Область техники, к которой относится изобретение
Изобретение относится к винту, предназначенному, в частности, для завинчивания в пластмассу, согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
US 5,795,120 В раскрывает винт для ввода в деталь с предусмотренным пилотным отверстием. Указанный винт содержит формующую часть резьбы и несущую часть резьбы, при этом профиль резьбы в ее формующей части пропорционально больше, чем профиль резьбы в несущей части.
Недостаток такой конструкции заключается в том, что, в частности, при применении винта для пластмасс возникает высокая нагрузка детали, если требуется реализовать относительно большой шаг и относительно малый угол при вершине профиля резьбы.
Раскрытие сущности изобретения
Задачей настоящего изобретения является обеспечение винта, который при малом моменте завинчивания может создавать небольшую механическую нагрузку детали и при этом обеспечивать высокие усилия извлечения.
Эта задача решена при помощи винта с отличительными признаками пункта 1 формулы изобретения в сочетании с его ограничительными признаками.
В зависимых пунктах формулы изобретения раскрыты предпочтительные усовершенствования изобретения.
Как известно, винт содержит центральную ось винта, приводной элемент (элемент для передачи крутящего момента) и резьбонесущий стержень. Стержень имеет по меньшей мере одну нитку резьбы, которая по меньшей мере частично проходит по спирали с постоянным шагом вдоль стержня и при этом образует основную резьбу с изменяющимся контуром профиля, которая имеет средний радиус резьбы по ее длине. Контур профиля образован сечением нитки резьбы в плоскости сечения спирали, при этом центральная ось винта лежит в плоскости сечения. Радиус резьбы представляет собой максимальное ортогональное расстояние от центральной оси винта до контура профиля нитки резьбы. Основная резьба содержит несущую часть и формующую часть, при этом в формующей части образуется контур формующего профиля с радиусом формующей части, а в несущей части - контур несущего профиля с радиусом несущей части.
Контур формующего профиля задан проекцией нитки резьбы вдоль спирали, в частности, в направлении приводного элемента, по проходящей в осевом направлении области длиной, превышающей в три раза средний радиус резьбы, начиная от свободного конца стержня, на плоскость сечения спирали, при этом центральная ось Μ винта лежит в плоскости сечения. Таким образом, указанная проекция соответствует проекции прямолинейной развертки нитки резьбы на плоскость сечения спирали, в которой лежит центральная ось винта. В результате получается контур формующего профиля максимальной величины, который образует эффективный контур формующего профиля. Этот контур формующего профиля имеет максимальное ортогональное расстояние до центральной оси винта, которое определяет радиус формующей части.
Формующая часть заканчивается в том месте спирали, в котором имеет место ближайшая к приводному элементу максимальная протяженность контура формующего профиля в области 85% среднего радиуса резьбы в радиальном направлении наружу, в то время как последующие контуры профиля будут снова находиться внутри контура формующего профиля.
Контур несущего профиля образуется проекцией нитки резьбы на плоскость сечения спирали вдоль спирали, в частности, в направлении приводного элемента, по проходящей в осевом направлении области, которая начинается на расстоянии 2/3 среднего радиуса резьбы от конца формующей части и заканчивается на расстоянии 5/3 среднего радиуса резьбы. Эта область образует по меньшей мере участок несущей части. Она может проходить далее вдоль основной резьбы в направлении приводного элемента до тех пор, пока контур профиля не будет выступать за пределы контура несущего профиля. Этот контур несущего профиля имеет максимальное ортогональное расстояние до центральной оси винта, которое определяет радиус несущей части.
Таким образом, обеспечивается получение минимально короткой длины переходной области от формующей части к несущей части и достаточно длинной несущей части, чтобы выполнялась основная удерживающая функция винта.
При этом контур несущего профиля и контур формующего профиля согласованы друг с другом таким образом, чтобы при наложении контура несущего профиля и контура формующего профиля вдоль спирали по меньшей мере в той области, которая проходит наружу в радиальном направлении от 85% радиуса формующей части, контур несущего профиля полностью находился внутри контура формующего профиля.
Это позволяет учитывать обратное пружинение материала в нарезаемой внутренней резьбе и реализовывать малый момент завинчивания.
Согласно изобретению предусмотрено, чтобы контур формующего профиля ограничивал площадь формующего профиля, которая при замере в области 10% радиуса формующей части от максимального ортогонального расстояния контура формующего профиля радиально внутрь до центральной оси винта была больше, чем площадь несущего профиля, ограниченная контуром несущего профиля, при замере в области 10% радиуса формующей части от максимального ортогонального расстояния контура несущего профиля радиально внутрь до центральной оси винта.
Благодаря такому согласованию контуров профиля в соответствии с изобретением, можно уравновешивать обратное пружинение во внутренней резьбе даже в случае относительно малых углов при вершине профиля резьбы, при этом обеспечивается достаточное перекрытие боковой поверхности резьбы. Это позволяет предотвратить повреждение материала детали, которое возникает при использовании винта с пропорционально увеличенной резьбой формующей части.
Контур формующего профиля и контур несущего профиля предпочтительно имеют угол при вершине профиля резьбы менее 35°. Угол при вершине профиля резьбы контура формующего профиля соответствует 180° за вычетом суммы обоих углов при основании образующейся трапеции, при этом основания трапеции образуются параллельными линями сечения, проведенными к оси винта на расстояниях, соответствующих 85% радиуса RF формующего профиля и 95% радиуса RF формующего профиля. Указанные углы при основании являются углами при основании большей длины, т.е. при линии сечения на расстоянии 85%.
Аналогичное положение для определения угла при вершине профиля резьбы получается для контура несущего профиля, при этом в данном случае линии сечения проводятся на расстояниях, соответствующих 85% радиуса несущего профиля RT и 95% радиуса несущего профиля RT.
Угол при вершине профиля резьбы составляет, в частности, между 20° и 30°. Эта величина представляет собой надежно проверенный угол при вершине профиля резьбы для завинчивания в пластмассу.
Согласно одному предпочтительному усовершенствованию изобретения радиус несущей части от 1% до 3% меньше, чем радиус формующей части. Вследствие этого возникает лишь минимально возможное повреждение детали из пластмассы, однако, при этом можно установить достаточно большое расстояние между контуром формующего профиля и контуром несущего профиля, что снижает обратное пружинение материала.
Особенно предпочтительно, чтобы контур несущего профиля на расстоянии 95% радиуса несущей части имел осевую ширину меньше, чем осевая ширина контура формующего профиля на расстоянии 95% радиуса формующей части. Это позволяет получать простую конфигурацию профиля резьбы, чтобы при этом площадь формующего профиля была больше, чем площадь несущего профиля.
В частности, ширина контура несущего профиля по меньшей мере на 10%, в частности, по меньшей мере на 20% меньше, чем ширина контура формующего профиля.
Для упрощения изготовления контур формующего профиля и/или контур несущего профиля могут быть симметричными.
Согласно одному особенно предпочтительному варианту осуществления формующая часть составляет менее чем 2 × (двукратный) шаг резьбы. Размер резьбы предпочтительно увеличивается до ее контура формующего профиля, а затем остается постоянным на отрезке, проходящем до конца формующей части.
Отношение внутреннего радиуса резьбы к среднему радиусу (RM) резьбы, т.е. внутреннего диаметра резьбы к удвоенному среднему радиусу (RM) резьбы, может предпочтительно составлять от 0,6 до 0,8. Это обычные отношения для винтов для пластмасс.
Кроме того, в одном усовершенствовании изобретения может быть предусмотрено, чтобы в той области, которая проходит радиально внутри на расстоянии 85% радиуса формующей части, контур несущего профиля по меньшей мере частично был расположен за пределами контура формующего профиля. Это позволяет получать более гибкую форму перехода от боковой поверхности к впадине резьбы, чтобы лучше учитывать свойства материала.
Кроме того, может быть предпочтительно предусмотрено, чтобы внутренний диаметр резьбы (диаметр сердцевины винта) в формующей части был меньше или равен внутреннему диаметру резьбы в несущей части.
Согласно другому предпочтительному варианту осуществления изобретения стержень винта может иметь на свободном конце заходную резьбу, при этом указанная заходная резьба содержит по меньшей мере две нитки заходной резьбы, радиус которых составляет не более 90% радиуса формующей части, и которые образуют заходную часть.
Область заходной резьбы образуется там, где нитки заходной резьбы имеют одинаковый ход диаметра и, кроме того, радиус основной резьбы меньше или равен радиусу заходной резьбы.
Это является достоинством, поскольку винт может быть особенно прямолинейно установлен, вследствие чего внутренняя резьба, нарезаемая следующей формующей частью в детали из пластмассы, и следующая за формующей частью резьба несущей части могут быть ориентированы с максимально возможной точностью, что позволяет точно учитывать обратное пружинение пластмассы. Таким образом, можно дополнительно уменьшить или даже исключить трение несущей части во время завинчивания.
Предпочтительно предусмотрено, чтобы основная резьба в заходной части при одинаковом осевом расстоянии до свободного конца стержня винта имела такой же радиус резьбы, как и заходная резьба. Таким образом, в частности, две нитки заходной резьбы и основная резьба образуют по меньшей мере три одинаковых заходных точки, которые обеспечивают особенно прямолинейный ввод винта.
