Область техники
Настоящее изобретение относится к способу получения многослойной оболочки кондитерского изделия, которая может быть получена с использованием лишь одного штампа. Настоящее изобретение также относится к способу получения нескольких оболочек кондитерских изделий, которые также могут быть получены с использованием лишь одного штампа.
Уровень техники
Оболочки кондитерских изделий обеспечивают конструктивно жесткий внешний каркас, вовнутрь которого могут быть помещены начинки кондитерских изделий, при этом оболочки являются хорошо известным аспектом в области изготовления кондитерских изделий. Оболочка кондитерского изделия может также служить в качестве матрицы, в которой диспергированы кусочки пищевого материала. Состав этих включений отличается от состава оболочки кондитерского изделия. Кроме того, известны характеризующиеся многослойной структурой оболочки кондитерских изделий. Слои оболочки могут отличаться по составу и/или цвету.
Известно изготовление оболочки кондитерского изделия посредством нанесения материала оболочки в полость формы, вызова вибрации формы для удаления пузырьков воздуха, находящихся в материале, и осуществления опрокидывания формы с целью удаления избыточного материала («инверсионный способ»). Однако этому способу присущ недостаток, заключающийся в том, что избыточный материал должен быть собран и обработан (например, повторное темперирование шоколада) во избежание образования отходов. Кроме того, оболочке обычно не присуща равномерная толщина, особенно при использовании материала оболочки с относительно высокой вязкостью. Это налагает ограничения на состав (например, содержание жира) материала.
Усовершенствованный способ изготовления оболочки кондитерского изделия включает погружение охлажденного штампа в материал оболочки, находящийся в полости формы, для придания формы и осуществления затвердевания материала относительно стенки полости («холодная штамповка»). При помощи указанного способа получают оболочку с равномерной толщиной, при этом образуется меньшее количество избыточного материала, чем при инверсионном способе. Кроме того, холодная штамповка в меньшей степени подвержена влиянию вязкости материала оболочки.
Например, в документе US-A-2006/0057265 раскрыт процесс холодной штамповки, в котором вещество, формирующее оболочку кондитерского изделия, подвергают воздействию давления после введения штампа в форму. В указанном процессе используют штамп с осевым отверстием, через которое подают среду передачи давления для создания давления.
Документ US-A-2006/0257517 относится к процессу холодной штамповки, в котором используют штамп с бортиком, который покрывает границу формы. Бортик оснащен деформируемым тороидальным уплотнительным средством, которое предназначено для ограничения перемещения вещества, формирующего оболочку кондитерского изделия, после помещения штампа в форму.
Тем не менее, получение оболочек кондитерских изделий с определенной толщиной при помощи стандартной технологии холодной штамповки требует наличия точно подобранных штампов и форм. Если штампы и формы не характеризуются точными подобранными размерами, то сформированная между формой и штампом полость является нечетко определенной, и полученная в результате оболочка кондитерского изделия может обладать неудовлетворительным внешним видом. В некоторых условиях, которые могут зависеть от типа продукта и предполагаемого потребителя, оболочки кондитерских изделий, полученные с использованием нечетко определенной полости, могут характеризоваться неприемлемым качеством. Это ограничение также означает, что предназначенное для получения одной толщины оболочки сочетание форма/штамп не может быть использовано для получения отличной толщины оболочки без отрицательного воздействия на качество продукта. Следовательно, для получения новой толщины оболочки кондитерского изделия необходимо использование нового набора тщательно разработанных и точно изготовленных форм и штампов.
Ввод в эксплуатацию и изготовление каждого набора штампов и форм являются дорогостоящими процедурами, а также приводят к возникновению временной задержки перед началом изготовления качественной оболочки кондитерского изделия, характеризующейся новым значением толщины. Даже при наличии необходимых штампов и форм установка указанных штампов и форм вызывает остановку производства, что, следовательно, вызывает убытки.
Необходимость в наличии точно подобранных штампов и форм также важна при получении многослойных оболочек кондитерских изделий. Причина состоит в том, что каждый выполненный слой, входящий в состав многослойной структуры, вызывает увеличение толщины всей многослойной оболочки. Точно подобранные штампы и формы, как правило, необходимы для получения каждого нового значения толщины всей многослойной оболочки.
Таким образом, цель настоящего изобретения заключается в преодолении указанных ограничений и создании способов изготовления оболочек кондитерских изделий, которые менее зависят от точно подобранных, специально изготовленных штампов и форм.
Сущность изобретения
Первый вариант осуществления согласно настоящему изобретению относится к способу получения многослойной оболочки кондитерского изделия, включающему стадии:
(i) нанесение первой пищевой жидкости в полость формы;
(ii) прессование первой пищевой жидкости к стенке полости формы при помощи штампа, характеризующегося температурой поверхности ниже температуры затвердевания первой пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание первой пищевой жидкости в полости формы;
(iii) удаление штампа из полости формы;
(iv) нанесение второй пищевой жидкости в полость формы; и
(v) прессования второй пищевой жидкости к слою, сформированному из первой пищевой жидкости при помощи штампа, характеризующегося температурой поверхности ниже температуры затвердевания второй пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание второй пищевой жидкости в полости формы;
причем расстояние x, на которое штамп вдавливают в полость формы на стадии (v), меньше расстояния x, на которое штамп вдавливают в полость формы на стадии (ii).
Этот способ обеспечивает получение многослойной оболочки кондитерского изделия при помощи лишь одного штампа. Следовательно, пользователю необходимо меньшее количество штампов, чем в случае стандартного процесса, что представляет собой значительную экономию средств. Кроме того, снижены временные задержки, связанные с изменением конфигурации оборудования для получения оболочек кондитерских изделий при помощи новых штампов, поскольку нет необходимости в замене форм и штампов для каждой новой многослойной оболочки. Сокращенное время простоя оборудования снижает связанные с ним производственные потери, что, следовательно, предоставляет пользователю дополнительное преимущество с точки зрения затрат.
Второй вариант осуществления согласно настоящему изобретению относится к способу получения нескольких оболочек кондитерских изделий, включающему стадии:
(a) нанесение первой пищевой жидкости в полость формы;
(b) прессование первой пищевой жидкости к стенке полости формы при помощи штампа, характеризующегося температурой поверхности ниже температуры затвердевания первой пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание первой пищевой жидкости в полости формы;
(c) удаление штампа из полости формы; и
(d) вдавливание штампа в другую полость формы, в которой вторая пищевая жидкость была нанесена, для того чтобы осуществить прессование второй пищевой жидкости к стенке полости с тем, чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание второй пищевой жидкости, причем штамп характеризуется температурой поверхности ниже температуры затвердевания второй пищевой жидкости;
причем расстояние x, на которое штамп вдавливают в полость формы на стадии (b) отличается от расстояния x, на которое штамп вдавливают в полость формы на стадии (d).
Способ согласно второму варианту осуществления обеспечивает получение нескольких оболочек кондитерских изделий, при этом необходим лишь один штамп. Более того, поскольку значения расстояния x на стадии (b) и стадии (d) отличаются друг от друга, несколько оболочек кондитерских изделий могут быть получены с различными значениями толщины без использования нескольких отличающихся штампов. Следовательно, указанный способ предоставляет существенную экономию средств для пользователя. Кроме того, способ снижает время простоя оборудования и связанные с ним производственные потери, вызванные заменой штампов оборудования на новые, что предоставляет дополнительные финансовые выгоды для пользователя.
Согласно некоторым вариантам осуществления иногда имеет место вытеснение из полости формы первой и/или второй пищевых жидкостей согласно первому и/или второму вариантам осуществления. Согласно некоторым вариантам осуществления необязательная стадия соскабливания может быть предусмотрена для удаления вытесненной пищевой жидкости или материала, сформированного из вытесненной пищевой жидкости. Указанная стадия соскабливания может быть проведена посредством осуществления прохождения соскабливающих устройств наружу через границу полости формы в двух или более различных направлениях наружу.
