Данное изобретение касается устройства для изготовления концевых частей роторных лопастей для ветроэнергетических установок, содержащего намоточную оправку, установленную с возможностью вращения для намотки волокнистого композиционного материала ленточной формы.
В принципе в области технологии изготовления роторных лопастей и особенно в области технологии изготовления роторных лопастей для ветроэнергетических установок предъявляются особые требования к стабильности расположенных вблизи ступицы концевых частей роторных лопастей, поскольку они обеспечивают передачу усилия от лопасти на ступицу и подвергаются особенно высоким статическим и динамическим нагрузкам. Поэтому большое значение придается тому, чтобы концевые части роторных лопастей ветроэнергетических установок можно было изготовлять с высокой точностью обработки при соблюдении высоких стандартов качества.
Концевые части для вышеназванных роторных лопастей часто состоят из нескольких конструктивных элементов, причем по меньшей мере некоторые из них изготовлены из волокнистых композиционных материалов. Из уровня техники известна стыковка нескольких формованных деталей из волокнистых композиционных материалов в сухой форме. Состыкованные таким образом «сухие» формованные детали из волокнистого композиционного материала до сих пор обычно герметично закрывались друг относительно друга, подвергались вакуумированию, а затем методом так называемого вакуумного инжекционного формования или же вакуумной пропитки (инфузии) пропитывают текучей средой (далее называемой «пропиточной текучей средой»). Эта текучая среда отверждается после того, как ею пропитается волокнистый композиционный материал, благодаря чему обеспечивается связанность всей структуры и ее стабильность.
При этом в известном способе, который в общем обеспечивает удовлетворительные результаты, может, однако, в определенных конкретных случаях возникнуть ситуация, когда пропиточная текучая среда не одинаково быстро проникает в различные области структуры формованных деталей из волокнистого композиционного материала. Из-за образования неравномерного фронта потока в экстремальных случаях может дойти до того, что волокнистый композиционный материал будет не везде смочен в одинаковой степени пропиточной текучей средой. В таких недостаточно смоченных местах в отвержденном состоянии конструктивный элемент будет иметь низкую прочность, что повысит риск выхода из строя. Кроме того, в качестве недостатка этого уровня техники в отношении экономичности изготовления можно рассматривать то, что для изготовления таких комбинаций из отдельных формованных деталей до сих пор требовалось иметь под рукой дополнительные средства, без которых невозможно проведение вакуумирования и подача пропиточной текучей среды, например вакуумная пленка и трубки подвода текучей среды.
Для образования основной структуры концевой части, например, из DE 102010026018 A1 известна техника намотки для роторных лопастей ветроэнергетической установки. Однако указанные выше недостатки уровня техники этим решением не устраняются.
Исходя из вышеизложенного в основу данного изобретения положена задача усовершенствовать устройство для изготовления концевых частей рассмотренного вначале рода, чтобы в максимальной степени устранить недостатки, выявленные в уровне техники.
Таким образом, в основе изобретения лежит задача создать устройство, с помощью которого можно изготовлять концевые части с незначительными колебаниями в прочности. Кроме того, задачей изобретения является также обеспечить повышение рентабельности устройства рассмотренного вначале рода.
Поставленная задача в устройстве рассмотренного вначале рода согласно изобретению решается тем, что оно содержит перемещаемое вдоль намоточной оправки пропиточное устройство для пропитки волокнистого композиционного материала перед намоткой вокруг намоточной оправки и перемещаемый вдоль намоточной оправки, предпочтительно синхронно с пропиточным устройством загрузочный механизм с накопителем для подачи волокнистого композиционного материала.
Данное изобретение основывается на том, что лучшее смачивание волокнистого композиционного материала в его совокупности может быть достигнуто посредством процесса пропитки. Такой процесс пропитки делает ненужным использование дополнительных структурных элементов, таких как, например, вакуумная пленка или трубки для подвода текучей среды, для смачивания волокнистого композиционного материала при изготовлении концевой части.
Кроме того, в данном изобретении используется, в частности, то, что указанное пропиточное устройство и загрузочный механизм с накопителем, который подает волокнистый композиционный материал, перемещаются по вращаемой намоточной оправке предпочтительно синхронно, так что можно в ходе непрерывного процесса наматывать волокнистый композиционный материал на намоточную оправку и к тому же незадолго до собственно процесса намотки снабжать его пропиточной текучей средой в пропиточном устройстве. Благодаря такой близкой по времени намотки вслед за пропиткой обеспечивается чрезвычайно благоприятное равномерное распределение пропиточной текучей среды внутри структуры волокнистого композиционного материала. В качестве пропиточной текучей среды согласно изобретению может рассматриваться, например, (полимерная) смола. В качестве волокнистого композиционного материала согласно изобретению могут рассматриваться, например, углепластики (CFK) или стеклопластики (GFK).
Благодаря тому, что намоточная оправка может постоянно вращаться, а вдоль нее могут перемещаться пропиточное устройство и загрузочный механизм с накопителем, конструктивные узлы которых явно меньше, чем намоточная оправка, получается к тому же оптимизированная в аппаратном отношении конструкция.
Данное изобретение можно модифицировать за счет того, что загрузочный механизм с накопителем имеет множество установленных с возможностью вращения рулонодержателей для приема рулонов волокнистого композиционного материала. Из этих рулонов волокнистого композиционного материала предпочтительно каждый первичный рулон активен для сматывания с него волокнистого композиционного материала, причем волокнистый композиционный материал устройством транспортируется через пропиточное устройство к намоточной оправке и за счет вращения намоточной оправки наматывается на нее. В случае необходимости замены рулона предпочтительно приводится во вращение (вторичный) рулон, который до этого находился в режиме ожидания, пока предыдущий рулон не будет полностью размотан, чтобы волокнистый композиционный материал можно было начать сматывать с ближайшего рулона с минимальной задержкой.
