Уровень техники
Настоящее изобретение относится к многослойной пленке для изготовления упаковочных емкостей согласно ограничительной части п. 1 формулы изобретения. Изобретение относится далее к способу изготовления такой предлагаемой в изобретении многослойной пленки, а также к изготовленной из нее упаковочной емкости.
Многослойная пленка для изготовления упаковочных емкостей указанного в ограничительной части п. 1 формулы изобретения типа известна из WO 96/19387. При этом такая многослойная пленка является частью упаковочной емкости, имеющей выливное отверстие, через которое из упаковочной емкости можно отбирать содержащуюся в ней жидкость. С целью упростить вскрытие упаковочной емкости в том месте, где на ней расположено укупорочное средство с механизмом ее вскрытия, известную многослойную пленку снабжают с ее обращенной к укупорочному средству стороны (механически) ослабленной зоной. В этом отношении в указанной выше публикации описаны две следующие возможности: во-первых, ослабление путем выполнения двух расположенных крестообразно друг относительно друга надрезов и, во-вторых, уменьшение толщины многослойной пленки. Обе эти меры позволяют ослабить упаковочную емкость в месте расположения на ней укупорочного средства в целях ручного прокалывания, соответственно прорезания многослойной пленки в этом месте, при этом, однако, в процессе транспортировки, соответственно хранения упаковочной емкости многослойная пленка остается целой, благодаря чему гарантируется сохраняемость находящегося в упаковочной емкости продукта. Помимо этого в указанной публикации уже описаны укупорочные средства с механизмом вскрытия упаковочной емкости, имеющим лезвия для прорезания многослойной пленки. Однако в данной публикации отсутствуют более подробные сведения, относящиеся к описанию указанной ослабленной зоны.
Краткое изложение сущности изобретения
Исходя из рассмотренного выше уровня техники, в основу настоящего изобретения была положена задача конструктивно усовершенствовать многослойную пленку для изготовления упаковочных емкостей указанного в ограничительной части п. 1 формулы изобретения типа таким образом, чтобы она во взаимодействии с предназначенным для ее прорезания и имеющим лезвия механизмом вскрытия упаковочной емкости, входящим в состав оснащенного им укупорочного средства, допускала бы возможность своего надежного прорезания при сравнительно низких затратах на возможное изменение геометрии применяемых лезвий, соответственно на принятие иных мер. Указанная задача в отношении многослойной пленки для изготовления упаковочных емкостей указанного в ограничительной части п. 1 формулы изобретения типа согласно изобретению решается в основном благодаря тому, что ослабленная зона расположена со стороны внутреннего слоя слоистой структуры многослойной пленки и образована по меньшей мере частичным уменьшением его толщины, при этом такая ослабленная зона по своей, прежде всего кольцевой, форме согласована с расположением лезвий, которые в качестве компонента механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство, расположены на делительном диаметре этого механизма.
По результатам проведенных экспериментов было установлено, что внутренний слой многослойной пленки, который обычно выполнен из полиэтилена, из-за своей вязкости сравнительно трудно поддается прорезанию лезвиями механизма вскрытия упаковочной емкости. Хотя для решения этой проблемы полиэтилен можно было бы заменить на другой материал, однако благодаря своей способности к термосвариванию и наличию других свойств полиэтилен особо пригоден для применения в качестве внутреннего слоя рассматриваемых упаковочных емкостей, соответственно многослойных пленок, прежде всего упаковочных емкостей в виде рукавных пакетов. Другая возможность могла бы заключаться в выполнении лезвий особо острыми, соответственно с особой геометрией с целью сделать возможным, соответственно облегчить рассечение, соответственно прорезание внутреннего слоя из полиэтилена. Однако подобный подход привел бы к увеличению затрат на изготовление укупорочных средств с механизмом вскрытия упаковочной емкости. Представленная же в п. 1 формулы изобретения многослойная пленка обеспечивает возможность надежного прорезания ее слоистой структуры обычными механизмами вскрытия упаковочных емкостей, соответственно обычными лезвиями.