Необязательная стадия соскабливания может быть использована для получения оболочек кондитерских изделий с кромкой, более ровной и аккуратной, чем некоторые кромки, полученные без осуществления необязательной стадии соскабливания. Это может быть целесообразным, например, когда оболочка кондитерского изделия предназначена для элитного рынка, где недопустимо наличие неровной и неаккуратной кромки. Например, осуществление необязательной стадии соскабливания целесообразно при удалении вытесненного пищевого материала, который остается неразрывным с пищевым материалом внутри полости формы и удаление которого другим способом без повреждения оболочки кондитерского изделия может вызвать сложности. Указанная ровная кромка является эстетически привлекательной для потребителя и позволяет сформировать содержащие начинку кондитерские изделия с ровной нижней частью.
Краткое описание чертежей
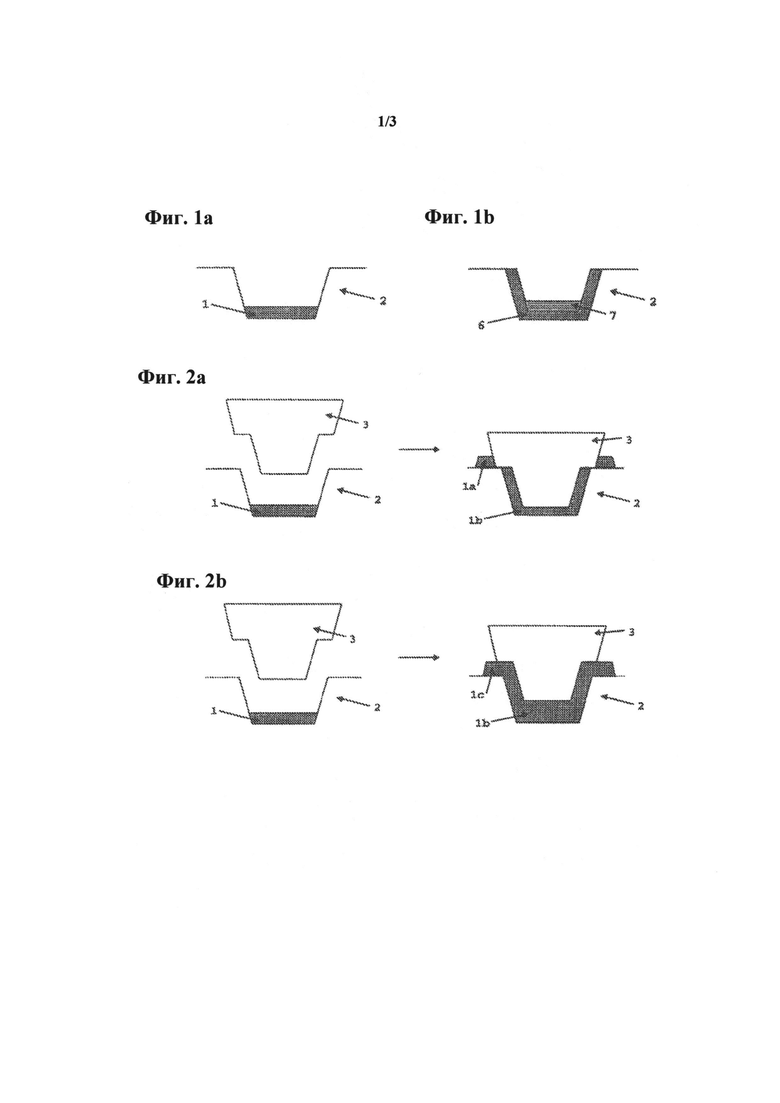
На фиг.1 представлена пищевая жидкость, помещенная в полость формы (фиг.1a), при этом в полости формы может уже находиться оболочка кондитерского изделия (фиг.1b);
На фиг.2 представлено погружение штампа в полость формы. Штамп на фиг.2a погружен до упора о поверхность формы, а пищевая жидкость, вытесненная из полости формы, или материал, сформованный из вытесненной пищевой жидкости, физически отделен от пищевой жидкости, остающейся внутри полости формы. На фиг.2b, по меньшей мере, часть пищевой жидкости, вытесненной из полости формы, или материала, сформированного из вытесненного пищевого материала, является неразрывной с пищевой жидкостью, остающейся внутри полости формы.
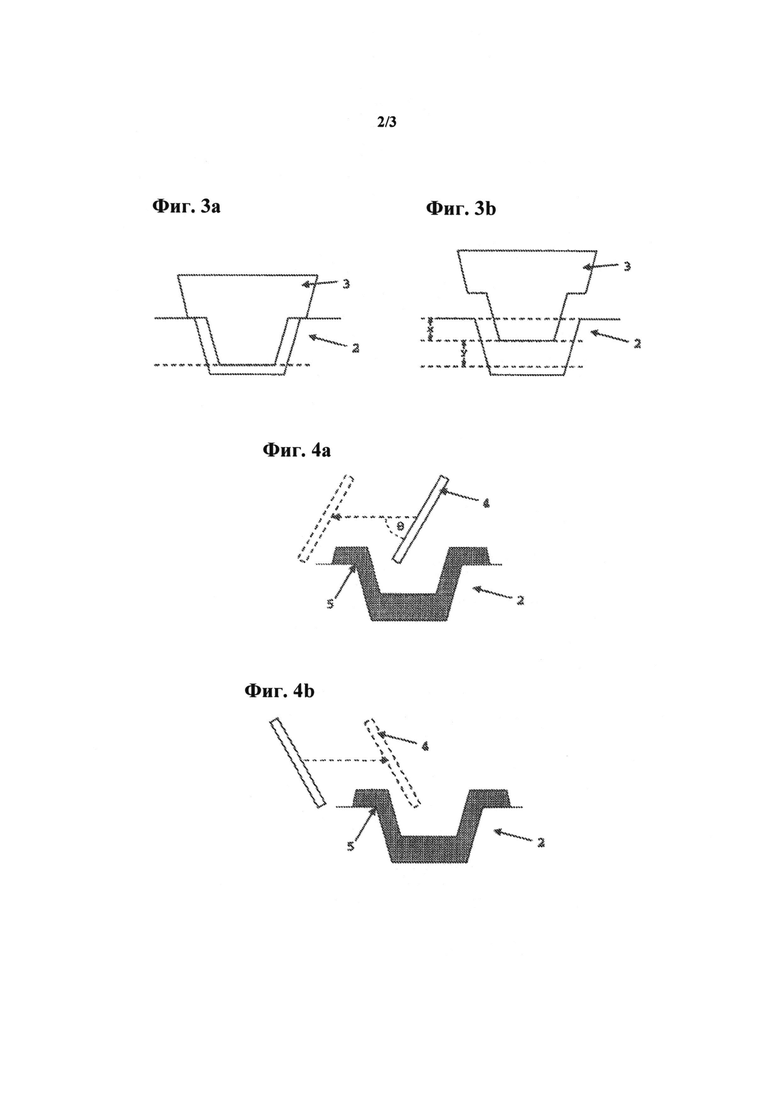
На фиг.3 представлен штамп, остановленный на расстоянии «y» (фиг.3b) от положения, в котором он максимально вдавлен в полость формы (фиг.3a).
На фиг.4 представлено удаление пищевой жидкости, вытесненной из полости формы, или материала, сформированного из вытесненной пищевой жидкости, посредством перемещения соскабливающего устройства наружу (фиг.4a) и вовнутрь (фиг.4b) через границу полости формы.
