Изобретение относится к области строительства, в частности к способу возведения стен зданий из стекла.
Известен аналог – способ изготовления гофрированного стекла, патент США № 1888965 A, 22.11.1932, включающий установку плоского листа на скруглённые параллельно расположенные опоры, и формирование изгибов стекла путём воздействия на стекло скруглёнными параллельно расположенными выступами в промежутки между опор.
Первым недостатком аналога является малая прочность получаемых стеклянных листов из-за их малой толщины. При увеличении толщины осуществление способа становится затруднительным, так как энергетические затраты на поддержание стеклянного листа в нагретом состоянии и на его деформацию растут в геометрической прогрессии относительно роста габаритов стекла. Вторым недостатком аналога является отсутствие отжига или стадии позволяющей осуществить равномерное остывание листа. Это тоже является ограничивающим фактором в обеспечении изготовления стекла больших габаритов. Приведенные недостатки делают невозможным осуществление способа для строительства монолитных стен зданий.
Известен аналог – способ изготовления стеклянных стен фасада здания музея «ан де Стром» в Антверпене (Бельгия), описанный в статье “Designing and constructing corrugated glass facades”, https://www.glassonweb.com/article/designing-and-constructing-corrugated-glass-facades, 11.01.2016. Стеклянные секции стен аналога имеют длину 5,5 м. В статье сказано, что современные возможности производства стекла по флоат-технологии и транспортные ограничения не позволяют изготовить стёкла для зданий размерами больше указанного, поэтому стены изготовлены из отдельных секций по 5,5 м. Недостатком аналога является ограничение габаритных размеров изготавливаемых данным способом монолитных частей стеклянных стен. Стена в аналоге получается не монолитной, а собранной из отдельных секций.
Основная причина сложности изготовления монолитной стены здания из стекла большой протяженности в том, что под действием температуры, локально или по всей поверхности, стекло изменяет свои геометрические размеры. Это приводит к возникновению напряжений в стекле, а при превышении определенного порога - к появлению трещин и разрыву всего полотна. Особенно сильно влияет растяжение стекла при понижении температуры, так как стекло выдерживает на порядок меньшие напряжения при его растяжении в сравнении со сжатием. Нагрузки на сжатие стекло выдерживает почти как металл.
Мировой рекорд на самое длинное стекло равен 21 м. Оно хранится при относительно постоянной температуре – в холле компании Glas Troesch AG в Швейцарии. http://wt.com.ua/novosti/332-samoe-dlinnoe-steklo-v-mire.html. При его производстве используется технология триплекс. Использование такого стекла при изготовлении стен здания не эффективно из-за необходимости поддержания постоянной температуры стекла.
Близким аналогом предлагаемого технического решения, принятый за прототип, является способ трехмерной печати зданий, патент РФ №2618235, 03.05.2017, заключающийся в нанесении материала стен печатающей головкой в процессе перемещения печатающей головки по координатам расположения стен в трехмерном пространстве, отличающийся тем, что в качестве печатающей головки используют стекловаренную печь, одновременно используют более одной стекловаренной печи, одновременно осуществляют загрузку материала в стекловаренные печи, расплавление материала в стекловаренных печах, дозированную подачу расплавленного материала через выходные отверстия стекловаренных печей в процессе перемещения стекловаренных печей по координатам в трехмерном пространстве с формированием конструкций здания.
Недостатком прототипа является невозможность изготовления данным способом стеклянных стен, имеющих большие габаритные размеры, например протяженную длину, так как при больших габаритах стекла в нём с изменением температуры создаются напряжения, которые приводят к его разрушению. Это может происходить как на этапе производства стекла, что является ограничивающим размеры производимого флоат методом стекла, так и при эксплуатации. Например, при похолодании в стеклянной стене возникают растягивающие напряжения, которые из-за большой длины стены суммируются и приводят к разрушению стены.
Технический результат предлагаемого изобретения заключается в увеличении габаритов изготавливаемых монолитных стеклянных стен благодаря предотвращению их разрушения под действием температурной деформации с сохранением оптимальной скорости строительства.
Решение технической задачи в способе непрерывной трехмерной заливки монолитных стен из стекломассы, в его первом варианте, заключающемся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, достигается тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены.
Решение технической задачи в способе непрерывной трехмерной заливки монолитных стен из стекломассы, в его втором варианте, заключающемся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, достигается тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно осуществляют заливку нескольких слоёв стены, причём некоторые слои заливают при движении расплава через выходные отверстия стекловаренной печи самотёком, а другие слои заливают при движении расплава через выходные отверстия под избыточным давлением.
Решение технической задачи в способе непрерывной трехмерной заливки монолитных стен из стекломассы, в его третьем варианте, заключающемся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, достигается тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно с перечисленными действиями осуществляется отжиг стены путём нагрева готовых участков стены до температуры отжига нагревателем, перемещаемым сразу после стекловаренной печи.
