Изобретение относится к различным технологическим процессам, а именно к способам изготовления неиспаряемого геттера, и может найти применение в вакуумной и электронной технике СВЧ.
На способности неиспаряющихся геттерных материалов обратимо поглощать (сорбировать) водород и необратимо поглощать такие газы, как кислород, водяной пар, оксиды углерода и, в некоторых случаях, азот, основано их применение в вакуумной и электронной технике СВЧ, в том числе газоразрядных приборах.
Основные геттеры - газопоглотители (далее геттер), неиспаряющиеся геттерные материалы которых представляют собой некоторые активные (переходные) металлы из группы Zr, Ti, Nb, Та, V, либо их сплавы (двойные, тройные), или их соединения с одним или большим количеством элементов из групп Cr, Mn, Fe, Со, Ni, Al, Y, La и редкоземельных элементов.
Геттер может быть выполнен в виде дискретных компонентов, например спеченных гранул или порошков неиспаряющегося геттерного материала внутри соответствующего контейнера, либо в виде тонкого слоя неиспаряющегося геттерного материала, имеющего толщину в десятки или сотни микрон (мкм), расположенного на внутренней поверхности устройства применения, либо на тонкой подложке, как правило металлической, осуществляющей контакт с поверхностью устройства применения.
Широко известны способы изготовления неиспаряемого геттера с использованием методов осаждения - катодного, из генерируемой дуговым разрядом плазмы, из ионного пучка, либо комбинации этих методов.
Известен, например, способ изготовления многослойного покрытия из неиспаряющихся геттерных материалов, включающий нанесение, по меньшей мере, двух слоев на подложку, в котором с целью снижения температуры активации и увеличения площади активной поверхности на подложку наносят первый слой из неиспаряющегося геттерного материала, имеющего площадь поверхности, эквивалентную, по меньшей мере, 20-кратному значению его геометрической площади, затем на первый слой наносят, по меньшей мере, второй слой толщиной не более 1 мкм из неиспаряющегося геттерного сплава, который может быть активирован, по меньшей мере, на 90 процентов путем обработки в течение одного часа при максимальной температуре 300°C, при этом эти слои получают катодным осаждением [1].
Известен также способ для получения сверхглубокого вакуума в камере устройства для молекулярного откачивания. Геттер выполнен в виде тонкого покрытия из неиспаряющегося геттерного материала - титана, и/или циркония, и/или гафния, и/или ванадия, и/или скандия, и/или других и их сплавов на определяющую поверхность металлической стенки камеры устройства применения методом катодного осаждения или ионного распыления [2].
Поскольку электронная промышленность основана на использовании тонкопленочной технологии и с точки зрения интеграции производства эти методы оказываются предпочтительными и при изготовлении в этих устройствах покрытий из неиспаряющегося геттерного материала.
Однако по различным причинам неиспаряющиеся геттерные покрытия, выполненные этими методами, не могут полностью удовлетворять предъявляемым к ним требованиям, в том числе из-за низкой пористости и соответственно небольшой площади активной поверхности и соответственно низких сорбционных свойств.
Широко известны способы изготовления неиспаряемого геттера с использованием методов порошковой металлургии [3].
Известен также способ получения неиспаряющихся геттерных материалов методом порошковой металлургии, включающий получение смеси из порошков металлического геттерного элемента и порошков органического компонента и последующее спекание смеси порошков, в котором с целью повышения пористости, скорости поглощения газов, поглощающей способности, механической прочности смесь порошков дополнительно содержит порошки одного или нескольких геттерных сплавов, при этом порошки металлического геттерного элемента имеют размер зерна ниже чем 7 мкм, порошки одного или нескольких геттерных сплавов имеют размер зерна ниже чем 40 мкм, в качестве порошков органического компонента используют порошки органического компонента, твердого при комнатной температуре, имеющего свойство возгоняться или разлагаться на газообразные продукты, не оставляя остатков, при воздействии воздуха или во время последующих тепловых обработок, состоящие из двух ситовых фракций, причем зерна первой фракции имеют размер менее 50 мкм, зерна второй фракции имеют размер 50-150 мкм, и весовое соотношение между двумя фракциями может изменяться между 4:1 и 1:4, порошковую смесь подвергают прессованию при давлении ниже 1000 кг/см2, а спекание прессованной порошковой смеси осуществляют путем вакуумной обработки или обработки инертным газом при 900-1200°C в течение 5 мин - 1 ч [4].