Остальные, в данный момент не активные рулоны служат для хранения запаса волокнистого композиционного материала и гарантируют, что замена рулона займет минимальное время и не нарушит процесс намотки. За счет наличия загрузочного механизма с накопителем вышеописанного типа можно устанавливать новые, неиспользованные рулоны волокнистого композиционного материала вместо уже размотанных рулонов волокнистого композиционного материала, не прерывая работу устройства и процесс намотки.
В одном предпочтительном варианте осуществления данного изобретения рулонодержатели снабжены моторным приводом. Кроме того, предпочтительно и намоточная оправка тоже имеет моторный привод. Особенно предпочтительно, чтобы моторный привод рулонодержателя и моторный привод намоточной оправки приводились в зависимости друг от друга, предпочтительно посредством электронного блока управления. Предпочтительно приводные усилия и скорости разматывания рулонодержателей регулируются таким образом, что они обеспечивали постоянную скорость ленты сматываемого волокнистого композиционного материала, несмотря на уменьшающийся диаметр рулона. То же относится предпочтительно и к намоточной оправке, которая несмотря на увеличение диаметра постоянно наматывающихся слоев волокнистого композиционного материала поддерживала постоянную скорость полотна наматываемого волокнистого композиционного материала.
Предпочтительно этот электронный блок управления или дополнительный электронный блок управления выполнены так, чтобы регулировать параметры движения пропиточного устройства и загрузочного механизма с накопителем вдоль намоточной оправки в соответствии с предварительно заданными значениями.
Предпочтительно в предлагаемом изобретением устройстве предусмотрены измерительные средства, которые выполнены с возможностью определения скорости полотна в загрузочном механизме с накопителем и/или определения скорости полотна наматываемого волокнистого композиционного материала на намоточной оправке. Это могут быть, например, оптические измерительные средства, которые измеряют уменьшение или увеличение толщины соответствующих рулонов. В комбинации со считываемой скоростью вращения моторного привода можно так же определять и скорость полотна.
В еще одном предпочтительном варианте осуществления изобретения указанный загрузочный механизм с накопителем имеет револьверное устройство для размещения множества рулонодержателей. За счет того, что загрузочный механизм с накопителем выполнен как револьвер, отдельные рулоны в своих рулонодержателях путем вращения магазина (накопителя) приводятся в соответствующее рабочее положение для разматывания. Предпочтительно активными являются два соседних рулона, когда готовится замена рулона. Предпочтительно при этом с рулонодержателя, который должен включиться в процесс следующим, предварительно захватить некоторое количество волокнистого композиционного материала, чтобы он мог без задержки, а в данном случае – внахлест с концевым участком предыдущего рулона – транспортироваться с загрузочного механизма с накопителем в направлении пропиточного устройства.
Предпочтительно такое револьверное устройство установлено с возможностью вращения и приводится в действие особым мотором. Например, множество рулонодержателей могут быть расположены в форме звезды на движущихся друг за другом консолях или на несущем кольце. Вращающаяся конструкция такого револьверного устройства обеспечивает также с особенно незначительными затратами возможность замены рулона с противоположной активным рулонам стороны.
Согласно одному особенно предпочтительному варианту осуществления изобретения предлагаемое устройство снабжено сшивной машиной, которая установлена в области загрузочного механизма с накопителем, предпочтительно на нем, с возможностью перемещения не параллельно разматывающему устройству рулонодержателей и предназначена для соединения участка, в частности концевого участка, первого рулона волокнистого композиционного материала, который размотан с первого рулонодержателя, предпочтительно полностью, с участком, предпочтительно начальным участком, второго рулона волокнистого композиционного материала, который смотан со второго рулонодержателя, предпочтительно еще не полностью. Согласно этому варианту выполнения в рабочем режиме с помощью упомянутой сшивной машины конец использованного рулона сшивается с началом еще не используемого рулона, так что этот новый рулон в ходе процесса намотки на намоточную оправку увлекается концом старого рулона в движение в направлении пропиточного устройства. Кроме того, использование такой сшивной машины делает возможным осуществление замены рулонов без перерывов в работе, что особенно благоприятно сказывается на экономичности изготовления. В качестве сшивной машины может использоваться, например, промышленная швейная машина, называемая также мешкозашивочной машиной. Достаточно большое расстояние между проколами нитью гарантирует, что они не окажут недопустимого влияния на пропитку пропиточной текучей средой.
В еще одном предпочтительном варианте осуществления вместо сшивной машины или в дополнение к ней устанавливают скобосшивное устройство и/или устройство для нанесения клея, обеспечивающие сцепление друг с другом участков волокнистого композиционного материала.
Кроме того, в одном из предпочтительных вариантов выполнения предлагаемого изобретением устройства пропиточное устройство содержит множество направляющих роликов для многократного изменения направления движения волокнистого композиционного материала, проходящего от загрузочного механизма с накопителем к намоточной оправке. Предпочтительно эти направляющие ролики расположены на одинаковом или на разном расстоянии от дна пропиточной емкости. За счет этого пропускаемый через пропиточное устройство волокнистый композиционный материал многократно изгибается в разных направлениях. В каждом случае это ведет к тому, что за счет попеременного вытягивания и усаживания по другую сторону от нейтрального волокна полотен волокнистого композиционного материала достигается еще более равномерное распределение пропиточной текучей среды внутри этого волокнистого композиционного материала. Предпочтительно во время работы пропиточная емкость заполняется текучей средой таким образом, что волокнистый композиционный материал многократно погружается в эту пропиточную текучую среду.