Решение технической задачи в способе непрерывной трехмерной заливки монолитных стен из стекломассы, в его четвёртом варианте, заключающемся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, достигается тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно с перечисленными действиями осуществляется отжиг стены путём нагрева готовых участков стены до температуры отжига нагревателем, перемещаемым сразу после стекловаренной печи, а перед началом заливки стен здания весь объем будущего здания с целью проведения отжига стен термически изолируют от внешней среды.
Решение технической задачи в устройстве для непрерывной трехмерной заливки монолитных стен из стекломассы, содержащем стекловаренную печь, механизм трехмерного перемещения стекловаренной печи и выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены стекловаренной печью, достигается тем, что имеется инфракрасный нагреватель, размещённый с возможностью перемещения и обеспечения нагрева сформированной части стены на механизме трехмерного перемещения, а механизм трехмерного перемещения с печью, устройством выравнивания плоскости стены и инфракрасным излучателем расположены в объёме, который ограничен каркасом, закрытым теплоизолирующими плитами, покрытыми с внутренней стороны теплоотражающими экранами, и имеющими открываемые окна с возможностью создания конвекции и регулирования температуры в данном объёме, а двигатели и система управления механизма трехмерного перемещения вынесена за пределы каркаса.
На фиг.1 показана стекловаренная печь.
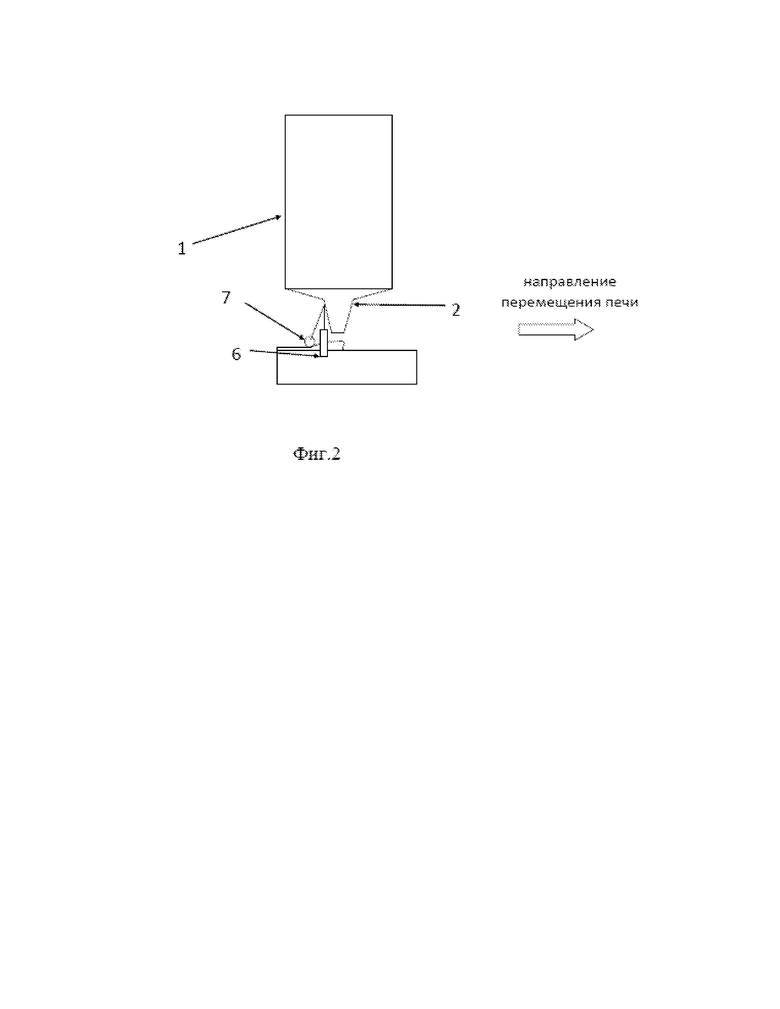
На фиг.2 показана стекловаренная печь сбоку.