Все нитки резьбы в заходной части предпочтительно имеют свое начало в одной и той же плоскости поперечного сечения. Кроме того, все нитки резьбы в заходной части имеют одинаковый контур поперечного сечения. Они также аналогично выполнены. Так, например, нитка основной резьбы и обе нитки заходной резьбы одинаково начинаются и имеют одинаковый ход.
В качестве альтернативы могут быть также предусмотрены по меньшей мере три нитки заходной резьбы, при этом радиус основной резьбы в заходной части, должен быть меньше, чем радиус заходной резьбы.
Согласно одному предпочтительному усовершенствованию изобретения нитки заходной резьбы начинаются у сердцевины винта, при этом радиус заходной резьбы постоянно увеличивается от сердцевины винта до конца заходной части. Это обеспечивает непрерывный и равномерный ввод винта.
При этом нитки резьбы с одинаковым радиусом резьбы могут быть равномерно распределены по окружности на одной осевой высоте в заходной части. Таким образом, обеспечивается симметричное приложение к пилотному отверстию детали из пластмассы.
Диаметр свободного конца винта составляет, в частности, по меньшей мере 20%, или по меньшей мере 30%, или по меньшей мере 40%, или по меньшей мере 50% или по меньшей мере 60% удвоенного радиуса формующей части. Такая притупленная вершина обычно применяется в винтах для пластмасс.
Заходная резьба может примыкать непосредственно к свободному концу винта. Благодаря этому, достигается идеальное задание направления винта при первоначальном вводе.
В качестве альтернативы заходная резьба может начинаться на расстоянии от свободного конца винта. Таким образом, область около конца винта может выполнять функцию поиска.
Для простоты изготовления заходная резьба и основная резьба могут представлять собой накатанную резьбу.