Известен также способ получения неиспаряемого геттера методом порошковой металлургии, включающий изготовление металлического порошка восстановлением оксидов соответствующих металлов гидридом кальция и последующее формование полученного порошка, в котором с целью повышения механических и сорбционных свойств и расширения диапазона материалов, используемых при получении геттеров, исходные материалы выбирают из расчета получения металлического порошка, содержащего, по меньшей мере, один из элементов группы Ti, Zr и, по меньшей мере, один из элементов группы V, Cr, Mn, Fe, Ni, восстановление производят при температуре 1180-1230°C и выдержке 7-15 ч, формуют порошки при давлении 10-500 кг/см2 и спекают при температуре 800-1100°C [5] - прототип.
Использование в двух последних способах метода порошковой металлургии по сравнению с методами катодного и другими осаждения обеспечивает повышение сорбционных свойств.
Однако данные способы изготовления неиспаряемого геттера не позволяют достичь оптимального соотношения сорбционных свойств и механической прочности, при этом последняя должна соответствовать эксплуатационной механической прочности устройства применения.
Техническим результатом изобретения является повышение качества неиспаряемого геттера путем снижения его осыпаемости, повышение сорбционных свойств и механической прочности, последней в соответствии с эксплуатационной механической прочностью устройства применения, расширение функциональных возможностей с точки зрения применения неиспаряемого геттера.
Указанный технический результат достигается заявленным способом изготовления неиспаряемого геттера, включающим изготовление последовательности слоев материала неиспаряемого геттера с заданными характеристиками посредством метода порошковой металлургии,
в котором порошок для слоев материала неиспаряемого геттера изготавливают с двумя различными заданными характеристиками:
первый - титан-ванадий при постоянном их соотношении, вес. %, 70:30 соответственно,
второй - из смеси первого порошка титан-ванадий и интеркалированного углерода при их соотношении в смеси, в вес % (80:20)-(99:1) соответственно,
при этом среднеарифметический размер гранул первого порошка титан-ванадий составляет не более 70 мкм,
при формовании слоев материала заготовки неиспаряемого геттера приготовленные порошки засыпают в пресс-форму в следующей прямой последовательности: титан-ванадий, смесь титан-ванадий и интеркалированный углерод, титан-ванадий, при этом каждый высотой, обеспечивающей заданную толщину соответствующего слоя материала неиспаряемого геттера,
прессование заготовки осуществляют при давлении 100-1000 кг/см2,
спекание заготовки осуществляют в вакуумной печи при температуре (900-990)°C, в течение (1,8-3,6)×103 сек, охлаждают до комнатной температуры, вынимают заготовку неиспаряемого геттера из вакуумной печи,
лицевую и обратную поверхности заготовки неиспаряемого геттера облучают лазерным излучением в инертной атмосфере, с обеспечением одной части 30-70% наружной поверхности образца неиспаряемого геттера открытой пористости, другой части 70-30% - сплавной.
Лицевую и обратную поверхности заготовки неиспаряемого геттера облучают лазерным излучением в инертной атмосфере гелия либо аргона.
Одну часть 30-70% наружной поверхности заготовки неиспаряемого геттера открытой пористости, другую часть 70-30% - сплавной обеспечивают типом лазера и параметрами его работы, например посредством лазера СО2.
Раскрытие сущности изобретения.
Совокупность существенных признаков заявленного способа изготовления неиспаряемого геттера, а именно.
Изготовление порошков слоев материала неиспаряемого геттера с двумя различными заданными характеристиками.
При этом:
Материал первого порошка титан-ванадий при постоянном их соотношении, вес. %, 70:30 соответственно, среднеарифметический размер гранул которого составляет не более 70 мкм и в совокупности с технологическими режимами операций порошковой металлургии обеспечивает высокую спекаемость материала порошка титан-ванадий, и тем самым высокую спекаемость соответствующих слоев неиспаряемого геттера и, как следствие, - повышение его механической прочности.
Материал второго порошка - из смеси первого порошка титан-ванадий и интеркалированного углерода при их соотношении, в вес. % (80:20)-(99:1) соответственно благодаря наличия в нем интеркалированного углерода, имеющего высокую удельную поверхность (более 20 м2/г) и в совокупности с технологическими режимами операций порошковой металлургии обеспечивает:
во-первых, максимально возможную открытую пористость материала поверхности этого слоя и тем самым увеличение площади активной поверхности и, как следствие, - повышение сорбционных свойств (сорбционной емкости) неиспаряемого геттера,
во-вторых, высокую удельную поверхность этого слоя, и тем самым - высокую сорбционную емкость по цезию (Cs) и, как следствие, - расширение функциональных возможностей неиспаряемого геттера,
в-третьих, наличие в этом порошке и соответственно слое неиспаряемого геттера сплава титан-ванадий обеспечивает высокую механическую прочность и этому его слою и, как следствие, - повышение механической прочности неиспаряемого геттера в целом.
