Изобретение относится к области электротехники, а именно к конструкциям многопроволочных проводов для воздушных линий, используемых для передачи электрической энергии в воздушных электрических сетях и линиях электрифицированного транспорта в качестве несущих тросов.
Известны адаптированные к монтажу в железнодорожном пути биметаллические сталемедные многопроволочные провода. Провод свит со стальной, сердцевиной и медной оболочкой общим сечением от 70 до 120 мм2. Адаптация выполняется посредством отжига в термической печи или большим током при температуре от 850 до 1080°С продолжительностью не менее 30 мин (см. описание изобретения к патенту RU 2139799 С1, В60М 1/00, опубликовано 20.10.1999).
Недостатком известного способа является: энергозатратная технология изготовления биметаллического сталемедного многопроволочного провода, низкое временное сопротивлению разрыву, не более 500 МПа, вследствие применения термической операции отжиг.
Известен токопровод электрической железной дороги, содержащий вдоль пути многоопорную балку, к которой снизу прикреплен контактный провод посредством разнесенных по пролету скоб и связанных с ними зажимов, отличающийся тем, что скобы выполнены Г-образными и установлены на балке подвижно с поперечным вынесением зажимов за края нижней полки балки, при этом вертикальные части соседних скоб размещены с разных сторон шейки балки, а зажимы зафиксированы на скобах с образованием зазоров между балкой и контактным проводом на всем протяжении токопровода (см. описание изобретения к патенту RU 2019448 С1, В60М 1/225, опубликовано 15.09.1994).
Необходимо отметить довольно сложную схему в монтаже устройства контактной сети, а также сложности при ее изготовлении, для которой необходимы многоопорные балки, выполненные в форме двутавра или швеллера, несимметричные скобы с Г-образным профилем, зажимы, требующие определенного зазора на всем протяжении токопровода.
Известна конструкция провода, выполненного из одной медной проволоки или нескольких повивов, причем скрутка повивов производится в противоположные стороны (см. Провода неизолированные для воздушных линий электропередачи. ГОСТ 839-80).
К недостаткам таких конструкций проводов относится низкая разрывная нагрузка, характерные недостатки для проводов одинарной свивки точечного касания, высокая стоимость.
Известен композитный высокопрочный провод с повышенной электропроводностью, содержащий концентрично размещенные сердечник из электротехнической меди, наружную оболочку из сплава на основе меди и кольцевой слой между сердечником и наружной оболочкой, выполненный из высокопрочного сплава на основе меди с легирующими компонентами, не образуя с медью интерметаллических соединений, в виде волокон из Nb, или Аg, или Сr, или V, или Та, или Fe, (см.описание изобретения к патенту RU 2417468 С1, Н01В 1/00; Н01В 5/02 опубликовано 27.04.2011).
Недостатком данного технического решения является:
- сложность технологического процесса при изготовлении композитного высокопрочного провода с повышенной электропроводностью, при котором прутки получали дуговой вакуумной плавкой с расходуемым электродом, деформация слитка методом выдавливания для получения прутка диаметром 30 мм, пластическая деформация волочением для получения прутка шестигранного сечения. Волочение с исходного диаметра 30 мм не представляется возможным ввиду отсутствия волочильного оборудования, работающего с указанного исходного диаметра заготовки;
- сложная затратная технология «сборных проводов», с применением дорогостоящих материалов, собирают составную многожильную заготовку из прутков сплава медь-ниобий (железо, серебро, тантал, ванадий).
Известен контактный провод, содержащий нижнюю износостойкую контактную часть толщиной, не превышающей предельно допустимую величину износа провода, и верхнюю медную токопроводящую часть, отличающийся тем, что контактная часть выполнена дискретно из чередующихся фрагментов медно-алюминиевого или медно-диффузионного слоя и материала токопроводящей части, причем длина фрагментов и расстояние между ними должны быть меньше длины контактной зоны между проводом и токосъемным элементом (см. описание изобретения к патенту RU 2267412 С1, В60М 1/13, опубликовано 10.01.2006).
Необходимо отметить сложность получения фрагментов медно-алюминиевых или медно-цинковых путем газотермического напыления на нижнюю часть заготовки с использованием трафаретов с последующей термообработкой и обработкой давлением (прокаткой и волочением сложного геометрического профиля).
Известен провод электрический (варианты), состоящий из центрального сердечника, витков внутреннего и наружного повивов, причем витки внутреннего повива и центральный сердечник выполнены из стальной проволоки с защитным покрытием, отличающийся тем, что витки наружного повива выполнены из меди, а защитное покрытие стальной проволоки выполнено как минимум из одного слоя никеля, и/или хрома, и/или меди (см. описание изобретения к патенту RU 21799348 С2, Н01В 5/08; Н01В 7/28, опубликовано 10.02.2002).