Согласно другому предпочтительному варианту осуществления резьбы в заходной части могут иметь более тупой угол при вершине профиля резьбы, чем основная резьба за пределами заходной части. Это является достоинством, поскольку обеспечивается хорошее центрирование без одностороннего отклонения ниток заходной резьбы, и облегчается повторный монтаж.
Нитки заходной резьбы могут резко заканчиваться в конце заходной части. Достоинство этого заключается в том, что при дальнейшем завинчивании винта в узкое пилотное отверстие трение минимизируется.
Согласно другому предпочтительному усовершенствованию заходная резьба может содержать не более двух витков. Это обеспечивает эффективное завинчивание и вместе с тем также оптимальное ориентирование винта.
В нитке резьбы могут быть предусмотрены прерывания, однако, при этом интерполированный ход радиуса резьбы остается неизменным.
Согласно другому аспекту изобретение относится к способу получения винтового соединения, содержащего вышеописанный винт согласно изобретению. Этот способ предусматривает завинчивание указанного винта согласно изобретению в пилотное отверстие, выполненное в детали из пластмассы, при этом в формующей части в пластмассе нарезается сопряженная (ответная) резьба или внутренняя резьба с контуром формующего профиля. Сопряженная резьба вызывает обратное пружинение, если она больше не находится в зацеплении с формующей областью в несущей части, поэтому внутренняя резьба во время процесса завинчивания не входит в контакт с резьбой в несущей части. Резьба в несущей части прижимается к сопряженной резьбе только при окончательном затягивании винта в детали.
Винт согласно изобретению предпочтительно завинчивается в пилотное отверстие, радиус которого составляет около 80% радиуса формующей части.
Кроме того, изобретение относится к винтовому соединению, полученному вышеописанным способом.
Другие достоинства, признаки и возможности применения настоящего изобретения следуют из приведенного далее описания, связанного с вариантами осуществления, которые представлены на прилагаемых чертежах.