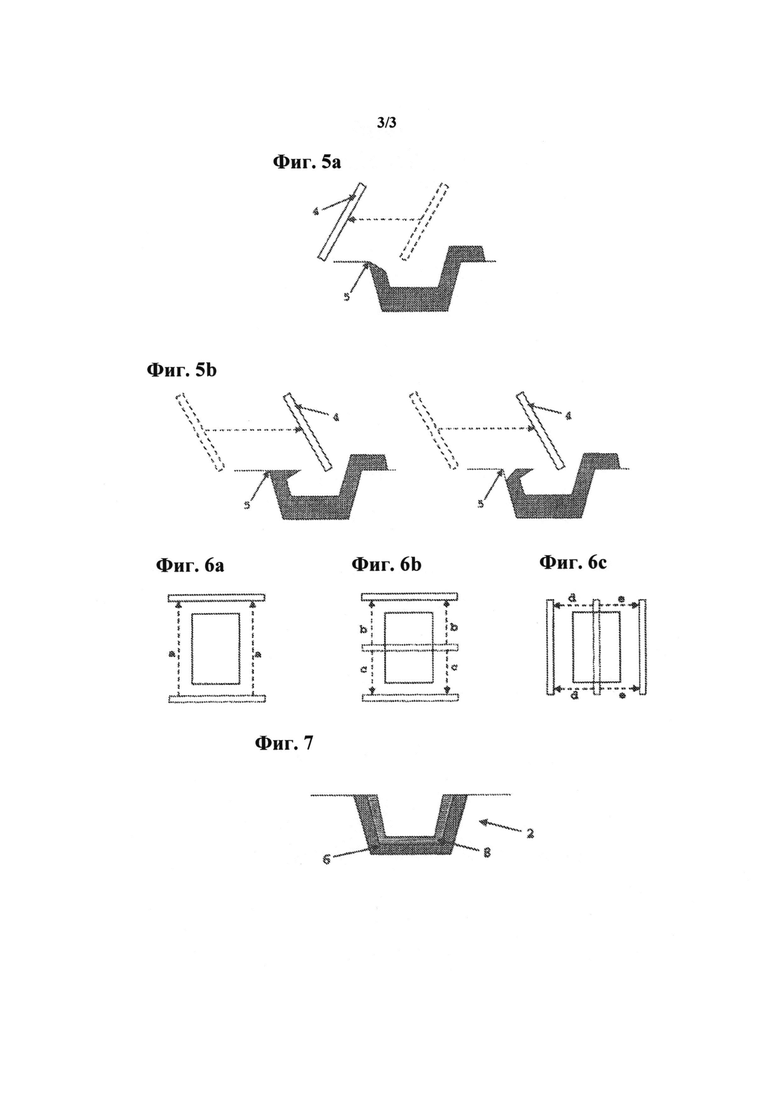
На фиг.5 представлены кромки оболочки кондитерского изделия, сформированные при прохождении соскабливающего устройства наружу (фиг.5a.) и вовнутрь (фиг.5b) через границу.
На фиг.6 представлен вид сверху полости формы, иллюстрирующий направления соскабливания.
На фиг.7 представлена многослойная оболочка кондитерского изделия, находящаяся в полости формы.
Подробное описание изобретения
Способ в соответствии с первым вариантом осуществления относится к получению многослойной оболочки кондитерского изделия. Например, многослойная оболочка кондитерского изделия может быть оболочкой для пралине, кондитерского изделия в виде блока или плитки, отдельного кондитерского изделия или кондитерского батончика (батончик).
В контексте настоящего документа под термином «многослойный» подразумевают наличие двух или более слоев, причем соседние слои идентифицируемо отличаются друг от друга. Например, на фиг.7 представлены многослойные оболочки кондитерских изделий, содержащие два слоя, а именно слой 6 и слой 8, сформированные внутри полости оболочки 2. Например, соседние слои могут отличаться друг от друга составом и/или цветом. Тем не менее, соседние слои не обязательно образуют четкую границу; соседние слои могут иногда быть в некоторой степени смешены друг с другом для формирования граничной зоны, при этом слои с каждой стороны различимы.
Состав каждого слоя конкретно не ограничен при условии, что каждый слой выполнен из пищевого материала. Согласно некоторым вариантам осуществления самый наружный слой может содержать состав на основе шоколада, и по меньшей мере один другой слой представляет собой слой, содержащий изолирующий (гидроизолирующий) состав. Согласно некоторым вариантам осуществления самый наружный слой может быть шоколадным слоем, а самый внутренний слой может быть гидроизолирующим слоем.
Гидроизолирующий состав может быть использован для предотвращения переноса влаги из кондитерского изделия в окружающую среду или внутри кондитерского изделия к чувствительным к воздействию влаги компонентам (например, шоколаду), в частности, если оболочка будет заполнена компонентом с высоким значением активности воды (например, составом на основе свежих фруктов). Гидроизолирующий состав может представлять собой любой стандартный гидроизолирующий состав, такой как гидроизолирующий состав на основе жиров или гетерофазный гидроизолирующий состав, каждый из которых содержит кристаллизированные жиры.
Под термином «жидкость» в контексте настоящего изобретения подразумевают текучий материал, т.е. материал, незатвердевший до такой степени, что он течет под действием силы тяжести или приложенного усилия.
Способ в соответствии с первым вариантом осуществления включает нанесение первой и второй пищевых жидкостей в полость формы. Каждая пищевая жидкость может характеризоваться диапазоном значений вязкости, при этом ее можно нанести в полость формы с использованием стандартного устройства нанесения и ей можно придать форму или обеспечить ее затвердевание с использованием стандартного устройства для холодной штамповки. Каждая из пищевых жидкостей может содержать твердые компоненты и, следовательно, включает в себя, например, гели, пасты, суспензии и эмульсии. Частицы затвердевшего материала, присутствующие в каждой пищевой жидкости, могут характеризоваться диаметром менее или равным 80 мкм, менее или равным 70 мкм, менее или равным 60 мкм, менее или равным 50 мкм, менее или равным 40 мкм или менее или равным 35 мкм. Более того, твердый материал может присутствовать в количестве, менее или равном 80%, менее или равном 75%, менее или равном 70%, менее или равном 60% или менее или равном 50% по массе относительно общей массы пищевой жидкости.
Согласно одному варианту осуществления по меньшей мере одна из пищевых жидкостей представляет собой жидкий шоколад, причем шоколад включает в себя горький, темный, молочный, белый и комбинированный шоколад. Согласно некоторым вариантам осуществления каждая пищевая жидкость независимо представляет собой жидкий шоколад.
Каждая пищевая жидкость может также представлять собой смесь из двух или более пищевых жидкостей при условии, что итоговая смесь является текучей. Смесь может, например, быть смесью двух или более из горького, темного, молочного, белого и комбинированного шоколада в жидкой форме.
Каждая пищевая жидкость может быть обработана перед нанесением, чтобы убедиться в том, что она характеризуется подходящими реологическими свойствами для осуществления нанесения и штамповки, и в том, что она характеризуется оптимальными свойствами затвердевания. Например, шоколад может быть темперирован при помощи стандартного способа для того, чтобы он содержал стабильные кристаллы. В результате этого происходит незначительное сжатие шоколада во время взаимодействия со штампом, что позволяет осуществить удаление штампа без прилипания к нему оболочки.
Полость формы может представлять собой одну из множества полостей. Например, форма может быть формой в виде лотка, состоящей из одной или нескольких линий полостей, причем полости также расположены рядами (например, от 2 до 6 рядов). Размер и форма полости зависит от типа получаемой оболочки. Согласно некоторым вариантам осуществления полость может характеризоваться по существу равномерной внутренней поверхностью, которая соответствует форме штампа, для получения оболочки с равномерной толщиной при максимальном погружении штампа в полость формы.
Полость формы может содержать субполости. Например, полость может быть предназначена для получения кондитерских изделий в форме плитки, причем плитка содержит блоки, которые могут быть разделены с образованием желаемых кусков.
Первая пищевая жидкость может быть нанесена в полость формы вручную или при помощи стандартного устройства нанесения, такого как устройство нанесения с несколькими форсунками, которое одновременно наносит жидкость в несколько полостей. Согласно некоторым вариантам осуществления первая пищевая жидкость может быть нанесена в полость формы для формирования слоя 1, проходящего по стенке полости и характеризующегося по существу равномерной поверхностью (см. фиг.1). При необходимости это можно осуществить путем вызова вибрации формы 2. Вибрация может быть вызвана при помощи известного из уровня техники стандартного устройства.
Согласно некоторым вариантам осуществления полость формы, в которую наносят первую пищевую жидкость, уже содержит одну или несколько оболочек кондитерских изделий. Кондитерский материал, из которого сформированы уже существующие оболочки кондитерских изделий, конкретно не ограничен, причем он может быть таким же, как первая и вторая пищевые жидкости, или отличаться от них.
После нанесения первой пищевой жидкости в полость формы ее прессуют с использованием штампа. Стандартное устройство для холодной штамповки может быть использовано для осуществления стадии прессования. Такое устройство содержит один или несколько штампов, содержащих поверхность прессования. Штампы обычно изготовлены из металла, такого как алюминий, или сплава, такого как сталь. Устройство также содержит средство для охлаждения штампов. Охлаждение обычно обеспечивают при помощи циркуляции охлаждающей жидкости в устройстве между штампами, причем охлаждающая жидкость характеризуется температурой, которая ниже желаемой температуры поверхности прессования штампа.