В соответствующих зависимых пунктах формулы изобретения представлены предпочтительные варианты выполнения предлагаемой в изобретении многослойной пленки для изготовления упаковочных емкостей. В объем изобретения включены при этом все возможные комбинации из по меньшей мере двух отличительных особенностей изобретения, представленных в формуле изобретения, в описании и/или на чертежах.
Как уже указывалось выше, внутренний слой в предпочтительном варианте выполнен из полиэтилена и может при этом иметь толщину в пределах от 50 до 200 мкм, прежде всего от 60 до 120 мкм.
Внутренний слой уменьшен в своей толщине в ослабленной зоне, для образования которой в принципе можно либо (по меньшей мере частично) удалять материал внутреннего слоя, либо сжимать его, при этом последняя из указанных мер при определенных условиях также может привести к упрощению прорезания внутреннего слоя лезвиями механизма вскрытия упаковочной емкости.
Объектом изобретения является также способ изготовления предлагаемой в изобретении многослойной пленки. При этом согласно изобретению ослабленную зону образуют с помощью инструмента в виде применяемой при ультразвуковой сварке опоры (наковальни), который прижимают к внутреннему слою с прижимным усилием и который взаимодействует с ультразвуковым инструментом, который с совмещением с указанным инструментом приставляют к наружному слою многослойной пленки. Подобный способ сравнительно прост и точен в осуществлении в промышленном масштабе и поэтому прежде всего пригоден также для применения в производстве упаковочных емкостей, в которые упаковывают, соответственно разливают или расфасовывают пищевые продукты, к которым должен быть исключен доступ воздуха из окружающей среды.
В одном из вариантов конструктивного выполнения вышеуказанного инструмента он имеет кольцевое поперечное сечение и диаметр, который согласован с делительным диаметром, на котором расположены лезвия механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство.
Еще один аспект касается места выполнения ослабленной зоны. Для этого в первом варианте осуществления предлагаемого в изобретении способа ослабленную зону образуют в процессе изготовления многослойной пленки. Сказанное означает, что ослабленные зоны выполняются изготовителем упаковочных материалов в процессе изготовления многослойной пленки. Связанное с этим преимущество состоит в возможности использования сравнительно простого и недорогого собственно упаковочного автомата для изготовления упаковочных емкостей, соответственно для их заполнения фасуемыми в них продуктами и в отсутствии необходимости принятия каких-либо мер по обеспечению надежности технологического процесса с целью контроля надлежащего выполнения ослабленных зон.
Однако в другом варианте ослабленные зоны можно также образовывать в процессе изготовления упаковочных емкостей непосредственно на упаковочном автомате. Преимущество этого варианта состоит в том, что, например, при смене формата укупорочных средств с механизмом вскрытия упаковочной емкости можно и далее использовать ту же самую многослойную пленку, согласуя непосредственно на упаковочном автомате ослабленные зоны с конкретным форматом укупорочного средства и его механизма вскрытия упаковочной емкости, соответственно образуя ослабленные зоны в зависимости от конкретного формата укупорочного средства и его механизма вскрытия упаковочной емкости.
Преимущество упаковочных емкостей, прежде всего в виде рукавных пакетов, изготовленных из предлагаемой в изобретении многослойной пленки, соответственно изготовленных предлагаемым в изобретении способом изготовления многослойной пленки, состоит в возможности их простого и надежного вскрытия потребителем, при этом в процессе транспортировки, соответственно хранения тары, соответственно содержащийся в упаковках пищевой продукт надежно защищена/защищен от влияния факторов окружающей среды.
