Область техники
Настоящее изобретение относится к срезному винту, к соответствующей системе, содержащей такой срезной винт и толкающий элемент, а также к устройству для винтового зажимного соединения электрических проводников, содержащему такой срезной винт.
Уровень техники
В области техники винтового зажимного соединения электрических кабельных проводников существует требование в том, чтобы крепежные средства соединительных элементов, в частности винтовых зажимов, заканчивались вблизи поверхности зажимного корпуса, в особенности, чтобы соединительные элементы не выступали за поверхность зажимного корпуса, поскольку после зажима и соединения проводников на зажимной корпус наносят изоляционные слои, например, изоляционные муфты, и любой выступ за зажимной корпус снижает эксплуатационные характеристики изоляционных слоев.
Из патентного документа DE 102004039811 А1 и соответствующего документа ЕР 1626187 В1 известны срезные винты, которые удовлетворяют установленным требованиям по длительной надежности контакта и способности передачи тока соединительными элементами при несложных монтажных операциях.
Из патентного документа ЕР 2375502 А1 известен зажимной корпус, в который могут завинчиваться несколько срезных винтов.
Из патентного документа DE 202006008314 U1 известна крепежная система, содержащая часть, образующую головку, и часть, образующую вал, причем на части головки и на части вала установлены с возможностью вращения шайбы, при этом часть головки и шайба снабжены функциональным покрытием, так что при прижиме шайбы к конструктивному компоненту между ними не происходит относительного движения, то есть при прижиме часть головки всегда вращается относительно шайбы, а не шайба относительно конструктивного компонента.
Из патентного документа DE 2514206 А1 известно устройство для зажимного соединения электрических проводников с содержащим контакт корпусом, в котором соединенный с зажимным элементом винт может фиксироваться относительно противоопоры, электрически связанной с контактным соединением, причем контакт является частью жестко закрепленного в корпусе U-образного контактного элемента со снабженными упорной резьбой боковинами, перпендикулярными образующему противоопору основанию, между которыми расположен винт, снабженный упорной резьбой.
Из патентного документа DE 3207975 А1 известен резьбовой винт с симметричным профилем резьбы для использования с пластмассой, причем угол боковой стороны резьбы непрерывно увеличивается от вершины профиля к основанию резьбы.
Раскрытие изобретения
Задачей настоящего изобретения является создание срезного винта и системы, содержащей такой срезной винт и толкающий элемент, а также устройства для винтового зажимного соединения электрических проводников, содержащего такой срезной винт, в которых может быть достигнуто дальнейшее улучшение надежности контакта и способности передачи тока с помощью срезного винта, обеспечивающего соединение. При этом в общем примере выполнения при приводе в действие срезного винта должен упрощаться зажим электрических проводников и точное срезание срезного винта, а также упрощается изготовление винтового зажимного соединения.
Решение поставленной задачи достигается в срезном винте по пункту 1 формулы изобретения. Соответствующая система, содержащая срезной винт и толкающий элемент, и устройство для винтового зажимного соединения электрических проводников определены в других пунктах формулы изобретения. Частные примеры выполнения определены в зависимых пунктах.
В примере выполнения резьбовой участок, по меньшей мере, на участке содержит резьбу несимметричного профиля, в частности резьбовой участок, по меньшей мере, на участке содержит упорную резьбу. За счет этого по сравнению с известными срезными винтами с метрической резьбой по стандарту ИСО (от International Standardization Organization - Международная организация по стандартизации, ИСО) при равном крутящем моменте может достигаться более высокое зажимное усилие. Кроме того, благодаря тому, что по сравнению с метрической резьбой создаются менее наклонные поверхности, снижается трение в резьбе, так как давление действует на боковую сторону профиля почти перпендикулярно. В метрической резьбе боковая сторона наклонена под углом 30°, так что создаются поперечные усилия, которые увеличивают трение и могут приводить к потерям усилия.