Согласно еще одному предпочтительному варианту осуществления данного изобретения пропиточное устройство содержит множество натяжных роликов, которые для натяжения волокнистого композиционного материала приводятся в контакт с ним, при этом предпочтительно между каждыми двумя соседними направляющими роликами установлено по меньшей мере по одному натяжному ролику. Натяжные ролики предпочтительно выполнены таким образом, чтобы предотвращать провисание или проскальзывание волокнистого композиционного материала в пропиточном устройстве и обеспечивать максимально равномерное время прохождения волокнистого композиционного материала через пропиточное устройство. Благодаря этому повышается равномерность нанесения и снижаются отклонения в степени пропитки.
Предпочтительно один, несколько или все натяжные ролики снабжены измерительными средствами для контроля степени натяжения рулона. Это могут быть, например, динамометрические устройства, которые определяют прижимное усилие, перпендикулярное движению полотен волокнистых композиционных материалов. Эти измерительные средства взаимодействуют предпочтительно с электронной системой управления данного устройства или с отдельной электронной системой управления и при необходимости с сигнальными выходами.
Предпочтительно указанное пропиточное устройство имеет систему нагрева, которая выполнена с возможностью поддержания температуры пропиточной текучей среды в заданном диапазоне значений. Температура пропиточной текучей среды влияет на вязкость текучей среды, в частности, если выбран полимер или синтетическая смола, и поэтому предпочтительно удерживается упомянутой системой нагрева в таком температурном диапазоне, в котором вязкость обеспечивает надежную и максимально полную пропитку текучей средой, но одновременно среда не оказывается настолько жидкотекучей, чтобы просто протечь сквозь волокнистый композиционный материал, не накапливаясь в нем в достаточном количестве.
Намоточная оправка предлагаемого изобретением устройства предпочтительно выполнена с возможностью приема заготовок, вокруг которых наматывается волокнистый композиционный материал, предпочтительно полок лонжеронов. Под полкой лонжерона понимаются те закладные детали, которые прилегают изнутри к стенкам намоточной оправки и создают опору для намоточной оправки или повышают ее жесткость. Оказалось также предпочтительным использовать намоточные оправки, в частности состоящие из нескольких деталей, поскольку их можно с минимальными логистическими затратами расположить с обеих сторон вокруг намоточной оправки.
Данное изобретение касается также способа изготовления концевых частей для роторных лопастей ветроэнергетических установок, в частности в устройстве, охарактеризованном в приведенных выше примерах его осуществления. Предлагаемый изобретением способ решает техническую задачу, сформулированную выше для предложенного изобретением устройства, за счет следующих операций: снабжение волокнистым композиционным материалом на загрузочном механизме с накопителем, подача волокнистого композиционного материала с загрузочного механизма с накопителем через пропиточное устройство к намоточной оправке, и намотка этого волокнистого композиционного материала на эту намоточную оправку путем вращения намоточной оправки, предпочтительно снабженной моторным приводом, при этом пропиточное устройство и загрузочный механизм с накопителем во время намотки перемещаются вдоль намоточной оправки, предпочтительно синхронно друг с другом.
В заявляемом способе используются те же сведения и преимущества, что и в предложенном изобретением устройстве, в связи с чем делается отсылка к вышеизложенному. При работе предложенного изобретением устройства и, соответственно, при осуществлении предложенного изобретением способа оказалось, в частности, что благодаря предпочтительно синхронному перемещению загрузочного механизма с накопителем и пропиточного устройства вдоль намоточной оправки обеспечивается экономичное решение поставленной технической задачи. За счет того, что, например, пропиточное устройство может перемещаться вместе с загрузочным механизмом с накопителем вдоль намоточной оправки, можно использовать очень много пропиточных устройств меньшего размера, чем в случае стационарного размещения пропиточного устройства с намоточной оправкой и выполнения перемещающимся только загрузочного механизма с накопителем. Тем самым будет достаточно небольшого объема пропиточной текучей среды, чтобы поддерживать надлежащий уровень заполнения пропиточного устройства. Следовательно, и энергозатраты, и расходы на нагрев пропиточной текучей среды будут явно меньше, чем при стационарном пропиточном устройстве. Кроме того, волокнистый композиционный материал движется сквозь пропиточное устройство исключительно в направлении разматывания, если пропиточное устройство перемещается синхронно с загрузочным механизмом с накопителем, так что предотвращается «боковое натекание» пропиточной текучей среды на волокнистый композиционный материал. Таким образом, осуществляется еще более равномерная пропитка с обеих сторон полотна волокнистого композиционного материала, т.е. слева и справа относительно направления разматывания.
Способ согласно изобретению предпочтительно можно усовершенствовать за счет того, что волокнистый композиционный материал предоставляется на множестве установленных с возможностью вращения рулонодержателей, и эти рулонодержатели при подаче вращаются таким образом, предпочтительно от моторного привода, что волокнистый композиционный материал разматывается. Предпочтительно намоточная оправка и рулонодержатели имеют отдельные моторные приводы, и моторный привод рулонодержателей и моторный привод намоточной оправки при осуществлении способа приводятся в действие, предпочтительно посредством электронного блока управления, в зависимости друг от друга. Предпочтительно привод осуществляется таким образом, что тянущее усилие, оказываемое намоточной оправкой на волокнистый композиционный материал, не слишком велико, а скорости разматывания и наматывания, т.е. скорости движения полотна волокнистого композиционного материала, на обоих концах пути подачи минимально отличаются друг от друга. Скорость полотна разматываемого и, соответственно, наматываемого волокнистого композиционного материала предпочтительно определяется с помощью соответствующих измерительных средств.