Указанная прямая последовательность приготовленных порошков при формовании слоев материала заготовки неиспаряемого геттера: титан-ванадий, смесь титан-ванадий и интеркалированный углерод, титан-ванадий, каждый высотой, обеспечивающей заданную толщину соответствующего слоя материала неиспаряемого геттера в совокупности с их вновь полученными высокими сорбционными и механическими свойствами, обеспечивают оптимальное соотношение максимально высоких как сорбционных свойств, так и механический прочности неиспаряемого геттера в целом.
Обработка лицевой и обратной поверхности заготовки неиспаряемого геттера лазерным излучением в инертной атмосфере обеспечивает достижение оптимального соотношения одной части 30-70% наружной поверхности заготовки неиспаряемого геттера открытой пористости, другой его части 70-30% - сплавной и тем самым обеспечивает:
во-первых, дополнительно оптимальное соотношение высоких сорбционных свойств и механический прочности неиспаряемого геттера в целом,
во-вторых, образование сплавной пористой пленки сплава титан-ванадий и тем самым исключение осыпаемости неиспаряемого геттера и, как следствие, - расширение функциональных возможностей неиспаряемого геттера.
Изготовление порошка слоев неиспаряемого геттера с двумя различными заданными характеристиками,
первого - титан-ванадий при их постоянном соотношении, вес. %, 70:30 является оптимальным для обеспечения низкой температуры активации и соответственно высоких сорбционных свойств,
второго - из смеси первого порошка титан-ванадий и интеркалированного углерода при их соотношении в смеси, в вес. %, (80:20)-(99:1), является оптимальным для обеспечения высокой сорбционной емкости по цезию (Cs).
Прессование заготовки при давлении менее 100 кг/см2, так и более 1000 кг/см2, равно как и спекание в вакуумной печи ниже 900°C, так и выше 990°C в течение менее 1,8×103 сек, так и более 3,6×103 сек, не желательно, так как в первых случаях приводит к снижению механической прочности, во вторых случаях - к низкой пористости и соответственно не большой площади активной поверхности и соответственно низким сорбционным свойствам.
Обеспечение изготовления спеченного неиспаряемого геттера с пористостью 30-60% является оптимальным для обеспечения высоких сорбционных свойств и механической прочности неиспаряемого геттера в целом.
Итак, заявленный способ изготовления неиспаряемого геттера в полной мере обеспечит технический результат, а именно повышение качества неиспаряемого геттера путем снижения его осыпаемости, повышение сорбционных свойств и механической прочности, последней в соответствии с эксплуатационной механической прочностью устройства применения, расширение функциональных возможностей с точки зрения применения неиспаряемого геттера.
Примеры реализации заявленного способа изготовления неиспаряемого геттера.
Пример 1.
Задают размеры неиспаряемого геттера под устройство применения, например атомно-лучевой трубки:
Диаметр неиспаряемого геттера - 40,0×10-3 м, толщина - 4,0×10-3 м.
Общая заданная толщина слоев материала неиспаряемого геттера составляет 4,0×10-3 м, при толщине каждого из слоев: титан-ванадий 1,4×10-3 м, смеси титан-ванадий и интеркалированный углерод 1,2×10-3 м, титан-ванадий 1,4×10-3 м.
Рассчитывают высоту порошка каждого слоя материала заготовки засыпаемого в пресс-форму: титан-ванадий 1,55×10-3 м, смесь титан-ванадий и интеркалированный углерод 1,34×10-3 м, титан-ванадий 1,55×10-3 м, каждая из которых обеспечивает заданную толщину соответствующего слоя материала неиспаряемого геттера (расчет произведен при условии 10 процентной усадки порошка каждого слоя материала заготовки).
Изготавливают порошки слоев материала неиспаряемого геттера с двумя различными заданными характеристиками:
первого - титан-ванадий (ПТФ ТУ 14-1-4699-2003) при их соотношении, вес. %, 70:30 соответственно, среднеарифметический размер гранул которого составляет не более 70 мкм,
второго - из смеси порошка первого титан-ванадий и интеркалированного углерода при их соотношении в смеси, в вес. %, 98:4 соответственно.
Формуют слои материала заготовки неиспаряемого геттера засыпкой в оснастку из нержавеющей стали (марка 18Х10Т12Н) приготовленных порошков в прямой последовательности высотой: титан-ванадий 1,55×10-3 м, смесь титан-ванадий и интеркалированный углерод 1,34×10-3 м, титан-ванадий 1,55×10-3 м, каждая из которых обеспечивает заданную толщину соответствующего слоя материала неиспаряемого геттера.