В примере выполнения резьбовой участок, расположенный между первым концом и противоположным ему в продольном направлении вторым концом срезного винта, содержит, по меньшей мере, на участке своей продольной протяженности, предпочтительно на всей осевой длине, упорную резьбу в качестве наружной резьбы. Срезной винт содержит по меньшей мере одну открытую к первому концу проточку, причем проточка содержит осевой уступ для вставляемого в проточку толкающего элемента, с помощью которого при завинчивании срезного винта на него может передаваться через уступ усилие давления и одновременно на участке срезного винта вблизи его первого конца может передаваться тяговое усилие. За счет этого обеспечивается воздействие тягового усилия, вызывающего срезание срезного винта.
В примере выполнения боковая сторона несимметричного профиля резьбы, в частности находящаяся под давлением при завинчивании боковая сторона образует с продольной осью срезного винта угол больше 60° и меньше 87°, в частности больше 70° и меньше 87° и предпочтительно больше 80° и меньше 87°. В предпочтительном примере выполнения угол составляет 85°±1°.
В примере выполнения угол профиля несимметричного профиля резьбы составляет больше 30° и меньше 60°, в частности больше 40° и меньше 55° и предпочтительно больше 45° и меньше 55°. В особенно предпочтительном примере выполнения угол составляет 50°±1°.
Проведенные исследования показали, что при указанной геометрии боковых сторон достигаются особенно благоприятные эксплуатационные качества. В частности, даже в тех случаях, когда зажимаются электрические проводники с одиночными проводами, достигается автоматическое центрирование срезного винта при завинчивании. Кроме того, достигается высокая повторяемость создаваемого срезающего крутящего момента. В целом это приводит к очень высоким характеристикам зажима срезного винта или соответствующего винтового соединителя.
В примере выполнения несимметричный профиль резьбы на своей радиально наружной стороне содержит определенное закругление, в частности несимметричный профиль резьбы радиально снаружи содержит между двумя боковыми сторонами несимметричного профиля резьбы два закругления с расположенным между ними плоским участком. За счет этого дополнительно улучшаются эксплуатационные качества срезного винта по изобретению, в частности повышается повторяемость создаваемого срезающего крутящего момента. В примере выполнения осевая протяженность плоского участка, параллельного продольной оси срезного винта, составляет всего лишь доли миллиметра, в частности меньше 0,2 мм и предпочтительно меньше 0,1 мм.
Решение положенной в основу изобретения задачи достигается также за счет системы, содержащей срезной винт с расположенным между первым концом и противоположным ему в продольном направлении вторым концом резьбовым участком, который, по меньшей мере, на части своей осевой протяженности содержит наружную резьбу для завинчивания срезного винта в объект, в частности для завинчивания срезного винта в зажимной корпус устройства для винтового зажимного соединения электрических проводников, причем срезной винт содержит по меньшей мере одну открытую к первому концу проточку с уступом; при этом система также содержит вставляемый в проточку толкающий элемент, посредством которого путем вращения или завинчивания в резьбу, расположенную в области между уступом и первым концом срезного винта, до уступа обеспечена передача усилия давления на срезной винт, и одновременно обеспечена передача тягового усилия на срезной винт через толкающий элемент в области резьбы с тем, чтобы обеспечить воздействие на срезной винт тягового напряжения, вызывающего срезание. При этом срезной винт выполнен вышеописанным образом, а толкающий элемент снабжен покрытием, улучшающим характеристики трения между толкающим элементом и срезным винтом, причем покрытие предпочтительно имеет структуру, содержащую цинковые и/или алюминиевые чешуйки.
При этом покрытие толкающего элемента может использоваться дополнительно или прежде всего альтернативно использованию других смазочных средств. Благодаря использованию покрытия без дорогостоящих селекционных мер в серийном производстве может достигаться очень низкое рассеивание срезающего крутящего момента, что, с одной стороны, упрощает сборку и, с другой стороны, улучшает качество соединения.
Кроме того, исследования показали, что благодаря покрытию по изобретению продолжительность и вид установки срезного винта с предварительно смонтированным толкающим элементом не оказывают никакого влияния на коэффициент трения, а следовательно, и на срезающий крутящий момент. При этом показали себя особенно эффективными покрытия, состоящие из цинковых и/или алюминиевых чешуек, предпочтительно в неорганической матрице, особенно в том случае, когда покрытие нанесено на толкающий элемент из стали.