Штамп погружают в первую пищевую жидкость, причем погруженная поверхность штампа характеризуется температурой ниже температуры затвердевания этой пищевой жидкости. В результате этого первая пищевая жидкость, по меньшей мере, частично затвердевает под воздействием штампа. Как правило, пищевая жидкость, взаимодействующая со штампом, затвердевает для формирования внутренней «оболочки», которая сохраняет форму оболочки кондитерского изделия при удалении штампа, а также обеспечивает барьер для материала, впоследствии заполняемого в оболочку. Таким образом, полное затвердевание жидкости во время стадии прессования не является существенным. В случае неполного затвердения первая пищевая жидкость может дополнительно затвердеть после стадии прессования в результате охлаждения всей формы.
Температура поверхности штампа зависит от температуры затвердевания первой пищевой жидкости и периода погружения (периода, во время которого штамп взаимодействует с первой пищевой жидкостью). Согласно некоторым вариантам осуществления штамп может характеризоваться температурой поверхности, составляющей менее 10°C, 0°C или менее, - 5°C или менее, -10°C или менее, -15°C или менее, и может характеризоваться температурой в диапазоне от -25°C до 0°C, что способствует снижению периода погружения и получению более жесткой оболочки.
Согласно некоторым вариантам осуществления период погружения составляет менее 10, 9, 8, 7, 6 или 5 секунд и может составлять от 1 до 3 секунд.
Во время стадии прессования первая пищевая жидкость принимает форму зазора, ограниченного штампом 3 и стенкой полости формы (см. фиг.2). Эта стадия может быть выполнена с полным вдавливанием штампа в полость формы (см. фиг.2a), или движение прессования может быть остановлено на некотором расстоянии от положения полного вдавливания, показанного на фиг.2a (см. фиг.2b). Как представлено на фиг.2a, вдавливание штампа полностью в полость формы приводит к тому, что штамп опирается на часть поверхности, ограничивающей форму или полость формы. В примере, представленном на фиг.2a, штамп опирается на поверхность формы, расположенную снаружи рядом с полостью формы.
При полном вдавливании штампа 3 в полость формы 2 (как представлено на фиг.2a), ни одна из частей первой пищевой жидкости, вытесненной из полости формы, или материала, сформированного из вытесненной пищевой жидкости (вместе именуемых в настоящем документе вытесненным «пищевым материалом» 1a), не является неразрывной с первой пищевой жидкостью 1b внутри полости формы. Под термином «неразрывный» в настоящем документе подразумевают наличие прямого физического контакта между пищевым материалом, вытесненным из полости формы, и пищевой жидкостью, остающейся внутри полости формы. «Сформированный из вытесненной пищевой жидкости материал» представляет собой пищевую жидкость, которая подверглась некоторым изменениям после вытеснения из полости формы, и включает в себя, например, пищевую жидкость, которая, по меньшей мере, частично затвердела.
Для сравнения, на фиг.2b представлена стадия прессования, в ходе которой движение вдавливания штампа остановлено на расстоянии от положения полного вдавливания. Образованный зазор между штампом и формой позволяет вытесненному пищевому материалу 1c оставаться неразрывным с невытесненной пищевой жидкостью 1b. В настоящем документе под выражением «положение полного вдавливания» подразумевают положение штампа, когда он полностью вдавлен в полость формы, что представлено на фиг.2a и на фиг.3a.
При остановке движения вдавливания штампа на расстоянии от положения полного вдавливания, величина, которой не хватает до полного вдавливания штампа, может быть выражена как расстояние «y» от положения полного вдавливания (см. фиг.3b). Согласно первому варианту осуществления прессование первой пищевой жидкости может быть осуществлено посредством перемещения штампа в положение полного вдавливания (y=0) или посредством остановки штампа на расстоянии от положения полного вдавливания (y больше 0). Величина вдавливания штампа в полость формы может быть выражена как расстояние «x» (см. фиг.3b), которое является расстоянием между самой нижней точкой штампа в полости формы и плоскостью, которая ограничивает открытый конец полости формы.
После удаления штампа из полости формы в полость форму наносят вторую пищевую жидкость. Согласно некоторым вариантам осуществления вторая пищевая жидкость может быть помещена в полость формы для формирования слоя 7, характеризующегося по существу ровной поверхностью и проходящего к стенке слоя 6, сформированного из первой пищевой жидкости (см. фиг.1b).
В случае необходимости это можно осуществить посредством вызова вибрации формы 2. Вибрация может быть вызвана при помощи стандартного устройства и известных технологий.
Не существует какого-либо конкретного ограничения временного интервала между извлечением штампа после осуществления прессования первой пищевой жидкости и нанесением второй пищевой жидкости в полость формы. Согласно некоторым вариантам осуществления временной интервал является достаточно продолжительным, чтобы произошло затвердение слоя, сформированного из первой пищевой жидкости, достаточное для того, чтобы по существу не существовало смешанной граничной зоны между слоями, сформированными из первой и второй пищевых жидкостей. Согласно некоторым вариантам осуществления после прессования первой пищевой жидкости форму охлаждают с тем, чтобы способствовать ее дополнительному затвердеванию. Согласно некоторым вариантам осуществления временной интервал является достаточно коротким для того, чтобы увеличить степень смешивания между слоями в граничной зоне.
После нанесения второй пищевой жидкости в полость формы, осуществляют ее прессование при помощи штампа по направлению к слою, сформированному из первой пищевой жидкости. При этом пищевая жидкость принимает форму, соответствующую зазору, сформированному между штампом и слоем, сформированным из первой пищевой жидкости. Согласно некоторым вариантам осуществления, в зависимости от относительной геометрической формы, присущей штампу и форме для прессования, к слою, сформированному из первой пищевой жидкости, или к стенке полости формы могут примыкать различные области второй пищевой жидкости. Иногда это может иметь место в случае, если сформированный из первой пищевой жидкости слой не полностью покрывает стенку, формирующую полость формы.
Прессование второй жидкости выполняют аналогично прессованию первой пищевой жидкости за исключением того, что штамп останавливают на расстоянии от конечного положения вдавливания штампа, достигнутого при прессовании первой пищевой жидкости. То есть расстояние y на этой стадии прессования больше, расстояния y для стадии прессования первой пищевой жидкости. Иными словами, расстояние x при прессовании второй пищевой жидкости короче расстояния x при прессовании первой пищевой жидкости.
Согласно некоторым вариантам осуществления многослойную оболочку кондитерского изделия дополнительно охлаждают после прессования второй пищевой жидкости для дополнительного затвердевания многослойной оболочки.
Согласно некоторым вариантам осуществления выполняют соскабливание открытого конца многослойного кондитерского изделия после осуществления прессования второй пищевой жидкости и удаления штампа. Необязательная стадия соскабливания может быть использована для улучшения внешнего вида открытого конца оболочки. Согласно некоторым вариантам осуществления стадию соскабливания используют для удаления пищевого материала, вытесненного из формы. Необязательная стадия соскабливания будет более подробно описана ниже.
После осуществления прессования, необязательного охлаждения и необязательного соскабливания оболочка может быть извлечена из формы. С другой стороны, перед извлечением из формы могут быть предусмотрены дополнительные стадии. Например, внутри сформированной оболочки кондитерского изделия может быть сформирован дополнительный слой. Указанный дополнительный слой может быть гидроизолирующим слоем. Кроме того, оболочка может быть заполнена, например, материалом начинки, таким как шоколад, сливки, карамель, ириски, ганаш, эмульсия, трюфели, спирт, фрукты и их сочетание. Наружный слой может быть сформирован поверх начинки для того, чтобы осуществить ее полное покрытие.
Согласно некоторым вариантам осуществления две оболочки кондитерского изделия могут быть объединены в области открытых концов для обеспечения непрерывного корпуса кондитерского изделия. Заполнение начинкой двух оболочек кондитерских изделий перед соединением их открытых концов позволяет получить содержащий начинку кондитерский продукт. В случаях когда открытый конец оболочки кондитерского изделия менее заметен (например, когда две оболочки соединены друг с другом открытыми концами), стадия соскабливания концов оболочек для получения гладкой кромки не является существенной и может быть опущена.
