Изобретение относится к области электротехники, а именно к неизолированным проводам, предназначенным для передачи электрической энергии по воздушной линии электропередачи ВЛ 35 кВ и выше.
Известен неизолированный провод для воздушных линий электропередачи, содержащий повивы стальных плакированных алюминием проволок, толщина слоя плакированного алюминия на поверхности стальной проволоки находится в пределах 0,02÷0.5 мм (см. описание изобретения к патенту РФ №2396617, МПК Н01В 5/04, опубликовано 10.08.2010).
Недостатком известного провода является: для получения требуемого размера поперечного сечения алюминиевого провода необходимо значительное увеличение количества проволок в данной конструкции провода, что ведет к увеличению его диаметра, массы по отношению к известным применяющимся в настоящее время проводам для ВЛ, что неизбежно приводит к увеличению нагрузки на элементы опор, вследствие чего может возникнуть необходимость в их усилении, в установке дополнительных промежуточных опор в пролетах воздушной линии или установке новых опор.
Известен провод линии электропередачи (см. описание изобретения к патенту РФ №2017245 С1, МПК Н01В 5/08, опубликовано 30.07.1994).
Провод с переменной жесткостью по длине содержит сердечник, в поперечном сечении выполненный в форме эллипса, поверх которого накладываются проволоки внешнего повива. Необходимо отметить сложность изготовления сердечника, для изготовления которого требуется специальное оборудование, а круглая проволока внешнего повива не повышает надежность работы воздушных линий электропередачи в режиме гололедно-ветровых нагрузок.
Известен провод неизолированный, содержащий стальной сердечник, поверх которого наложена в один или несколько концентрических повивов токопроводящая проволока стреловидного профиля в поперечном сечении, из алюминия или из термостабилизированного алюминий-циркониевого сплава (см. описание полезной модели к патенту РФ №97203 U1, МПК Н01В 5/10, опубликовано 27.08.2010, бюл. №24).
Трудоемкий и сложный способ изготовления данного провода, вследствие того что изготовление токопроводящей проволоки стреловидного профиля требует специального оборудования и оснастки. Кроме того, для обеспечения надежности замка и провода в целом, выполненного из токопроводящих проволок стреловидного профиля в поперечном сечении, к внешним ветровым нагрузкам необходимы дополнительные технологические операции, характерные для изготовления каната закрытой конструкции.
Известен неизолированный алюминиевый провод, скрученный из алюминиевых проволок или из проволок нетермообработанного алюминиевого сплава марки ABE. Провод скручивается многооперационным способом, заключающемся в послойном изготовлении провода. Проволоки между слоями перекрещиваются, образуя точечное касание между слоями. Количество слоев изменяется от одного до четырех (см. Технические условия ГОСТ 839-80 «Провода неизолированные для воздушных линий электропередачи).
К недостатками этого известного провода можно отнести следующее:
- проволоки в проводе, изготовленном таким многооперационным способом, подвергаются значительному износу из-за перекрещивания между слоями, а также значительным контактным напряжениям.
- низкое разрывное усилие, увеличенная стрела прогиба, что уменьшает эксплуатационный срок службы высоковольтных линий, характерные недостатки для проводов одинарной свивки точечного касания, высокие трудозатраты при изготовлении проводов с точечным касанием проволок.
Задачей заявляемого изобретения является повышение технических характеристик неизолированного провода, таких как увеличение разрывного усилия, увеличение расчетного сечения, снижение электрического сопротивления провода, увеличение допускаемой рабочей температуры провода при максимальных значениях пропускаемого тока, что позволит существенно увеличить эффективность ВЛ.
Сущность заявляемого изобретения заключается в следующем. Неизолированный провод изготовлен по трем вариантам.
По первому варианту.
Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок. При этом все проволоки выполнены из алюминия, провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения.
По второму варианту.
Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок. При этом все проволоки выполнены из сплава на основе алюминия, включающего, масс. %: алюминий - основа, магний 0,45-0,6, кремний 0,45-0,6, железо 0,4-0,7, примеси - цинк ≤0,05, медь ≤0,05 сумма титана, ванадия, марганца, хрома ≤0,015. Провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения.
По третьему варианту.
Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок. При этом все проволоки выполнены из термостойкого сплава на основе алюминия, включающего, масс. %: алюминий - основа, цирконий 0,23-0,27, железо 0,15-0,25, магний ≤0,02, кремний ≤0,08, цинк ≤0,04, медь ≤0,01 кадмий ≤0,03, прочее ≤0,10. Провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения.