Решение положенной в основу изобретения задачи достигается также за счет устройства для винтового зажимного соединения электрических проводников, в частности винтового соединительного зажима, содержащего зажимной корпус и по меньшей мере один завинчиваемый в зажимной корпус вышеописанный срезной винт. Устройство может использоваться, в частности, для соединения проводников и кабелей в сетях низкого, среднего и высокого напряжения. При этом области зажима могут составлять от 10 до более чем 100 мм2, в частности также более 500 мм2. Зажимной корпус может быть изготовлен из алюминия и/или срезные винты могут быть изготовлены из латуни. Зажимной корпус может быть выполнен по существу в виде полого цилиндра с резьбовыми отверстиями, проходящими радиально относительно его продольной оси и предназначенными для завинчивания одного или нескольких срезных винтов для каждого зажимаемого проводника.
В примере выполнения зажимной корпус изготовлен из алюминиевого материала, имеющего содержание меди больше 0,1%, в частности больше 0,2% и предпочтительно больше 0,4%. В примере выполнения используется алюминиевый материал с содержанием меди от 0,5 до 1,1%, например материал в соответствии со спецификацией EN AW-6056.
За счет выбора такого содержащего медь алюминиевого сплава достигается повышенная прочность, особенно повышенная прочность охватывающей резьбы в зажимном корпусе, в который ввинчивается срезной винт. При этом исследования показали, что благодаря этому улучшаются также релаксационные свойства и вместе с ними долгосрочная надежность зажима, в частности, даже под действием высоких температур и колебаний температуры при эксплуатации.
В примере выполнения между зажимным корпусом, в частности между охватывающей резьбой зажимного корпуса и срезным винтом введено смазочное средство, содержащее твердое смазочное средство в соединении с минеральным маслом. За счет этого снижается коэффициент трения между взаимодействующей резьбой срезного винта и зажимного корпуса, что дополнительно повышает зажимное усилие.
В примере выполнения зажимной корпус содержит по меньшей мере одно отверстие для ввода соединяемых электрических проводников. Предпочтительно перед вводом проводника в этом отверстии может быть закреплена с натягом центрирующая втулка, внутренний диаметр которой подобран в соответствии с наружным диаметром зажимаемого проводника, в частности несколько превышает его. При использовании нескольких подготовленных центрирующих втулок различных внутренних диаметров один и тот же зажимной корпус может быть простым образом настроен для приема проводников различных наружных диаметров. Ввод подходящей центрирующей втулки может производиться на месте монтажником устройства. Для этого целесообразно, чтобы к каждому устройству был приложен ряд центрирующих втулок различных внутренних диаметров.
В примере выполнения несколько центрирующих втулок, предпочтительно имеющих попарно различные внутренние диаметры, расположены совместно на удерживающей полосе и предпочтительно выполнены заодно с ней. Благодаря этому, с одной стороны, предотвращается потеря отдельных центрирующих втулок при распаковке или, например, их загрязнение при падении во время использования на строительном участке. С другой стороны, монтажник имеет наготове удерживающую полосу со всеми центрирующими втулками.
Кроме того, на удерживающей полосе и/или на самих центрирующих втулках может быть нанесена маркировка центрирующих втулок для их подбора на конкретные поперечные сечения проводников, например, путем прямого указания диапазонов поперечных сечений. Благодаря этому монтажник может всегда использовать наименьшие центрирующие втулки, подходящие для проводников.
Центрирующие втулки закрепляются с натягом в зажимном корпусе или в его отверстии, например, при использовании ударного инструмента. При этом удерживающая полоса может служить захватом для руки или вспомогательным монтажным приспособлением, например, когда выбранную центрирующую втулку забивают молотком в отверстие зажимного корпуса.
В примере выполнения после завинчивания срезного винта в зажимной корпус соответствующее отверстие зажимного корпуса может быть закрыто крышкой, причем обеспечена возможность закрепления крышки с натягом в отверстии зажимного корпуса или в отверстии срезного винта. За счет этого дополнительно упрощается монтаж устройства по изобретению.