Кроме того, предлагаемый изобретением способ предпочтительно включает следующие операции: соединение участка, в частности концевого участка, первого рулона волокнистого композиционного материала, который размотан, предпочтительно полностью, с первого рулонодержателя, с участком, предпочтительно начальным участком, второго рулона волокнистого композиционного материала, который отмотан со второго рулонодержателя, предпочтительно еще не полностью. Предпочтительно такое соединение осуществляется путем перемещения сшивной машины не параллельно направлению разматывания рулонодержателя и сшивания обоих упомянутых участков друг с другом.
Далее, способ согласно изобретению предпочтительно включает операцию многократного изменения направления движения волокнистого композиционного материала, проходящего от загрузочного механизма с накопителем к намоточной оправке. Такое изменение направления осуществляется предпочтительно посредством множества направляющих роликов, расположенных на одинаковом или на разном расстоянии от дна пропиточной емкости пропиточного устройства.
Предпочтительно производят натяжение волокнистого композиционного материала между двумя соседними направляющими роликами, в частности путем приведения волокнистого композиционного материала в контакт с множеством натяжных роликов.
Данное изобретение касается также способа изготовления роторной лопасти для ветроэнергетической установки, включающего в себя способ, охарактеризованный любым из вышеописанных предпочтительных примеров осуществления, а также содержащий следующие операции:
- укладку намотанного волокнистого композиционного материала в форму для отверждения,
- отверждение пропиточной текучей среды вслед за намоткой с получением отвержденной детали из волокнистого композиционного материала,
- удаление намоточной оправки из отвержденной детали из волокнистого композиционного материала,