Краткое описание чертежей
На чертежах показаны:
ФИГ. 1 - вид сбоку винта согласно изобретению;
ФИГ. 2 - вид в аксонометрии развертки нитки резьбы;
ФИГ. 3a - вид в аксонометрии развертки нитки резьбы на длине 3 × RM;
ФИГ. 3b - вид спереди развертки нитки резьбы;
ФИГ. 3c - контур формующего профиля, полученный из проекции
развернутой нитки резьбы;
ФИГ. 4 - вид в аксонометрии развернутой нитки резьбы с изображением конца формующей части;
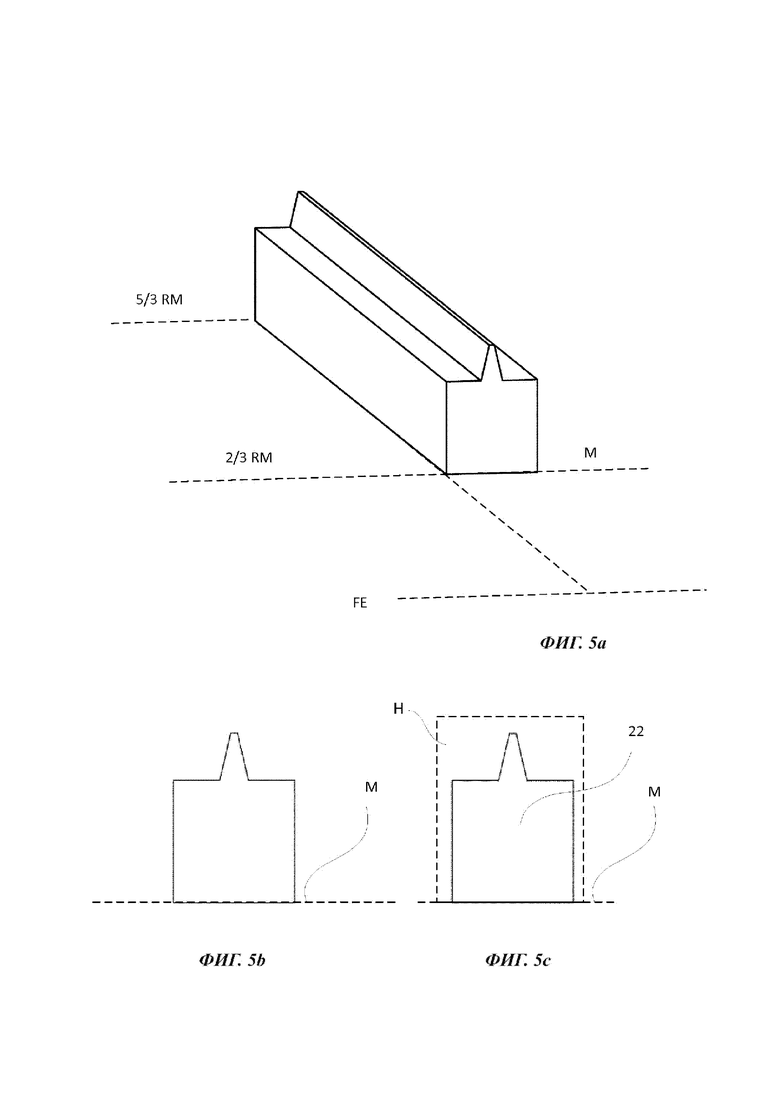
ФИГ. 5a - вид в аксонометрии развернутой нитки резьбы в несущей части;
ФИГ. 5b - вид спереди развернутой нитки резьбы;
ФИГ. 5c - контур несущей резьбы, полученный при помощи проекции;
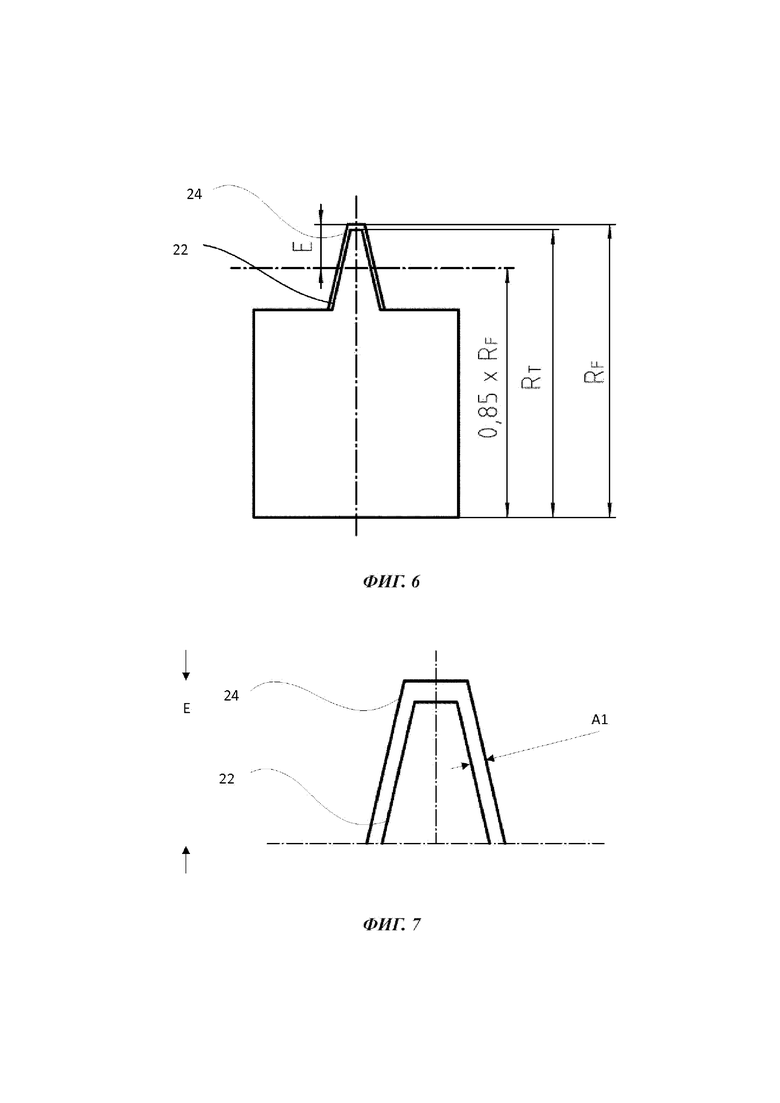
ФИГ. 6 - наложение контура формующей резьбы с ФИГ. 3c и контура
несущей резьбы с ФИГ. 5c
ФИГ. 7 - увеличенное изображение наложения с ФИГ. 6;
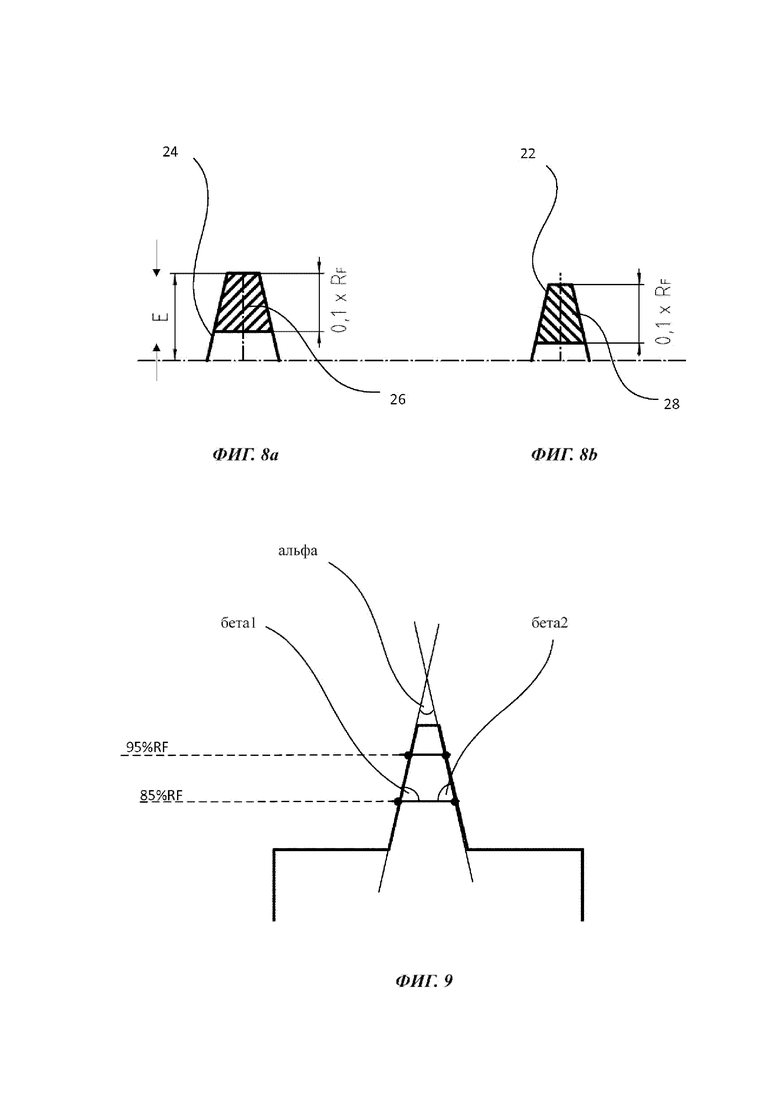
ФИГ. 8a - изображение площади формующего профиля;
ФИГ. 8b - изображение площади несущего профиля;
ФИГ. 9 - изображение угла при вершине формующего профиля;
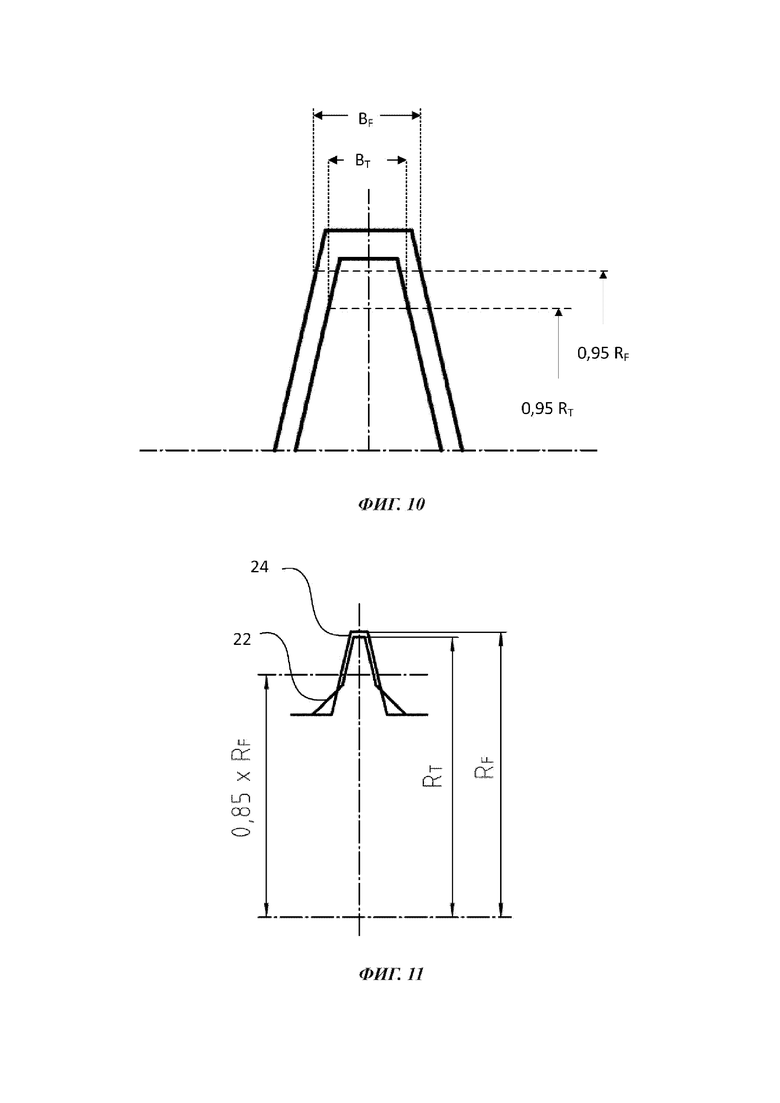
ФИГ. 10 - наложение контура формующего профиля и контура несущего профиля;
ФИГ. 11 - наложение контура формующего профиля и контура несущего профиля;
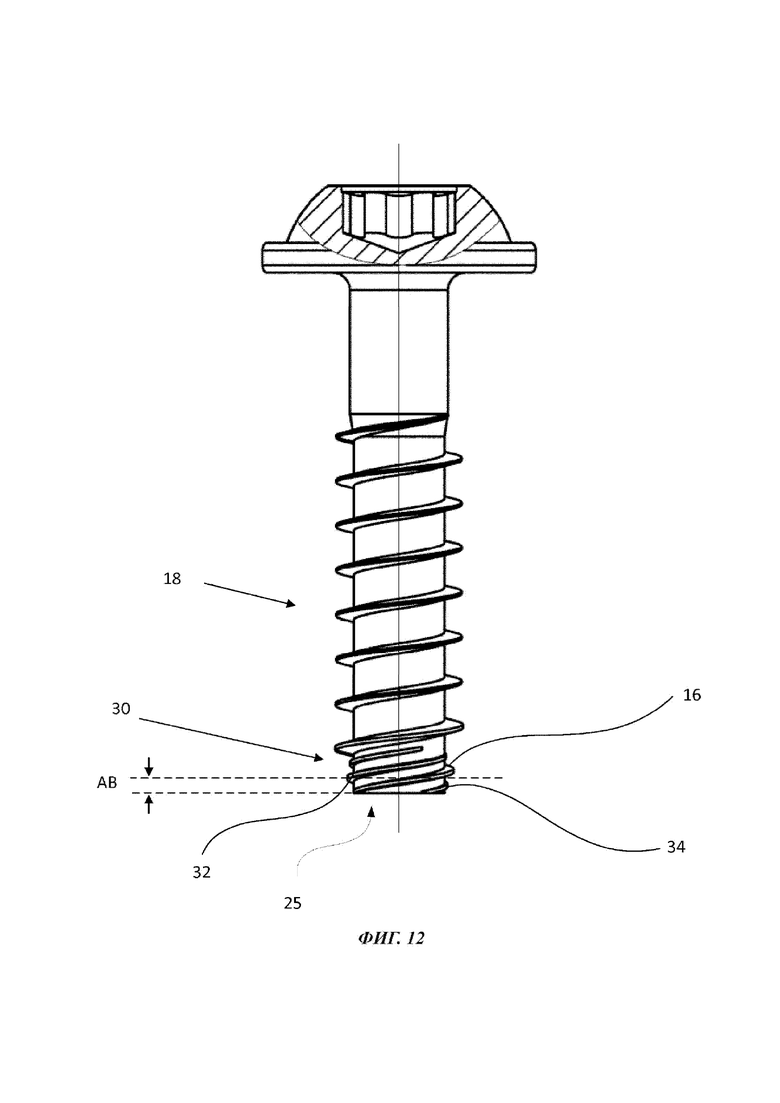
ФИГ. 12 - вид сбоку винта согласно изобретению с заходной резьбой;
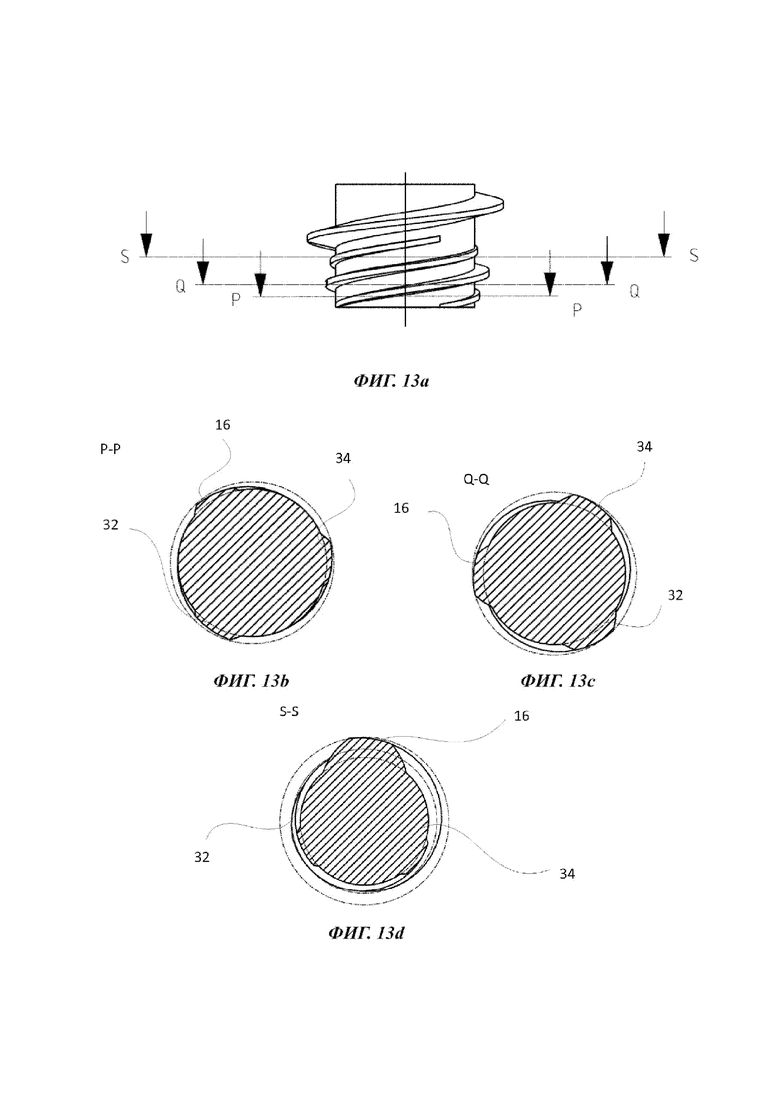
ФИГ. 13a - увеличенное изображение заходной части с ФИГ. 12;
ФИГ. 13b - поперечный разрез заходной части;
ФИГ. 13c - другой поперечный разрез заходной части;
ФИГ. 13d - поперечный разрез стержня винта за пределами заходной части;
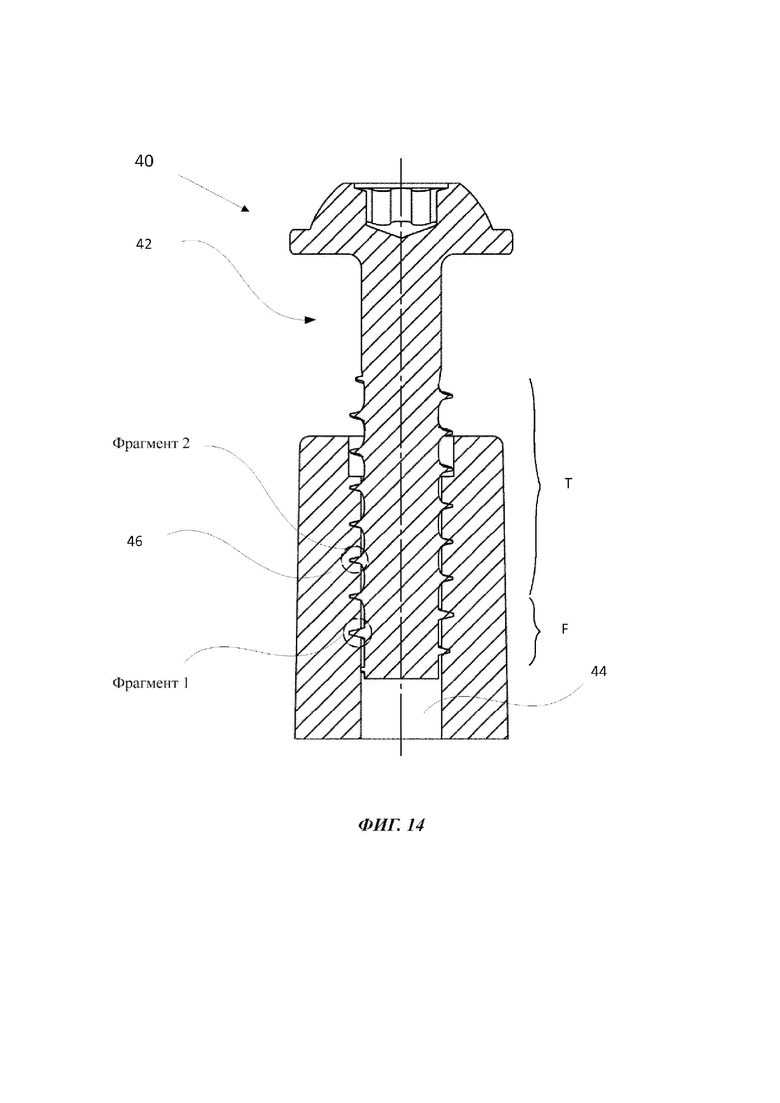
ФИГ. 14 - вид в разрезе винтового соединения согласно изобретению;
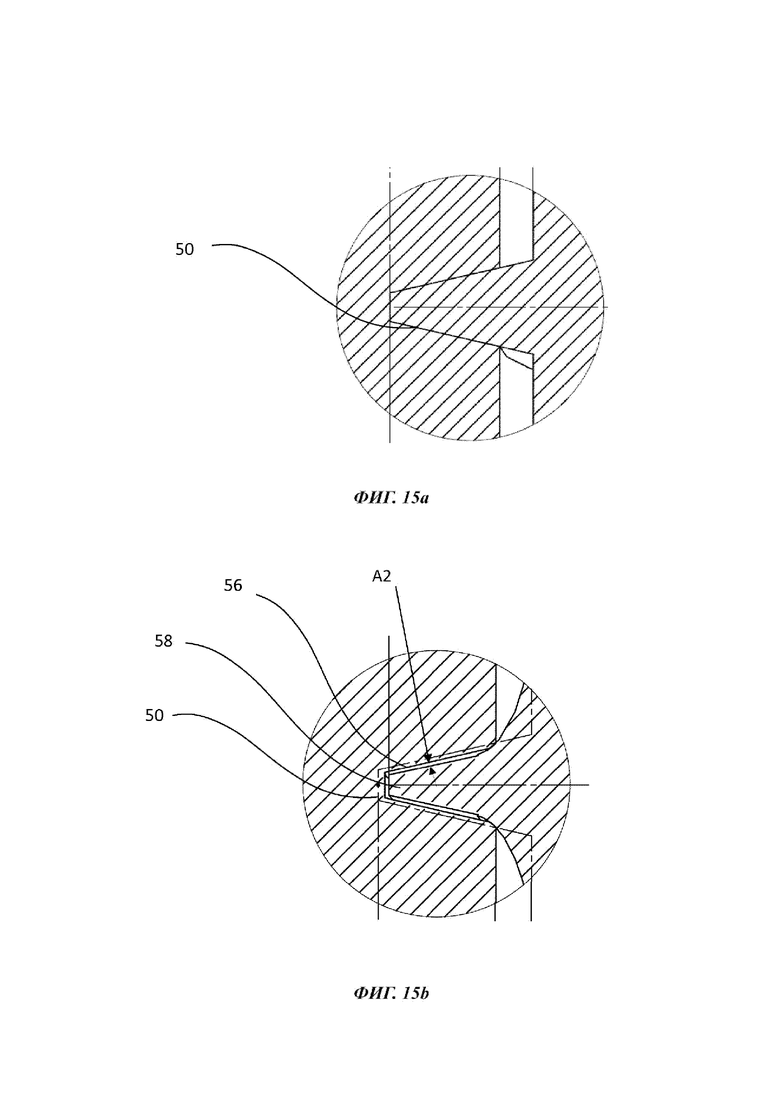
ФИГ. 15a - увеличенное изображение формующей части резьбы с ФИГ. 14;
ФИГ. 15b - увеличенное изображение несущей части резьбы с ФИГ. 14.
