Область техники, к которой относится изобретение
Настоящее изобретение относится к винту для завинчивания в твердые материалы, в особенности в каменную кладку и бетон. Такие винты называются также самонарезающими винтами или винтами-саморезами. Их завинчивают в предварительно выполненное сверление в каменной кладке, при этом резьба винта нарезает в стенке сверления ответную винтовую резьбу. Использование самонарезающих винтов имеет то преимущество, что за исключением изготовления сверлений не требуется никаких дополнительных мер, а винт может нести нагрузку сразу после его завинчивания.
Уровень техники
В известном самонарезающем винте такого типа по патентному документу ЕР 433484 В предусмотрена резьба, боковые поверхности которой образуют между собой острый угол. В кромке резьбы имеются бороздки с режущей кромкой, причем режущая кромка лежит на одной линии с кромкой резьбы.
В другом самонарезающем винте по патентному документу DE 19735280 боковые поверхности резьбы параллельны друг другу и перпендикулярны продольной оси тела винта.
Подобный самонарезающий винт известен из патентного документа ЕР 916030. В нем также имеются бороздки, выполненные примерно V-образными, причем передняя и задняя кромки бороздок проходят симметрично относительно радиуса, проведенного через продольную ось винта. Развод зубьев известен из патентного документа DE 19724052. Недостаток данного решения состоит в том, что такой развод зубьев в винте невозможно выполнить в производстве экономичным образом. В той области винтовой резьбы, которая примыкает непосредственно к телу винта, резьба может быть выполнена расширенной или утолщенной. Это касается той области резьбы, которая не врезается в стенку сверления. Между наружной стороной тела винта и стенкой сверления должен оставаться кольцевой зазор.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании винта, простого в изготовлении, легко завинчивающегося и имеющего более высокую удерживающую силу.
В соответствии с изобретением решение поставленной задачи достигается за счет винта, обладающего признаками пункта 1 формулы изобретения. Предпочтительные примеры выполнения являются предметом защиты в зависимых пунктах формулы.
Развод зубьев является традиционным решением в пильных полотнах. При этом зубья пильного полотна поочередно отгибаются наружу влево и вправо от среднего положения. Применительно к резьбе винта такие решения до настоящего времени неизвестны. Пилы предназначены в первую очередь для того, чтобы производить разрез шириной больше толщины пильного полотна. В противоположность этому в самонарезающих винтах должна обеспечиваться плотная посадка винтовой резьбы. Неожиданным образом это обеспечивается при наличии резьбы со срезанной вершиной, так как резьба или ее наружные кромки истираются по мере завинчивания, то есть по мере увеличения глубины завинчивания.
В примере выполнения изобретения может быть предусмотрено, что резьба имеет профиль зуба пилы. Развод зубьев виден, если смотреть на винт сбоку. Что же касается профиля резьбы в виде зуба пилы, то такое профилирование видно при взгляде на винт в продольном направлении. Под бороздками, которые остаются между зубьями пильного профиля, имеются в виду несимметричные бороздки, в которых предпочтительно передняя кромка пильных зубьев, то есть задняя сторона бороздки, проходит примерно радиально к продольной оси винта.
В дальнейшем примере выполнения изобретения может быть предусмотрено, что кромка резьбы выполнена срезанной с образованием узкой плоской поверхности резьбы. Таким образом, резьба имеет не острую кромку, а кромкообразную плоскую поверхность. За счет этого поперечное сечение резьбы увеличивается, что обеспечивает повышение сопротивление сдвигу винта.
В дальнейшем примере выполнения изобретения может быть предусмотрено, что кромка резьбы, будучи срезанной или не срезанной, имеет(ют) поперечно проходящие кромки. Таким образом, эти кромки проходят к продольной оси винта.
В дальнейшем примере выполнения изобретения может быть предусмотрено, что по меньшей мере одна боковая поверхность резьбы, а предпочтительно обе боковые поверхности, имеет поочередные выступы и отступы. В то время, как обычная боковая поверхность проходит по винтовой линии, то есть с гладкой верхней поверхностью, в данном случае в этой верхней поверхности имеются углубления, основания которых проходят параллельно остальной части боковой поверхности резьбы, но со смещением относительно нее.
За счет этого, как это предложено в дальнейшем примере выполнения, создается возможность того, что по меньшей мере одна боковая поверхность резьбы также образует кромки, проходящие примерно радиально. В дальнейшем примере выполнения эти радиально проходящие кромки могут быть продолжениями передних кромок пильных зубьев.
