Изобретение относится к области строительства, в частности к способу строительства зданий.
Известен аналог - патент РФ №2371556, 27.10.2009, описывающий способ строительства здания, включающий изготовление панелей стен, перегородок, перекрытий, монтаж при помощи лебедок тельфера козлового крана; изготовление панельных стен перегородок, перекрытий и других изделий производят путем плавления горных пород и использования их массы для литья металлических и каменных изделий.
Недостатком аналога являются низкая производительность, так как литье изделий здания сначала осуществляется в формы, а затем отдельные элементы здания собирают в здание.
Также известен способ трехмерной печати зданий, описанный в ряде патентов, например патенте Китая CN 204728708, патенте Германии DE 202015002974 и патенте Китая CN 204940868, 06.01.2015, выбранном в качестве прототипа, включающем нанесение материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве.
Известен аналог устройства, описанный в патенте Китая CN 204940868, 06.01.2015, выбранном в качестве прототипа, содержащем печатающую головку и механизм трехмерного позиционирования.
Недостатком прототипа способа и прототипа устройства является недостаточная прочность конструкций здания, изготавливаемых данным способом с помощью данного устройства, так как печать осуществляется материалами с низкими механическими характеристиками, из-за чего невозможно печатать многоэтажные здания.
Технической задачей изобретения является обеспечение возможности создания более прочных конструкций зданий.
Технический результат предлагаемого изобретения заключается в расширении сферы применения способа печати зданий до печати многоэтажных зданий, материал стен которых должен иметь более высокие прочностные характеристики, чем материал стен одноэтажных строений, а стены должны иметь армирование для выдерживания больших нагрузок, а также в обеспечении возможности многослойной печати стен различными материалами для формирования покрытий, выполняющих вспомогательные функции, в том числе обеспечение износостойкости и декоративную.
Решение технической задачи в способе трехмерной печати зданий, в его первом варианте, заключающемся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, достигается тем, что в качестве печатающей головки используют стекловаренную печь, одновременно используют более одной стекловаренной печи, одновременно осуществляют загрузку материала в стекловаренные печи, расплавление материала в стекловаренных печах, дозированную подачу расплавленного материала через выходные отверстия стекловаренных печей в процессе перемещения стекловаренных печей по координатам в трехмерном пространстве с формированием конструкций здания.
Решение технической задачи в способе трехмерной печати зданий, в его втором варианте, заключающемся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, достигается тем, что в качестве печатающей головки используют стекловаренную печь, одновременно осуществляют загрузку материала в стекловаренную печь, расплавление материала в стекловаренной печи, дозированную подачу расплавленного материала через выходное отверстие стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием конструкции здания и выравнивание не застывшего материала, а также по мере формирования конструкции здания осуществляют установку дополнительных элементов конструкции.
Решение технической задачи в устройстве для осуществления способа трехмерной печати зданий, содержащем печатающую головку и механизм трехмерного позиционирования печатающей головки, достигается тем, что в качестве печатающей головки использована стекловаренная печь, имеется выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены печатающей головкой.