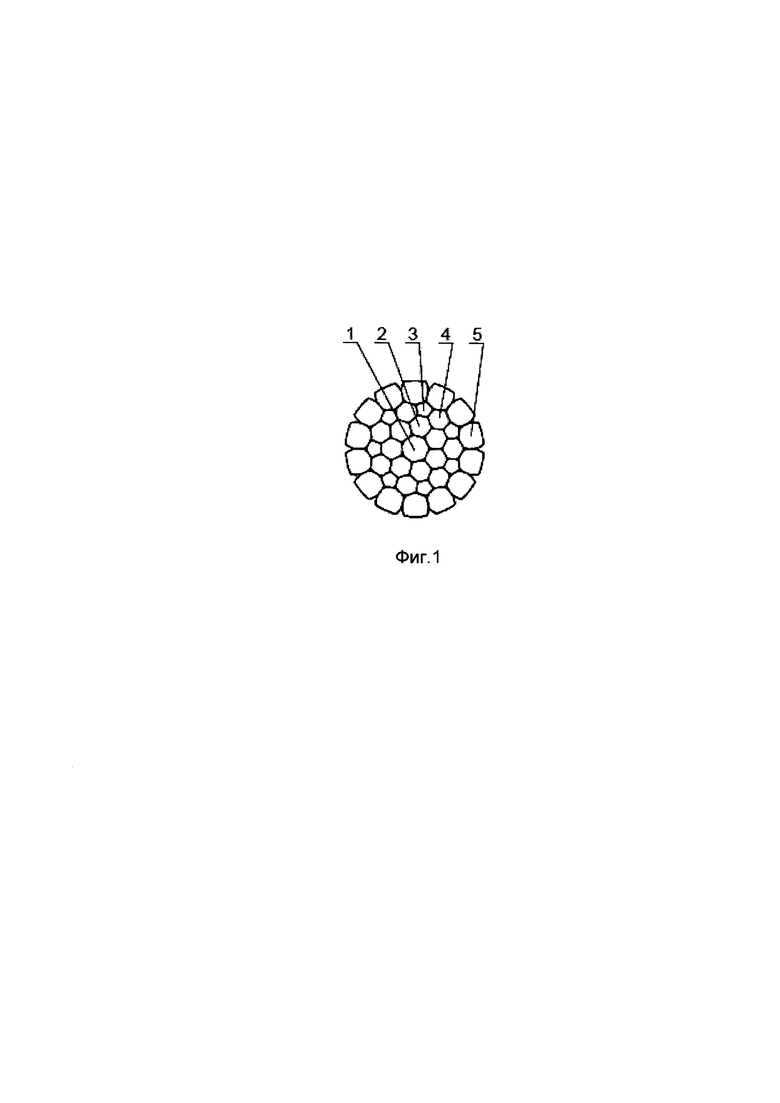
Сущность изобретения поясняется чертежом, где на фиг. 1 изображено поперечное сечение неизолированного провода.
Неизолированный провод содержит центральную проволоку 1, первый слой 2 - семь проволок одного диаметра, второй слой с чередованием семи проволок 3 одного меньшего диаметра и семи проволок 4 одного большего диаметра, третий слой 5 - четырнадцать проволок одного диаметра.
Наружные поверхности проволок третьего слоя укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения неизолированного провода.
Свивку проволок всех трех слоев провода осуществляют за одну технологическую операцию. При этом шаг свивки для всех трех слоев проволок сохраняется постоянным, что позволяет исключить возможность перекрещивания проволок по отдельным слоям и обеспечить им линейное касание при свивке.
Вторая технологическая операция - это пластическая деформация провода по площади поперечного сечения провода со степенью обжатия 10-14% по наружной поверхности проволок 5, которые укладываются с зазорами 2-10% от номинального диаметра проволок.
Пластическое деформирование по площади поперечного сечения провода способствует уплотнению свивки, увеличению заполнения расчетного сечения провода за счет увеличения исходных диаметров проволоки, позволяет устранить возможную неравномерность натяжения проволок при свивке провода, нейтрализовать свивочные напряжения. Полученная внешняя поверхность, более гладкая и ровная, чем у провода, выполненного из круглых проволок, позволяет значительно снизить аэродинамическое сопротивление и пляску проводов.