- предпочтительно облицовка отвержденной детали из волокнистого композиционного материала одним или несколькими дополнительными ламинатными слоями с получением концевой части,
- соединение концевой части сразу после отверждения с одной или несколькими конструктивными деталями, как, например, сегментами задних кромок, острием лопасти и т.д., в частности, посредством свинчивания или склеивания в одну роторную лопасть.
Удаление намоточной оправки осуществляется предпочтительно после затвердевания пропиточной текучей среды. Далее, предпочтительно отвержденная деталь из волокнистого композиционного материала, называемая также изделием, полученным намоткой, после удаления намоточной оправки в качестве заготовки закладывается в форму роторной лопасти, в которую добавляются другие детали роторной лопасти.
Данное изобретение касается также ветроэнергетической установки, содержащей башню, установленную на башне с возможностью вращения гондолу, установленный на гондоле с возможностью вращения ротор, и множество закрепленных на роторе роторных лопастей, по меньшей мере одна из которых, предпочтительно несколько или все изготовлены вышеописанным способом изготовления роторной лопасти для ветроэнергетической установки.
Ниже изобретение поясняется более подробно на примере его осуществления со ссылкой на прилагаемые чертежи. На них показано следующее:
Фиг.1 - схематично поперечное сечение устройства согласно предпочтительному примеру выполнения;
Фиг.2 - схематично поперечное сечение концевой части, изготовленной с помощью предлагаемого изобретением устройства по Фиг.1;
Фиг.3 - схематично поперечное сечение роторной лопасти с концевой частью согласно этому предпочтительному примеру выполнения;
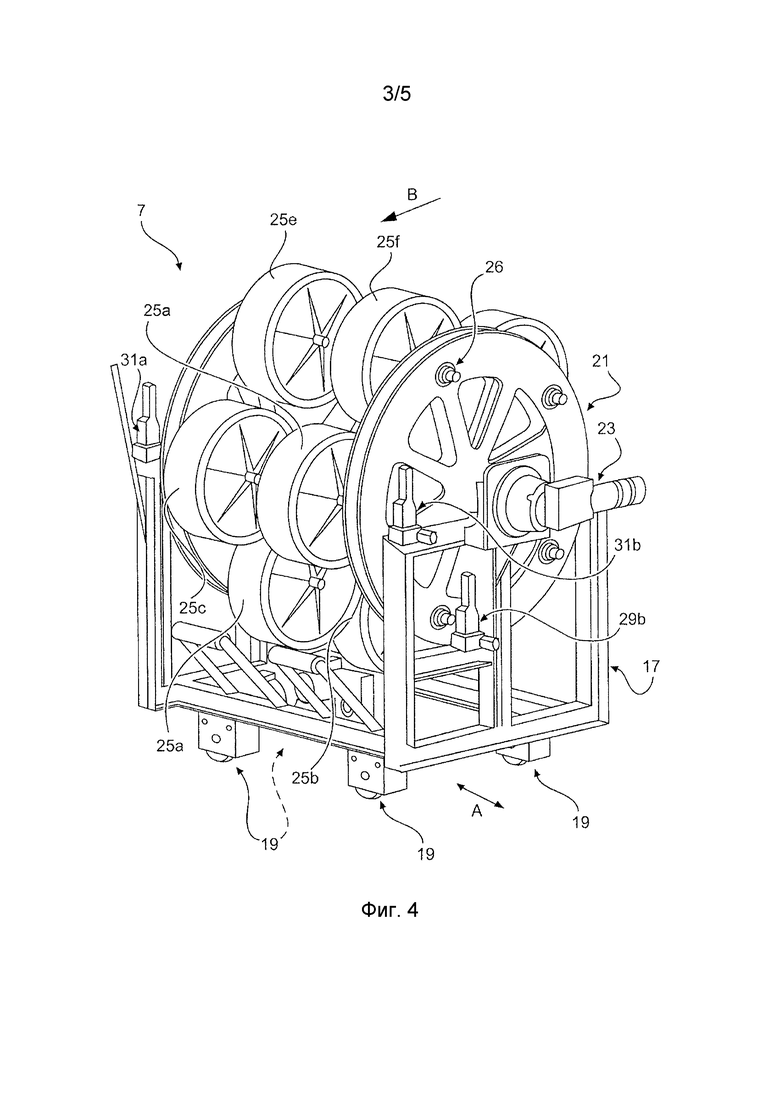
Фиг.4 – трехмерное изображение части устройства по Фиг.1;
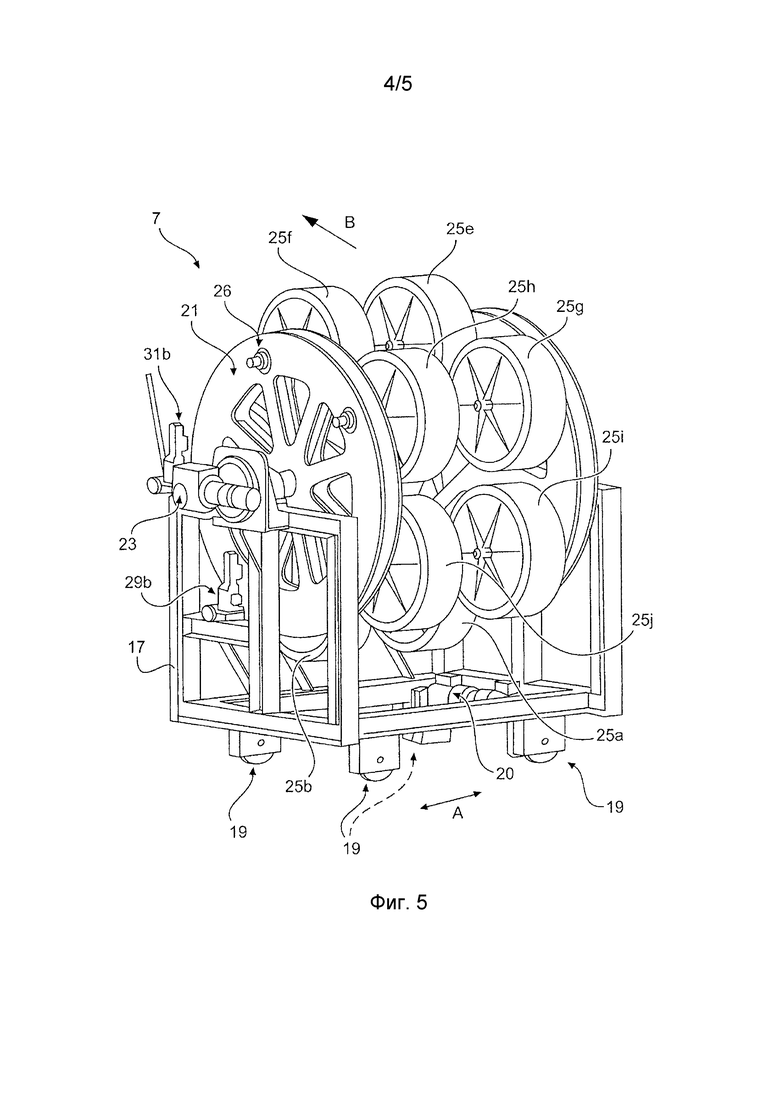
Фиг.5 - трехмерное изображение части по Фиг.4 в другом ракурсе; и
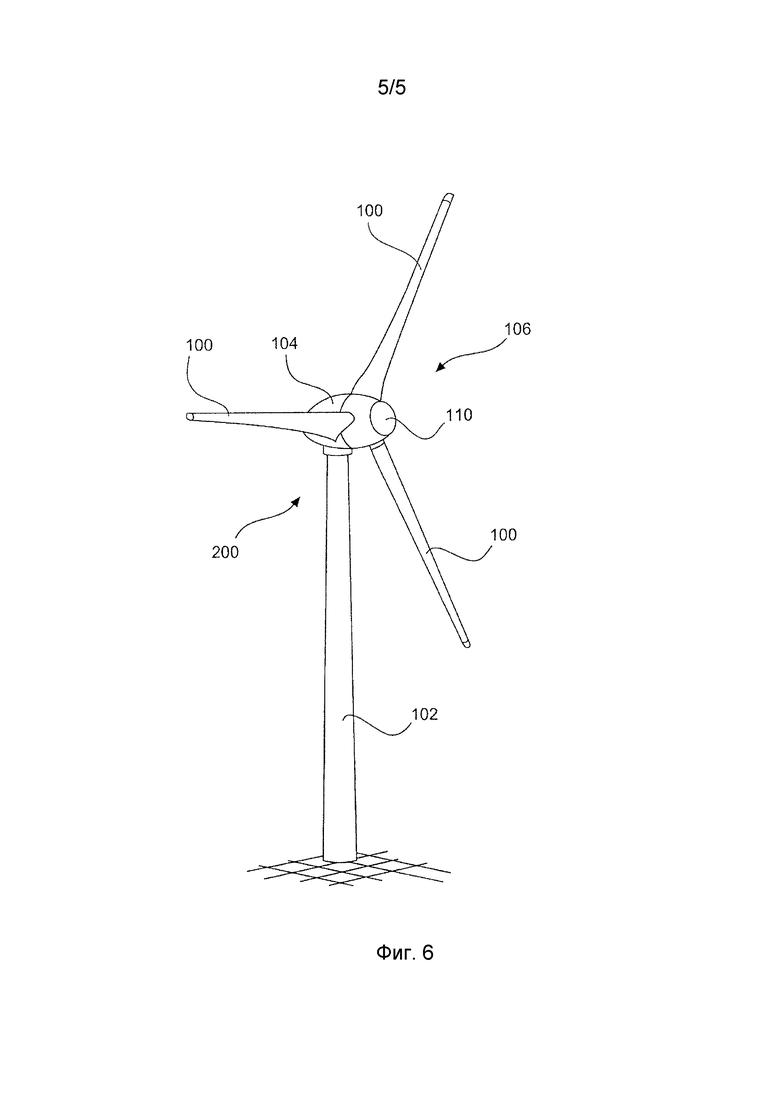
Фиг.6 - ветроэнергетическая установка с роторной лопастью согласно данному изобретению.