Осуществление изо6ретения
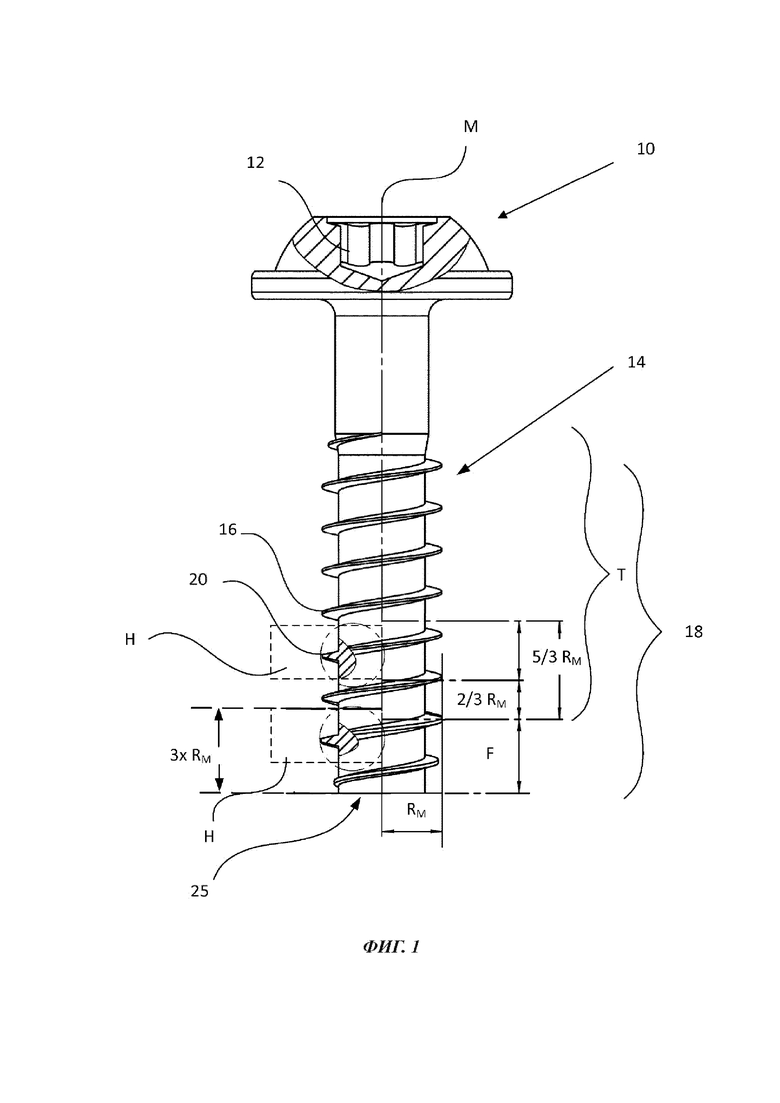
На ФИГ. 1 показан вид сбоку винта 10 согласно изобретению, содержащего центральную ось M винта, приводной элемент 12 (элемент для передачи крутящего момента) и резьбонесущий стержень 14. Направление вдоль центральной оси M винта называется далее осевым направлением.
Стержень 14 содержит по меньшей мере одну нитку 16 резьбы, которая проходит вдоль стержня в виде спирали с постоянным шагом и при этом образует основную резьбу 18 с изменяющимся контуром 20 профиля. Основная резьба 18 имеет средний по длине радиус RM резьбы. Средний радиус RM резьбы представляет собой усредненный радиус основной резьбы 18, и его величина обычно лежит между радиусом формующей части и радиусом несущей части. Поэтому средний радиус RM резьбы примерно соответствует номинальному (наружному) радиусу.
Контур 20 профиля образован сечением нитки резьбы в плоскости H сечения спирали, в которой расположена центральная ось M винта.
Радиус R резьбы задан как максимальное ортогональное расстояние от центральной оси M винта до контура 20 профиля нитки 16 резьбы. Это подробнее поясняется со ссылками на ФИГ. 3a.
Основная резьба 18 содержит несущую часть T и формующую часть F, при этом формующая часть имеет контур 24 формующего профиля с радиусом RF формующей части, а несущая часть T - контур 22 несущего профиля с радиусом RT несущей части.
Контур 24 формующего профиля задан проекцией нитки 16 резьбы вдоль спирали по проходящей в осевом направлении области длиной, равной трем средним радиусам резьбы (3 × RM), начиная от свободного конца стержня 25, на плоскость H сечения спирали. Это подробнее поясняется со ссылками на ФИГ. 3c.
Таким образом, указанная проекция соответствует проекции прямолинейной развертки нитки резьбы на плоскость H сечения спирали, которая содержит центральную ось M винта.
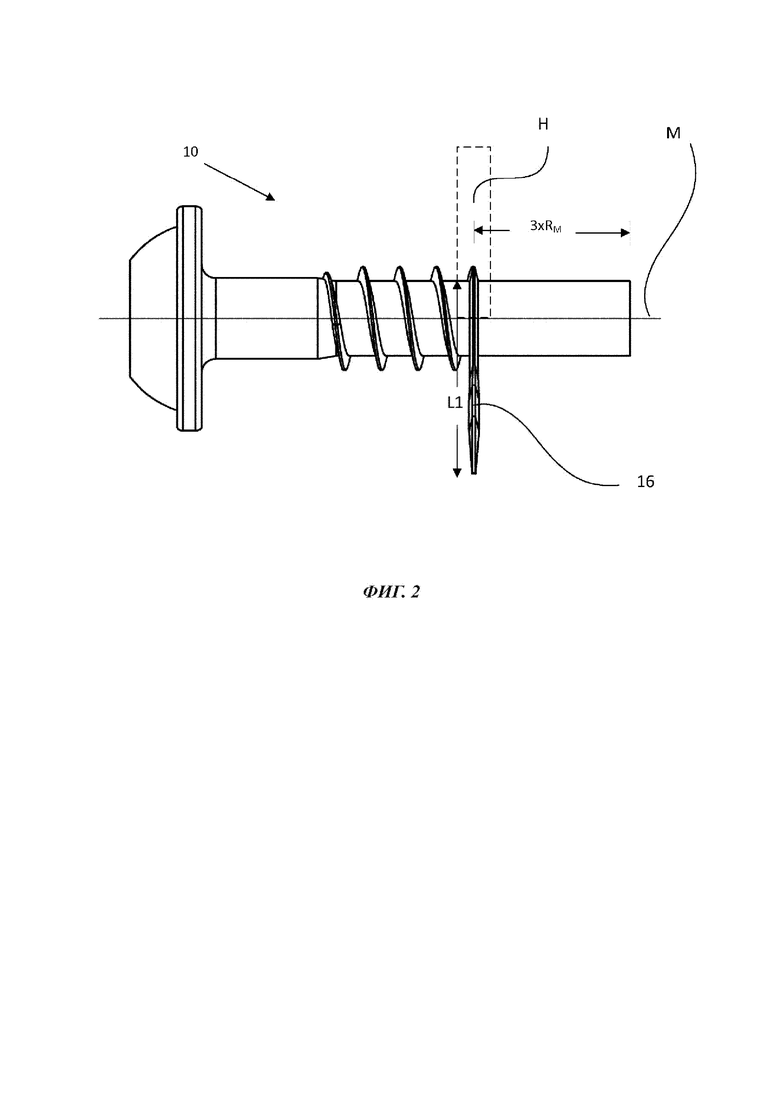
На ФИГ. 2 показан вид сбоку винта 10 с центральной осью M. Осевая область винта 10 от начала нитки 16 резьбы проходит на осевую длину, равную 3 × RM, причем указанная нитка резьбы развернута на длине L1. Кроме того, показана плоскость H сечения, в которой лежит центральная ось M винта.