Прессуют заготовку при давлении 550 кг/см2.
Спекают заготовку в вакуумной печи (марка Е4-255) при температуре 945°C в течение 2,7×103 сек, охлаждают до комнатной температуры, вынимают образец неиспаряемого геттера из вакуумной печи.
Лицевую и обратную поверхности заготовки неиспаряемого геттера облучают лазерным излучением посредством лазера СО2, длиной волны 10,6 мкм, мощностью 3×103 Вт/см2, в течение 55×10 сек, что обеспечивает одной части наружной поверхности его заготовки - совокупности 50% открытой пористости, другой части - 50% сплавной.
Примеры 2-5. Аналогично примеру 1 изготовлены образцы неиспаряемого геттера, но при других технологических режимах, указанных в формуле изобретения (примеры 2-3) и за ее пределами (примеры 4-5).
Пример 6 соответствует данным прототипа.
На изготовленных образцах неиспаряемого геттера проведены испытания на предмет:
Сорбционной емкости:
а) по водороду (Н2) ГОСТ 11 0390-86,
б) по парам атомов цезия (Cs).
Механической прочности на излом ГОСТ 8747-88.
Осыпаемости - количество частиц материала неиспаряемого геттера на образец посредством микроскопа (марка МБС9).
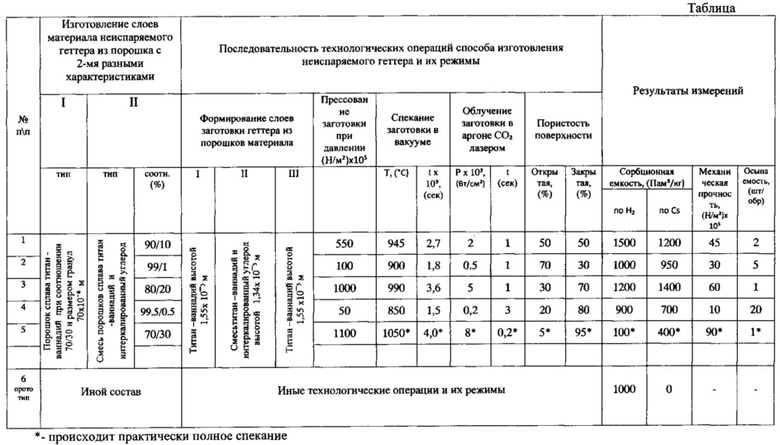
Данные представлены в таблице.
Как видно из таблицы, образцы, выполненные согласно формуле изобретения (примеры 1-3), имеют:
Сорбционную емкость:
а) по водороду (Н2) - 1500, 1000, 1200 Па×м3/кг;
б) по парам атомов цезия (Cs) - 1200, 950, 1400 Па×м3/кг.
Механическую прочность - (45, 30, 60)×105 Н/м2, что соответствует эксплуатационной механической прочности.
Осыпаемость 2, 5, 1.
В отличие от образцов, выполненных за пределами формулы изобретения (примеры 4-5), которые имеют:
Сорбционную емкость:
а) по водороду (Н2) - 900, 100 Па×м3/кг,
б) по парам атомов цезия (Cs) - 700, 400 Па×м3/кг.
Механическую прочность - (10, 90)×105 Н/м2.
Осыпаемость примерно 20, 1.
Образец прототипа имеет сорбционную емкость по водороду (H2) - 1000 Па×м3/кг (пример 6).
Таким образом, заявленный способ изготовления неиспаряемого геттера обеспечит по сравнению с прототипом повышение:
- сорбционной емкости по водороду (Н2) примерно в 1,5 раза,
- расширение функциональных возможностей.
Источники информации
1. Патент РФ №2277609, МПК С23С 14/14, H01J 7/18, приоритет 10.06.2004, опубликовано 10.06.2006 г.
2. Патент РФ №2193254, МПК H01J 1/12, 1/18, приоритет 18.06.1997 г., опубликовано 27.12.2000 г.
3. Порошковая металлургия. Сборник докладов 8-й Всесоюзной конференции по прогрессивным методам производства деталей из порошков // Издательство «Высшая школа», Минск, 1966 г. с. 165-169.
4. Патент РФ №2131323, МПК B22F 3/11, H01J 7/18, приоритет 01.12.1995, опубликовано 10.06.1999 г.