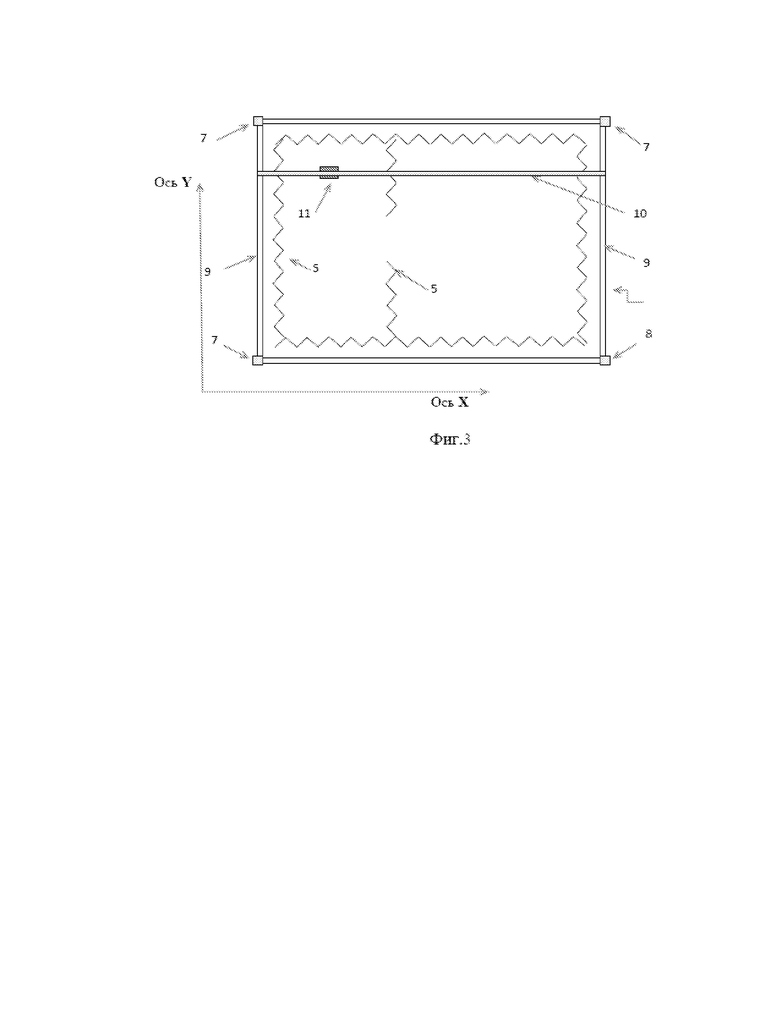
На фиг.3 изображен вид сверху на механизм трехмерного позиционирования.
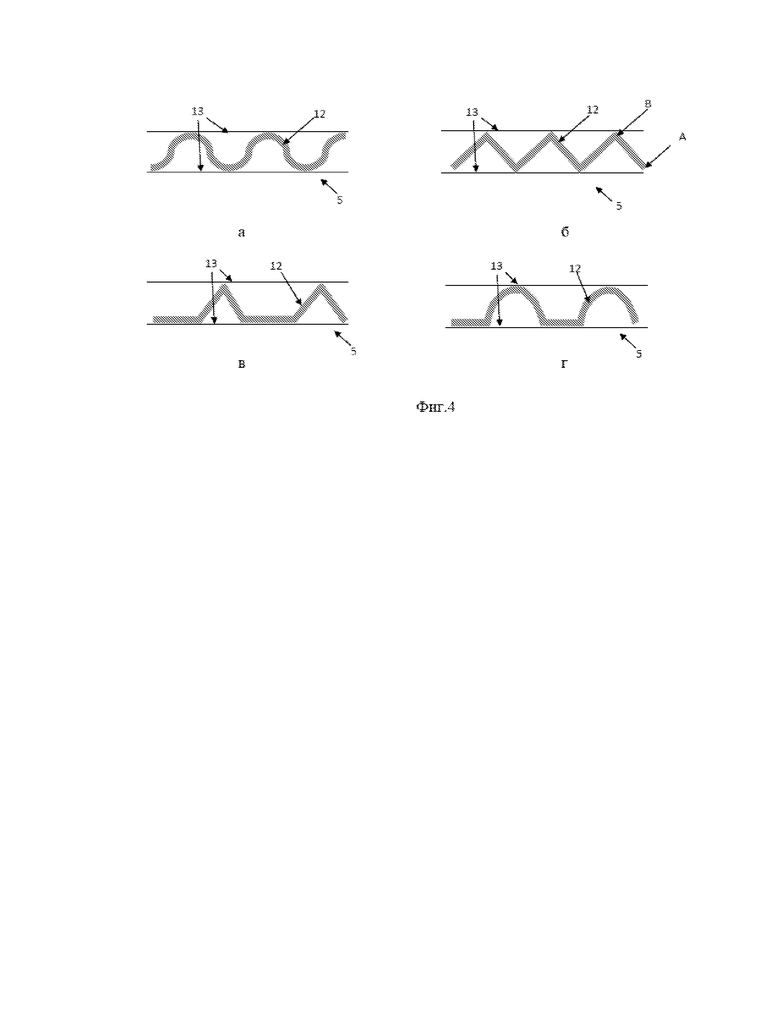
На фиг.4 изображены варианты траекторий перемещения стекловаренной печи (конфигурации стеклянных стен) в плане.