В соответствии с изобретением может быть предусмотрено, что резьба снабжена последовательностью примыкающих друг к другу зубьев, поочередно смещенных в боковые стороны. При этом может быть предусмотрено, что радиальные кромки боковых поверхностей резьбы проходят до тела винта, в то время как бороздки между зубьями предпочтительно не доходят до тела винта.
Боковые поверхности резьбы образуют между собой угол примерно от 20° до 30° в своей наружной области, то есть в области, примыкающей к кромке резьбы. Эта область резьбы предназначена для врезания в стенку сверления. Между наружной стороной тела винта и стенкой сверления остается кольцевой зазор. В этой области угол, который образуют между собой боковые поверхности резьбы, может быть больше для обеспечения большей прочности винта.
При разводе кромки резьбы согласно изобретению может быть предусмотрено, что зубья смещены относительно друг друга на ширину их поверхностей резьбы. В этом случае развертка резьбы выглядит как ряд поперечно смещенных прямоугольников, при этом правая кромка одного прямоугольника лежит на одной линии с левой кромкой следующего прямоугольника.
Согласно изобретению может быть предусмотрено, что число зубьев на длину резьбы или, другими словами, размер зубьев, измеренный по направлению резьбы, и/или развод зубьев и/или глубина бороздок между зубьями являются переменными по длине тела винта. На тех местах, где затрачивается большая часть работы для изготовления резьбы, требуется или целесообразен больший развод зубьев, в то время как в более дальней области по направлению к головке винта, где резьба уже изготовлена, может быть целесообразным меньший развод или меньшее число зубьев.
Другие особенности, подробности и преимущества изобретения отражены в пунктах формулы изобретения и реферате.
Далее со ссылками на прилагаемые чертежи будет подробно описан пример осуществления изобретения.
Фиг.1 изображает винт для твердых материалов, вид сбоку,
фиг.2 изображает винт по фиг.1, вид сверху,
фиг.3 изображает в увеличенном масштабе винт в косом разрезе по линии III-III на фиг.1,
фиг.4 изображает в увеличенном масштабе участок винта с витком резьбы, продольный разрез,
фиг.5 изображает развертку резьбы, вид сверху.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 самонарезающий винт в соответствии с изобретением показан на виде сбоку. Он содержит тело 1, снабженное резьбой 2 на большей части своей длины. На одном конце тела 1 имеется головка 3 винта, в данном примере выполнения в виде шестигранной головки. Форма и величина головки несущественны для изобретения, так как винт может приводиться во вращение с помощью любой другой головки.
На противоположном от головки 3 конце тело 1 сужается с образованием конца 4 в форме усеченного конуса.
Резьба 2 имеет постоянный шаг и постоянный наружный диаметр. Она проходит по винтовой линии, при этом на фиг.1 видно, что вершина 5 резьбы срезана.
Фиг.2 изображает винт на виде сверху со стороны головки 3, выполненной шестигранной, как уже было упомянуто. Возможно также выполнение головки с поперечным пазом для привода винта обычной отверткой.
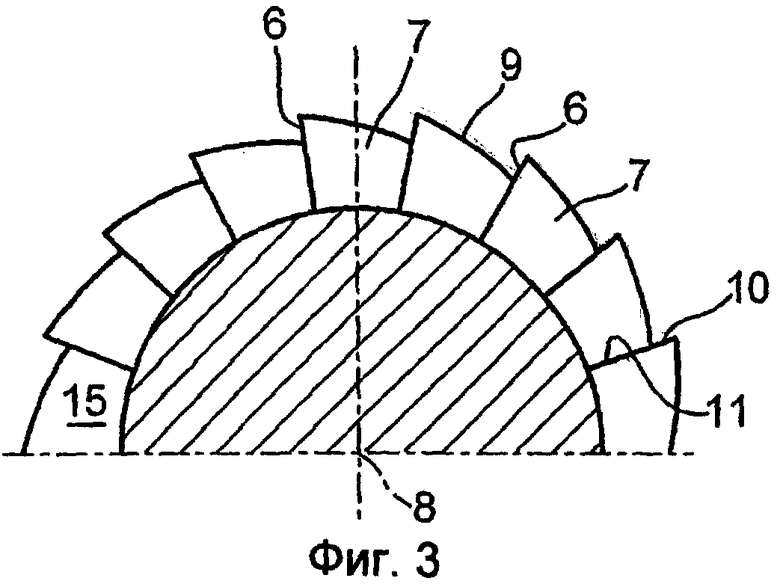
Фиг.3 изображает в увеличенном масштабе винт в косом разрезе по линии III-III на фиг.1. Резьба имеет пилообразный наружный контур. Линия передней кромки 6 каждого зуба 7 проходит через центр поперечного сечения винта, то есть пересекает продольную ось 8 винта. Наружный контур 9 проходит от передней кромки 6 по восходящей дуге до передней кромки 6 следующего зуба 7. Между двумя зубьями образована бороздка 10, глубина которой равна примерно одной четверти радиального вылета зубьев 7.