5. Патент РФ №2118231, МПК B22F 3/11, С22С 1/08, приоритет 28.03.1997, опубликовано 27.08.1998 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЕЧЕННЫЙ НЕИСПАРЯЮЩИЙСЯ ГЕТТЕР | 2012 |
|
RU2513563C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕИСПАРЯЕМОГО ГЕТТЕРА И ГЕТТЕР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118231C1 |
| Способ получения неиспаряемого геттера и композитный геттер для рентгеновской трубки | 2020 |
|
RU2754864C1 |
| НЕИСПАРЯЕМЫЕ ГЕТТЕРНЫЕ СПЛАВЫ, ОСОБЕННО ПОДХОДЯЩИЕ ДЛЯ СОРБЦИИ ВОДОРОДА И МОНООКСИДА УГЛЕРОДА | 2014 |
|
RU2670511C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ВЫСОКОМОЩНЫЙ ГЕТТЕРНЫЙ НАСОС | 1993 |
|
RU2082251C1 |
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2073737C1 |
| ГЕТТЕРНЫЕ КОМПОЗИЦИИ, РЕГЕНЕРИРУЕМЫЕ ПРИ НИЗКОЙ ТЕМПЕРАТУРЕ ПОСЛЕ ВОЗДЕЙСТВИЯ РЕАКЦИОННЫХ ГАЗОВ ПРИ БОЛЕЕ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2003 |
|
RU2321650C2 |
| НЕИСПАРЯЕМЫЕ ГЕТТЕРНЫЕ СПЛАВЫ, ОСОБЕННО ПРИГОДНЫЕ ДЛЯ СОРБЦИИ ВОДОРОДА И МОНООКСИДА УГЛЕРОДА | 2017 |
|
RU2738278C2 |
| НЕИСПАРЯЕМЫЕ ГЕТТЕРНЫЕ СПЛАВЫ | 2001 |
|
RU2260069C2 |
| Катод рентгеновской трубки | 2022 |
|
RU2797346C1 |
Изобретение относится к изготовлению неиспаряемого геттера. Формируют слои материала из первого порошка титан-ванадий, имеющего среднеарифметический размер гранул не более 70 мкм, и второго порошка – из смеси первого порошка титан-ванадий и интеркалированного углерода. Засыпают в пресс-форму последовательно порошок титан-ванадий, порошок из смеси порошка титан-ванадий и интеркалированного углерода и порошок титан-ванадий. Затем осуществляют прессование заготовки при давлении 100-1000 кг/см2 и спекание заготовки в вакуумной печи при температуре 900-990°С в течение (1,8-3,6)×103 с, охлаждают до комнатной температуры, вынимают полученную заготовку из вакуумной печи. Лицевую и обратную наружные поверхности заготовки облучают лазерным излучением, например посредством лазера СО2, в инертной атмосфере гелия или аргона с получением части наружной поверхности с открытой пористостью и сплавной части наружной поверхности. Обеспечивается повышение качества неиспаряемого геттера путем снижения его осыпаемости, повышения сорбционных свойств и механической прочности. 2 з.п. ф-лы, 1 табл., 6 пр.
1. Способ изготовления неиспаряемого геттера, включающий последовательное формирование слоев материала, отличающийся тем, что формируют слои материала из первого порошка - титан-ванадий при их соотношении, вес.%, 70:30 соответственно, со среднеарифметическим размером гранул не более 70 мкм, и второго порошка – из смеси первого порошка титан-ванадий и интеркалированного углерода при их соотношении в смеси, в вес.%, (80:20)-(99:1) соответственно, при этом в пресс-форму засыпают последовательно порошок титан-ванадий, порошок из смеси порошка титан-ванадий и интеркалированного углерода и порошок титан-ванадий, а затем осуществляют прессование заготовки при давлении 100-1000 кг/см2, спекание заготовки в вакуумной печи при температуре 900-990°С в течение (1,8-3,6)×103 с и охлаждение заготовки до комнатной температуры, после чего вынимают полученную заготовку из вакуумной печи, облучают лицевую и обратную наружные поверхности заготовки лазерным излучением в инертной атмосфере с получением части наружной поверхности, составляющей 30-70% наружной поверхности, с открытой пористостью и сплавной части наружной поверхности, составляющей 70-30% наружной поверхности.
2. Способ по п. 1, отличающийся тем, что облучение ведут в инертной атмосфере гелия или аргона.
3. Способ по п. 1, отличающийся тем, что облучение лазерным излучением ведут посредством лазера СО2.
| СПЕЧЕННЫЙ НЕИСПАРЯЮЩИЙСЯ ГЕТТЕР | 2012 |
|
RU2513563C2 |
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2073737C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕИСПАРЯЕМОГО ГЕТТЕРА И ГЕТТЕР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118231C1 |
| US 5814241 A1, 29.09.1998 | |||
| US 5929515 A1, 27.07.1999. | |||