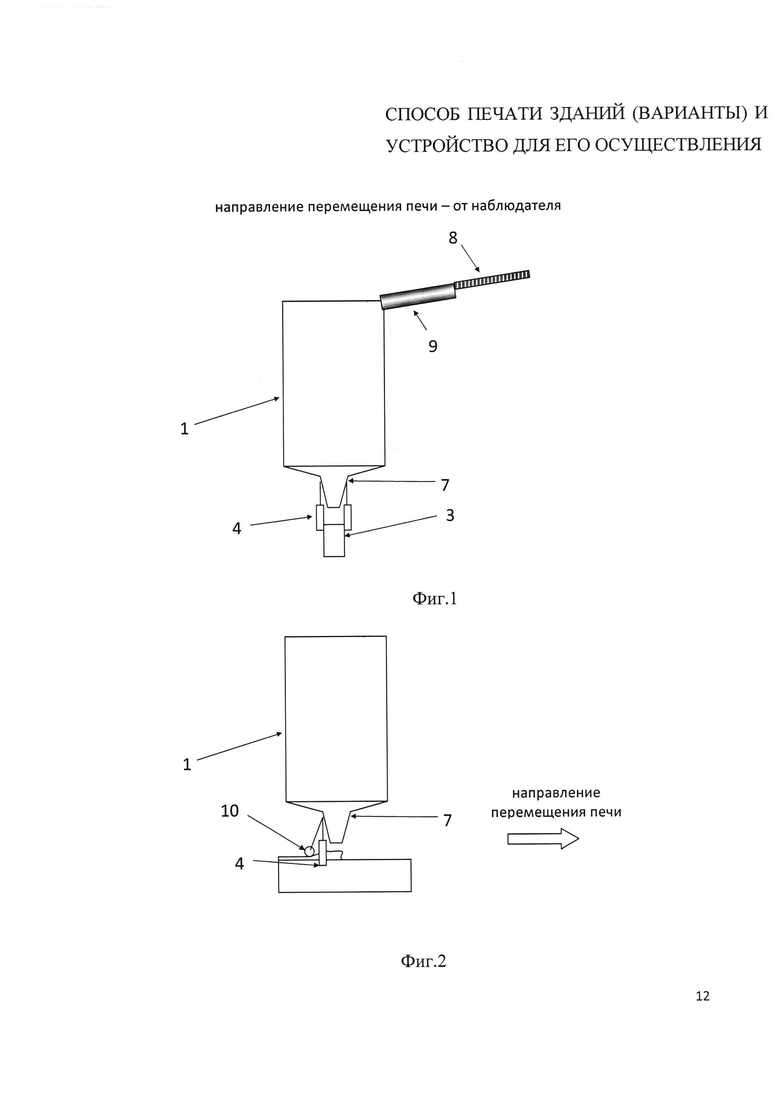
На фиг. 1 показана печатающая головка - стекловаренная печь.
На фиг. 2 показана стекловаренная печь сбоку.
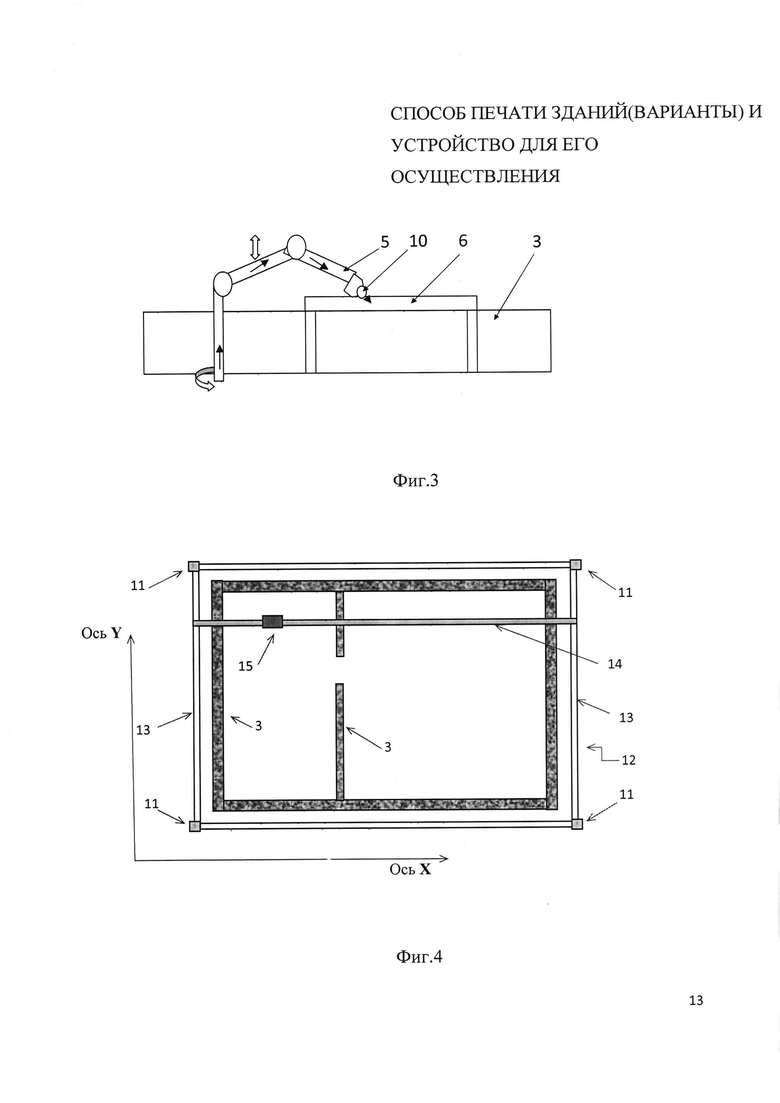
На фиг. 3 изображен манипулятор, устанавливающий балку перекрытия строящегося здания.