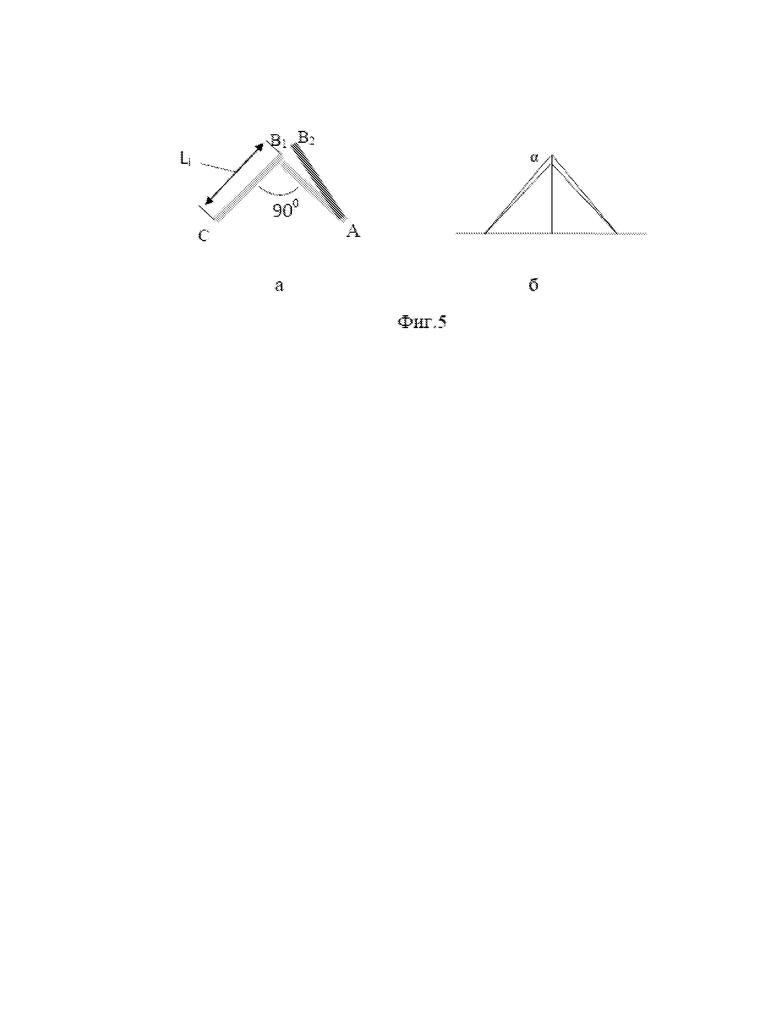
На фиг.5 изображена схема деформации фрагмента стены при нагреве.
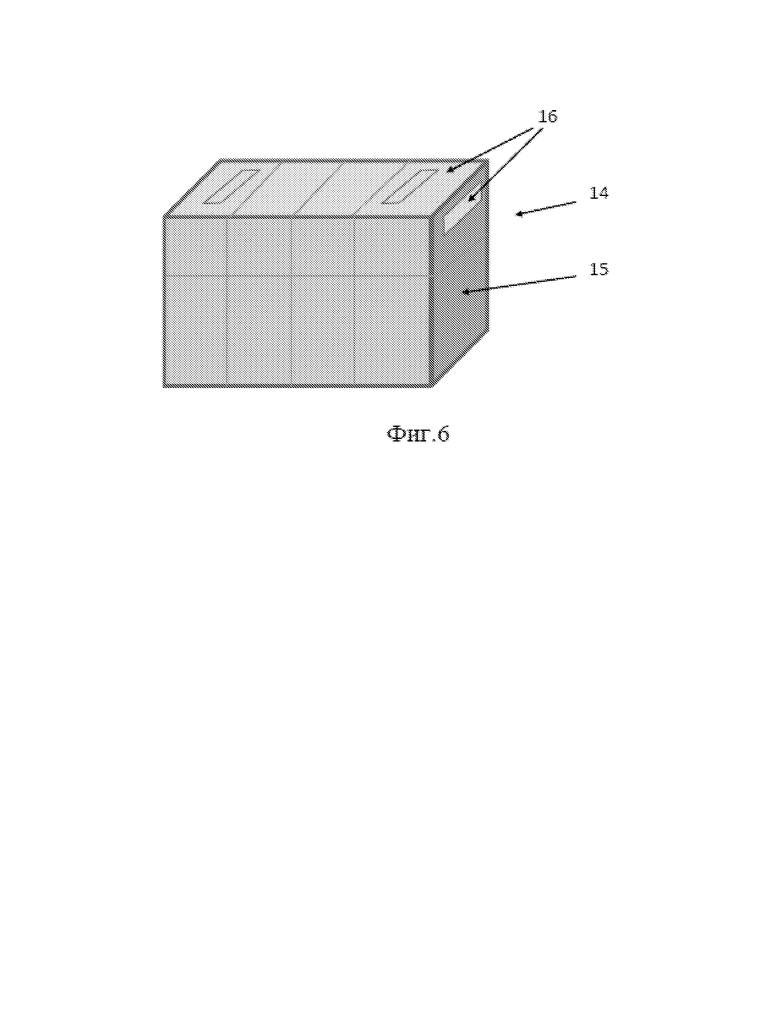
На фиг.6 изображен каркас, закрытый теплоизолирующими плитами, внутри которого размещена строительная площадка.