Второй вариант осуществления настоящего изобретения относится к способу получения нескольких оболочек кондитерских изделий с использованием лишь одного штампа.
Способ согласно второму варианту осуществления включает нанесение первой и второй пищевых жидкостей в различные полости формы. Согласно некоторым вариантам осуществления первая и вторая пищевые жидкости, используемые в способе согласно второму варианту осуществления, аналогичны жидкостям, описанным выше в контексте первого варианта осуществления. Более того, согласно второму варианту осуществления первая и вторая пищевые жидкости могут быть одинаковыми или могут отличаться друг от друга.
Согласно некоторым вариантам осуществления полости формы, в которые помещены первая и вторая пищевые жидкости согласно второму варианту осуществления, характеризуются аналогичной формой, при этом их соответствующие размеры отличаются на менее чем 5%, менее чем 3% или менее чем 1%. В контексте настоящего документа под термином «форма» подразумевают общую геометрическую конфигурацию полости формы, но без учета присущих ей абсолютных размеров. Согласно некоторым вариантам осуществления полости формы аналогичны полостям формы, описанным выше для первого варианта осуществления.
Полости формы, используемые при осуществлении способа согласно второму варианту осуществления, могут быть расположены в одной и той же форме или в различных формах. Согласно некоторым вариантам осуществления формы, используемые во втором варианте осуществления, аналогичны формам, описанным выше для первого варианта осуществления.
Способ, при помощи которого первую и вторую пищевые жидкости согласно второму варианту осуществления наносят в полости формы, конкретно не ограничен. Согласно некоторым вариантам осуществления нанесение первой и второй пищевых жидкостей аналогично нанесению, описанному выше для первого варианта осуществления.
Первая и вторая пищевые жидкости могут быть помещены в соответствующие им полости формы в любом порядке. Иначе говоря, первую пищевую жидкость могут поместить в предназначенную для нее полость формы перед или после помещения второй пищевой жидкости в предназначенную для нее полость формы.
Согласно некоторым вариантам осуществления первую и вторую пищевые жидкости наносят в соответствующие им полости формы таким образом, чтобы сформировать слой 1, проходящий вдоль стенки полости и характеризующийся по существу ровной поверхностью (см. фиг.1). В некоторых случаях это обеспечивают при помощи вызова вибрации формы, как описано согласно первому варианту осуществления.
После нанесения первой и второй пищевых жидкостей в соответствующие им полости формы, осуществляют их прессование при помощи штампа. Согласно некоторым вариантам осуществления штампы, используемые для прессования во втором варианте осуществления, аналогичны штампам, описанным выше для первого варианта осуществления.
Отдельное прессование первой и второй пищевых жидкостей согласно второму варианту осуществления выполняют аналогично описанному выше прессованию первой пищевой жидкости согласно первому варианту осуществления. Тем не менее, глубина вдавливания штампа в полость формы отличается при прессовании первой пищевой жидкости и прессовании второй пищевой жидкости. Иначе говоря, расстояние x на фиг.3b отличается при прессовании первой и второй пищевых жидкостей согласно второму варианту осуществления.
Согласно некоторым вариантам осуществления расстояние y при прессовании первой пищевой жидкости превышает расстояние y при прессовании второй пищевой жидкости. Согласно другим вариантам осуществления расстояние y при прессовании первой пищевой жидкости меньше расстояния y при прессовании второй пищевой жидкости. Согласно некоторым вариантам осуществления прессование первой пищевой жидкости может быть выполнено посредством полного вдавливания штампа в полость формы (фиг.3a, y=0). Согласно некоторым вариантам осуществления прессование второй пищевой жидкости может быть выполнено посредством полного вдавливания штампа в полость формы (фиг.3a, y=0).
Соответственно, согласно некоторым вариантам осуществления расстояние x при прессовании первой пищевой жидкости меньше расстояния x при прессовании второй пищевой жидкости. Согласно некоторым вариантам осуществления расстояние x при прессовании первой пищевой жидкости больше расстояния x при прессовании второй пищевой жидкости.
Значения толщины нескольких оболочек кондитерских изделий, полученных при помощи способа согласно второму варианту осуществления, зависят от глубины, на которую штамп вдавливают в полость формы на каждой стадии прессования. Поскольку глубина вдавливания штампа в полости формы отличается при прессовании первой и второй пищевых жидкостей, значения толщины оболочек кондитерских изделий, сформированных из этих пищевых жидкостей, будут соответственно отличаться. Согласно некоторым вариантам осуществления разница в расстоянии x, имеющая место при осуществлении стадий прессования, проявляется в виде разницы значений толщины оболочек кондитерских изделий, зависящей от расстояния x.
Более того, остановка движения прессования на расстоянии у от положения полного вдавливания обеспечивает получение оболочки кондитерского изделия, в которой, как правило, толщина самой стенки оболочки кондитерского изделия увеличивается в направлении от открытого конца оболочки. То есть толщина оболочки, как правило, увеличена в меньшей степени в областях оболочки, более близких к ее открытому концу. Оболочке кондитерского изделия, в которой изменяется толщина самой стенки, присущи преимущества более объемной оболочки кондитерского изделия без необходимости увеличения толщины оболочки по всей ее протяженности. Например, относительно большие включения могут быть расположены в более толстых областях оболочки кондитерского изделия без чрезмерного увеличения толщины оболочки по всей протяженности оболочки.
Согласно некоторым вариантам осуществления соскабливание открытых концов нескольких оболочек кондитерских изделий выполняют после завершения прессования пищевой жидкости и извлечения штампа. Необязательная стадия соскабливания может быть использована для улучшения внешнего вида открытого конца оболочек. Согласно некоторым вариантам осуществления стадию соскабливания используют для удаления вытесненного пищевого материала. Необязательная стадия соскабливания будет описана более подробно ниже.
После осуществления прессования, необязательного охлаждения и необязательного соскабливания оболочки могут быть извлечены из формы. С другой стороны, перед извлечением из формы, перед необязательным охлаждением или перед необязательным соскабливанием могут быть предусмотрены дополнительные стадии. Согласно некоторым вариантам осуществления дополнительные стадии обработки будут аналогичны описанным выше стадиям для первого варианта осуществления.
Согласно некоторым вариантам осуществления после удаления штампа из полости формы как в первом, так во втором варианте осуществления, вытесненный из полости формы пищевой материал удаляют посредством соскабливания. Согласно некоторым вариантам осуществления пищевая жидкость не должна полностью затвердеть, т.е. стать хрупкой, перед осуществлением необязательной стадии соскабливания. В качестве альтернативы, стадию соскабливания иногда осуществляют, когда пищевая жидкость находится в пластичном или тягучем состоянии. Это снижает риск разрушения оболочки при осуществлении стадии соскабливания.
Согласно некоторым вариантам осуществления необязательное соскабливание выполняют при помощи прохождения соскабливающего устройства 4 наружу через границу 5 полости формы в двух или более различных направлениях наружу (см. фиг.4a). Соскабливающие устройства, проходящие в каждом направлении наружу, могут быть одинаковыми и различными, и согласно некоторым вариантам осуществления каждое соскабливающее устройство по существу представляет собой нож, который может быть выполнен из пластмассы, керамики, металла и/или сплава. Например, одно или несколько соскабливающих устройств могут представлять собой металлический нож. Температура каждого соскабливающего устройства может быть равной температуры окружающей среды. Граница 5 полости формы представляет собой место, в котором поверхность формы, которая не формирует полость формы, пересекается с поверхностью формы, которая формирует полость формы; таким образом, она содержит обращенную к полости формы сторону, и обращенную от полости формы сторону.
Под направлением «наружу» подразумевают направление от обращенной к полости формы стороны границы 5 к обращенной от полости формы стороне. Таким образом, направление наружу противоположно направлению «вовнутрь», представленному на фиг.4b, на которой соскабливающее устройство перемещают от обращенной от полости формы стороны границы 5 к обращенной к полости формы стороне.
