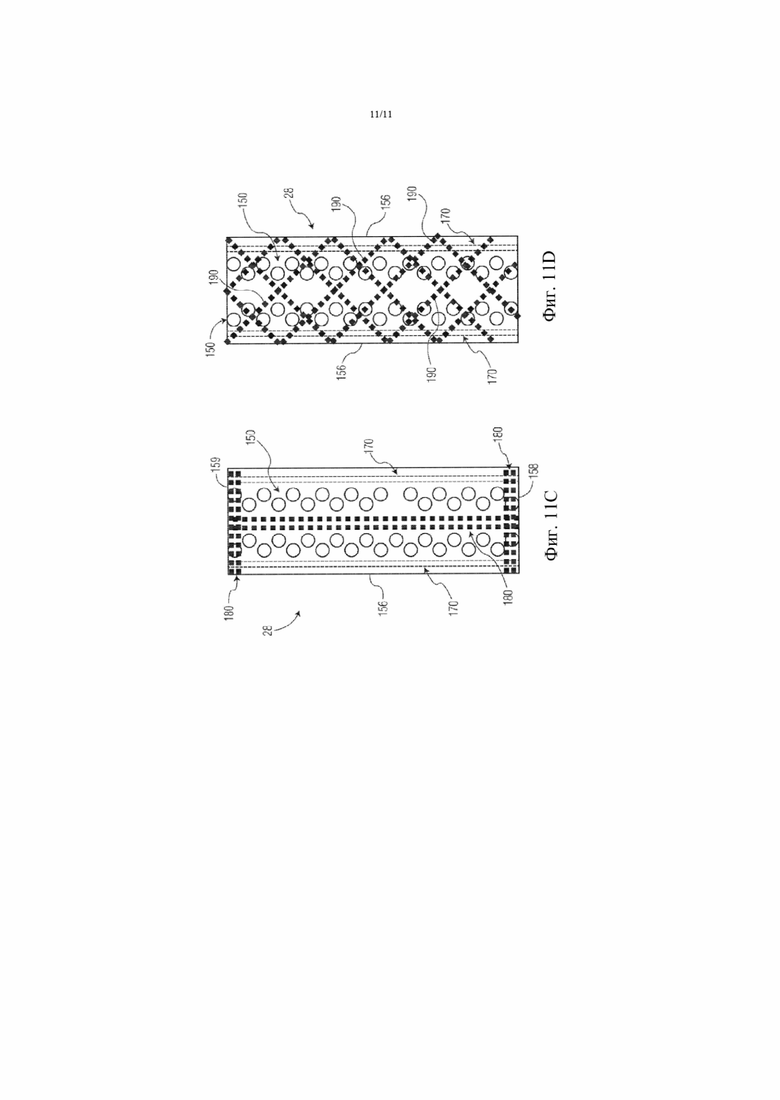
Впитывающее изделие, характеризующееся улучшенным удержанием выделений организма. Впитывающее изделие может сводить к минимуму количество выделений организма, контактирующих с кожей носителя, и может сводить к минимуму частоту утечки выделений организма из впитывающего изделия. Преимущества впитывающего изделия частично достигаются посредством лицевого по отношению к телу материала, имеющего признаки, которые помогают свести к минимуму контакт выделений организма с кожей пользователя, при этом лицевой по отношению к телу материал не прилипает к коже пользователя при использовании. Лицевой по отношению к телу материал включает множество полых выступающих частей, множество отверстий и областей соединения. Области соединения могут быть образованы с помощью клея или с помощью механических связей. 2 н. и 17 з.п. ф-лы, 19 ил. 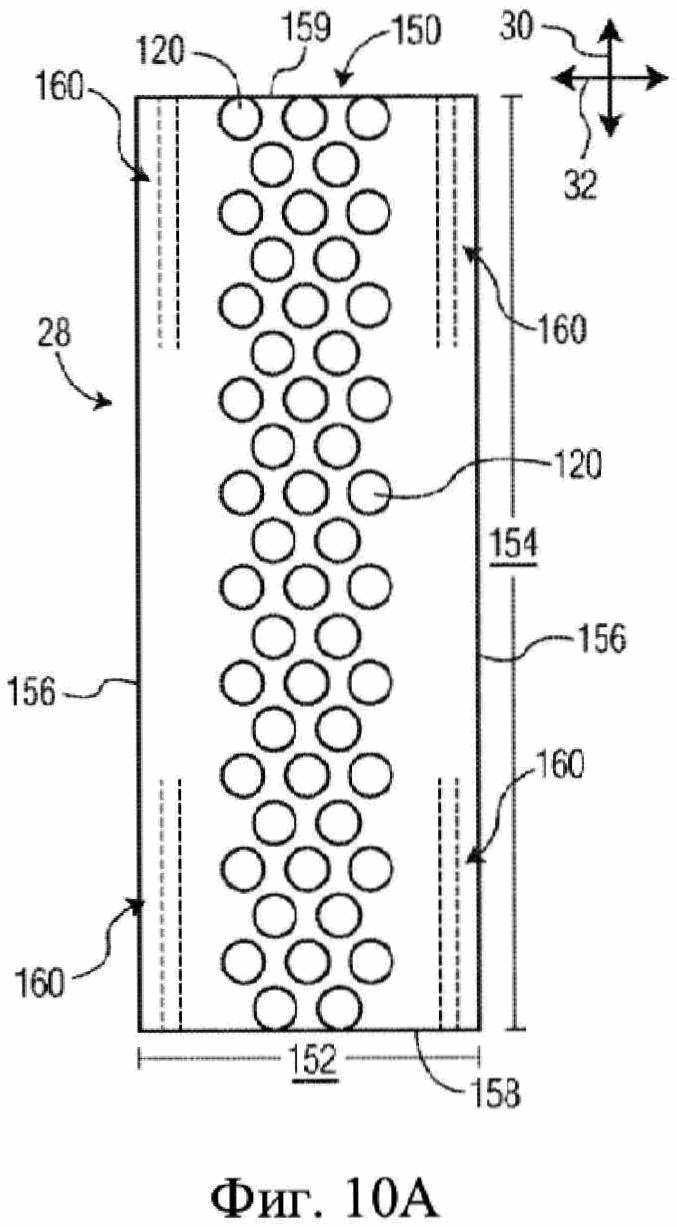
1. Впитывающее изделие, содержащее продольное направление и поперечное направление и имеющее переднюю область талии, заднюю область талии и область промежности между передней областью талии и задней областью талии, при этом впитывающее изделие содержит:
а) подвергнутый струйному скреплению лицевой по отношению к телу материал, содержащий:
i) опорный слой, содержащий множество волокон и противоположные первую и вторую поверхности;
ii) слой с выступающими частями, содержащий множество волокон и противоположные внутреннюю и внешнюю поверхности, при этом вторая поверхность опорного слоя контактирует с внутренней поверхностью слоя с выступающими частями, при этом волокна по меньшей мере одного из опорного слоя и слоя с выступающими частями подвергнуты струйному скреплению с волокнами другого из опорного слоя и слоя с выступающими частями;
iii) множество полых выступающих частей, сформированных из первого множества из множества волокон в слое с выступающими частями, при этом множество полых выступающих частей выходят из внешней поверхности слоя с выступающими частями в направлении от опорного слоя;
iv) множество отверстий, образованных через опорный слой и слой с выступающими частями, при этом множество отверстий образуют область с отверстиями на лицевом по отношению к телу материале; и
v) низинную область, причем множество полых выступов и множество отверстий окружены низинной областью;
b) внешнее покрытие; и
c) впитывающую основу, расположенную между лицевым по отношению к телу материалом и внешним покрытием, причем впитывающая основа имеет ширину в поперечном направлении и длину в продольном направлении; и