На фиг. 4 изображен вид сверху на механизм трехмерного позиционирования.
Печатающей головкой является мобильная стекловаренная печь 1, изображенная на фиг.1 и 2, которая используется для расплавления и дозированной подачи расплавленного материала. На каждой печи имеется выходное отверстие 2. Для строительства стен выходное отверстие 2 в сечении имеет прямоугольную форму. Выходное отверстие 2 имеет свою автономную систему нагрева (не показана) для лучшего слива расплава, а также для технологического запуска после аварийного останова. Система нагрева состоит из нескольких слоев - первый слой, непосредственно соприкасающийся с расплавом, имеет мелкую систему перфорации, для подачи горячего воздуха и создания эффекта «воздушной подушки» внутри сопла, что уменьшает эффект прилипания расплава к стенкам. На внешней стенке печи 1 установлены ультразвуковые излучатели (не показаны), которые создают вибрацию воздуха и улучшают движение расплава. Система перфорации и подачи воздуха формирует направление движения струй воздуха по ходу движения расплава, что также способствует его истечению. Над воздушной оболочкой формируется нагревающий выходное отверстие 2 слой, как правило, это индукционный излучатель. Для подачи материала служат гибкий шланг 3 и дозатор 4, в который высыпается сырье из гибкого шланга 3. Дозатор 4 представляет из себя трубу с расположенным внутри вращающимся шнеком для перемещения материала, он является буферной частью и служит для формирования стабильного потока сырья под высоким давлением перед ее попаданием в печь 1. Наличие дозатора 4 необходимо по причине того, что плавка материала в печи 1 идет под давлением выше атмосферного. Для выравнивания материала только что сформированной части стены 5, который до застывания является пластичным и может деформироваться в процессе остывания, используют специальные вращающиеся валики 6, которые прикреплены к печи 1 и перемещаются вместе с печью 1. Вся поверхность вращающегося выравнивающего валика 6 перфорированная. Воздух под давлением подается изнутри валика 6, создавая воздушную «подушку». Валик 6 выравнивает край стены после слива горячего расплава, после чего расплав быстро застывает, фиксируя приданную ему валиком 6 форму. При необходимости заливки насыщенного газом расплава устанавливается расположенный в горизонтальной плоскости выравнивающий валик 7, показанный на фиг. 2. Его функция заключается в вертикальном уплотнении расплава с предотвращением образования выгнутой горизонтальной поверхности.
Манипулятор 8, изображенный на фиг. 3, представляет из себя механическую руку с захватом 9, управляемую сигналами электронно-вычислительной машины. Манипулятор 8 служит для трехмерного перемещения балок перекрытий 10 и других поддерживающих конструкций, а также для вкручивания в блоки креплений и укладки арматуры.
Ключевым элементом системы строительства здания с помощью описываемого способа и устройства является использование традиционного механизма трехмерного позиционирования объекта, который изображен на фиг. 4. Механизм трехмерного перемещения объекта включает столбы 11 раму 12, имеющую конструкцию фермы. Рама 12 перемещается по столбам 11 по направлению оси Z, которая направлена вертикально. На раме 12 имеются направляющие 13, по которым перемещается портал 14 по направлению оси Y. По направляющей портала 14 перемещается каретка 15 с объектом по направлению оси X. Это позволяет обеспечить перемещение объекта в любую точку пространства строящегося здания по любой траектории, в пределах описанных перемещений. Движением объекта в направлении каждой из осей управляют отдельные реверсивные двигатели, управляемые электронно-вычислительной машиной. В качестве перемещаемого объекта в описанных способах и устройстве выступают стекловаренные печи 1 и манипулятор 8. Обычно на одном портале 14 устанавливается одна каретка 15 с печью 1. Порталов 14 может быть несколько. Для ускорения литья стен сложных и протяженных строительных объектов печи 1 могут перемещаться каждая как в своем горизонтальном секторе, так и частично перекрывая сектора друг друга (на одной высоте Z) на своем общем портале 14 на разных каретках 15. При этом в некоторые моменты времени некоторые дополнительные печи 1 вынужденно ожидают попадания в свое координатное рабочее пространство.