Другие преимущества, отличительные особенности и частные аспекты изобретения вытекают из последующего описания предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых, в частности, показано:
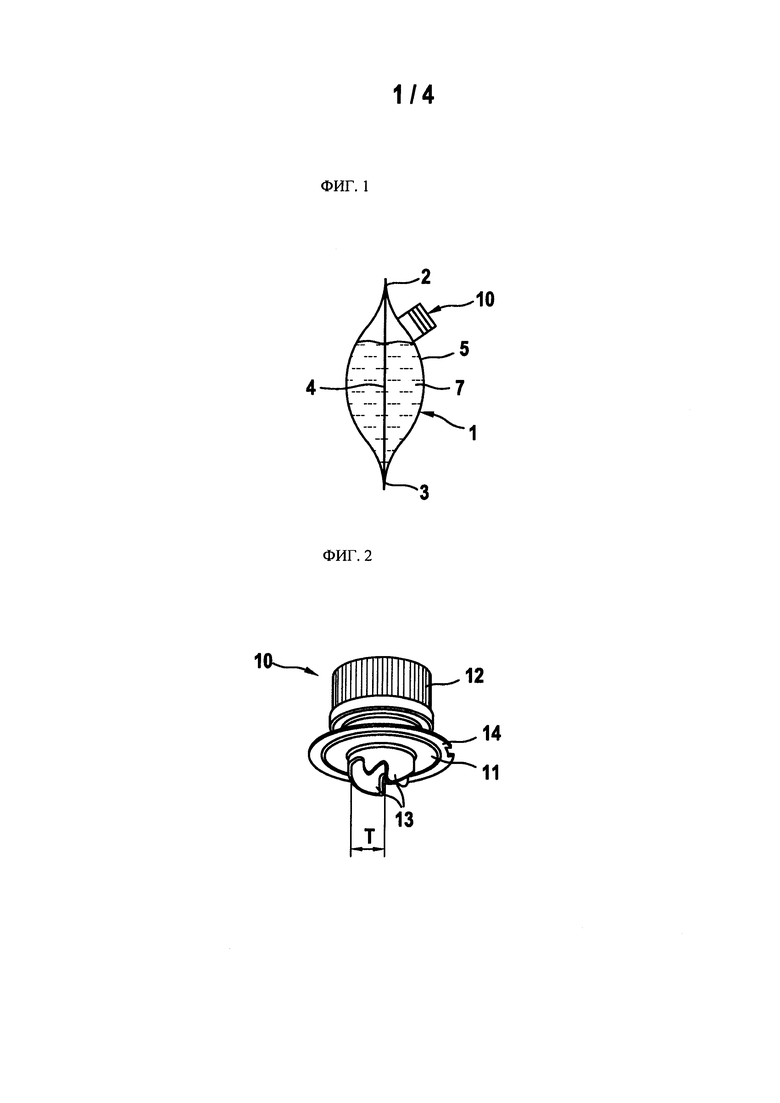
на фиг. 1 - вид в разрезе рукавного пакета, изготовленного из предлагаемой в изобретении многослойной пленки,
на фиг. 2 - вид в аксонометрии укупорочного средства с механизмом вскрытия упаковочной