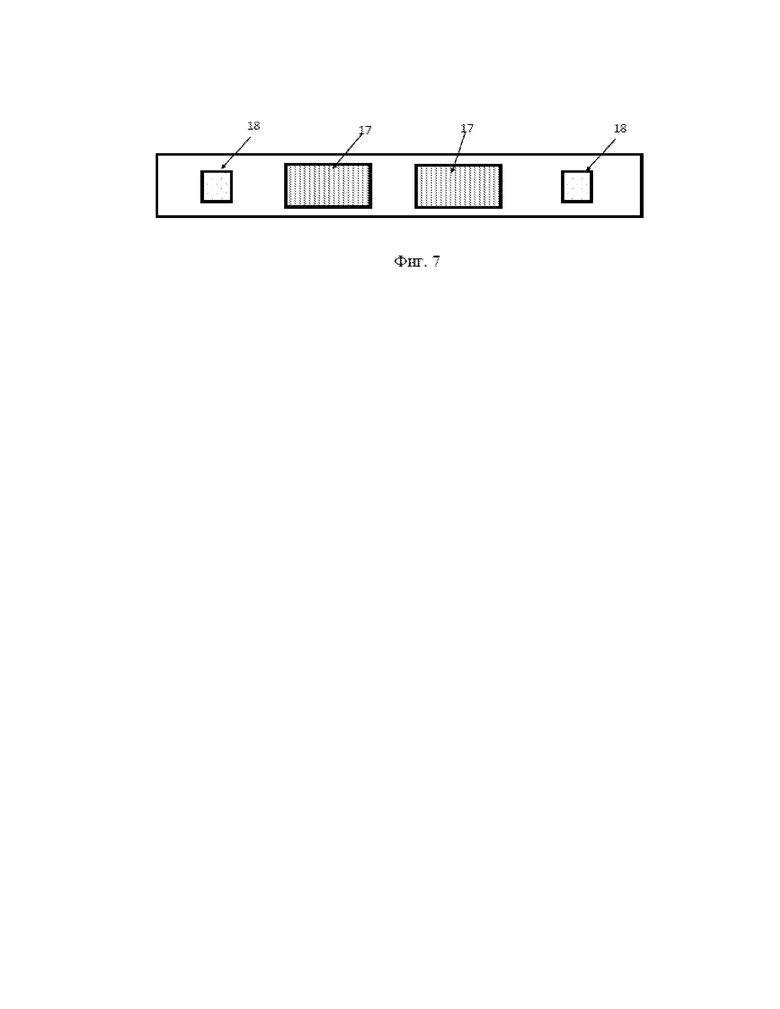
На фиг. 7 изображен питатель (выходное сопло) печи с отверстиями для слива расплава стекломассы.
Приведём пример конкретной реализации устройства для непрерывной трехмерной заливки монолитных стен из стекломассы. Перемещаемая по траектории мобильная стекловаренная печь 1, изображенная на фиг.1 и 2, используется для расплавления и дозированной подачи расплавленного материала. Сырьем для литья стекла является шихта, состоящая на 60-90% из кварцевого песка, остальную часть составляют добавки. На каждой печи имеется выходное отверстие 2. Для заливки стен выходное отверстие 2 в сечении имеет прямоугольную форму. Для подачи материала служат гибкий шихтопровод 3 и дозатор 4, в который высыпается сырье из гибкого шихтопровода 3. Дозатор 4 представляет собой с расположенным внутри вращающимся шнеком для перемещения материала, он является буферной частью и служит для формирования стабильного потока сырья под давлением перед ее попаданием в печь 1. Для выравнивания материала только что сформированной части стены 5, который до застывания является пластичным и может деформироваться в процессе остывания, используют специальные вращающиеся валики 6, которые прикреплены к печи 1 и перемещаются вместе с печью 1. Валик 6 перфорирован и через отверстия перфорации изнутри валика 6 выходит воздух, который способствует более быстрому остыванию стены и выравниванию края стены после слива горячего расплава, после чего расплав быстро застывает, фиксируя приданную ему валиком 6 форму.