Рассмотрим пример конкретной реализации первого варианта способа трехмерной печати зданий с использованием предлагаемого устройства.
В примере конкретной реализации используют три печатающие головки. Печатающие головки - это мобильные стекловаренные печи 1, одна из которых изображена на фиг. 1 и 2. Их используют для расплавления сырья и дозированной подачи получаемого при этом расплава в места запланированного расположения конструкций здания, например стен. Для этого печи перемещают в пространстве с помощью механизма трехмерного позиционирования по траекториям, соответствующим расположению стен 5 здания под управлением компьютерной программы, как в принтере для трехмерной печати, поэтому процесс создания конструкций здания назван печатью. С точки зрения физики процесс подачи расплава является литьем, поэтому далее будет использоваться термин литье для описания подачи расплава.
Плотность строительного материала регулируется составом сырья, температурой плавки, временем плавки и создаваемым в печи давлением. Первая печь 1 - печь индукционного типа, она предназначена для литья внешних поверхностей стен зданий, колонн и других конструкций, требующих повышенную сопротивляемость атмосферным факторам и механическим воздействиям. Она используется для литья материала плотностью от 400 до 4000 кг/м3. Вторая печь 1 - печь прямого сопротивления. Она используется для литья расплава низкой теплопроводности - для литья стен 5 зданий, материал которых имеет плотность от 150 до 500 кг/м3. Сырьем для первых двух печей 1 является шихта. Шихта на 70%-98% состоит из кварцевого песка, остальную часть составляют добавки в виде соды, извести, мела, угля, сульфата натрия, молотого стекла и других химических соединений для придания дополнительных свойств, таких как цвет, плотность и удельный вес. Третья печь 1 - печь индукционного типа для литья металла из качественного металлического сырья - металлолома или заготовок.
Перед возведением здания на месте его размещения собирают механизм трехмерного позиционирования. Перед печатью здания осуществляют загрузку материалов в бункеры (не показаны), закрепленные на раме 12 механизма трехмерного позиционирования и расположенные выше печей 1. Бункер не перемещается вместе с печью. Загрузка материала из бункеров в печи 1 осуществляют путем его высыпания из бункера под действием силы тяжести через гибкие шланги 3. Материал дозируется в печь 1 путем проталкивания шнеком, размещенным в дозаторе 4. Перед началом печати запускают программу электронно-вычислительной машины, управляющей реверсивными двигателями механизма трехмерного позиционирования. Нанесение материала стен начинают после разогрева предварительно помещенного в печь 1 сырья. Далее шихта или металлическое сырье непрерывно загружается в печь 1 по мере расходования расплава. Первую печь, имеющую два выходных отверстия 2, разнесенных на расстояние ширины создаваемой стены, начинают перемещать механизмом трехмерного позиционирования по траектории расположения стены 5. В процессе перемещения расплавленный материал вытекает из выходных отверстий 2 печи 1, создавая наружные слои стены. За первой печью перемещают вторую печь, заливающую менее плотный средний слой стены. После второй печи перемещают третью печь, с помощью которой осуществляет заливку металлом оставленных второй печью промежутков. Благодаря такому порядку более плотные наружные слои стены заливаются несколько быстрее, чем средний слой, создавая тем самым динамичную «опалубку» для среднего слоя, а полости в среднем слое выполняют роль формы для заливки армирующих металлических элементов стены. Порядок перемещения печей и их количество может быть отличным от описанного в данном примере. Эти параметры подбираются в зависимости от технического задания на строительство.
Рассмотрим пример конкретной реализации второго варианта способа трехмерной печати зданий с использованием предлагаемого устройства.