После монтажа соединителей на зажимаемых проводниках и срезания срезных винтов на поверхности устройства остается углубление большей или меньшей глубины, которое при использовании должно быть закрыто кабельной гарнитурой. Для этого в прошлом на устройство свободно накладывали крышки, входящие в отверстия срезных винтов. В примере выполнения крышки в соответствии с изобретением закрепляют на зажимном корпусе, например, путем закрепления с натягом в отверстии зажимного корпуса, предусмотренном для завинчивания срезного винта.
В примере выполнения несколько крышек расположены совместно на удерживающей полосе и предпочтительно выполнены заодно с ней. Это более надежно предотвращает потерю отдельных крышек. Кроме того, удерживающая полоса может служить захватом для руки или вспомогательным монтажным приспособлением при заклинивании крышки на устройстве, в частности на зажимном корпусе.
Другие преимущества, признаки и подробности изобретения будут ясны из зависимых пунктов формулы изобретения и последующего описания примеров осуществления со ссылками на чертежи. При этом упомянутые в пунктах формулы и в описании признаки являются существенными для изобретения как по отдельности, так и в любых комбинациях.
Краткий перечень чертежей
На чертежах:
фиг. 1 изображает в перспективе устройство для винтового соединении двух электрических проводников,
фиг. 2 изображает устройство по фиг. 1 в перспективе в продольном разрезе,
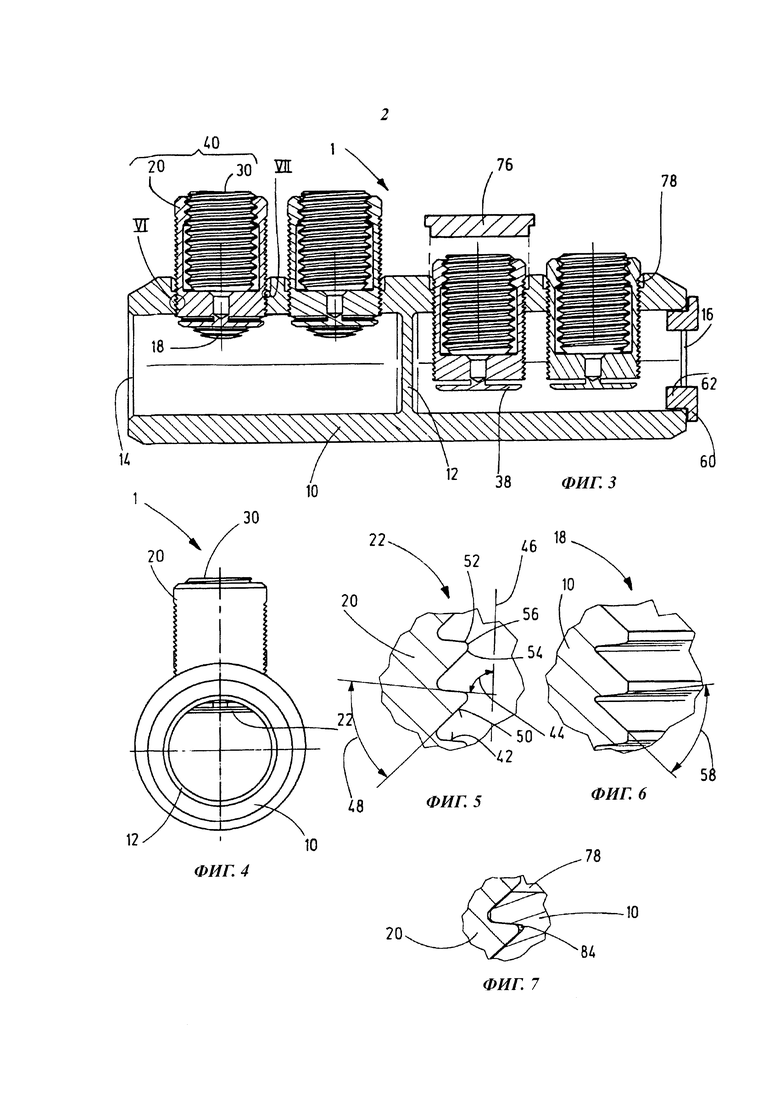
фиг. 3 изображает устройство на виде сбоку в продольном разрезе,
фиг. 4 изображает устройство на виде спереди,
фиг. 5 изображает в увеличенном виде участок V резьбы срезного винта по фиг. 8,
фиг. 6 изображает в увеличенном виде участок VI резьбы зажимного корпуса по фиг. 3,
фиг. 7 изображает в увеличенном виде участок VII на фиг. 3 с завинченным в зажимной корпус срезным винтом,
фиг. 8 изображает срезной винт в увеличенном виде в разрезе,
фиг. 9 изображает срезной винт на виде сбоку,
фиг. 10 изображает на виде сверху четыре крышки, расположенные совместно на удерживающей полосе, и
фиг. 11 изображает на виде сверху четыре центрирующие втулки, расположенные совместно на удерживающей полосе.