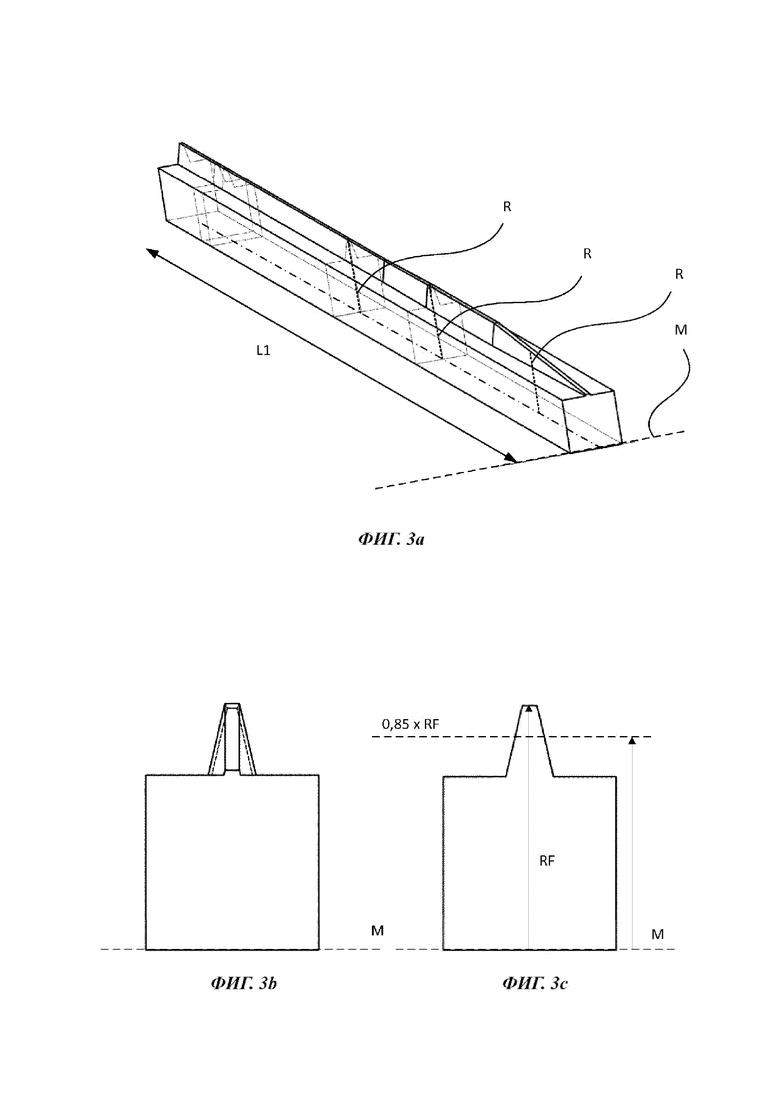
На ФИГ. 3a показан вид в аксонометрии развертки нитки 16 резьбы. Развертка схематически показывает нитку 16 резьбы длиной L1, при этом L1 в развертке соответствует длине нитки 16 резьбы, которая получается при осевой длине, равной 3 × RM. Радиус R показан в различных местах нитки 16 резьбы в виде штриховой линии. При этом задается средний радиус резьбы на всей длине основной резьбы 18.
На ФИГ. 3b показан вид спереди развертки, который соответствует плоскости сечения спирали. Таким образом, из проекции на плоскость сечения согласно ФИГ. 3c получается контур 24 формующего профиля максимального размера, который образует эффективный контур 24 формующего профиля, создающий затем внутреннюю резьбу в детали.
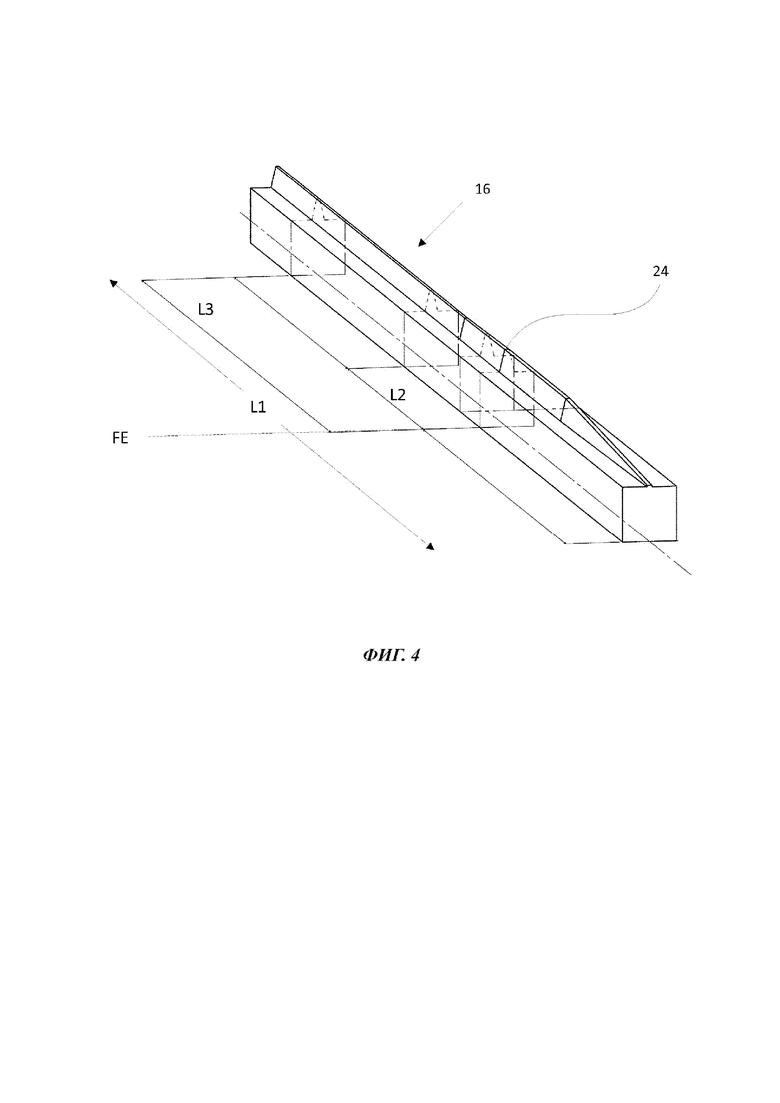
Формующая часть F заканчивается на конце FE формующей части, т.е. в том месте основной резьбы 18, в котором еще имеется ближайший к приводному элементу максимальный размер контура 24 формующего профиля в области 85% среднего радиуса резьбы в радиальном направлении наружу, в то время как следующий контур профиля в области до конца L1 на соответствующей длине нитки резьбы, равной 3 × RM, в осевом направлении будет снова расположен внутри контура 24 формующего профиля. Положение конца FE формующей части показано на ФИГ. 4. FE - это последнее место от начала резьбы, в котором сохраняется контур 24 формующего профиля, прежде чем он после переходной области перейдет в контур 22 несущего профиля, который в данном примере сохраняется на всей основной резьбе 18 на остальной части винта.
Контур 22 несущего профиля образуется проекцией части нитки 16 резьбы на плоскость H сечения спирали вдоль спирали по проходящей в осевом направлении области, которая начинается на осевом расстоянии, равном 2/3 среднего радиуса RM резьбы до конца FE формующей части, и заканчивается на осевом расстоянии, равном 5/3 среднего радиуса RM резьбы ОТ конца FE формующей части. Эта область образует по меньшей мере участок несущей части T. На ФИГ. 4 показана область в развертке резьбы 18, которая образуется аналогично указанным размерам в осевом направлении. При этом L2 - длина нитки 16 резьбы, которая образуется из развертки осевой области, составляющей 2/3 × RM. Длина L3 - это длина нитки 16 резьбы, которая образуется из развертки осевой области, составляющей 5/3 × RM.
Поскольку область определения контура несущего профиля начинается на расстоянии 2/3 × RM, это обеспечивает получение максимально короткой длины переходной области от формующей части F к несущей части T. Поэтому переходная область в развертке короче, чем L2, а в осевом направлении меньше или равна 2/3 × RM. Несущая часть T имеет длину в развертке, равную по меньшей мере L3 - L2, поэтому основная удерживающая функция винта выполняется. Развертка части нитки 16 резьбы, которая по меньшей мере частично образует несущую часть, показана на ФИГ. 5a. На ФИГ. 5b показан вид спереди развертки, а на ФИГ. 5c - соответствующая проекция развертки на плоскость H сечения спирали, которая определяет контур 22 несущего профиля. Вид спереди и указанная проекция в данном случае являются идентичными, поскольку контур профиля в несущей части здесь полностью соответствует контуру 22 несущего профиля.
На ФИГ. 6 показано, что контур 22 несущего профиля и контур 24 формующего профиля согласованы друг с другом таким образом, чтобы при наложении контура 22 несущего профиля и контура 24 формующего профиля по меньшей мере в той области E, которая проходит от 85% радиуса RF формующей части в радиальном направлении наружу, контур 22 несущего профиля был полностью расположен внутри контура 24 формующего профиля. Увеличенное изображение области E показано на ФИГ. 7. Расстояние A1 между боковыми сторонами контура 24 формующего профиля и контура 22 несущего профиля может быть согласовано с упругостью материала, однако, например, для винта с номинальным диаметром 5 мм оно предпочтительно составляет от 0,03 мм до 0,05 мм, в частности, 0,04 мм. Это расстояние по меньшей мере в области E остается предпочтительно постоянным вдоль всей боковой стороны.
На ФИГ. 8a показано увеличенное изображение области E контура 24 формующего профиля, ограничивающей площадь 26 формующего профиля, которая образуется при замере в области 10% радиуса формующей части от максимального ортогонального расстояния контура формующего профиля радиально внутрь до центральной оси винта. На ФИГ. 8b показано увеличенное изображение области E контура 22 несущего профиля, при этом указанный контур 22 несущего профиля ограничивает площадь 28 несущего профиля, которая измеряется в области 10% радиуса RF формующей части от максимального ортогонального расстояния контура несущего профиля, который соответствует RT, радиально внутрь до центральной оси винта.
Согласно изобретению площадь 26 формующего профиля больше, чем площадь 28 несущего профиля. Достоинство этого заключается в том, что даже острые углы при вершине профиля R резьбы могут быть реализованы без чрезмерной нагрузки материала, в который завинчивается винт, и при этом обеспечивается высокое усилие извлечения при низком моменте завинчивания.