На Фиг.1 схематично изображено устройство для изготовления концевой части согласно предпочтительному примеру осуществления данного изобретения. Устройство 1 содержит намоточную оправку 3a, которая выполнена с возможностью приведения во вращательное движение. На намоточной оправке 3a закреплен намоточный каркас 3b, вокруг которого обматывается волокнистый композиционный материал 103 в полотнах. Намоточная оправка 3a установлена стационарно.
Устройство 1 содержит также пропиточное устройство 5. Пропиточное устройство 5 содержит пропиточную емкость 13 с дном 11. Несколько направляющих роликов 9a, 9b, 9c расположены в пропиточном устройстве 5 на расстоянии от его дна. Расстояние от направляющих роликов 9a-9c до дна 11 может быть выбрано одинаковым, как это схематично представлено на Фиг.1, или разным, в зависимости от того, какой угол охвата волокнистого композиционного материала 103 вокруг этих направляющих роликов 9a, 9b, 9c желателен. Кроме того, пропиточное устройство 5 имеет множество натяжных роликов 10a, 10b, 10c, 10d, которые оказывают не параллельное направлению подачи волокнистого композиционного материала 103 воздействие на этот материал путем приведения в контакт с ним, чтобы повысить или уменьшить прижимное усилие в направлении направляющих роликов. Благодаря этому можно также оказывать влияние на упомянутый угол охвата. В показанном на Фиг.1 примере осуществления натяжные ролики 10a, 10b вызывают прижатие волокнистого композиционного материала 103 в направлении направляющего ролика 9a, тогда как натяжные ролики 10c, 10d вызывают прижатие волокнистого композиционного материала 103 в направлении направляющего ролика 9c. Возможны и альтернативные варианты выполнения, когда натяжные ролики 10b, 10c прижимают волокнистый композиционный материал 103 в направлении направляющего ролика 9b.
Пропиточное устройство 5 заполнено пропиточной текучей средой 300 до заданного уровня. Этот уровень пропиточной текучей среды 300 предпочтительно выбран таким, чтобы волокнистый композиционный материал 103 при его проведении через пропиточное устройство 5 неоднократно погружался в пропиточную текучую среду 300. Предпочтительно это обеспечивается за счет того, что волокнистый композиционный материал 103 посредством направляющего ролика 9b выталкивается вверх из текучей среды, а посредством направляющих роликов 9a, 9c погружается в текучую среду.
Пропиточное устройство 5, кроме того, посредством управляющего устройства 15 в комбинации с нагревательными средствами (не показаны) нагревается таким образом, что температура находящейся в пропиточном устройстве 5 пропиточной текучей среды 300 поддерживается внутри определенного диапазона температур.
Пропиточное устройство 5 выполнено с возможностью перемещения в направлении стрелки A, т.е. на Фиг.1 в плоскость чертежа или из нее, предпочтительно по рельсам.
Устройство 1 по Фиг.1 содержит также загрузочный механизм 7 с накопителем. Загрузочный механизм 7 с накопителем представлен на Фиг.1 лишь схематично, в виде отдельного рулона. Детально предпочтительный вариант выполнения загрузочного механизма 7 с накопителем показан на Фиг.4 и 5. Загрузочный механизм 7 с накопителем предоставляет волокнистый композиционный материал 3. Волокнистый композиционный материал 3 из загрузочного механизма 7 с накопителем разматывается в направлении стрелки B. Загрузочный механизм 7 с накопителем выполнен с возможностью перемещения, предпочтительно синхронно с пропиточным устройством 5, в направлении стрелки A, предпочтительно по рельсам.
При работе устройства 1 с загрузочного механизма 7 с накопителем волокнистый композиционный материал разматывается в направлении стрелки B и подается в пропиточное устройство 5. В этом пропиточном устройстве 5 натянутый с помощью натяжных роликов 10a-10d волокнистый композиционный материал 103 проводится по направляющим роликам 9a-9c, при этом волокнистый композиционный материал 103 многократно, а именно каждый раз между направляющими роликами 9a, 9c и дном 11 пропиточной емкости 13, погружается в пропиточную текучую среду 300.
Сразу после прохождения пропиточного устройства 5 волокнистый композиционный материал 103 наматывается на вращающийся намоточный каркас 3b, который установлен с возможностью вращения вокруг оси вращения намоточной оправки 3a, за счет чего на этом намоточном каркасе 3b образуется структура концевой части 101.
Сначала еще жидкая пропиточная текучая среда 300 после завершения процесса намотки на намоточный каркас 3b отверждается. После удаления намоточного каркаса 3b остается готовая концевая часть 101.
На Фиг.2 показана структура концевой части 101, и тем самым, тоже схематично проиллюстрирован процесс намотки, в поперечном сечении. Намоточный каркас 3b по Фиг.2 выполнен с возможностью приема волокнистого композиционного материала 103, а также дополнительно для приема заготовок, согласно Фиг.2 в форме полок 105 лонжеронов. Полки 105 лонжеронов вместе с намоточным каркасом 3b обматываются волокнистым композиционным материалом 103. Полки 105 лонжеронов предпочтительно предварительно пропитаны пропиточной текучей средой.