Предлагаемая конструкция многопроволочного провода, используемого в качестве несущего троса контактной сети, в которой для увеличения механической прочности используется центральный сердечник (одна проволока круглого сечения), витки внутреннего повива (шесть проволок круглого сечения), все проволоки выполнены из стальной проволоки с защитным покрытием как минимум из одного слоя никеля, и/или хрома, и/или меди. Данное техническое решение предполагает повышение электропроводности наружным повивом, выполненным из двенадцати медных проволок.
К недостаткам канатов данной конструкции, которая соответствует канатам одинарной свивки типа ТК по ГОСТ 3063-80, необходимо отнести крайне низкий технический ресурс. Точки контакта проволок между слоями являются концентраторами напряжений, что ведет к повышению местных значений напряжений не только при изгибе, но и при растяжении каната. Со временем из-за действия описанного эффекта канат типа ТК может неожиданно потерять устойчивость и пластически деформироваться даже в области упругих деформаций.
Круглая форма проволок внешнего повива способствует:
- повышенному налипанию снега;
- повышенному образованию гололеда;
- повышенной эоловой вибрации провода;
- и ряду других недостатков.
Данное техническое решение направлено также на повышение электропроводности (по отношению к чему и на сколько не указывается), что двенадцатью медными проволоками верхнего повива не представляется возможным, для расчетного сечения проводов, диаметрами 10,70; 12,60; 14,00; 15,80 мм, применяемых в качестве несущего троса контактной сети железной дороги.
Необходимо отметить высокую стоимость предлагаемого провода вследствие нанесения гальваническим способом как минимум одного защитного слоя хрома, и/или никеля, и/или меди.
Задачей заявляемого изобретения является создание конструкции несущего троса контактной сети железной дороги с увеличенным расчетным сечением троса, увеличенной разрывной нагрузкой по отношению к применяемым в настоящее время.
Сущность заявляемого изобретения заключается в следующем.
Несущий трос контактной сети железной дороги, в котором вокруг центральной медной проволоки выполнен первый повив семи медных проволок, второй повив с чередованием семи медных проволок одного диаметра и семи медных проволок другого диаметра и третий повив из четырнадцати медных проволок. При этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов. Наружные поверхности проволок третьего повива укладываются с зазорами 2,5-3% от номинального диаметра проволок, пластически деформированы со степенью обжатия площади поперечного сечения троса 10-10,5%.
Это позволяет вновь разработанному несущему тросу контактной сети железной дороги увеличить разрывную нагрузку по отношению к применяемым на 20-22%, увеличить расчетное сечение несущего троса на 16-17%, что будет способствовать повышению электропроводности, полностью исключив стальной сердечник.
В предлагаемом техническом решении увеличение разрывной нагрузки, увеличение площади расчетного медного сечения несущего троса достигается новой конструкцией, технологией изготовления медной проволоки и несущего троса. В отличие от ряда технических решений, использующих стальной сердечник для увеличения механической прочности, но при этом снижается расчетное полезное сечение, и как следствие, снижается электропроводность троса и сталеалюминиевого провода, в данном техническом решении отсутствует стальной сердечник как часть конструкции.
Сущность изобретения поясняется чертежом, где на фиг.1 изображено поперечное сечение несущего троса. Приняты следующие обозначения:
1 - центральная проволока диаметром d1;
2 - проволока диаметром d2 первого повива;
3 - проволока диаметром d3 второго повива меньшего диаметра;
4 - проволока диаметром d4 второго повива большего диаметра;
5 - проволока диаметром d5 третьего повива.
Несущий трос содержит медный сердечник в виде одной центральной проволоки с диаметром d1, первого повива семи медных проволок с диаметром d2, второго повива с чередованием семи медных проволок с диаметром d3 и семи медных проволок с диаметром d4 и третьего повива четырнадцати медных проволок с диаметром d5. При этом все три повива выполнены с одинаковым шагом свивки, в одном направлении с линейным касанием проволок первого, второго и третьего повивов.
Наружные поверхности проволок третьего повива укладываются с зазорами 2,5-3% от номинального диаметра проволок, пластически деформированы со степенью обжатия площади поперечного сечения троса 10-10,5%.
Технология изготовления несущего троса сводится к следующему.
Свивку проволок 2, 3, 4 и 5 троса осуществляют за одну технологическую операцию на оборудовании, используемом при производстве канатов и тросов. При этом шаг свивки для всех слоев проволок 2, 3, 4 и 5 сохраняется постоянным, допуская при этом различные углы свивки для каждого слоя проволок, при соответствующем подборе диаметров проволок по слоям, что позволяет исключить возможность перекрещивания проволок по отдельным слоям и обеспечить им линейное касание при свивке.
