Изобретение относится к области электротехники, а именно к технологии изготовления высокотемпературных проводов и их конструкции предназначенных для передачи электрической энергии по воздушным линиям электропередачи (ВЛ) 36 кВ и выше.
Известен способ изготовления проводников из сплава на основе алюминия, содержащего цинк 0,03-0,50, медь 0,25-1,00 и цирконий 0,001-0,100 вес.%, заключающийся в пластической деформации давлением со степенью деформации от 1000% до 10000%, полученной разливом заготовки, при этом во время деформации заготовку подвергают термической обработке при 180-250°С в течение 30 минут - 6 ч (см. описание изобретения к патенту СССР №649338, МПК Н01В 13/00, публикация 25.02.1979).
Недостатком известного способа является применение сложного и дорогостоящего оборудования для осуществления деформации заготовки со степенью от 1000% до 10000%.
Известен способ получения длинномерных композиционных проводов на основе высокотемпературных сверхпроводящих соединений. Способ включает формирование многожильной заготовки путем засыпки порошка висмутовой керамики в серебряную оболочку, деформацию полученной многожильной заготовки до требуемых размеров волочением без нагрева со степенью деформации за проход 0,5-20%. Резку деформированной заготовки на мерные части, сборку многожильной заготовки путем размещения требуемого количества мерных частей деформированной многожильной заготовки в серебряной оболочке многожильной заготовки, экструзию, прокаткой, с термообработкой (см. описание изобретения к патенту РФ №2258970. МПК Н01В 12/00, Н01В 13/00, опубликовано 20.08.2005).
Недостатком известного способа является:
- сложная затратная технология с применением дорогостоящих материалов для изготовления провода на основе высокотемпературных сверхпроводящих соединений;
Известен способ изготовления сталеалюминиевого провода, включающий изготовление стального сердечника из одной центральной и шести скрученных вокруг нее стальных оцинкованных проволок диаметром 2,2÷3,6 мм каждая, наложение на стальной сердечник на прессе кольцевого слоя выпрессованного алюминия, охлаждение водой на расстоянии не менее 1,5 м от зоны прессования алюминия и намотку на приемный барабан готового провода. При этом получают готовый провод меньшего диаметра на 23% по сравнению с проводом, полученным по ГОСТ 839-80 аналогичного поперечного сечения (см. описание изобретения к патенту РФ №2351486; МПК В60М 1/13 опубликовано 10.04.2009).
Недостатками известного способа являются:
- использование в сталеалюминевом проводе стального сердечника в виде стальной круглой проволоки низкоуглеродистой термически не обработанной, второго класса, повышенной точности по ГОСТ 3282 (настоящий стандарт распространяется на круглую низкоуглеродистую стальную проволоку, предназначенную для изготовления гвоздей, увязки, ограждений и других целей) не способствует поддержанию заданных эксплуатационных свойств провода, в связи с низким временным сопротивлением разрыву проволоки, и стального сердечника в целом; -для улучшения качества наложения алюминия на стальную проволоку необходимо проводить специальную подготовку поверхности, а для устранения неровностей на поверхности стальной круглой проволоки правильное устройство необходимо дополнительно оснастить калибрующей фильерой, что ведет к усложнению конструкции.
Известен способ изготовления провода, заключающийся в последовательном наложении на сердечник повивов из проволок и пластической деформации изделия, проволоки внешнего повива укладываются с зазорами, величина которых составляет 15-70% от номинального диаметра проволок (см. описание изобретения к авторскому свидетельству СССР №669415, МПК Н01В 13/02, публикация 28.06.1979).
Недостатком известного способа является низкая электропроводность провода, неспособность работать при повышенных температурах, а также необходимо отметить, что при столь большом диапазоне, 15-70%, зазора проволок внешнего повива потребуется для каждого отдельного значения данного зазора корректировка диаметров проволок при свивке новых диаметров провода.
Известен способ изготовления сталеалюминиевого провода, который включает изготовление стального сердечника из одной центральной и шести скрученных вокруг нее стальных оцинкованных проволок диаметром 2,2÷3,6 мм каждая, покрытие сердечника слоем защитной термостойкой смазкой и изготовление двух повивов проволок из алюминия (см. Технические условия ГОСТ 839-80 «Провода неизолированные для воздушных линий электропередачи).
К недостатками этого известного способа можно отнести следующее:
- сталеалюминиевые провода имеют температурный предел нагрева проходящим током при длительной эксплуатации, равный не более 90°С, при температуре 100-110°С токоведущий повив провода теряет прочность, что ограничивает возможности провода и ВЛ в целом по количеству передаваемой электроэнергии (величине тока), так как начинается его разрушение и(или) величина стрелы прогиба становится больше допустимой величины, определяемой правилами безопасной эксплуатации высоковольтных линий,
-низкая механическая прочность, что уменьшает эксплуатационный срок службы высоковольтных линий.