Передняя кромка 6 зубьев, которая реально представляет собой поверхность, переходит в радиально проходящую кромку 11 зуба 7, при этом кромка 11 может являться либо передней, либо задней кромкой зуба.
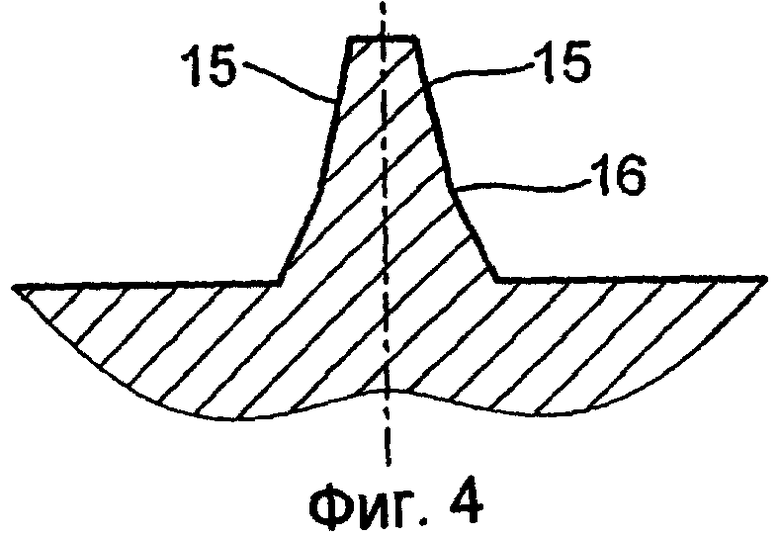
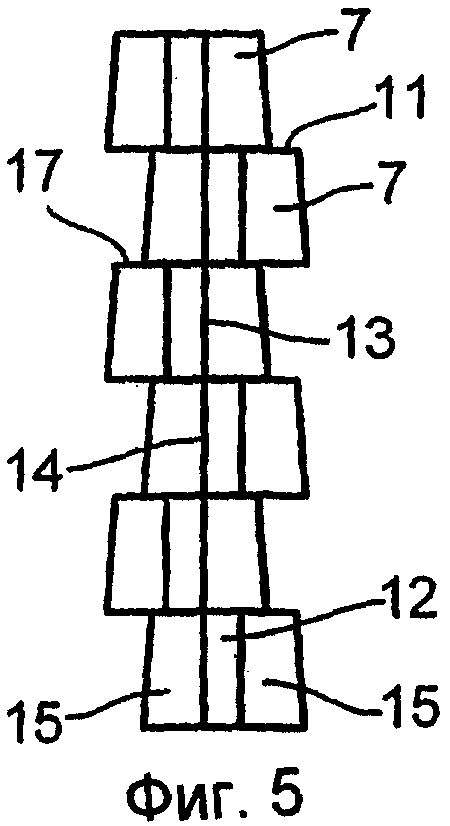
Расположение зубьев лучше всего видно на фиг.5, которая представляет развертку хода резьбы по направлению стрелки V на фиг.3. Срезанная кромка резьбы образует прямоугольную на виде сверху плоскую в продольном направлении поверхность 12 резьбы. Боковые кромки этой поверхности 12 проходят по направлению винтовой линии резьбы 2. Отдельные зубья 7 смещены по отношению друг к другу таким образом, что правая кромка 13 поверхности 12 резьбы одного зуба находится на одной линии с левой кромкой поверхности 12 резьбы соседнего зуба. С обеих сторон от поверхностей 12 расположены боковые поверхности 15 резьбы. Они расходятся от срезанной кромки резьбы, образованной поверхностями 12, и в этой области образуют между собой угол около 20-30°, как показано на фиг.4. Эти боковые поверхности 15 резьбы, проходящие прямолинейно, доходят до места 16 и затем переходят в плоскости, проходящие под более тупым углом. В этом месте 16 при завинченном винте находится стенка сверления. Таким образом, в области, в которой витки резьбы врезаются в стенку сверления, угол между боковыми поверхностями резьбы составляет примерно 20-30° и угол между ними становится больше только за пределами стенки сверления.