Для перемещения стекловаренной печи применяют традиционный механизм трехмерного перемещения, который изображен на фиг.3. Механизм трехмерного перемещения включает столбы 7 и раму 8, имеющую конструкцию фермы. Рама 8 перемещается по столбам 7 по направлению оси Z, которая направлена вертикально. На раме 8 имеются направляющие 9, по которым перемещается портал 10 по направлению оси Y. По направляющей портала 10 перемещается каретка 11 со стекловаренной печью по направлению оси X. Это позволяет обеспечить перемещение стекловаренной печи в любую точку пространства расположения стеклянных стен здания по любой траектории, в пределах описанных перемещений. Движением каретки 11 в направлении каждой из осей управляют отдельные реверсивные двигатели, управляемые электронно-вычислительной машиной.
Изображенная на фиг.4 траектория 12 перемещения стекловаренной печи 1 в пределах расположения стен 5 строящегося здания является не прямолинейной, а с изменением направления, обеспечивающим касание границ 13 области расположения стены 5. Условная граница 13 заливаемой стены может быть увеличена за счет дополнительного утепления, например, заливкой пеностекла. Траектория перемещения стекловаренной печи формирует форму стены 5 в плане. Получаемая криволинейная форма стены предотвращает разрушение стены 5 в результате температурных деформаций, тем самым обеспечивая возможность изготовления монолитных стеклянных стен большой протяженности.
Благодаря криволинейной форме стены 5 силы расширения и сжатия действуют в пределах каждого её локального участка – отрезка ограниченного точками A и B, показанного на фиг.4б. Силы расширения и сжатия на локальном участке не приводят к его разрушению, так как не суммируются с такими же силами на других участках, что происходит в прямолинейной стене. Поэтому напряжение в прямолинейной стене пропорционально её длине. В криволинейной стене влияние этих сил ограничивается отклонением в ту или иную сторону соседнего ребра, но так как длина ребра небольшая, то и отклонение не велико и также не приводит к разрушению стекла.
Рассмотрим вариант расширения стекла при повышении температуры на примере перемещения двух сторон i-го ребра стеклянной стены, имеющей зигзагообразную конфигурацию, показанную на фиг.4б. Оценим, на какой угол отклонится ребро при подъеме температуры и расширении стекла. Считаем, что точки A и C, показанные на фиг.5а, зафиксированы, так как общий размер стены неизменен и количество ребер тоже неизменно. Кроме того, все ребра одного размера. На фиг.5а показаны два положения ребра – до и после повышения температуры. Температурный коэффициент линейного расширения стекла равен 9*10-6 м/(мºС). Прирост ΔLi длины ребра Li при изменении температуры на 100 градусов равен примерно 9*10-4 длины Li. Угол отклонения ребра длиной Li+1, равен:
Угол ABC = 360*ΔLi/2*3,1415*Li = (360* Li*9*10-4)/6,283* Li = (360 * 9*10-4)/6,283 = 0,3240 /6,283 = 0,05º градуса.
Приведённая оценка завышена, так как реальный угол будет меньше, как показано на фиг.5б, но это делает оценку более надежной. Приведённая оценка сделана для примера изменения температуры на 100 градусов. При её изменении на 200 градусов угол составит 0,1 градус. Из методики расчёта стекла на прочность известно, что при расчетной нагрузке прогиб стекла не должен превышать 1/100 длины стороны листа. Поэтому в приведённом примере мы имеем десятикратный запас прочности до излома. Ситуация с охлаждением стекла идентична, кроме того, что сложно представить охлаждение конструкции здания на 100 и 200 градусов Цельсия. Приведённый расчёт доказывает, что осуществление способа печати не по прямолинейной траектории, а с изменением направления, обеспечивающим касание границ области расположения стены, обеспечивает стойкость получаемой таким способом стеклянной монолитной стены к изменению температуры и делает напряжения, обусловленные изменением температуры, недостаточными для разрушения стены.
Для увеличения описанного эффекта применяется перемещение печи 1 по криволинейной траектории в двух измерениях – горизонтальном и вертикальном, обеспечивая волнообразный характер движения печи 1, и создавая сложную структуру стен 5 с наличием горизонтальных и вертикальных «волн».