Осуществление изобретения
На фиг. 1 показано в перспективе устройство 1 для винтового соединения двух электрических проводников 2, 4 с зажимным корпусом 10 и четырьмя срезными винтами 20, завинченными в зажимной корпус 10 на различную глубину. На фиг. 2 устройство 1 по фиг. 1 показано в перспективе в продольном разрезе. На фиг. 3 устройство 1 показано в разрезе на виде сбоку. На фиг. 1 устройство 1 показано на виде спереди.
Зажимной корпус 10 выполнен в виде втулки и имеет посредине разделительную стенку 12 и на концах отверстия 14, 16 для ввода соединяемых проводников 2, 4. В зажимном корпусе 10 выполнены резьбовые отверстия для завинчивания срезных винтов 20, проходящие насквозь через цилиндрическую боковую стенку радиально к продольной оси. В данном примере выполнения для каждого соединяемого проводника 2, 4 предусмотрены два срезных винта 20. В левой половине чертежей по фиг. 1-3 два срезных винта 20 находятся в исходном положении, например, в состоянии поставки устройства 1. В правой половине чертежей по фиг. 1-3 срезные винты 20 находятся в завинченном в зажимной корпус 10 положении, в котором они зажимают проводник 4 (показан только на фиг. 1) и электрически соединяют его с зажимным корпусом 10.
На фиг. 8 срезной винт 20 показан в увеличенном виде в разрезе. На фиг. 9 срезной винт показан на виде сбоку. Между своим первым концом и противоположным ему в продольном направлении вторым концом срезной винт 20 содержит резьбовой участок 22 с наружной резьбой. Наружная резьба имеет несимметричный профиль, в частности резьба выполнена в виде упорной резьбы. На фиг. 5 показан в увеличенном виде участок V резьбового участка 22 срезного винта по фиг. 8. Внутренняя резьба 18 зажимного корпуса 10 также выполнена в виде упорной резьбы. На фиг. 6 показан в увеличенном виде участок VI на фиг. 3 с резьбой 18 зажимного корпуса 10. На фиг. 7 в увеличенном виде показан участок VII со срезным винтом 20, завинченным во внутреннюю резьбу 18 зажимного корпуса 10.
В срезном винте 20 выполнена открытая к первому концу проточка 24, которая сужается ко второму концу с образованием уступа 26. Уступ 26 образует осевую опору для вставляемого в проточку толкающего элемента 30, который показан на фиг. 1-4. Срезной винт 20 и толкающий элемент 30 образуют систему 40 в соответствии с изобретением. На своем первом конце или вблизи него в срезном винте 20 выполнена внутренняя резьба 28, с помощью которой толкающий элемент 30, снабженный соответствующей наружной резьбой 32, может завинчиваться до тех пор, пока толкающий элемент 30 не упрется в уступ 26 своим осевым концом. Для вращения толкающего элемента 30 в нем предусмотрена поверхность для захвата инструментом, в частности внутреннее шестиугольное гнездо 34. Внутренняя резьба 28 и резьбовой участок 22 на наружной стороне срезного винта 20 перекрываются примерно на один ход резьбы.