d) вторичный прокладочный материал, имеющий ширину в поперечном направлении и длину в продольном направлении, при этом ширина вторичного прокладочного материала больше ширины впитывающей основы, и длина вторичного прокладочного материала больше длины впитывающей основы, причем лицевой по отношению к телу материал прикреплен ко вторичному прокладочному материалу посредством связанной области, которая отделена от области с отверстиями.
2. Впитывающее изделие по п. 1, отличающееся тем, что лицевой по отношению к телу материал имеет ширину в поперечном направлении и длину в продольном направлении; лицевой по отношению к телу материал дополнительно имеет противоположные первый и второй поперечные края, проходящие вдоль длины в продольном направлении, и включает передний край и задний край, оба из которых проходят вдоль длины в поперечном направлении, при этом область соединения проходит вдоль по меньшей мере части первого и второго поперечных краев.
3. Впитывающее изделие по п. 2, отличающееся тем, что область с отверстиями имеет длину в продольном направлении и ширину в поперечном направлении; ширина области с отверстиями меньше ширины лицевого по отношению к телу материала; и при этом длина области с отверстиями равна длине лицевого по отношению к телу материала.
4. Впитывающее изделие по п. 2, отличающееся тем, что область с отверстиями имеет длину в продольном направлении и ширину в поперечном направлении; ширина области с отверстиями меньше ширины лицевого по отношению к телу материала; и при этом длина области с отверстиями меньше длины лицевого по отношению к телу материала.
5. Впитывающее изделие по п. 3, отличающееся тем, что область соединения проходит от первого и второго поперечных краев лицевого по отношению к телу материала в поперечном направлении и заканчивается в области с отверстиями.
6. Впитывающее изделие по п. 3, отличающееся тем, что лицевой по отношению к телу материал дополнительно включает вторую область с отверстиями, отделенную от области с отверстиями низинной областью, и при этом низинная область, отделяющая область с отверстиями от второй области с отверстиями, прикреплена к вторичному прокладочному материалу.
7. Впитывающее изделие по п. 4, отличающееся тем, что область соединения проходит от первого и второго поперечных краев лицевого по отношению к телу материала в поперечном направлении; проходит от переднего и заднего краев лицевого по отношению к телу материала в продольном направлении; и заканчивается в области с отверстиями.