Известен провод для воздушных линий электропередачи, содержащий повивы стальных плакированных алюминием проволок, отличающийся тем, что толщина слоя плакированного алюминия на поверхности стальной проволоки находится в пределах (0,02÷0.5) мм таким образом, что обеспечивается пропускная способность провода по электрическому току в пределах (0,8÷8) ампер на квадратный миллиметр его поперечного сечения при максимально допустимой температуре поверхности провода, равной 250°С. (см. описание изобретения к патенту РФ №2396617, МПК Н01В 5/04, опубликовано 10.08.2010).
Недостатком известного провода является:
- при обозначенной толщине слоя плакированного алюминия на поверхности стальной проволоки для получения требуемого размера поперечного сечения алюминиевого провода необходимо значительное увеличение количества проволок в данной конструкции провода, что ведет к увеличению его диаметра, массы по отношению к известным применяющимся в настоящее время проводам для ВЛ. При заданных стрелах провеса, ветровых и гололедных нагрузках создаются повышенные нагрузки на элементы опор, на которые существующие опоры могут быть не рассчитаны. Поэтому может возникнуть необходимость в их усилении, в установке дополнительных промежуточных опор в пролетах воздушной линии или установке новых (замене существующих) опор.
Известен провод с зазором из термостойкого алюминиевого сплава с цирконием, усиленный стальным сердечником (высокотемпературные провода с зазором GTACSR и GZTACSR, производство компании «J-Power», Япония), в котором сердечник, выполненный из высокопрочной оцинкованной стали, состоит обычно из семи проволок. Вокруг стального сердечника навивается проволока из термостойкого алюминиевого сплава с цирконием. Количество алюминиевых повивов не превышает трех. Алюминиевые проволоки внутреннего слоя, ближайшего к сердечнику, имеют трапециевидную форму. Внутренний слой выполнен таким образом, что между ним и стальным сердечником есть зазор 1.2-1,45 мм (по диаметру), заполненный смазкой, стойкой к воздействию высоких температур.
В известном проводе необходимо отметить следующие недостатки:
- для вышеуказанного провода необходима специальная процедура натяжения провода, более сложная по сравнению с натяжением стандартных сталеалюминевых проводов. Основное различие между технологиями монтажа высокотемпературных проводов с зазором и стандартных сталеалюминиевых проводов заключается в монтаже зажимов. В случае применения высокотемпературных проводов с зазором токопроводящие проволоки должны быть расплетены для крепления провода на анкерных опорах. После крепления и натяжения сердечника провод оставляют на 24 часа для выравнивания (скольжением) токопроводящих повивов относительно натянутого сердечника, затем провод подтягивают;
- большие сложности при свивке вышеуказанного провода для получения зазора 1.2-1.45 мм (по диаметру), что требует специального канатовьющего оборудования и технологии свивки провода, для получения «трубы» в виде алюминиевых проводов, повитых вокруг стального сердечника;
- алюминиевых проволок трапецеидального сечения в конструкции провода требует применения дополнительных специальных технологических операций и оборудования для получения такого фасонного профиля
Задачей заявляемого изобретения является создание способа изготовления высокотемпературного провода и применение полученной данным способом конструкции провода для передачи и распределения электрической энергии на номинальное переменное напряжение 36 кВ и выше номинальной частотой 50 Гц, допускающих рабочую температуру провода - 210°С при максимальных значениях пропускаемого тока.
Сущность заявляемого изобретения заключается в следующем.
Способ изготовления высокотемпературного провода для воздушной линии электропередачи, в котором изготавливают стальной сердечник из одной центральной и семи скрученных вокруг нее стальных высокопрочных проволок диаметром каждая 0,85÷9,6 мм, оцинкованных слоем толщиной 0.04÷0,32 мм, с одновременной деформацией со степенью обжатия площади поперечного сечения сердечника 6÷8%, с получением общего диаметра стального сердечника 3,0÷22,5 мм, покрывают стальной сердечник слоем толщиной 0,3÷0,7 мм смазкой, стойкой к воздействию высокой температуры.
Следующая технологическая операция: поверх слоя смазки выполняют первый и второй повивы проволок из сплава на основе алюминия, включающего цирконий 0,20÷0,40 вес.%, с чередованием семи токопроводящих проволок диаметром 1,15÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повива, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9%.