емкости, используемого на изображенном на фиг. 1 рукавном пакете,
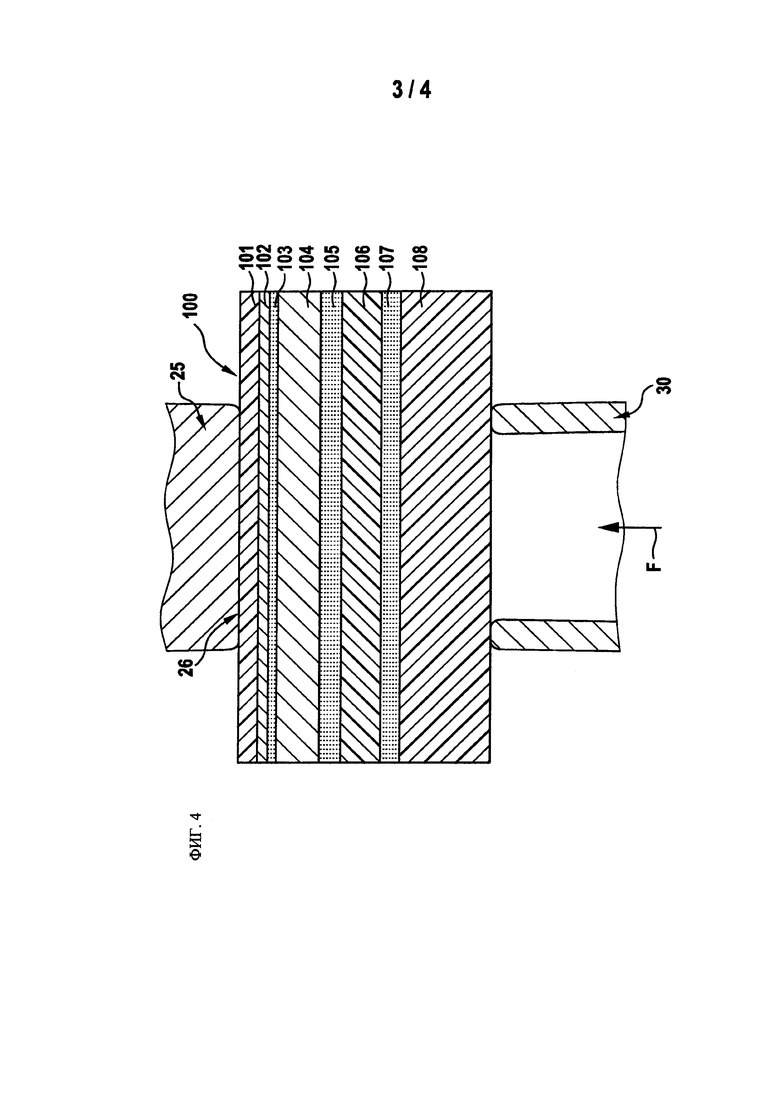
на фиг. 3 - вид в продольном разрезе фрагмента многослойной пленки с закрепленным на ней укупорочным средством и
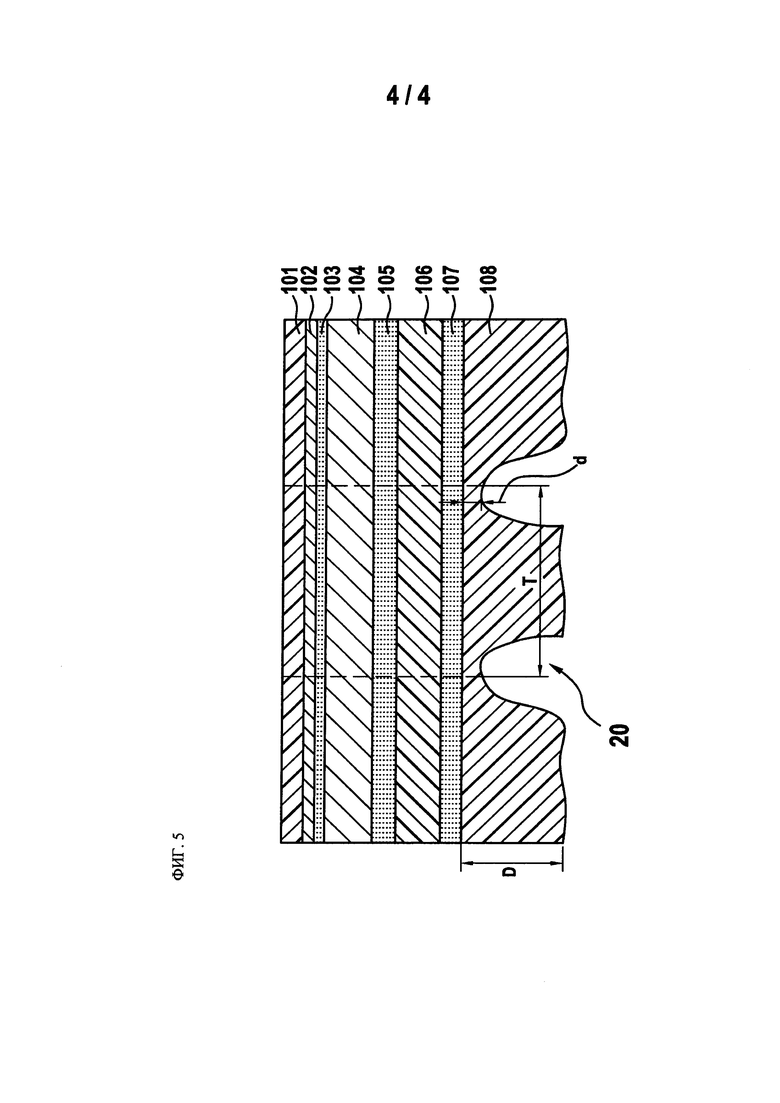
на фиг. 4 и 5 - виды в продольном разрезе изображенной на фиг. 3 многослойной пленки соответственно до и после обработки внутреннего слоя упаковочного материала.