Намоточный каркас 3b, выполненный на Фиг.2 как единое целое, в порядке альтернативы может быть также выполнен и сборным из нескольких деталей, что облегчает монтаж на намоточной оправке 3a (Фиг.1). При работе устройства 1 по Фиг.1 предпочтительно сначала помещают необходимое количество (одну или несколько) заготовок, например полок 105 лонжеронов на намоточный каркас 3b. Затем в процессе работы устройства 1 волокнистый композиционный материал 103 наматывают на намоточный каркас 3b. Таким образом можно нанести на намоточный каркас 3b желаемое количество слоев путем варьирования подачи пропиточного устройства 5 и загрузочного механизма 7 с накопителем относительно намоточной оправки 3a и намоточного каркаса 3b, пока не будет получена требуемая структура.
В заключение этого процесса, а также сразу за отверждением и прочей отделкой концевой части 101 эту концевую часть собирают с другими компонентами в одну роторную лопасть, как это схематично представлено на Фиг.3. Роторная лопасть 100 по Фиг.3 со стороны ступицы имеет концевую часть 101.
Эта концевая часть как деталь из волокнистого композиционного материала после отверждения по существу уже имеет наружный контур роторной лопасти. Для завершения этой формы можно дополнительно наложить еще несколько слоев волокнистого композиционного материала, например, для образования сегмента задней кромки.
Концевая часть 101 предпочтительно путем склеивания в месте стыка 113 соединена с сегментом 7 задней кромки. Кроме того, концевая часть 101 со стороны, противоположной ступице, соединена с острием 109 лопасти, предпочтительно путем свинчивания, обозначено позицией 111.
Загрузочный механизм 7 с накопителем, схематично представленный на Фиг.1 в виде отдельного рулона, показан на Фиг.4 и 5 более детально. Загрузочный механизм 7 с накопителем имеет рамный каркас 17. Этот рамный каркас может перемещаться с помощью нескольких роликов 19 (в направлении стрелки A), предпочтительно по рельсам. Эти ролики 19 по меньшей мере частично приводятся в действие моторным приводом. На рамном каркасе 17 с обеих сторон с возможностью вращения установлено по колесу 21. Эти колеса 21 связаны посредством одной общей оси. Колеса 21 приводятся во вращение посредством моторного привода 23.
На этих колесах 21 в виде револьверной конструкции установлено с возможностью вращения несколько рулонодержателей 25a-25j. Эти рулонодержатели 25a-25j имеют по одной муфте 26 (только одна снабжена ссылочным обозначением). Муфта 26 может сцепляться с одним из моторных приводов 29b, 31a, 31b, каждый из которых установлен на рамном каркасе 17. Рулонодержатели 25 выполнены с возможностью размещения на них рулонов волокнистых композиционных материалов. При этом рулонодержатели в зависимости от размеров рулона волокнистого композиционного материала могут нести на себе либо по одному отдельному рулону, либо каждый по паре рулонов, при этом противоположные пары, расположенные соответственно на другом колесе 21, тогда принимают каждая по одному концевому участку соответствующего рулона волокнистого композиционного материала. Указанные рулонодержатели 25e-25j, которые в показанной на Фиг.4 и 5 ориентации как раз не связаны с моторным приводом 29, 31, делают возможной замену рулона волокнистого композиционного материала даже при работающем моторном приводе 29, 31 для разматывания волокнистого композиционного материала с рулонодержателей 25a-25d.
Когда в процессе работы один рулон оказывается размотанным, то путем отсоединения пустого рулона от приводного двигателя, вращения загрузочного механизма с накопителем и подсоединения следующего рулона можно обеспечить квазинепрерывный режим работы.
На Фиг.6 показана ветроэнергетическая установка 200 с башней 102 и гондолой 104. На гондоле 104 установлен ротор 106 с тремя роторными лопастями 100 согласно предпочтительному примеру осуществления и обтекателем 110. Этот ротор 106 в рабочем режиме под действием ветра приводится во вращательное движение и за счет этого приводит в действие генератор в гондоле 104.


Группа изобретений относится к устройству (1) и способу для изготовления заготовок (101) концевых частей для роторных лопастей ветроэнергетических установок (варианты) и ветроэнергетической установке. Устройство содержит намоточную оправку (3a), которая выполнена с возможностью вращения для намотки предпочтительно лентообразного волокнистого композиционного материала. Устройство (1) содержит также установленное с возможностью перемещения вдоль намоточной оправки пропиточное устройство (5) для пропитки волокнистого композиционного материала перед намоткой на намоточную оправку и загрузочный механизм (7) с накопителем для снабжения волокнистым композиционным материалом, установленный с возможностью перемещения вдоль намоточной оправки, предпочтительно синхронно с пропиточным устройством. Способ содержит операции подачи волокнистого композиционного материала посредством загрузочного механизма. Материал подают через пропиточное устройство к намоточной оправке и наматывание волокнистого композиционного материала на намоточную оправку путем ее вращения. Технический результат заключается в том, чтобы обеспечить изготовление концевых частей для роторных лопастей с незначительными колебаниями в прочности. 4 н. и 11 з.п. ф-лы, 6 ил.
1. Устройство (1) для изготовления заготовок (101) концевых частей роторных лопастей (100) ветроэнергетических установок, содержащее:
- намоточную оправку (3а), установленную с возможностью вращения для наматывания волокнистого композиционного материала, предпочтительно лентообразного,
- установленное с возможностью перемещения вдоль намоточной оправки пропиточное устройство (5) для пропитки волокнистого композиционного материала перед намоткой на намоточную оправку, и
- загрузочный механизм (7) с накопителем для снабжения волокнистым композиционным материалом, установленный с возможностью перемещения вдоль намоточной оправки, предпочтительно синхронно с пропиточным устройством,
отличающееся тем, что
- загрузочный механизм с накопителем имеет множество установленных с возможностью вращения рулонодержателей (25) для размещения рулонов волокнистого композиционного материала, при этом
- загрузочный механизм с накопителем имеет револьверное расположение множества рулонодержателей.