При дальнейшем приводе в действие толкающего элемента 30 срезной винт 20 завинчивается в зажимной корпус 10 до тех пор, пока зажимной участок 38, который соединен в одно целое со срезным винтом 20 суженным местом 36 заданного разрыва, не упрется в зажимаемый проводник 2, 4. При дальнейшем приводе в действие толкающего элемента 30 зажимной участок 38 отделяется от срезного винта 20 и при дальнейшем завинчивании срезного винта 20 прижимается к нему с возможностью относительного вращения. При полном зажиме проводников 2, 4 толкающий элемент 30 вследствие своего зацепления с внутренней резьбой 28 и упора в опору или уступ 26 передает на срезной винт 20 усилие, под действием которого он срезается в соответствующем месте. При этом благодаря несимметричному профилю резьбового участка 22 при относительно небольшом крутящем моменте достигается высокое срезающее усилие.
При этом при завинчивании находящаяся под давлением боковая сторона 42 резьбового участка 22 составляет с продольной осью 46 срезного винта 20 угол 44 величиной примерно 85°. Угол 48 профиля несимметричного резьбового участка 22 составляет примерно 50°. Радиальный наружный переход между двумя боковыми сторонами 42, 50 содержит два закругления 52, 54 и лежащий между ними плоский участок 56, осевая протяженность которого мала и составляет, например, всего 0,03 мм, однако приводит к дальнейшему улучшении прочности резьбы 18 на срез. За счет выполнения перехода между двумя боковыми сторонами 42, 50 предотвращается концентрация напряжений в резьбе 18 зажимного корпуса 10 и непреднамеренное разрушение разрывом, что особенно важно в тех случаях, когда, как в данном примере выполнения, зажимной корпус 10 изготовлен из более мягкого материала, чем срезной винт 20. За счет выполнения перехода между двумя боковыми сторонами 42, 50 в сочетании с формой резьбы 18 зажимного корпуса 10 ограничивается пространство 84 (фиг. 7) для подачи и вытеснения смазочного средства, которое создается между зажимным корпусом 10, в частности между резьбой 18 зажимного корпуса 10 и срезным винтом 20. В данном примере выполнения наружный диаметр срезного винта 20 составляет примерно 18 мм. Длина зажимного корпуса 10 составляет примерно 108 мм, а размер отверстий 14, 16 в свету составляет примерно 20 мм.
Резьба 18 зажимного корпуса 10 соответствует несимметричной резьбе на резьбовом участке 22 срезного винта, в частности угол 58 профиля (фиг. 6) резьбы 18 также составляет примерно 50°.
Зажимной корпус 10 изготовлен из алюминиевого материала с содержанием меди от 0,5 до 1,1%. В качестве примера зажимной корпус 10 может быть изготовлен из алюминия в соответствии со спецификацией EN AW-6056. Между зажимным корпусом 10 и срезным винтом 20 введено смазочное средство, которое содержит твердый смазочный материал в соединении с минеральным маслом. Толкающий элемент 30 снабжен покрытием, которое предпочтительно имеет структуру из цинковых и алюминиевых чешуек. Для ввода соединяемых проводников 2, 4 в зажимной корпус 10 в отверстия 14, 16 могут быть введены с натягом центрирующие втулки 60, внутренний диаметр которых подобран в соответствии с наружным диаметром соединяемых проводников 2, 4. Для этого выполненная в виде единой детали центрирующая втулка 60 образует подрезанную часть 62, наружный диаметр которой немного больше размера в свету отверстия 14, так что центрирующая втулка 60, предпочтительно изготовленная из пластмассы, за счет упругой деформации зажимается в отверстии 14 зажимного корпуса 10.
На фиг. 11 показаны на виде сверху четыре центрирующие втулки 60, 64, которые расположены на общей удерживающей полосе 66 и выполнены заодно с ней в виде пластмассовой детали, изготовленной литьем под давлением. При этом центрирующие втулки 60, 64 соединены перемычками 68 с удерживающей полосой 66 и могут быть легко отделены от нее путем отделения перемычек 68. Центрирующие втулки 60, 64 имеют попарно различные внутренние диаметры 70, 72. Путем выбора подходящих центрирующих втулок 60, 64 устройство 1 с одним и тем же зажимным корпусом 10 может быть отрегулировано на различные поперечные сечения зажимаемых проводников 2, 4. При этом наружный диаметр 74 подрезанной части 62 центрирующих втулок 60, 64 подбирается в соответствии с зажимным корпусом 10.