Приведём пример осуществления способа непрерывной трехмерной заливки монолитных стен из стекломассы. Перед возведением здания на месте его размещения возводят временный быстровозводимый каркас 14, изображенный на фиг.6, закрытый теплоизолирующими плитами 15, покрытыми с внутренней стороны теплоотражающими экранами. Теплоизолирующие плиты 15 предназначены для сохранения тепловой энергии в объёме, ограниченном каркасом 14, что позволяет существенно экономить энергию для отжига заливаемых стеклянных стен 5. Внутри объёма, ограниченного каркасом 14 собирают механизм трехмерного позиционирования. Двигатели и система управления перемещением вынесена за пределы каркаса 14. Перед заливкой стен осуществляют загрузку материалов в бункеры (на фигурах не показаны), закрепленные над каркасом 14 в центре наиболее длинной сторона и расположенные выше печей 1. Бункер не перемещается вместе с печью. Загрузка материала из бункеров в печи 1 осуществляют путем его высыпания из бункера под действием силы тяжести через гибкий шнекопровод шланги 3. Материал дозируется в печь 1 путем проталкивания шнеком, размещенным в дозаторе 4. Перед началом печати запускают программу электронно-вычислительной машины, управляющей реверсивными двигателями механизма трехмерного позиционирования, подачей сырья, температурами печи 1 и выходного отверстия 2, лазерными датчиками по контролю уровня заливки стен 5. Нанесение материала стен 5 начинают после разогрева предварительно помещенного в печь 1 сырья. Далее сырье непрерывно загружается в печь 1 по мере расходования расплава. Печь 1 начинают перемещать механизмом трехмерного позиционирования по указанным на фиг.4 траекториям в пределах зоны расположения стены 5. В процессе перемещения расплавленный материал вытекает из выходных отверстий 2 печи 1, создавая слои стены 5. Так как поверхностный слой стены 5 остывает быстрее после заливки, то это приводит к возникновению в нём сжимающих напряжений. Внутренняя часть стекломассы долгое время остается горячей. Поэтому сразу после заливки стены 5 осуществляют её отжиг путём принудительного нагрева поверхностного слоя для снятия его внутренних напряжений в процессе снижения температуры внутренних слоёв. Чем толще стена 5, тем большее время необходимо нагревать ее поверхность. Нагрев осуществляется в пределах температур отжига стекломассы – ее верхней и нижней границами и это также зависит от ее состава. В приведённом примере нагрев осуществляют до 500ºС, но может быть в пределах 400-600ºС. Для отжига используют инфракрасный обогреватель, перемещаемый с помощью механизма трехмерного перемещения сразу за стекловаренной печью 1. Инфракрасный обогреватель перемещается вдоль залитой стены, разогревая ее внешнюю поверхность. Вместо инфракрасного нагревателя может использоваться газовая горелка. В некоторых случаях возможно осуществление отжига без применения инфракрасного нагревателя. Температура для отжига может быть обеспечена энергией нагретых стен, которая сохраняется за счёт размещения строительной площадки внутри каркаса 14, закрытого теплоизолирующими плитами 15. Контроль температуры внутри объёма, ограниченного каркасом 14, поддерживается за счёт наличия в теплоизолирующих плитах 15 окон 16, путём их открытия и создания воздушной тяги холодного воздуха, находящегося снаружи. Проводимый описанным способом отжиг позволяет снимать напряжения, возникающие из-за неравномерности остывания различных частей стеклянной монолитной стены 5 в процессе её изготовления. Это обеспечивает возможность осуществления изготовления такой стены, так как величина напряжений, возникающих в процессе изготовления стеклянной монолитной стены 5 без отжига, из-за разности температур различных её частей, приводит к её разрушению.
Из-за тонкого слоя заливаемой стеклянной стены, каждый из которых равен 4-6 мм для плотного стекла, и необходимости проведения цикла остывания и закалки, заливка одноэтажного дома одной печью занимает около 40 дней на дом 10×10 м. С целью увеличения производительности до 20 дней осуществляется заливка сразу нескольких слоев одновременно и заливка слоёв стены пеностеклом, толщина заливки которых может достигать 5 см. Для этого используется одновременно четыре выходных отверстия в питателе 2 печи 1. Расположение выходных отверстий печи в такой схеме показаны на фиг.7. Два внутренних выходных отверстия 17 осуществляют литьё пеностекла, а два наружных 18 осуществляют литьё плотной массы. Плотная стекломасса из выходных отверстий 18 выливается под атмосферным давлением, а пеностекло из выходных отверстий 17 под повышенным давлением. В результате такой заливки наружные слои стены из плотного стекла защищают гигроскопичные внутренние слои из пеностекла и создают надёжную опалубку во время литья, предотвращая растекание внутренних слоёв. Процесс заливки за счёт осуществления печати внутренних слоёв пеностеклом обладает большей производительностью, что обеспечивает оптимальную скорость строительства.
Достижение технического результата первым вариантом предлагаемого способа обеспечивается благодаря тому, что
- траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены.
Достижение технического результата вторым вариантом предлагаемого способа обеспечивается благодаря тому, что
- одновременно осуществляют заливку нескольких слоёв стены, причём наружные слои заливают при движении расплава через выходные отверстия стекловаренной печи самотёком, а внутренние слои заливают при движении расплава через выходные отверстия под избыточным давлением.
Достижение технического результата третьим вариантом предлагаемого способа обеспечивается благодаря тому, что
- осуществляется отжиг стены путём нагрева готовых участков стены до температуры отжига инфракрасным нагревателем, перемещаемым сразу после стекловаренной печи,
Достижение технического результата четвертым вариантом предлагаемого способа обеспечивается благодаря тому, что
- перед началом заливки стен здания весь объем будущего здания с целью проведения отжига стен термически изолируют от внешней среды.