Вторая технологическая операция - это пластическая деформация изделия, которую выполняют одновременно со свивкой троса. При этом выполняют пластическое обжатие внешних проволок 5, которые укладываются с зазорами 2,5-3% от номинального диаметра проволок, пластически деформированы со степенью обжатия площади поперечного сечения троса 10-10,5%.
Пластическое деформирование медных проволок по наружной поверхности способствует увеличению заполнения расчетного сечения несущего троса, а полученная внешняя поверхность более гладкая и ровная, чем у троса, выполненного из круглых проволок. Позволяет уменьшить нагрузку от климатических воздействий, значительно снизить аэродинамическое сопротивление и пляску проводов, а также, как отмечалось ранее, увеличить разрывную нагрузку, способствует повышению электропроводности несущего троса контактной сети железной дороги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ТРОСА | 2011 |
|
RU2490742C2 |
| Самонесущий изолированный провод | 2021 |
|
RU2792217C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| Самонесущий изолированный провод с оптоволоконным кабелем связи (варианты) | 2020 |
|
RU2733593C1 |
| Неизолированный провод с функцией мониторинга технических параметров в режиме текущего времени (варианты) | 2018 |
|
RU2686837C1 |
| Грозозащитный трос (варианты) | 2020 |
|
RU2738209C1 |
| Самонесущий изолированный провод | 2020 |
|
RU2735313C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
Изобретение относится к области воздушных линий, используемых для передачи электрической энергии в электрических сетях и линиях электрифицированного транспорта в качестве несущих тросов. Несущий трос контактной сети железной дороги состоит из центральной медной проволоки, витков первого повива семи медных одного диаметра проволок, витков второго повива с чередованием семи медных одного диаметра проволок и семи медных другого диаметра проволок и витков третьего повива из четырнадцати медных проволок одного диаметра. При этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов, проволоки третьего повива укладываются с зазорами 2,5-3% от величины их номинального диаметра и пластически деформированы со степенью обжатия площади поперечного сечения троса 10-10,5%. Это позволяет вновь разработанному несущему тросу контактной сети железной дороги увеличить разрывную нагрузку по отношению к применяемым на 20-22%, увеличить расчетное сечение несущего троса на 16-17%, что будет способствовать повышению электропроводности, полностью исключив стальной сердечник. Технический результат заключается в уменьшении нагрузки от климатических воздействий и снижении аэродинамического сопротивления и пляски проводов. 1 ил.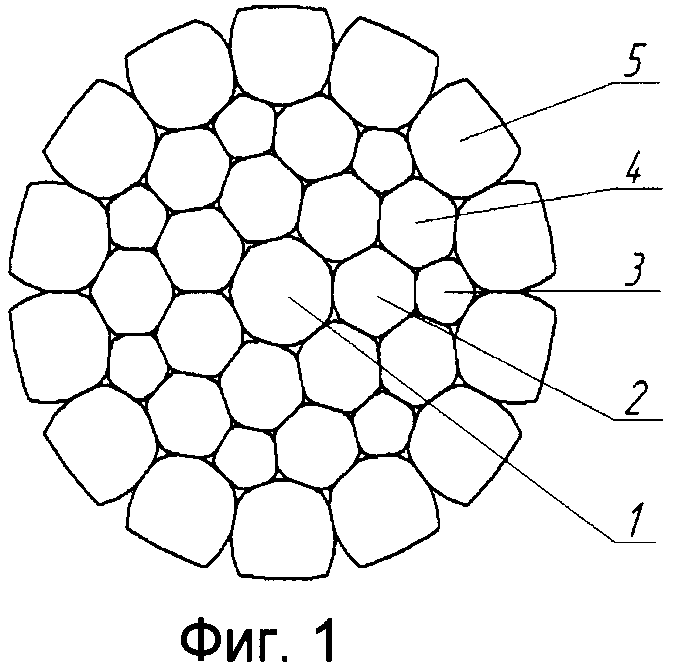
Несущий трос контактной сети железной дороги, состоящий из центральной медной проволоки, витков первого повива семи медных одного диаметра проволок, витков второго повива с чередованием семи медных одного диаметра проволок и семи медных другого диаметра проволок и витков третьего повива из четырнадцати медных проволок одного диаметра, при этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов, проволоки третьего повива укладываются с зазорами 2,5-3% от величины их номинального диаметра и пластически деформированы со степенью обжатия площади поперечного сечения троса 10-10,5%.
| Способ изготовления проводов для воздушных линий электропередач | 1984 |
|
SU1304085A1 |
| ПРОВОД ЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ) | 2000 |
|
RU2179348C2 |
| ДЕТАЛЬ КОНСТРУКТОРА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2024 |
|
RU2835253C1 |
| DE 4005080 A1, 22.02.1979. | |||