Согласно некоторым вариантам осуществления каждое направление наружу соскабливающего устройства находится по существу в плоскости поверхности формы, расположенной с обращенной от полости формы стороны границы 5. В настоящем документе под выражением «по существу в плоскости» подразумевают, что угол, сформированный между направлением наружу соскабливающего устройства и плоскостью поверхности формы, расположенной с обращенной от полости формы стороны границы 5, составляет 45° или менее.
Согласно некоторым вариантам осуществления каждое направление наружу соскабливающего устройства в целом избегает пересечения границы 5 полости формы в направлении вовнутрь. Незначительное пересечение в направлении вовнутрь границы формы является допустимым, когда, например, контур границы делает пересечение границы в направлении вовнутрь необходимым с практической точки зрения. Это может иметь место, например, когда контур границы полости формы является чрезвычайно сложным.
Согласно одному варианту осуществления по меньшей мере два из направлений наружу являются по существу противоположными. Иначе говоря, по меньшей мере два направления наружу формируют угол 180±5° (как представлено на фиг.6b и 6c). Соскабливающие устройства могут пройти через границу 5 полости формы в различных направлениях наружу, причем количество направлений может быть от двух до четырех или более четырех. Согласно некоторым вариантам осуществления соскабливающие устройства проходят через границу 5 полости формы в четырех различных направлениях наружу. Согласно одному варианту осуществления, в котором соскабливающие устройства проходят через границу 5 полости формы в четырех и более различных направлениях, по меньшей мере две пары направлений наружу могут быть по существу противоположными. Иначе говоря, формируют по меньшей мере две пары направлений наружу с углом внутри каждой пары 180±5° (показаны в качестве отдельных пар направлений на фиг.6b и фиг.6c).
Движение в направлении наружу соскабливающего устройства обеспечивает то, что, по меньшей мере, часть соскабливающего устройства начинает соскабливание на обращенной к полости формы стороне границы 5. Относительные размеры границы 5 и соскабливающего устройства 4 могут подразумевать, что части соскабливающего устройства начнут соскабливание на стороне границы 5, противоположной полости формы, но это может иметь место при условии, что соскабливающее устройство проходит через границу 5 полностью в направлении наружу.
Посредством прохождения соскабливающего устройства через границу 5 в направлении наружу осуществляют удаление вытесненного пищевого материала с получением оболочки кондитерского изделия, содержащей кромку по существу без дефектов (см. фиг.5a). В частности, осуществляют удаление вытесненного пищевого материала, который остается неразрывным с пищевой жидкостью внутри полости формы, без образования дефектов на кромке оболочки кондитерского изделия. Согласно некоторым вариантам осуществления указанное соскабливание может вызвать сужение стенки, формирующей саму оболочку кондитерского изделия, по направлению к недавно сформированной кромке. Это может быть вызвано прилипанием пищевой жидкости, формирующей оболочку кондитерского изделия, к соскабливающему устройству в такой степени, что часть жидкости будет удалена при перемещении соскабливающего устройства. Такая суженная кромка является преимущественной, когда и если формируют наружный слой поверх открытого конца оболочки кондитерского изделия (т.е. формируют основание оболочки), поскольку ранее была сформирована ровная кромка.
Напротив, прохождение соскабливающего устройства через границу 5 в направлении вовнутрь вызывает образование дефектов по кромке оболочки кондитерского изделия. На фиг.5b представлены два типа подобных дефектов. На первой иллюстрации соскабливающее устройство вызвало образование выступа на кромке оболочки кондитерского изделия. На второй иллюстрации соскабливающее устройство вызвало отделение части оболочки кондитерского изделия от стенки полости формы. Оба указанных типа дефектов делают оболочку кондитерского изделия менее привлекательной для потребителя и препятствуют формированию ровной кромки при нанесении наружного слоя поверх открытого конца оболочки кондитерского изделия.
Соскабливающее устройство 4 образует практический угол 9 соскабливания с направлением соскабливания (см. фиг.4a). Практический угол соскабливания согласно некоторым вариантам осуществления может составлять 20° или более и согласно некоторым вариантам осуществления может составлять 45° или менее. Практический угол соскабливания согласно некоторым вариантам осуществления находится в диапазоне от 20° до 45°. Если угол соскабливания составляет 20° или более, то происходит более эффективное отделение пищевого материала, вытесненного из полости формы, который является неразрывным с пищевой жидкостью в полости формы, от пищевой жидкости в форме. Считается, что это происходит потому, что соскабливающее устройство скорее проникнет в вытесненный материал, чем пройдет по его поверхности. Если угол соскабливания превышает 45°, то удаление вытесненного материала менее эффективно. Считается, что это происходит потому, что соскабливающее устройство стремится изогнуться и войти в полость формы.
Согласно некоторым вариантам осуществления перед процессом соскабливания форма может быть ориентирована таким образом, чтобы пищевой материал, удаленный в процессе соскабливания, падал вниз с ее поверхности под действием силы тяжести. Это помогает предотвратить попадание удаленного пищевого материала в полости формы. Если пищевая жидкость внутри полостей формы, ориентированных таким образом, уже затвердела до такой степени, что она не течет или не деформируется в полости формы, то, скорее всего, она не будет деформирована на этой стадии. Открытый конец полостей формы может в некоторых случаях быть направлен вниз во время процесса соскабливания для того, чтобы минимизировать попадание удаленного пищевого материала в полости формы.
После осуществления прессования, необязательного охлаждения и необязательного соскабливания оболочка может быть извлечена из формы. С другой стороны, перед осуществлением извлечения из формы могут быть предприняты дополнительные стадии. Например, дополнительная оболочка кондитерского изделия может быть сформирована внутри только что сформированной оболочки кондитерского изделия. Указанная дополнительная оболочка кондитерского изделия может представлять собой гидроизолирующий слой. Кроме того, оболочка может быть заполнена, например, материалом начинки, таким как шоколад, сливки, карамель, ириски, ганаш, эмульсия, трюфели, спирт, фрукты и их сочетание. Наружный слой может быть сформирован поверх начинки для того, чтобы осуществить ее полное покрытие.
Согласно некоторым вариантам осуществления настоящего изобретения могут быть получены оболочки кондитерских изделий, содержащие одно или несколько включений. В контексте настоящего документа под термином «включение» подразумевают кусок пищевого материала, характеризующегося составом, отличным от состава пищевой жидкости, формирующей оболочку кондитерского изделия или ее слой, внутри которой или которого расположено указанное включение. Как правило, включение представляет собой твердый компонент, например кусочки карамели, ирисок, шоколада, фруктов, орехов, леденцов и т.п. Согласно некоторым вариантам осуществления минимальный размер каждого включения составляет по меньшей мере 0,1 мм.
Не существует конкретного ограничения касательно того, в каком варианте осуществления и в которой из оболочек кондитерского изделия размещать одно или несколько включений. Например, согласно первому варианту осуществления слой, сформированный из первой пищевой жидкости, может содержать одно или несколько включений, и слой, сформированный из второй пищевой жидкости, может не содержать включений; слой, сформированный из первой пищевой жидкости, может не содержать включений, и слой, сформированный из второй пищевой жидкости, может содержать одно или несколько включений; ни один из слоев, сформированных из первой и второй пищевых жидкостей, не содержит включений; или слои, сформированные из первой и второй пищевых жидкостей, могут оба независимо содержать одно или несколько включений.
Согласно второму варианту осуществления оболочка, сформированная из первой пищевой жидкости, может содержать одно или несколько включений, а оболочка, сформированная из второй пищевой жидкости, может не содержать включений; оболочка, сформированная из первой пищевой жидкости, может не содержать включений, а оболочка, сформированная из второй пищевой жидкости, может содержать одно или несколько включений; ни одна из оболочек, сформированных из первой пищевой жидкости и второй пищевой жидкости, не содержит включений; или обе оболочки, сформированные из первой и второй пищевых жидкостей, могут содержать одно или несколько включений.
В случае наличия в сформированной оболочке кондитерского изделия или в сформированном слое одного или нескольких включений стадию прессования осуществляют при наличии в полости формы пищевой жидкости и одного или нескольких включений. Масса включения (включений), присутствующего (присутствующих) совместно с прессованной пищевой жидкостью, конкретно не ограничена, но может быть менее или равна 50% по массе, или менее или равна 30% по массе относительно массы пищевой жидкости, размещенной в полости формы.