2. Устройство по п. 1, отличающееся тем, что рулонодержатели снабжены моторным приводом (29, 31).
3. Устройство по п. 2, отличающееся тем, что намоточная оправка снабжена моторным приводом, причем моторный привод рулонодержателей и моторный привод намоточной оправки приводятся в действие в зависимости друг от друга, предпочтительно посредством электронного блока управления.
4. Устройство по п. 1, отличающееся тем, что револьверная система установлена с возможностью вращения и предпочтительно снабжена моторным приводом.
5. Устройство по любому из пп. 1-4, отличающееся тем, что содержит установленную в области загрузочного механизма с накопителем, предпочтительно на нем, с возможностью непараллельного перемещения относительно направления разматывания рулонодержателей сшивную машину для соединения участка, предпочтительно концевого участка, первого рулона волокнистого композиционного материала, который размотан, предпочтительно полностью, с первого рулонодержателя, с участком, предпочтительно начальным участком, второго рулона волокнистого композиционного материала, который, предпочтительно еще не полностью, размотан со второго рулонодержателя.
6. Устройство по любому из пп. 1-4, отличающееся тем, что пропиточное устройство (5) содержит множество направляющих роликов (9) для многократного изменения направления волокнистого композиционного материала, проходящего с загрузочного механизма (7) с накопителем к намоточной оправке, которые расположены на одинаковом или разном расстоянии от дна (11) пропиточной емкости (13).
7. Устройство по п. 6, отличающееся тем, что пропиточное устройство (5) имеет множество натяжных роликов (10), которые приводятся в контакт с волокнистым композиционным материалом для его натяжения, причем предпочтительно между каждыми двумя соседними направляющими роликами расположено по меньшей мере по одному натяжному ролику.
8. Устройство по любому из пп. 1-4, отличающееся тем, что намоточная оправка выполнена с возможностью приема заготовок (105), вокруг которых наматывается волокнистый композиционный материал.
9. Способ изготовления заготовок концевых частей роторных лопастей ветроэнергетических установок, в частности с помощью устройства по любому из предыдущих пунктов, включающий следующие операции:
- снабжение волокнистым композиционным материалом посредством загрузочного механизма с накопителем, содержащего множество установленных с возможностью вращения рулонодержателей, расположенных револьверным образом, для размещения рулонов волокнистого композиционного материала,
- подача волокнистого композиционного материала от загрузочного механизма с накопителем через пропиточное устройство к намоточной оправке, и
- наматывание волокнистого композиционного материала на намоточную оправку путем вращения намоточной оправки, предпочтительно от моторного привода, причем
пропиточное устройство и загрузочный механизм с накопителем во время наматывания перемещаются вдоль намоточной оправки, предпочтительно синхронно друг с другом.
10. Способ по п. 9, при котором волокнистый композиционный материал предоставляют на множестве установленных с возможностью вращения рулонодержателей, и
рулонодержатели при подаче вращаются таким образом, предпочтительно от моторного привода, что волокнистый композиционный материал разматывается.
11. Способ по п. 10, при котором намоточная оправка и рулонодержатели имеют по одному моторному привод, причем моторный привод рулонодержателей и моторный привод намоточной оправки, предпочтительно с помощью электронного блока управления, приводятся в действие в зависимости друг от друга.
12. Способ по любому из пп. 9-11, дополнительно включающий операцию:
- соединение участка, в частности концевого участка первого рулона волокнистого композиционного материала, который размотан, предпочтительно полностью, с первого рулонодержателя, с участком, предпочтительно начальным участком, второго рулона волокнистого композиционного материала, который, предпочтительно еще не полностью, размотан со второго рулонодержателя.
13. Способ по любому из пп. 9-11, дополнительно включающий операцию многократного изменения направления волокнистого композиционного материала, проходящего от загрузочного механизма с накопителем к намоточной оправке.
14. Способ изготовления роторной лопасти для ветроэнергетической установки, включающий в себя операции способа по любому из пп. 9-13, и дополнительно включающий следующие операции:
- укладку намотанного волокнистого композиционного материала в форму для отверждения,
- отверждение пропиточной текучей среды после намотки для получения отвержденной детали из волокнистого композиционного материала,
- удаление намоточной оправки из отвержденной детали из волокнистого композиционного материала,
- предпочтительно облицовка отвержденной детали из волокнистого композиционного материала одним или несколькими дополнительными ламинатными слоями для получения концевой части лопасти,
- соединение концевой части лопасти после отверждения с одной или несколькими приставными деталями, как, например, сегментами задних кромок или острием лопасти, в частности, путем привинчивания или склеивания в одну роторную лопасть.
15. Ветроэнергетическая установка, содержащая:
- башню,
- гондолу, установленную на башне с возможностью вращения,
- ротор, установленный на гондоле с возможностью вращения, и
- множество закрепленных на роторе роторных лопастей, по меньшей мере одна из которых изготовлена способом по п. 14.
| СПОСОБ ПОЛУЧЕНИЯ ДИГИДРАТА БИС(1-ГИДРОКСИЭТАН-1,1-ДИФОСФОНАТО(2-)) КУПРАТА (II) АММОНИЯ | 2002 |
|
RU2230070C2 |
| ЩВАРЦ О | |||
| и другие, Переработка пластмасс, Профессия, Санкт-Петербург, 2005, с.200-218 | |||
| WO 9113195 A1, 05.09.1991 | |||
| US 20030186038 A1, 02.10.2003 | |||
| JP 2008155597 A, 10.07.2008. | |||