Угол альфа при вершине контура 24 формующего профиля резьбы задан, как показано на ФИГ. 9. Он соответствует 180° за вычетом суммы углов (бета1, бета2) при основании трапеции, которая образуется, если основания трапеции образованы линиями сечения, проведенными параллельно оси винта на расстоянии 85% радиуса RF формующего профиля и на расстоянии 95% радиуса RF формующего профиля. Углы при основании представляют собой углы, образующиеся у более длинного основания трапеции, т.е. у линии сечения на расстоянии 85%.
Угол при вершине профиля резьбы составляет менее чем 35°, в частности, от 20° до 30°.
Аналогичный порядок определения угла при вершине профиля резьбы получается для контура 22 несущего профиля, и в этом случае линии сечения проводятся на расстоянии 85% и 95% радиуса RT несущего профиля.
На ФИГ. 10 показано сравнение ширины BF контура формующего профиля при 95% формующего радиуса и ширины BT контура несущего профиля. При этом ширина контура 24 формующего профиля больше, чем ширина BT контура 22 несущего профиля. В примере, показанном на ФИГ. 10 ширина BT контура 22 несущего профиля примерно на 10% меньше, чем ширина BF контура 24 формующего профиля. Контур 24 формующего профиля и контур 22 несущего профиля в данном примере выполнены симметричными. Ось симметрии является перпендикулярной центральной оси M винта и пересекает контур профиля 22, 24 на половине ширины BT или BF.
На ФИГ. 11 показан другой вариант осуществления резьбы в несущей части T, при этом переход от боковой стороны к дну впадины резьбы проходит более полого, чем это имеет место на предыдущих описанных чертежах. Вследствие этого контур 22 несущего профиля в области, проходящей радиально внутри 85% радиуса формующей части, по меньшей мере частично расположен за пределами контура 24 формующей части.
На ФИГ. 12 показан еще один вариант осуществления винта согласно изобретению, при этом стержень винта имеет на свободном конце заходную резьбу 30. Заходная резьба содержит по меньшей мере две нитки 32, 34 заходной резьбы с радиусом, составляющим не более 90% радиуса RF формующей части, образующие заходную часть AB, в которой указанные нитки 32, 34 заходной резьбы имеют одинаковый ход радиуса по соответствующей спирали, при этом радиус основной резьбы меньше или равен радиусу ниток заходной резьбы на одинаковом осевом расстоянии от свободного конца 25 винта.
В данном примере нитка 16 основной резьбы 18 в заходной части на одинаковом осевом расстоянии от свободного конца винта имеет такой же радиус R резьбы, как и заходная резьба 30. Нитки 32, 34 заходной резьбы начинаются непосредственно у сердцевины свободного конца 25 стержня винта. Это обеспечивает идеальное задание направления винта уже при начале ввода. Заходная резьба 30 в данном примере проходит примерно на один виток, при этом заходная часть заканчивается примерно на одной трети витка.
Диаметр свободного конца стержня винта в данном примере соответствует по меньшей мере 65% удвоенного радиуса RF формующей части.
Заходная часть более подробно описана со ссылками на ФИГ. 13a-13d.
На ФИГ. 13a показан увеличенный вид сбоку свободного конца 25 стержня винта с тремя линиями поперечного сечения. Первая линия P-P поперечного сечения проходит посредине заходной части AB. Линия Q-Q поперечного сечения расположена на конце заходной части AB, а линия S-S поперечного сечения - над заходной частью. На ФИГ. 13b показан поперечный разрез по линии P-P. На ФИГ. 13b наглядно показано, что все резьбы в заходной части, а именно, обе заходных резьбы 32, 34 и нитка 16 резьбы имеют одинаковый радиус резьбы. То же самое относится к показанному на ФИГ. 13c концу заходной части, где все имеющиеся нитки 16, 32, 34 резьбы на одинаковом осевом расстоянии до свободного конца оси винта имеют одинаковый радиус R резьбы.
И, наконец, на ФИГ. 13d в поперечном разрезе по линии S-S показаны радиусы обеих заходных резьб 32, 34 и нитки 16 основной резьбы за пределами заходной части AB. В этой области радиусы R заходных резьб 32, 34 значительно меньше, чем радиус нитки 16 основной резьбы 18 на этой линии поперечного сечения. В данном примере заходные резьбы плавно заканчиваются за заходной частью, в то время как нитка основной резьбы продолжает увеличиваться до достижения ее контура формующего профиля.
На ФИГ. 14 показан вид в разрезе при получении винтового соединения 40.
Винтовое соединение 40 содержит винт 42 и деталь 46 из пластмассы, которая снабжена пилотным отверстием 44. При помощи передней формующей части F винта 42 в детали 46 из пластмассы предварительно нарезается нитка резьбы, в зацепление с которой входит следующая несущая часть T нитки резьбы винта. При этом фрагмент 1 на ФИГ. 15a показывает зацепление резьбы в формующей части F, а фрагмент 2 - зацепление резьбы в несущей части основной резьбы.
Контур 50 формующего профиля показан на ФИГ. 15a. Следующая резьба с контуром 58 несущего профиля в несущей части винта детально показана на ФИГ. 15b. В детальном изображении на ФИГ. 15b нитка резьбы показана во внутренней резьбе в состоянии обратного пружинения с линией 56 контура. Боковые стороны контура 58 несущего профиля, несмотря на обратное пружинение внутренней резьбы, находятся на расстоянии A2 от внутренней резьбы, пружинящей в обратном направлении. Таким образом, резьба несущей части может быть почти без трения завинчена во внутреннюю резьбу. Только при окончательном затягивании винта 42 резьба несущей части прижимается к боковой стороне внутренней резьбы и образует соединение с силовым замыканием в направлении вращения.
Поскольку площадь области вершины контура 58 несущего профиля меньше, чем площадь контура 50 формующего профиля, можно получить, как малый момент завинчивания, так и высокое сопротивление вытягиванию, поэтому можно исключить повреждение пластмассы и при этом обеспечить достаточное расстояние между боковыми сторонами внутренней резьбы, создающей обратное пружинение, и резьбы в несущей части винта.
Заявленная группа изобретений относится к винтам для завинчивания в пластмассу и их соединению. Винт (10) для нарезания сопряженной резьбы в изделии из пластмассы содержит нижнюю часть (F) резьбы и верхнюю часть (Т) резьбы, при этом нижняя часть резьбы имеет больший диаметр, и ее вершина имеет большую поверхность, чем верхняя часть резьбы. В частности, площадь (26) формующего профиля, которая ограничена контуром (24) формующего профиля, при замере в области 10% радиуса (RF) формующей части от максимального ортогонального расстояния контура (24) формующего профиля радиально внутрь до центральной оси винта больше, чем площадь (28) несущего профиля, которая ограничена контуром (22) несущего профиля, при замере в области 10% радиуса (RF) формующей части от максимального ортогонального расстояния контура (22) несущего профиля радиально внутрь до центральной оси винта. Технический результат - обеспечение винта, который при малом моменте завинчивания может создавать небольшую механическую нагрузку детали и при этом обеспечивать высокие усилия извлечения. 3 н. и 24 з.п. ф-лы, 15 ил.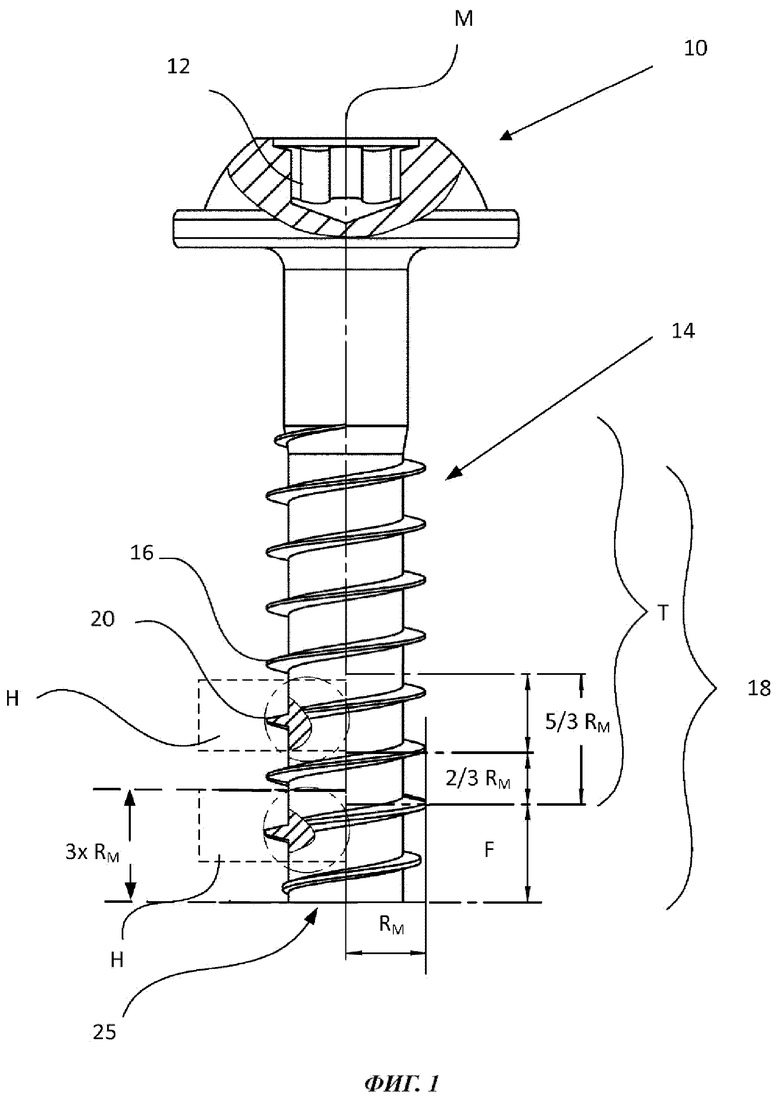