Первый и второй повивы проволок выполнены из сплава на основе алюминия, включающего цирконий, с чередованием семи токопроводящих проволок диаметром 1,15÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 0,85÷3,30 мм, и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9% с получением общего диаметра провода 8,0÷32,5 мм.
В высокотемпературном проводе для воздушной линии электропередачи, содержащем стальной сердечник из одной центральной и семи скрученных вокруг него стальных высокопрочных проволок диаметром каждая 0,85÷9,6 мм, оцинкованных слоем толщиной 0.04÷0,32 мм, с одновременной деформацией со степенью обжатия площади поперечного сечения сердечника 6÷8% с получением общего диаметра стального сердечника 6,0÷22,5 мм, стальной сердечник покрывают слоем толщиной 0,3÷0,7 мм смазкой, стойкой к воздействию высокой температуры.
Поверх слоя смазки расположены последовательно первый и второй повивы проволок из сплава на основе алюминия, включающего цирконий, с чередованием семи токопроводящих проволок диаметром 1,1 5÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 0,85÷3,30 мм и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9% с получением общего диаметра провода 8,0÷32,5 мм.
Это позволяет применять вновь разработанный высокотемпературный провод для передачи и распределения электрической энергии на номинальное переменное напряжение 36 кВ и выше, номинальной частотой 50 Гц, допускающий рабочую температуру - 210°С при максимальных значениях пропускаемого тока, что позволит существенно увеличить эффективность ВЛ за счет увеличения количества передаваемой в единицу времени электроэнергии, сократить материальные и финансовые затраты при выполнении проектов воздушной линии в районах со сложными географическими и метеорологическими условиями, выполнять проекты реконструкции линий электропередачи с повышенным уровнем экологической безопасности.
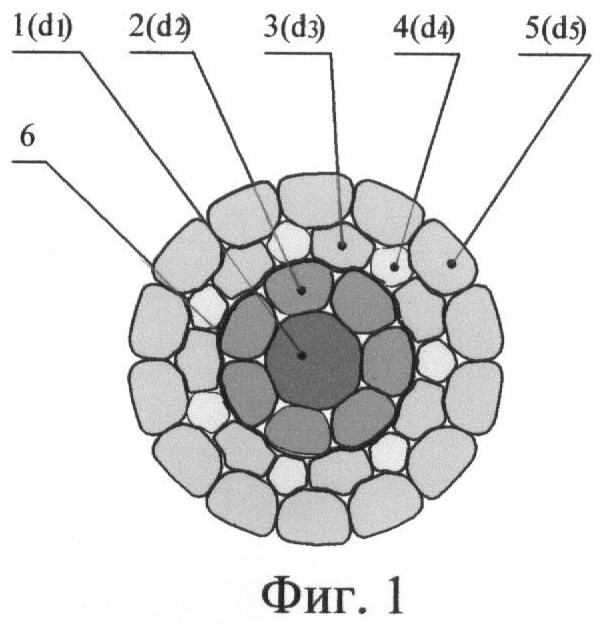
Сущность изобретения поясняется фиг.1.
Высокотемпературный провод для воздушной линии электропередачи изготовлен из стального сердечника, где центральная проволока (1) диаметром d1, семь проволок (2) диаметром d2, Стальной сердечник покрывается смазкой (6), стойкой к воздействию высоких температур. Первый повив с чередованием семи токопроводящих проволок (3) с диаметром d3 и семи токопроводящих проволок (4) с диаметром d4 и второй повив четырнадцати токопроводящих проволок (5) с диаметром d5.