Как можно понять из фиг.5, передние кромки 11 зубьев 7 образуют режущие кромки, которые срезают материал каменной кладки или бетона. На фиг.5 видно также, что боковые поверхности резьбы выполнены поочередно выступающими и утопленными, при этом соответствующие участки боковых поверхностей в развертке проходят параллельно друг другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБНОЙ ИМПЛАНТАТ | 2003 |
|
RU2323698C2 |
| ВИНТ С ПОТАЙНОЙ ГОЛОВКОЙ | 2004 |
|
RU2314441C9 |
| РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2005 |
|
RU2326273C1 |
| ВИНТОВОЙ ЭЛЕМЕНТ | 2014 |
|
RU2569769C9 |
| КРЕПЕЖНОЕ ПРИСПОСОБЛЕНИЕ И ПРОТЕЗ, ВКЛЮЧАЮЩИЙ ЭТО ПРИСПОСОБЛЕНИЕ | 1997 |
|
RU2189200C2 |
| САМОРЕЖУЩИЙ ВИНТОВОЙ ИМПЛАНТАТ | 2011 |
|
RU2547726C2 |
| САМОСВЕРЛЯЩИЙ ВИНТ | 2007 |
|
RU2443914C2 |
| САМОНАРЕЗАЮЩИЙ РЕЗЬБУ ВИНТ | 1972 |
|
SU333775A1 |
| ШУРУП ДЛЯ ЗАЦЕПЛЕНИЯ С ДРЕВЕСИНОЙ ИЛИ ПОДОБНЫМ КОМПОЗИТНЫМ МАТЕРИАЛОМ | 2017 |
|
RU2744697C2 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
Изобретение относится к винтам для завинчивания в твердые материалы. Винт для твердых материалов, таких как бетон или каменная кладка, содержит тело винта, головку винта в области одного конца тела винта, передний конец винта, а также резьбу с режущими зубьями. Режущие зубья на отвернутой от головки стороне резьбы поочередно смещены влево и вправо от воображаемой средней линии. Эта боковая поверхность резьбы имеет поочередные выступы и отступы. Резьба имеет последовательность примыкающих друг к другу зубьев, поочередно смещенных в боковом направлении. В результате винт прост в изготовлении, легко завинчивается и имеет более высокую удерживающую силу. 11 з.п. ф-лы, 5 ил.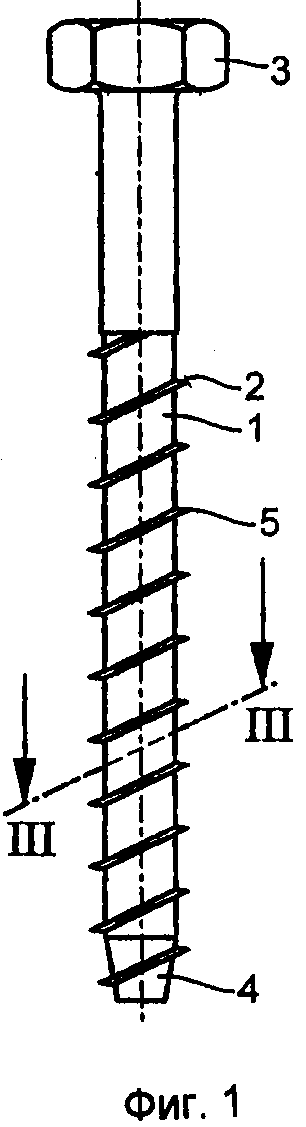
| DE 19735280 A1, 18.02.1999 | |||
| DE 4206440 A1, 01.10.1992 | |||
| DE 19917469 A1, 19.10.2000 | |||
| СШТШДА ОБРАБОТКИ ДАННЫХ1 Т Бii^f;'- ViJ- i^ О г^ ал | 1970 |
|
SU433484A1 |
| RU 99101789 A, 20.01.2001. | |||