Одинаковые детали и элементы, соответственно выполняющие одинаковую функцию детали и элементы обозначены на всех чертежах одинаковыми позициями.
На фиг. 1 показана упаковочная емкость в виде рукавного пакета 1 типа того, который изготовлен на предназначенном для этого фасовочном автомате с пакетоделательным механизмом и который известен из уровня техники.
Рукавный пакет 1 выполнен из более подробно описанной ниже многослойной пленки 100 и имеет верхний поперечный шов 2, нижний поперечный шов 3, а также по меньшей мере один продольный шов 4. С наружной стороны 5 рукавного пакета 1 на нем закреплено оснащенное механизмом его вскрытия укупорочное средство 10, прежде всего закреплено термосваркой, предпочтительно ультразвуковой термосваркой. Рукавный пакет 1 заполнен расфасованным в него продуктом 7, прежде всего жидкостью, такой как сок, молоко или иной аналогичный жидкий продукт.
На фиг.2 более подробно показано укупорочное средство 10 с механизмом вскрытия упаковочной емкости. Такое укупорочное средство 10 имеет резьбовой (или навинчивающийся) колпачок 12, который можно в виде отдельной детали снять с укупорочного средства 10 для отбора продукта 7. Укупорочное средство 10, изготовленное прежде всего из полипропилена, имеет далее кольцевой крепежный фланец 14, прикрепляемый термосваркой к наружной стороне 5 рукавного пакета 1. С нижней стороны 11 укупорочного средства 10 в рассматриваемом варианте выступают два смещенных относительно друг друга в окружном направлении на 180° лезвия 13, которые у невскрытого рукавного пакета 1 расположены выше уровня нижней стороны 11 укупорочного средства и которые при отвинчивании резьбового колпачка 12 приводятся в действие механизмом, которым они выдвигаются из нижней стороны 11 укупорочного средства при одновременном их повороте и при этом для образования сквозного отверстия в рукавном пакете 1 целенаправленно прокалывают, соответственно прорезают многослойную пленку 100. Лезвия 13 расположены на делительном диаметре Т.
Подобное укупорочное средство 10 с функцией (первого) вскрытия упаковочной емкости как таковое, равно как и лезвия 13, а также собственно необходимый для их приведения в действие механизм вскрытия упаковочной емкости известны из уровня техники и поэтому в последующем описании подробнее не рассматриваются, поскольку в этом отношении не имеют существенного значения для изобретения.
На фиг. 3 в разрезе показана многослойная пленка 100 в зоне соединенного с ней укупорочного средства 10, которое изображено при этом упрощенно в уменьшенном масштабе и представлено лишь для иллюстрации его расположения на многослойной пленке 100. Многослойная пленка 100 состоит из множества слоев упаковочных материалов. Наружная сторона рукавного пакета 1 образована при этом слоем 101 из ориентированного полипропилена (ОПП), к которому примыкает слой 102 с печатным изображением. Этот слой 102 с печатным изображением соединен клеевым слоем 103 с барьерным слоем 104. Барьерный слой 104 выполнен, например, из алюминия или металлизированного полиэтилентерефталата (полиэтилентерефталата с металлическим покрытием). С барьерным слоем 104 еще одним клеевым слоем 105 соединен следующий слой 106, который выполнен из подвергнутого двухосному ориентационному вытягиванию полиамида и который является необязательным. Слой 106 соединен клеевым слоем 107 с образующим внутреннюю сторону рукавного пакета 1 слоем 108 из полиэтилена (ПЭ). Такой ПЭ-слой 108 имеет толщину D от 50 до 200 мкм, прежде всего от 60 до 120 мкм.
Дополнительно следует отметить, что описанная выше слоистая структура многослойной пленки 100 представлена лишь в качестве примера и допускает возможность ее разнообразного варьирования путем изменения количества и/или типа отдельных слоев. Существует также возможность отказаться при необходимости от применения клеевых слоев 103, 105 и 107 и соединять между собой отдельные слои, например, путем каширования (дублирования) экструзией. Существенное значение для изобретения имеет лишь то, что образующий наружную сторону 5 рукавного пакета 1 ОПП-слой 101 пригоден для соединения с ним укупорочного средства 10, тогда как внутренний ПЭ-слой 108 для возможности переработки на указанном выше фасовочном автомате с пакетоделательным механизмом выполнен (термо-)свариваемым.