Полость формы наряду с пищевой жидкостью может содержать более одного типа включений. В случае наличия более одного типа включений общее количество включений может быть таким же, как указано выше для одного типа включений.
Размер включений конкретно не ограничен при условии, что включения могут быть размещены внутри оболочки кондитерского изделия без выхода за пределы указанной оболочки. В случае многослойной оболочки включение может иногда проходить в соседние слои, но не за пределы поверхности внешней оболочки. Выход за переделы внешней поверхности в любой оболочке кондитерского изделия может привести к повреждению включения во время последующих стадий обработки и соответствующей потери качества продукта. Размещение внутри оболочек кондитерских изделий может быть выполнено посредством обеспечения того, чтобы по меньшей мере один из размеров каждого включения был меньше или равен толщине области оболочки кондитерского изделия, в которой оно размещено.
Процесс, при помощи которого включения и пищевая жидкость будут объединены в полости формы, конкретно не ограничен. Включения и пищевая жидкость могут быть объединены перед помещением в полость формы или могут быть объединены лишь внутри полости формы. В случае объединения включений и пищевой жидкости только внутри полости формы включения могут быть помещены в полость формы перед нанесением пищевой жидкости или после него.
Поскольку способы согласно настоящему изобретению позволяют получать оболочки кондитерских изделий с различными значениями толщины, способ может быть использован для получения оболочек кондитерских изделий, вмещающих включения различных размеров. Как отмечено выше, указанное изменение продукции обеспечивают без осуществления замены штампов и форм, а также без ухудшения качества продукта. Это означает, что могут быть получены оболочки кондитерских изделий, содержащие включения с различными размерами, без необходимости в наличии новых дорогостоящих штампов и форм, а также без остановки производства, необходимой для установки новых штампов и форм.
Кроме того, изменение толщины оболочки кондитерского изделия позволяет пользователю варьировать степень, в которой включения будут заметны для потребителя. В частности, осуществление стадии прессования с получением более толстой оболочки приведет к тому, что включения будут менее заметны для потребителя, тогда как более тонкая оболочка приведет к тому, что включения будут лучше видны потребителю. Хотя включения могут быть выполнены более заметными, согласно некоторым вариантам осуществления включения не выступают за пределы внешней поверхности оболочки кондитерского изделия, так как выступающее включение может быть повреждено во время последующих стадий обработки. Как указано выше, толщина оболочки может быть изменена без ухудшения качества продукта, и, в частности, кромка оболочки кондитерского изделия по существу не содержит дефектов.
Более того, и как указано выше, способ согласно настоящему изобретению может быть использован для изготовления оболочек кондитерских изделий, в которых изменяется сама толщина самой оболочки. Если штамп не полностью вдавлен в форму, то в областях, удаленных от открытого конца оболочки, полученная оболочка кондитерского изделия, как правило, будет толще. Таким образом, относительно большие включения могут быть размещены в более толстых областях оболочки кондитерского изделия без чрезмерного увеличения толщины всей оболочки.
Далее настоящее изобретение дополнительно проиллюстрировано посредством следующих примеров, которые не должны быть истолкованы как ограничивающие объем настоящего изобретения.
Примеры
Пример 1
Массу темперированного шоколада Milka® (55 г, изготовленную компанией Kraft Foods) вручную поместили при температуре 30°C в полость формы для штамповки (Brunner-Glonn, Германия), причем перед этим форму хранили в термошкафу в течение двух дней при температуре 30°C. Затем вызвали вибрацию формы в течение 30 секунд для выравнивания поверхности шоколадной массы внутри полости формы.
После этого выполнили прессование шоколадной массы в полости формы при помощи установки холодной штамповки Knobel® (стандартная установка холодного прессования типа 07-КСМ-09, Knobel, Felben CH). Период погружения составлял 7 секунд, поверхность штампа характеризовалась температурой -5°C, и скорость штампа составляла 60 мм/с. Штамп был полностью вдавлен в полость (т.е. положение штампа соответствовало y=0 мм на фиг.3b).
Штамп извлекли и форму хранили при температуре окружающей среды в течение 5 минут. Затем, массу темперированного белого шоколада Milka® (45 г) вручную поместили в полость формы при температуре 30°C. После этого осуществили прессование массы белого шоколада в полости формы с использованием такого же штампа и таких же условий штамповки, как и ранее, за исключением того, что движение прессования штампа остановили на расстоянии 1 мм до положения полного вдавливания (т.е. положение штампа соответствовало y=1 мм на фиг.3b). Иначе говоря, расстояние x на фиг.3b, используемое для прессования массы белого шоколада, было на 1 мм меньше расстояния x, используемого для прессования массы молочного шоколада.
После этого штамп извлекли и форму охладили до температуры 10°C в течение 15 минут. Затем многослойную шоколадную оболочку вручную извлекли из формы для осмотра. Этот осмотр показал, что многослойная оболочка содержит внешний слой на основе молочного шоколада и внутренний слой на основе белого шоколада. Внешний слой на основе молочного шоколада характеризовался толщиной 1,1 мм в области оболочки, наиболее удаленной от открытого конца оболочки. Внутренний слой на основе белого шоколада характеризовался толщиной 1,0 мм в той же области.
Пример 2
Пример 2 выполнили аналогично примеру 1 за исключением того, что перед извлечением оболочки кондитерского изделия из формы осуществили стадию соскабливания для того, чтобы удалить пищевой материал, вытесненный из полости формы на стадии прессования. Соскабливание выполнили в виде двух скоблящих действий с использованием металлического ножа в качестве соскабливающего устройства, при этом соскабливание выполняли при температуре окружающей среды и с практическим углом соскабливания 45°. Одно скоблящее действие выполнили от середины полости формы вдоль длинных сторон и наружу через одну из коротких сторон (т.е. движение «b» на фиг.6b), а другое скоблящее действие выполнили от середины полости формы вдоль длинных сторон и наружу через другую из коротких сторон (т.е. действие «c» на фиг.6b).
После извлечения оболочки кондитерского изделия из полости формы осуществили ее осмотр, который показал наличие структуры, аналогичной структуре, полученной в примере 1, при этом открытый конец оболочки кондитерского изделия характеризовался более гладкой кромкой за счет удаления избыточного материала при помощи соскабливания. В частности, кромка вдоль коротких сторон полностью не содержала дефектов, и лишь незначительные скользящие дефекты были заметны вдоль длинных сторон.
Пример 3
Пример 3 выполнили аналогично примеру 2 за исключением того, что стадия соскабливания содержала четыре скоблящих действия. Четыре скоблящих действия выполнили от середины полости формы наружу, проходя через каждую из четырех сторон полости формы (т.е. движения «b» и «c» на фиг.6b и движения «d» и «e» на фиг.6c).
После извлечения оболочки кондитерского изделия из полости формы осуществили ее осмотр, который показал наличие структуры, аналогичной структуре, полученной в примере 1 и примере 2, при этом открытый конец оболочки кондитерского изделия характеризовался еще более гладкой кромкой за счет удаления избыточного материала при помощи соскабливания. В частности, кромка вдоль всех сторон оболочки кондитерского изделия не содержала дефектов.
Пример 4
Массу темперированного шоколада Milka® (2×50 г, изготовленную компанией Kraft Foods) вручную поместили при температуре 30°C в первую и вторую полости формы для штамповки (Brunner-Glonn, Германия), причем перед этим форму хранили в термошкафу в течение двух дней при температуре 30°C. Затем вызвали вибрацию формы в течение 30 секунд для выравнивания поверхности шоколадной массы внутри полости формы.
После этого выполнили прессование шоколадной массы в первой полости формы при помощи установки холодной штамповки Knobel (стандартная установка холодного прессования типа 07-КСМ-09, Knobel, Felben CH). Период погружения составлял 7 секунд, поверхность штампа характеризовалась температурой -5°C, и скорость штампа составляла 60 мм/с. Штамп был полностью вдавлен в полость (т.е. положение штампа соответствовало y=0 мм на фиг.3b).