Достижение технического результата в устройстве для непрерывной трехмерной заливки монолитных стен из стекломассы обеспечивается благодаря тому, что
- имеется инфракрасный нагреватель, размещённый с возможностью перемещения и нагрева сформированной части стены на механизме трехмерного перемещения,
- механизм трехмерного перемещения с печью, устройством выравнивания плоскости стены и инфракрасным излучателем расположены в объёме, который ограничен каркасом, закрытым теплоизолирующими плитами, покрытыми с внутренней стороны теплоотражающими экранами, и имеющими открываемые окна с возможностью создания конвекции и регулирования температуры в данном объёме.

Изобретение относится к области строительства, в частности к способу возведения стен зданий из стекла. Техническим результатом является увеличение габаритов изготавливаемых монолитных стеклянных стен благодаря предотвращению их разрушения под действием температурной деформации с сохранением оптимальной скорости строительства. Технический результат достигается тем, что способ непрерывной трехмерной заливки монолитных стен из стекломассы заключается в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, при этом выбирается определённая траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, а также технический результат достигается тем, что устройство для непрерывной трехмерной заливки монолитных стен из стекломассы содержит стекловаренную печь, механизм трехмерного перемещения стекловаренной печи и выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены стекловаренной печью, при этом имеется инфракрасный нагреватель, размещённый с возможностью перемещения и обеспечения нагрева сформированной части стены на механизме трехмерного перемещения, а механизм трехмерного перемещения с печью, устройством выравнивания плоскости стены и инфракрасным излучателем расположены в объёме, который ограничен каркасом, закрытым теплоизолирующими плитами, покрытыми с внутренней стороны теплоотражающими экранами и имеющими открываемые окна с возможностью создания конвекции и регулирования температуры в данном объёме. 5 н.п. ф-лы, 7 ил.
1. Способ непрерывной трехмерной заливки монолитных стен из стекломассы, заключающийся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, отличающийся тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены.
2. Способ непрерывной трехмерной заливки монолитных стен из стекломассы, заключающийся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, отличающийся тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно осуществляют заливку нескольких слоёв стены, причём некоторые слои заливают при движении расплава через выходные отверстия стекловаренной печи самотёком, а другие слои заливают при движении расплава через выходные отверстия под избыточным давлением.
3. Способ непрерывной трехмерной заливки монолитных стен из стекломассы, заключающийся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, отличающийся тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно с перечисленными действиями осуществляется отжиг стены путём нагрева готовых участков стены до температуры отжига нагревателем, перемещаемым сразу после стекловаренной печи.
4. Способ непрерывной трехмерной заливки монолитных стен из стекломассы, заключающийся в нанесении материала стен стекловаренной печью в процессе перемещения стекловаренной печи по координатам расположения стен в трехмерном пространстве, с одновременной загрузкой сырья в стекловаренную печь, расплавлением сырья в стекловаренной печи, дозированной подачей расплавленного материала через выходные отверстия стекловаренной печи в процессе перемещения стекловаренной печи по координатам в трехмерном пространстве с формированием стен здания путём их заливки, отличающийся тем, что траектория, по которой перемещают стекловаренную печь в пределах расположения каждой стены строящегося здания, является не прямолинейной, а с изменением направления, обеспечивающим касание границ области расположения стены, одновременно с перечисленными действиями осуществляется отжиг стены путём нагрева готовых участков стены до температуры отжига нагревателем, перемещаемым сразу после стекловаренной печи, а перед началом заливки стен здания весь объем будущего здания с целью проведения отжига стен термически изолируют от внешней среды.
5. Устройство для непрерывной трехмерной заливки монолитных стен из стекломассы, содержащее стекловаренную печь, механизм трехмерного перемещения стекловаренной печи и выравнивающее устройство для выравнивания плоскости стены, расположенное с возможностью формирования плоскости стены после нанесения материала стены стекловаренной печью, отличающееся тем, что имеется инфракрасный нагреватель, размещённый с возможностью перемещения и обеспечения нагрева сформированной части стены на механизме трехмерного перемещения, а механизм трехмерного перемещения с печью, устройством выравнивания плоскости стены и инфракрасным излучателем расположены в объёме, который ограничен каркасом, закрытым теплоизолирующими плитами, покрытыми с внутренней стороны теплоотражающими экранами, и имеющими открываемые окна с возможностью создания конвекции и регулирования температуры в данном объёме.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP 2007518586 A, 12.07.2007 | |||
| СПОСОБ СТАШЕВСКОГО И.И. СТРОИТЕЛЬСТВА ДОМА | 2008 |
|
RU2371556C1 |
| Крупнопанельное здание | 1983 |
|
SU1131990A1 |
| US 5529471 A, 25.06.1996 | |||
| DE 3638850 C1, 28.04.1988. | |||