Согласно изобретению (внутренний) ПЭ-слой 108 имеет в месте прикрепления укупорочного средства 10 утоненную или ослабленную зону 20, которая в рассматриваемом варианте выполнена кольцевой. Такая ослабленная зона 20 отличается тем, что в месте ее расположения исходная толщина D ПЭ-слоя 108 уменьшена до толщины d. В предельном случае может быть предусмотрено полное отсутствие по меньшей мере всего ПЭ-слоя 108 в месте расположения ослабленной зоны 20.
Толщину материала в месте образования ослабленной зоны 20 уменьшают преимущественно путем удаления части материала ПЭ-слоя 108 или же при необходимости путем его уплотнения, соответственно сжатия в месте уменьшения его толщины. Важное значение при этом имеет расположение места уменьшенной толщины ПЭ-слоя 108 с совмещением, соответственно на одной линии с делительным диаметром Т лезвий 13 с тем, чтобы при задействовании лезвий 13 они по достижении ПЭ-слоя 108 должны были прорезать его лишь в том месте, где он имеет уменьшенную толщину.
На фиг. 4 многослойная пленка 100 показана до выполнения ослабленной зоны 20. Ослабленную зону 20 в предпочтительном варианте выполняют с помощью кольцевой в поперечном сечении опоры 30, прижимаемой к ПЭ-слою 108 в зоне лезвий 13 механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство 10, с прижимным усилием F. Средний диаметр опоры 30 соответствует при этом делительному диаметру Т лезвий 13.
С совмещением с опорой 30 со стороны наружного ОПП-слоя 101 к многослойной пленке 100 прижимают волновод-концентратор 25, который на своем конце 26 в предпочтительном варианте выполнен цилиндрическим или в форме усеченного конуса. Волновод-концентратор 25, по меньшей мере, опосредованно связан с не показанным на чертеже ультразвуковым генератором и работает с частотой, например, 30 или 35 кГц.
На фиг. 5 многослойная пленка 100 показана в состоянии после выполнения в ней ослабленной зоны 20. Из данного чертежа прежде всего следует, что толщина ПЭ-слоя 108 явно уменьшена на делительном диаметре Т по сравнению с (исходной) толщиной D. Благодаря этому при приведении в действие механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство 10, соответственно при приведении в действие лезвий 13 такого механизма облегчается прорезание ими ПЭ-слоя 108.
Ослабленная зона 20 может выполняться, например, производителем упаковочного материала (изготовителем многослойной пленки 100) путем выполнения ослабленных зон 20 на полотне многослойной пленки через равные интервалы в соответствии с нанесенным на нее печатным изображением или размером рукавных пакетов 1. Затем многослойную пленку 100 можно в виде рулона упаковочного материала для изготовления рукавных пакетов 1 поставлять на упаковочное предприятие, где на указанном выше фасовочном автомате с пакетоделательным механизмом формуются упаковочные емкости в виде рукавных пакетов 1 и заполняются фасуемым в них продуктом 7. Однако в другом варианте устройство для выполнения ослабленной зоны 20 можно также разместить непосредственно на таком фасовочном автомате или же, по меньшей мере, по месту нахождения упаковочной установки на упаковочном предприятии.
Описанную выше многослойную пленку 100, а также рукавный пакет 1 можно изменять, соответственно модифицировать самым разнообразным образом, не отклоняясь при этом от лежащей в основе изобретения идеи. Она заключается в целенаправленном (механическом) ослаблении внутреннего слоя упаковочного материала в слоистой структуре многослойной пленки, из которой изготавливается рукавный пакет 1, с целью облегчить прорезание этого внутреннего слоя лезвиями 13 механизма вскрытия упаковочной емкости в виде рукавного пакета, на котором закреплено оснащенное таким механизмом укупорочное средство 10.