8. Впитывающее изделие по п. 1, отличающееся тем, что область соединения, которая прикрепляет лицевой по отношению к телу материал к вторичному прокладочному материалу, выполнена с помощью клейкого материала.
9. Впитывающее изделие по п. 1, отличающееся тем, что область соединения, которая прикрепляет лицевой по отношению к телу материал к вторичному прокладочному материалу, образована с помощью механического сцепления.
10. Впитывающее изделие, содержащее продольное направление и поперечное направление и имеющее переднюю область талии, заднюю область талии и область промежности между передней областью талии и задней областью талии, при этом впитывающее изделие содержит:
a) подвергнутый струйному скреплению лицевой по отношению к телу материал, содержащий:
i) опорный слой, содержащий множество волокон и противоположные первую и вторую поверхности;
ii) слой с выступающими частями, содержащий множество волокон и противоположные внутреннюю и внешнюю поверхности, при этом вторая поверхность опорного слоя контактирует с внутренней поверхностью слоя с выступающими частями, при этом волокна по меньшей мере одного из опорного слоя и слоя с выступающими частями подвергнуты струйному скреплению с волокнами другого из опорного слоя и слоя с выступающими частями;
iii) множество полых выступающих частей, сформированных из первого множества из множества волокон в слое с выступающими частями, при этом множество полых выступающих частей выходят из внешней поверхности слоя с выступающими частями в направлении от опорного слоя;
iv) множество отверстий, образованных через опорный слой и слой с выступающими частями, при этом множество отверстий образуют область с отверстиями на лицевом по отношению к телу материале; и
v) низинную область, причем множество полых выступов и множество отверстий окружены низинной областью;
b) внешнее покрытие; и
c) впитывающую основу, расположенную между лицевым по отношению к телу материалом и внешним покрытием, причем впитывающая основа имеет ширину в поперечном направлении и длину в продольном направлении; и
d) вторичный прокладочный материал, имеющий ширину в поперечном направлении и длину в продольном направлении, при этом ширина вторичного прокладочного материала больше ширины впитывающей основы, и длина вторичного прокладочного материала больше длины впитывающей основы, причем лицевой по отношению к телу материал прикреплен к вторичному прокладочному материалу посредством области клеевого связывания, которая отделена от области с отверстиями, и посредством области механического сцепления.
11. Впитывающее изделие по п. 10, отличающееся тем, что лицевой по отношению к телу материал имеет ширину в поперечном направлении и длину в продольном направлении; лицевой по отношению к телу материал дополнительно имеет противоположные первый и второй поперечные края, проходящие вдоль длины в продольном направлении, и имеет передний край и задний край, оба из которых проходят вдоль длины в поперечном направлении, при этом область клеевого связывания проходит вдоль по меньшей мере части первого и второго поперечных краев.
12. Впитывающее изделие по п. 11, отличающееся тем, что область с отверстиями имеет длину в продольном направлении и ширину в поперечном направлении; ширина области с отверстиями меньше ширины лицевого по отношению к телу материала; и при этом длина области с отверстиями равна длине лицевого по отношению к телу материала.
13. Впитывающее изделие по п. 11, отличающееся тем, что область с отверстиями имеет длину в продольном направлении и ширину в поперечном направлении; ширина области с отверстиями меньше ширины лицевого по отношению к телу материала; и при этом длина области с отверстиями меньше длины лицевого по отношению к телу материала.
14. Впитывающее изделие по п. 12, отличающееся тем, что область механического сцепления проходит от первого поперечного края лицевого по отношению к телу материала ко второму поперечному краю на переднем крае лицевого по отношению к телу материала.
15. Впитывающее изделие по п. 14, отличающееся тем, что дополнительно содержит вторую область механического сцепления, которая проходит от первого поперечного края лицевого по отношению к телу материала ко второму поперечному краю на заднем крае лицевого по отношению к телу материала.
16. Впитывающее изделие по п. 15, отличающееся тем, что дополнительно содержит дополнительные области механического сцепления, расположенные между областью механического сцепления на переднем крае лицевого по отношению к телу материала и заднем крае лицевого по отношению к телу материала.
17. Впитывающее изделие по п. 10, отличающееся тем, что область механического сцепления образована посредством связей под давлением или связей, полученных способом ультразвуковой сварки.
18. Впитывающее изделие по п. 12, отличающееся тем, что область механического сцепления образована по меньшей мере одной линией механических связей, при этом линия начинается на первом поперечном крае лицевого по отношению к телу материала и заканчивается на втором поперечном крае.
19. Впитывающее изделие по п. 15, отличающееся тем, что дополнительно содержит область соединения, которая проходит от переднего края лицевого по отношению к телу материала к заднему краю лицевого по отношению к телу материала, проходя по длине в продольном направлении лицевого по отношению к телу материала.
| US 20140121623 A1, 01.05.2014 | |||
| US 20090221979 A1, 03.09.2009 | |||
| US 20100249740 A1, 30.09.2010. |