Штамп извлекли из первой полости формы и центрировали относительно второй полости формы. После этого осуществили прессование шоколадной массы во второй полости формы с использованием таких же условий штамповки, как и ранее, за исключением того, что движение прессования штампа остановили на расстоянии 1 мм до положения полного вдавливания (т.е. положение штампа соответствовало y=1 мм на фиг.3b). Иначе говоря, расстояние x на фиг.3b, используемое для прессования шоколадной массы во второй полости формы, было на 1 мм меньше расстояния x, используемого для прессования шоколадной массы в первой полости формы.
После этого штамп извлекли и форму охладили до температуры 10°C в течение 15 минут. Затем шоколадные оболочки вручную извлекли из формы для осмотра.
Этот осмотр показал, что шоколадная оболочка, полученная в первой полости формы, характеризовалась толщиной 1,1 мм в области оболочки, наиболее удаленной от открытого конца оболочки. Шоколадная оболочка, полученная во второй полости формы, характеризовалась толщиной 2,1 мм в этой же области.
Пример 5
Пример 5 выполнили аналогично примеру 4 за исключением того, что перед извлечением оболочек кондитерских изделий из формы осуществили стадию соскабливания для того, чтобы удалить пищевой материал, вытесненный из полостей формы на стадиях прессования. Соскабливание каждой полости формы провели с использованием двух скоблящих действий, при этом используемое соскабливающее устройство представляло собой металлический нож, характеризующийся температурой окружающей среды и практическим углом соскабливания 45°. Одно скоблящее действие выполнили от середины каждой полости формы вдоль длинных сторон и наружу через одну из коротких сторон (т.е. движение «b» на фиг.6b), а другое скоблящее действие выполнили от середины каждой полости формы вдоль длинных сторон и наружу через другую из коротких сторон (т.е. действие «c» на фиг.6b).
После извлечения оболочек кондитерских изделий из полости формы осуществили их осмотр, который показал наличие структур, аналогичных структурам, полученным в примере 4, при этом открытый конец оболочек кондитерских изделий характеризовался более гладкой кромкой за счет удаления избыточного материала при помощи соскабливания. В частности, кромка вдоль коротких сторон полностью не содержала дефектов, и лишь незначительные скользящие дефекты были заметны вдоль длинных сторон. Более гладкая кромка была отчетливо заметна на оболочке кондитерского изделия, полученной во второй полости формы, в которую штамп был вдавлен в меньшей степени.
Пример 6
Пример 6 выполнили аналогично примеру 5 за исключением того, что стадия соскабливания содержала четыре скоблящих действия касательно каждой полости формы. Четыре скоблящих действия выполнили от середины каждой полости формы наружу, проходя через каждую из четырех сторон каждой полости формы (т.е. движения «b» и «c» на фиг.6b и движения «d» и «e» на фиг.6c).
После извлечения оболочек кондитерских изделий из полости формы осуществили их осмотр, который показал наличие структуры, аналогичной структуре, полученной в примере 4, при этом открытый конец оболочек кондитерских изделий характеризовался более гладкой кромкой за счет удаления избыточного материала при помощи соскабливания. В частности, кромка вдоль всех сторон оболочек кондитерских изделий не содержала дефектов. Более гладкая кромка была отчетливо заметна на оболочке кондитерского изделия, полученной во второй полости формы, в которую штамп был вдавлен в меньшей степени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2012 |
|
RU2615489C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРИРОВАННОЙ ОБОЛОЧКИ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2012 |
|
RU2625961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ И МАРКИРОВАННЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2435429C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2012 |
|
RU2608721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ ПИЩЕВЫХ ПРОДУКТОВ С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2475034C2 |
| ПОРИСТЫЙ ШОКОЛАДНЫЙ МАТЕРИАЛ | 2017 |
|
RU2728663C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШОКОЛАДНЫХ ФИГУР | 2007 |
|
RU2354127C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МИКРОПОРИСТОГО ШОКОЛАДНОГО МАТЕРИАЛА | 2017 |
|
RU2734080C2 |
| МОДИФИЦИРОВАННЫЙ СПОСОБ ПРОИЗВОДСТВА ОТДЕЛЬНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ С НАЧИНКОЙ | 2007 |
|
RU2425584C2 |
| КОМПОЗИЦИЯ, СПОСОБ И ПРИМЕНЕНИЕ | 2017 |
|
RU2738415C2 |
Изобретение относится к кондитерской промышленности. Способ получения многослойной оболочки кондитерского изделия, включающий стадии: (i) нанесение первой пищевой жидкости в полость формы; (ii) прессование первой пищевой жидкости к стенке полости формы при помощи штампа, характеризующегося температурой поверхности ниже температуры затвердевания первой пищевой жидкости, с тем, чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание первой пищевой жидкости в полости формы; (iii) удаление штампа из полости формы; (iv) нанесение второй пищевой жидкости в полость формы; и (v) прессования второй пищевой жидкости к слою, сформированному из первой пищевой жидкости при помощи указанного штампа при температуре поверхности ниже температуры затвердевания второй пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание второй пищевой жидкости в полости формы. Причем на стадии (ii) указанный штамп вдавливают на первое расстояние в полость формы и на стадии (v) вдавливание указанного штампа останавливают на первом расстоянии, и при этом штамп, используемый на стадии (ii), представляет собой тот же штамп, используемый на стадии (v). Изобретение позволяет использовать один штамп при производстве многослойного кондитерского изделия, что позволяет сократить время работы, а также снизить затраты на оборудоване. 3 н. и 6 з.п. ф-лы, 14 ил., 6 пр.
1. Способ получения многослойной оболочки кондитерского изделия, включающий стадии:
(i) нанесение первой пищевой жидкости в полость формы;
(ii) прессование первой пищевой жидкости к стенке полости формы при помощи штампа, характеризующегося температурой поверхности ниже температуры затвердевания первой пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание первой пищевой жидкости в полости формы;
(iii) удаление штампа из полости формы;
(iv) нанесение второй пищевой жидкости в полость формы; и
(v) прессования второй пищевой жидкости к слою, сформированному из первой пищевой жидкости при помощи указанного штампа при температуре поверхности ниже температуры затвердевания второй пищевой жидкости, с тем чтобы придать форму и обеспечить, по меньшей мере, частичное затвердевание второй пищевой жидкости в полости формы;
причем на стадии (ii) указанный штамп вдавливают на первое расстояние в полость формы и на стадии (v) вдавливание указанного штампа останавливают на первом расстоянии, и при этом штамп, используемый на стадии (ii), представляет собой тот же штамп, используемый на стадии (v).
2. Способ по п. 1, отличающийся тем, что первая и вторая пищевые жидкости характеризуются различными составами.
3. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере одна из первой и второй пищевых жидкостей включает в себя шоколад.
4. Способ по п. 1 или 2, отличающийся тем, что способ включает стадию (vi) удаления по меньшей мере одного из первой и второй пищевых жидкостей, которые были вытеснены из полости формы, или материала, сформированного из вытесненной пищевой жидкости, посредством прохождения соскабливающего устройства наружу через границу полости формы в двух или более различных направлениях наружу.
5. Способ по п. 4, отличающийся тем, что стадия (vi) или стадия (е) включает прохождение соскабливающего устройства наружу через границу полости формы в четырех различных направлениях наружу.
6. Способ по п. 4, отличающийся тем, что практический угол θ соскабливания соскабливающего устройства на стадии (vi) или стадии (е) относительно направления соскабливания равняется по меньшей мере одному из диапазонов: 20° или более и 45° или менее.
7. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере одну из первой пищевой жидкости, используемой на стадии (ii), и второй пищевой жидкости, используемой на стадии (v), смешивают с одним или несколькими кусками затвердевшего пищевого материала перед прессованием при помощи штампа, причем каждый кусок затвердевшего пищевого материала характеризуется составом, отличным от состава пищевой жидкости, формование и, по меньшей мере, частичное затвердевание которой осуществляют на этой стадии.
8. Оболочка кондитерского изделия, полученная способом по любому из пп. 1-7.
9. Кондитерское изделие, содержащее оболочку кондитерского изделия по п. 8.
| DE 19851063 A1, 11.05.2000 | |||
| DE 19853847 A1, 25.05.2000 | |||
| СПОСОБ ФОРМОВАНИЯ ФИГУРНЫХ ШОКОЛАДНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ И ФОРМА | 2003 |
|
RU2246223C2 |
| US 5705217 A, 06.01.1998. | |||