Это позволяет неизолированному проводу по всем трем вариантам провода, увеличить разрывное усилие по отношению к применяемым неизолированным проводам на 20-30%, увеличить расчетное сечение на 18-25%, снизить электрическое сопротивление неизолированного провода на 7-10%, дополнительно по третьему варианту увеличить допускающую рабочую температуру провода до 210°С при максимальных значениях пропускаемого тока, что позволит существенно увеличить эффективность ВЛ.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
| Неизолированный провод с функцией мониторинга технических параметров в режиме текущего времени (варианты) | 2018 |
|
RU2686837C1 |
| Самонесущий изолированный провод с оптоволоконным кабелем связи (варианты) | 2020 |
|
RU2733593C1 |
| Самонесущий изолированный провод | 2020 |
|
RU2735313C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| СТАЛЕАЛЮМИНИЕВЫЙ ПРОВОД С ВСТРОЕННЫМ ОПТИЧЕСКИМ КАБЕЛЕМ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2581159C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокотемпературный для воздушных линий электропередачи | 2019 |
|
RU2705798C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокопрочный высокотемпературный (варианты) | 2020 |
|
RU2748682C1 |
Неизолированный провод предназначен для передачи энергии по воздушной линии. Провод изготавливают по трем вариантам. В первом варианте проволоки неизолированного провода выполнены из алюминия. По второму варианту проволоки для провода выполнены из сплава на основе алюминия. По третьему варианту проволоки для провода выполнены из термостойкого сплава на основе алюминия. Неизолированный провод по каждому из трех вариантов выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения. Изобретение позволяет увеличить разрывное усилие по отношению к применяемым неизолированным проводам на 20-30%, увеличить расчетное сечение на 18-25%, снизить электрическое сопротивление неизолированного провода на 7-10%, увеличить допускающую рабочую температуру провода до 210°С при максимальных значениях пропускаемого тока, что позволит существенно увеличить эффективность ВЛ. 3 н.п. ф-лы, 1 ил.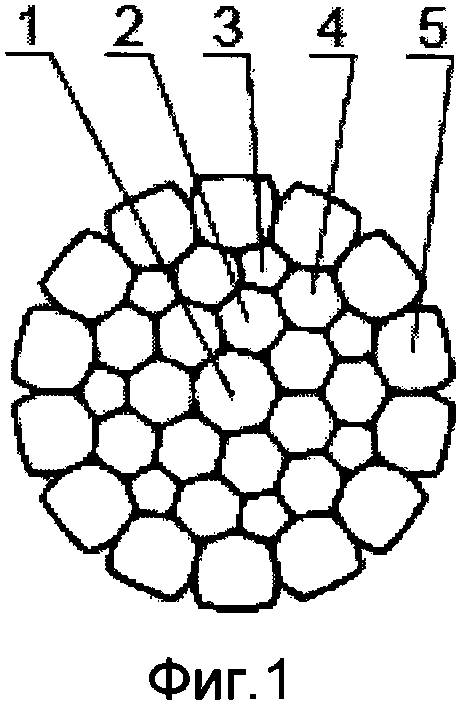
1. Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок, при этом все проволоки выполнены из алюминия, провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения.
2. Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок, при этом все проволоки выполнены из сплава на основе алюминия, включающего, масс. %: алюминий - основа, магний 0,45-0,6, кремний 0,45-0,6, железо 0,4-0,7, примеси - цинк ≤0,05, медь ≤0,05 сумма титана, ванадия, марганца, хрома ≤0,015, провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения
3. Неизолированный провод, содержащий центральную проволоку, вокруг которой расположены последовательно первый слой из семи проволок, второй слой с чередованием семи проволок меньшего диаметра и семи проволок большего диаметра и третий слой из четырнадцати проволок, при этом все проволоки выполнены из термостойкого сплава на основе алюминия, включающего, масс. %: алюминий - основа, цирконий 0,23-0,27, железо 0,15-0,25, магний ≤0,02, кремний ≤0,08, цинк ≤0,04, медь ≤0,01 кадмий ≤0,03, прочее ≤0,10, провод выполнен с линейным касанием проволок между собой, одинаковым шагом свивки слоев, в одном направлении, наружные поверхности проволок укладываются с зазорами 2-10% от номинального диаметра проволок, пластически деформированы со степенью обжатия 10-14% площади поперечного сечения.
| Способ выделения моющих веществ из кислого гудрона | 1955 |
|
SU119513A1 |
| Устройство для нанесения трафарета на бочки | 1960 |
|
SU132241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| CN 86104182 A, 24.01.1987. | |||