В примере конкретной реализации печатающей головкой является мобильная стекловаренная печь 1, которая используется для расплавления кварцевого песка и дозированной подачи расплавленного материала. Перед возведением здания на месте его размещения собирают механизм трехмерного позиционирования. Дозирование материала осуществляют так же, как в первом варианте способа. Переда началом печати запускают программу электронно-вычислительной машины, управляющей реверсивными двигателями механизма трехмерного позиционирования. Нанесение материала стен начинают после разогрева предварительно помещенного в печь 1 сырья. Печь 1 перемещают по траектории расположения стены 5. В процессе перемещения расплавленный материал вытекает из выходного отверстия 2 печи 1, формируя стену 5. Так как материал только что сформированной части стены является пластичным и может деформироваться в процессе остывания, то осуществляют его выравнивание специальными валиками 6, перемещаемыми вместе с печью 1. Следом за печью 1 на расстоянии 3 метра с помощью манипулятора 8 перемещают горелку (не показана), осуществляющую отжиг только что залитой стены. Расплав, вытекающий из печи 1, имеет температуру порядка 1200-1400 градусов по Цельсию. Когда расплав оказывается снаружи, то его температура резко падает до 500-800 градусов и появляется разность температур между внутренним объемом и наружными слоями стены 5 по причине малой теплопроводности материала. В результате разности температур возникают механические напряжения в отлитой стене 5. Поэтому следом за печью 1 идет горелка, которая повторно разогревает внешний слой стены 5 для снятия внутренних напряжений. Без отжига стена 5 может разрушиться от незначительного внешнего воздействия.
Обычно конструкции многоэтажных зданий содержат железобетонные балки 10 над проемами дверей и окон. Поэтому в процессе строительства здания описанным способом осуществляют установку данных дополнительных элементов конструкции здания с помощью манипулятора 8. По окончании заливки части стены 5, ограничивающей оконный или дверной проемы, манипулятор 8 устанавливает необходимую балку 10 перекрытия над окном или дверью. Кроме этого, манипулятор 5 используют для установки поддонов при перемещении печи 1 над местами, которые не нужно заливать материалом. В этом случае льющийся из выходного отверстия 2 расплав попадает в подставленную под выходное отверстие 2 печи 1 поддон (на чертеже не показан). Поддон выполняет роль формы для отливаемых садово-парковых или малогабаритных строительных конструкций. Над отдельными проемами, где нет манипуляторов 8, печь 1 перемещают быстрее, а вытекающий расплав образует над проемом лишь тонкую нить, которая впоследствии легко удаляется. В зависимости от проекта здания используют один или несколько манипуляторов 8.
Достижение технического результата первым вариантом предлагаемого способа достигается благодаря использованию для печати стен одновременно нескольких стекловаренных печей, что позволяет печатать композиционные конструкции зданий, в которых значительную часть нагрузки воспринимают армирующие металлические элементы, износостойкость обеспечивают наружные слои, а тепло- и шумоизоляцию средний слой. Это делает конструкцию прочной. Оптимальное соотношение веса и прочности получаемых с помощью описанного способа конструкций позволяет применять его для печати многоэтажных зданий, в конструкции которых эти факторы важнее, чем в конструкциях малоэтажных зданиях.
Достижение технического результата вторым вариантом предлагаемого способа достигается благодаря выравниванию не застывшего материала конструкции здания, а также благодаря установке дополнительных элементов конструкции здания, которые невозможно напечатать в процессе печати конструкции здания. Выравнивание материала до застывания обеспечивает точность размеров конструкции здания, которая повышает прочность и устойчивость конструкции здания. Операция выравнивания неизбежна при печати конструкций зданий, материалом которых являются расплавленные силикаты. Такие материалы имеют высокую прочность, необходимую для печати многоэтажных зданий, но одновременно с этим имеют высокую температуру плавления и невысокую скорость застывания, что приводит к необходимости выравнивания напечатанной конструкции. Установка дополнительных элементов необходима в процессе печати многоэтажных зданий. Такие элементы, как балки перекрытия окон и дверей, выполненные из стали или железобетона, позволяют значительно увеличить прочность перекрытия, которая важна при строительстве многоэтажных зданий.