Изобретение относится к полимерным пленкам для упаковки и касается многослойной пленки для упаковочных емкостей, способа изготовления такой многослойной пленки, а также упаковочной емкости. Пленка для изготовления упаковочных емкостей имеет слоистую структуру из нескольких образованных упаковочными материалами слоев, из которых внутренний слой выполнен в виде термосвариваемого слоя, а наружный слой допускает возможность прикрепления к нему прежде всего путем термоприваривания укупорочного средства с механизмом вскрытия упаковочной емкости и которые имеют в месте расположения укупорочного средства ослабленную зону. Ослабленная зона расположена со стороны внутреннего слоя и образована по меньшей мере частичным уменьшением его толщины, при этом такая ослабленная зона по своей прежде всего кольцевой форме в поперечном сечении согласована с расположением лезвий, которые в качестве компонента механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство, расположены на делительном диаметре этого механизма. Изобретение обеспечивает конструктивное усовершенствование многослойной пленки для изготовления упаковочных емкостей, чтобы она во взаимодействии с предназначенным для ее прорезания и имеющим лезвия механизмом вскрытия упаковочной емкости, входящим в состав оснащенного им укупорочного средства, допускала бы возможность своего надежного прорезания. 3 н. и 5 з.п. ф-лы, 5 ил.
1. Многослойная пленка (100) для изготовления упаковочных емкостей (1), имеющая слоистую структуру из нескольких образованных упаковочными материалами слоев (101-108), из которых внутренний слой (108) выполнен в виде термосвариваемого слоя, а наружный слой (101) допускает возможность прикрепления к нему прежде всего путем термоприваривания укупорочного средства (10) с механизмом вскрытия упаковочной емкости и которые имеют в месте расположения укупорочного средства (10) ослабленную зону (20), отличающаяся тем, что ослабленная зона (20) расположена со стороны внутреннего слоя (108) и образована по меньшей мере частичным уменьшением его толщины (D), при этом такая ослабленная зона (20) по своей прежде всего кольцевой форме в поперечном сечении согласована с расположением лезвий (13), которые в качестве компонента механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство (10), расположены на делительном диаметре (Т) этого механизма.
2. Многослойная пленка по п. 1, отличающаяся тем, что внутренний слой (108) выполнен из полиэтилена и имеет толщину в пределах от 50 до 200 мкм, прежде всего от 60 до 120 мкм.
3. Многослойная пленка по п. 2, отличающаяся тем, что толщина внутреннего слоя (108) в ослабленной зоне (20) уменьшена, по меньшей мере, до меньшей толщины (d) путем удаления материала этого внутреннего слоя (108) или путем его сжатия.
4. Способ изготовления многослойной пленки (100) по одному из пп. 1-3 путем по меньшей мере частичного уменьшения толщины внутреннего слоя (108), отличающийся тем, что ослабленную зону (20) образуют с помощью инструмента (30), который прижимают к внутреннему слою (108) с прижимным усилием (F) и который взаимодействует с ультразвуковым инструментом (25), который с совмещением с указанным инструментом (30) приставляют к наружному слою (101) многослойной пленки (100).
5. Способ по п. 4, отличающийся тем, что используют инструмент (30) с кольцевым поперечным сечением и с диаметром (А), который согласован с делительным диаметром (Т), на котором расположены лезвия (13) механизма вскрытия упаковочной емкости, которым оснащено укупорочное средство (10).
6. Способ по п. 4 или 5, отличающийся тем, что ослабленную зону (20) образуют в процессе изготовления многослойной пленки (100).
7. Способ по п. 4 или 5, отличающийся тем, что ослабленную зону (20) образуют по месту расположения упаковочного автомата для изготовления и заполнения упаковочных емкостей (1).
8. Упаковочная емкость (1), прежде всего рукавный пакет, изготовленная из многослойной пленки (100) по одному из пп. 1-3 или способом по одному из пп. 4-7.
| WO 9619387 A1, 27.06.1996 | |||
| WO 2007127982 A2, 08.11.2007 | |||
| ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОТРЕБИТЕЛЯ ДВОЙНОГО ДЕЙСТВИЯ | 1996 |
|
RU2154200C2 |
| WO 03095199 A1, 20.11.2003. | |||