После завинчивания и среза срезных винтов 20 отверстие в зажимном корпусе 10 закрывают крышкой 76 (фиг. 3). При этом крышку плотно вставляют в отверстие зажимного корпуса 10 или альтернативно в отверстие срезного винта 20. В примере выполнения по фиг. 3 в зажимном корпусе 10 в области наружного конца резьбы 18 выполнено поперечное расширение 78 соответствующего отверстия, посредством которого образована цилиндрическая боковая стенка, в которой крышка 76, предпочтительно изготовленная из пластмассы, плотно зажимается путем упругой деформации. При этом закрывается также отверстие 24 срезного винта 20.
На фиг. 10 показаны четыре одинаковые крышки 76 устройства 1, которые расположены на общей удерживающей полосе 80 и выполнены заодно с ней в виде пластмассовой детали, изготовленной литьем под давлением. Крышки 76 соединены с удерживающей полосой 80 легко отделяемыми перемычками. Как и для центрирующих втулок 60, так и для крышек 76 удерживающая полоса 66 или 80 может служить захватом для руки при установке центрирующих втулок 60 или крышек 76.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2005 |
|
RU2326273C1 |
| СРЕЗНОЙ ВИНТ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2016 |
|
RU2713845C1 |
| САМОНАРЕЗАЮЩИЙ И РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2006 |
|
RU2382915C1 |
| ЭЛЕКТРИЧЕСКОЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 2010 |
|
RU2559295C2 |
| ВИНТ ДЛЯ ЗАВИНЧИВАНИЯ В ПЛАСТМАССУ | 2019 |
|
RU2790070C2 |
| ВИНТОВОЙ ЭЛЕМЕНТ | 2014 |
|
RU2569769C9 |
| МОНТАЖНЫЙ ВИНТ И КРЕПЕЖНАЯ СИСТЕМА С ПОЛЫМ КАМЕРНЫМ ПРОФИЛЕМ | 2008 |
|
RU2472984C2 |
| ВИНТ С ПОТАЙНОЙ ГОЛОВКОЙ | 2004 |
|
RU2314441C9 |
| ПРИБОР ДЛЯ ЗАКРЕПЛЕНИЯ В ПАЗУ С ПОДНУТРЕНИЕМ В МЕТАЛЛИЧЕСКОМ ИЛИ ПЛАСТМАССОВОМ ПРОФИЛЕ | 2006 |
|
RU2375538C2 |
| ВИНТ ДЛЯ ЗАВИНЧИВАНИЯ В ТВЕРДЫЕ МАТЕРИАЛЫ | 2003 |
|
RU2341695C2 |


Изобретение относится к области электротехники, в частности к средствам зажима электрических проводников, а именно к срезному винту и зажимному соединению с использованием такого винта. Срезной винт содержит резьбовой участок для завинчивания срезного винта в зажимной корпус. Резьбовой участок, по меньшей мере, на участке содержит резьбу несимметричного профиля, в частности резьбовой участок, по меньшей мере, на участке содержит упорную резьбу. Система содержит такой срезной винт и толкающий элемент. Устройство для винтового зажимного соединения электрических проводников содержит такой срезной винт. Технический результат заключается в повышении надежности электрического контакта, упрощении зажима электрического проводника, упрощении изготовления зажимного соединения. 3 н. и 9 з.п. ф-лы, 11 ил. 
1. Срезной винт (20), в частности, для устройства (1) для винтового зажимного соединения электрических проводников (2, 4), содержащий резьбовой участок (22) для завинчивания срезного винта (20) в зажимной корпус (10), в котором резьбовой участок (22), по меньшей мере, на участке содержит резьбу несимметричного профиля, в частности резьбовой участок (22), по меньшей мере, на участке содержит упорную резьбу, отличающийся тем, что угол (48) профиля несимметричного профиля резьбы составляет больше 30° и меньше 60°.
2. Срезной винт (20) по п. 1, отличающийся тем, что боковая сторона (42, 50) несимметричного профиля резьбы, в частности находящаяся под давлением при завинчивании боковая сторона (42) образует с продольной осью (46) срезного винта (20) угол больше 60° и меньше 87°, в частности больше 70° и меньше 87° и предпочтительно больше 80° и меньше 87°.