Достижение технического результата предлагаемым устройством достигается благодаря использованию в качестве печатающей головки стекловаренной печи и благодаря наличию в конструкции выравнивающего устройства. Стекловаренная печь позволяет осуществлять печать конструкций зданий материалом с высокими прочностными характеристиками. Наличие в конструкции выравнивающего устройства позволяет осуществлять выравнивание материала до застывания, что обеспечивает точность размеров конструкции здания, которая повышает прочность и устойчивость конструкции здания.
Дополнительными преимуществами первого варианта предлагаемого способа являются:
- возможность печати декоративных покрытий в процессе печати основных конструкций здания, используя при этом те же печатающие головки,
- соответствие возводимыми с помощью способа конструкциями высоким требованиям экологии и теплопроводности. Экологичность достигается за счет того, что в качестве исходного материала для заливки дома используется естественный инертный материал - кварцевый песок. Низкая теплопроводность обеспечивается возможностью отливать стены с высоким содержанием газовых пузырьков. В процессе плавки кварцевого песка, на этапе силикатообразования, выделяется примерно 40 объемных частей газа на 1 объемную часть песка. Газ образует пористую теплоизолирующую структуру.
Изобретение относится к области строительства, в частности к способу строительства здания. Технической задачей изобретения является обеспечение возможности создания более прочных конструкций зданий. Решение технической задачи в способе трехмерной печати зданий, в его первом варианте, заключающемся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, достигается тем, что в качестве печатающей головки используют стекловаренную печь, одновременно используют более одной стекловаренной печи, одновременно осуществляют загрузку материала в стекловаренные печи, расплавление материала в стекловаренных печах, дозированную подачу расплавленного материала через выходные отверстия стекловаренных печей в процессе перемещения стекловаренных печей по координатам в трехмерном пространстве с формированием конструкций здания. Решение технической задачи в способе трехмерной печати зданий, в его втором варианте, заключающемся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, достигается тем, что в качестве печатающей головки используют стекловаренную печь, одновременно осуществляют загрузку материала в стекловаренную печь, расплавление материала в стекловаренной печи, дозированную подачу расплавленного материала через выходное отверстие стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием конструкции здания и выравнивание незастывшего материала, а также по мере формирования конструкции здания осуществляют установку дополнительных элементов конструкции. Решение технической задачи в устройстве для осуществления способа трехмерной печати зданий, содержащем печатающую головку и механизм трехмерного позиционирования печатающей головки, достигается тем, что в качестве печатающей головки используется стекловаренная печь, имеется выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены печатающей головкой. 3 нз.п.ф.-лы, 4 илл. 
1. Способ трехмерной печати зданий, заключающийся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, отличающийся тем, что в качестве печатающей головки используют стекловаренную печь, одновременно используют более одной стекловаренной печи, одновременно осуществляют загрузку материала в стекловаренные печи, расплавление материала в стекловаренных печах, дозированную подачу расплавленного материала через выходные отверстия стекловаренных печей в процессе перемещения стекловаренных печей по координатам в трехмерном пространстве с формированием конструкций здания.
2. Способ трехмерной печати зданий, заключающийся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, отличающийся тем, что в качестве печатающей головки используют стекловаренную печь, одновременно осуществляют загрузку материала в стекловаренную печь, расплавление материала в стекловаренной печи, дозированную подачу расплавленного материала через выходное отверстие стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием конструкции здания и выравнивание незастывшего материала, а также по мере формирования конструкции здания осуществляют установку дополнительных элементов конструкции.
3. Устройство для трехмерной печати зданий, содержащее печатающую головку и механизм трехмерного позиционирования печатающей головки, отличающееся тем, что в качестве печатающей головки используется стекловаренная печь, имеется выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены печатающей головкой.
| ст | |||
| Напечатанные города: Строительный принтер | |||
| Журнал Популярная механика, Декабрь, 2008 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| УСТРОЙСТВО ДЛЯ ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКА | 0 |
|
SU246458A1 |
| WO 2005070657 A1, 04.08.2005 | |||
| CN 204728708 U, 28.10.2015. | |||