Способ изготовления высокотемпературного провода осуществляется следующим образом, вокруг центральной проволоки (1) диаметром d1, выполняется повив семи проволок (2) диаметром 62, с одновременной деформацией по наружным поверхностям проволок со степенью обжатия по сечению сердечника 6÷8%, далее стальной сердечник покрывается смазкой (6), стойкой к воздействию высоких температур. Заключительная технологическая операция при изготовлении провода состоит в покрытии пластически деформированного по наружным поверхностям стального сердечника двумя повивами проволок, изготовленных из (Al-Zr) сплава, с последующей деформацией по наружным поверхностям токопроводящих проволок. Первый повив выполняется с чередованием семи токопроводящих проволок (3) с диаметром d3 и семи проволок (4) с диаметром d4, с чередованием четырнадцати проволок и второй повив четырнадцати проволок (5) с диаметром d5, при этом первый, и второй повивы выполняются с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, наружные поверхности проволок второго повива пластически деформируются со степенью обжатия площади сечения провода 7÷9%. Пластическое деформирование алюминиевого сплава по наружной поверхности способствует, за счет увеличения коэффициента заполнения рабочего сечения, увеличению полезного токопроводящего сечения провода, а полученная внешняя поверхность более гладкая и ровная, чем у проводов, выполненных из круглых проволок, позволяет уменьшить нагрузку от климатических воздействий, значительно снизить аэродинамическое сопротивление и пляску проводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕАЛЮМИНИЕВЫЙ ПРОВОД С ВСТРОЕННЫМ ОПТИЧЕСКИМ КАБЕЛЕМ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2581159C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС | 2008 |
|
RU2361304C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокопрочный высокотемпературный (варианты) | 2020 |
|
RU2748682C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокотемпературный для воздушных линий электропередачи | 2019 |
|
RU2705798C1 |
| Неизолированный провод с функцией мониторинга технических параметров в режиме текущего времени (варианты) | 2018 |
|
RU2686837C1 |
| Самонесущий изолированный провод с оптоволоконным кабелем связи (варианты) | 2020 |
|
RU2733593C1 |
Изобретение относится к области электротехники. Способ изготовления высокотемпературного провода, в котором изготавливают стальной сердечник из одной центральной и семи скрученных вокруг нее стальных высокопрочных проволок диаметром каждая 0,85÷9,6 мм, оцинкованных слоем толщиной 0,04÷0,32 мм, с одновременной деформацией со степенью обжатия площади поперечного сечения сердечника 6÷8% с получением общего диаметра стального сердечника 6,0÷22,5 мм, покрывают стальной сердечник слоем толщиной 0,3÷0,7 мм смазкой, стойкой к воздействию высокой температуры. Поверх слоя смазки расположены последовательно первый и второй повивы проволок из сплава на основе алюминия, включающего цирконий 0.20÷0,40 вес.%, с чередованием семи токопроводящих проволок диаметром 1,15÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9% с получением общего диаметра провода 8,0÷32,5 мм. Это позволяет применение вновь разработанного высокотемпературного провода для передачи и распределения электрической энергии на номинальное переменное напряжение 36 кВ и выше, номинальной частотой 50 Гц, допускающих максимальную рабочую температуру провода - 210°С при максимальных плотностях пропускаемого тока, что позволит существенно сократить материальные и финансовые затраты при выполнении проектов воздушной линии в районах со сложными географическими и метеорологическими условиями, выполнять проекты реконструкции линий электропередачи с повышенным уровнем экологической безопасности. 2 н.п. ф-лы, 1 ил.
1. Способ изготовления высокотемпературного провода для воздушной линии электропередачи, в котором изготавливают стальной сердечник из одной центральной и семи скрученных вокруг нее стальных высокопрочных проволок диаметром каждая 0,85÷9,6 мм, оцинкованных слоем толщиной 0,04÷0,32 мм, с одновременной деформацией со степенью обжатия площади поперечного сечения сердечника 6÷8%, с получением общего диаметра стального сердечника 3,0÷22,5 мм, покрывают стальной сердечник слоем смазки толщиной 0,3÷0,7 мм, стойкой к воздействию высокой температуры, поверх слоя смазки последовательно располагают первый и второй повивы проволок из сплава на основе алюминия, включающего цирконий 0,20÷0,40 вес.%, с чередованием семи токопроводящих проволок диаметром 1,15÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9% с получением общего диаметра провода 8,0÷32,5 мм.
2. Высокотемпературный провод для воздушной линии электропередачи, содержащий стальной сердечник из одной центральной и семи скрученных вокруг нее стальных высокопрочных проволок диаметром каждая 0,85÷9,6 мм, оцинкованных слоем толщиной 0,04÷0,32 мм, с одновременной деформацией со степенью обжатия площади поперечного сечения сердечника 6÷8%, с получением общего диаметра стального сердечника 3,0÷22,5 мм, покрытый слоем смазки 0,3÷0,7 мм, стойкой к воздействию высокой температуры, поверх слоя смазки последовательно расположены первый и второй повивы проволок из сплава на основе алюминия, включающего цирконий 0,20÷0,40 вес.%, с чередованием семи токопроводящих проволок диаметром 1,15÷3,30 мм и семи токопроводящих проволок диаметром 0,85÷2,55 мм в первом повиве и с чередованием четырнадцати токопроводящих проволок диаметром 1,45÷4,05 мм во втором повиве, первый и второй повивы выполняют с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого и второго повивов, пластически деформируют наружные поверхности проволок второго повива со степенью обжатия площади поперечного сечения провода 7÷9% с получением общего диаметра провода 8,0÷32,5 мм.
| Портативный жидкостный динамометр | 1951 |
|
SU100846A1 |
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2009 |
|
RU2396617C1 |
| CN 86104182 А, 24.01.1987. | |||