3. Срезной винт (20) по п. 1, отличающийся тем, что угол (48) профиля несимметричного профиля резьбы составляет больше 40° и меньше 55° и предпочтительно больше 45° и меньше 55°.
4. Срезной винт (20) по любому из пп. 1-3, отличающийся тем, что несимметричный профиль резьбы на радиально наружной стороне содержит определенное закругление (52, 54), в частности несимметричный профиль резьбы радиально снаружи содержит между двумя боковыми сторонами (42, 50) несимметричного профиля резьбы два закругления (52, 54) с расположенным между ними плоским участком (56).
5. Система (40), содержащая срезной винт (20) с расположенным между первым концом и противоположным ему в продольном направлении вторым концом резьбовым участком (22), который, по меньшей мере, на части своей осевой протяженности содержит наружную резьбу для завинчивания срезного винта (20) в объект, в частности для завинчивания срезного винта (20) в зажимной корпус (10) устройства (1) для винтового зажимного соединения электрических проводников (2, 4), причем срезной винт (20) содержит по меньшей мере одну открытую к первому концу проточку (24) с уступом (26), при этом система (40) также содержит вставляемый в проточку (24) толкающий элемент (30), посредством которого путем вращения или завинчивания в резьбу, расположенную в области между уступом (26) и первым концом срезного винта (20), до уступа (26) обеспечена передача усилия давления на срезной винт (20) и одновременно обеспечена передача тягового усилия на срезной винт (20) через толкающий элемент (30) в области резьбы с тем, чтобы обеспечить воздействие на срезной винт (20) тягового напряжения, вызывающего срезание, отличающаяся тем, что срезной винт (20) выполнен в соответствии с пп. 1-4, а толкающий элемент (30) снабжен покрытием, улучшающим характеристики трения между толкающим элементом (30) и срезным винтом (20), причем покрытие предпочтительно имеет структуру, содержащую цинковые и/или алюминиевые чешуйки.
6. Устройство (1) для винтового зажимного соединения электрических проводников (2, 4), в частности винтовой соединительный зажим, содержащий зажимной корпус (10) и по меньшей мере один завинчиваемый в зажимной корпус (10) срезной винт (20) по любому из пп. 1-4.
7. Устройство (1) по п. 6, отличающееся тем, что зажимной корпус (10) изготовлен из алюминиевого материала, имеющего содержание меди больше 0,1%, в частности больше 0,2% и предпочтительно больше 0,4%.
8. Устройство (1) по п. 6 или 7, отличающееся тем, что между зажимным корпусом (10) и срезным винтом (20) введено смазочное средство, содержащее твердое смазочное средство в соединении и минеральным маслом.
9. Устройство (1) по п. 6 или 7, отличающееся тем, что зажимной корпус (10) содержит по меньшей мере одно отверстие (14, 16) для ввода соединяемых электрических проводников (2, 4), причем в этом отверстии (14, 16) укреплена с натягом центрирующая втулка (60, 64), подобранная по своему внутреннему диаметру в соответствии с наружным диаметром зажимаемого проводника (2, 4).
10. Устройство (1) по п. 9, отличающееся тем, что несколько центрирующих втулок (60, 64), предпочтительно имеющих различные внутренние диаметры (70, 72), расположены совместно на удерживающей полосе (66) и предпочтительно выполнены заодно с ней.
11. Устройство (1) по п. 6 или 7, отличающееся тем, что после ввинчивания срезного винта (20) в зажимной корпус (10) соответствующее отверстие зажимного корпуса (10) может быть закрыто крышкой (76), причем обеспечена возможность закрепления крышки (76) с натягом в отверстии зажимного корпуса (10) или в отверстии срезного винта (20).
12. Устройство (1) по п. 11, отличающееся тем, что несколько крышек (76) расположены совместно на удерживающей полосе (80) и предпочтительно выполнены заодно с ней.
| US 2006083603 A1, 20.04.2006 | |||
| US 2008039848 A1, 14.02.2008 | |||
| US 5379505 A, 10.01.1995 | |||
| US 7214108 B2, 08.05.2007. |