1. Винт (10), содержащий центральную ось (М) винта, приводной элемент (12) и резьбонесущий стержень (14), содержащий нитку (16) резьбы, которая по меньшей мере частично проходит вдоль стержня в виде спирали с постоянным шагом и образует основную резьбу (18), которая имеет средний радиус (RM) резьбы по длине, при этом радиус (R) резьбы представляет собой максимальное ортогональное расстояние от оси (М) винта до контура (20) профиля нитки резьбы, при этом основная резьба (18) содержит несущую часть (Т) и формующую часть (F), при этом в формующей части (F) образован контур (24) формующего профиля с радиусом (RF) формующей части, а в несущей части (Т) - контур (22) несущего профиля с радиусом (RT) несущей части, при этом контур (24) формующего профиля задан проекцией нитки резьбы вдоль спирали по проходящей в осевом направлении области на длине, равной трем средним радиусам (RM) резьбы, начиная от свободного конца (25) стержня, на плоскость (Н) сечения спирали, при этом формующая часть (F) заканчивается в том месте спирали, в котором ближайший к приводному элементу контур (24) формующего профиля в области 85% среднего радиуса резьбы проходит наружу в радиальном направлении, в то время как следующий контур (20) профиля снова расположен внутри контура (24) формующего профиля, при этом контур (22) несущего профиля задан проекцией нитки резьбы вдоль спирали на плоскость (Н) сечения спирали в области, которая начинается на расстоянии, равном 2/3 × средний радиус (RM) резьбы, до конца (FE) формующей части и заканчивается на расстоянии, равном 5/3 × средний радиус (RM) резьбы, и при этом при наложении контура (22) несущего профиля и контура (24) формующего профиля, по меньшей мере в той области, которая проходит от 85% радиуса (RF) формующей части в радиальном направлении наружу, контур (22) несущего профиля находится полностью внутри контура (24) формующего профиля,
отличающийся тем, что
площадь (26) формующего профиля, которая ограничена контуром (24) формующего профиля, при замере в области 10% радиуса (RF) формующей части от максимального ортогонального расстояния контура (24) формующего профиля радиально внутрь до центральной оси винта, больше, чем площадь (28) несущего профиля, которая ограничена контуром (22) несущего профиля, при замере в области 10% радиуса (RF) формующей части от максимального ортогонального расстояния контура (22) несущего профиля радиально внутрь до центральной оси винта.
2. Винт по п. 1, отличающийся тем, что контур (24) формующего профиля и контур (22) несущего профиля содержат угол (альфа) при вершине профиля резьбы, составляющий менее 35°.
3. Винт по п. 1 или 2, отличающийся тем, что радиус (RT) несущей части на 1-3% меньше, чем радиус (RF) формующей части.
4. Винт по одному из пп. 1-3, отличающийся тем, что контур (22) несущего профиля на расстоянии 95% радиуса (RT) несущей части имеет ширину (Вт) меньшую, чем ширина (BF) контура (24) формующего профиля на расстоянии 95% радиуса (RF) формующей части.
5. Винт по п. 4, отличающийся тем, что ширина (Вт) контура (22) несущего профиля по меньшей мере на 10%, в частности, по меньшей мере на 20% меньше, чем ширина (BF) контура (24) формующего профиля.
6. Винт по одному из предшествующих пунктов, отличающийся тем, что контур (24) формующего профиля и/или контур (22) несущего профиля выполнены симметричными.
7. Винт по одному из предшествующих пунктов, отличающийся тем, что контур (24) формующего профиля прекращает увеличиваться на длине, составляющей менее двух шагов резьбы.
8. Винт по одному из предшествующих пунктов, отличающийся тем, что отношение внутреннего диаметра резьбы к удвоенному среднему радиусу (RM) резьбы составляет от 0,6 до 0,8.
9. Винт по одному из предшествующих пунктов, отличающийся тем, что в той области, которая проходит радиально внутри длины, составляющей 85% радиуса (RF) формующей части, контур (22) несущего профиля по меньшей мере частично расположен за пределами контура (24) формующего профиля.
10. Винт по одному из предшествующих пунктов, отличающийся тем, что внутренний диаметр резьбы в формующей части меньше или равен внутреннему диаметру резьбы в несущей части (Т).
11. Винт по одному из предшествующих пунктов, отличающийся тем, что стержень в области свободного конца (25) винта имеет заходную резьбу (30), содержащую по меньшей мере две нитки (32, 34) заходной резьбы, которые имеют радиус, составляющий не более 90% радиуса (RF) формующей части, и которые образуют заходную часть (АВ), в которой нитки (32, 34) заходной резьбы имеют одинаковый ход радиуса, при этом в заходной части (АВ) радиус основной резьбы (18) меньше или равен радиусу ниток (32, 34) заходной резьбы.
12. Винт по одному из пп. 1-10, отличающийся тем, что стержень в области свободного конца (25) винта имеет заходную резьбу (30), содержащую по меньшей мере две нитки (32, 34) заходной резьбы, которые имеют радиус, составляющий не более 90% радиуса (RF) формующей части, и которые образуют заходную часть (АВ), в которой нитки (32, 34) заходной резьбы имеют одинаковый ход радиуса, при этом основная резьба (18) в заходной части (АВ) имеет такой же радиус (R), что и заходная резьба (32, 34).
13. Винт по одному из пп. 1-10, отличающийся тем, что стержень в области свободного конца (25) винта имеет заходную резьбу (30), содержащую по меньшей мере три нитки (32, 34) заходной резьбы, которые имеют радиус, составляющий не более 90% радиуса (RF) формующей части, и которые образуют заходную часть (АВ), в которой нитки (32, 34) заходной резьбы имеют одинаковый ход радиуса, при этом в заходной части (АВ) радиус (R) основной резьбы (18) меньше, чем радиус заходной резьбы.
14. Винт по одному из пп. 11-13, отличающийся тем, что нитки (32, 34) заходной резьбы начинаются на сердцевине винта, и их радиус (R) резьбы постоянно увеличивается в направлении несущей части (Т).
15. Винт по одному из пп. 11-14, отличающийся тем, что нитки (16, 32, 34) резьбы с одинаковым радиусом (R) резьбы равномерно распределены по окружности в заходной части (АВ).
16. Винт по одному из пп. 11 -15, отличающийся тем, что внутренний диаметр резьбы на свободном конце винта составляет по меньшей мере 20%, или по меньшей мере 30%, или по меньшей мере 40%, или по меньшей мере 50% или по меньшей мере 60% удвоенного радиуса формующей части.
17. Винт по одному из пп. 11-16, отличающийся тем, что все нитки (16, 32, 34) резьбы в заходной части (АВ) начинаются в одной плоскости Н поперечного сечения.
18. Винт по одному из пп. 11-17, отличающийся тем, что все нитки (16, 32, 34) резьбы в заходной части (АВ) имеют одинаковый контур профиля.
19. Винт по одному из пп. 11-18, отличающийся тем, что заходная резьба (30) непосредственно примыкает к свободному концу (25) стержня.
20. Винт по одному из пп. 11-18, отличающийся тем, что заходная резьба (30) начинается на расстоянии от свободного конца (25) стержня.
21. Винт по одному из пп. 11-20, отличающийся тем, что заходная резьба (30) и основная резьба (18) представляют собой накатанную резьбу.
22. Винт по одному из пп. 11-21, отличающийся тем, что резьбы (30) в заходной части имеют более тупой угол при вершине профиля резьбы, чем основная резьба (18) за пределами заходной части (АВ).
23. Винт по одному из пп. 11-22, отличающийся тем, что заходная резьба (30) резко заканчивается.
24. Винт по одному из пп. 11-23, отличающийся тем, что заходная резьба (30) содержит не более двух витков.
25. Способ получения винтового соединения, содержащего винт (10, 42) по одному из предшествующих пп. 1-24, отличающийся тем, что указанный винт (42) завинчивают в пилотное отверстие (44), выполненное в детали (46) из пластмассы, при этом в формующей части (F) в пластмассе формируют сопряженную резьбу с контуром (50) формующего профиля, при этом сопряженная резьба в несущей части снова создает обратное пружинение, так что во время процесса завинчивания она не прилегает к резьбе в несущей части (Т), и резьба в несущей части (Т) прижимается к сопряженной резьбе только при затягивании винта в детали.
26. Способ по п. 25, отличающийся тем, что радиус пилотного отверстия соответствует 80% радиуса формующей части.
27. Винтовое соединение (40), содержащее винт (42) и деталь (46) из пластмассы, полученное в соответствии со способом по п. 25 и/или 26.
| DE 102015120470 A1, 01.06.2017 | |||
| ПЕРЕДАЧА ВИНТ-ГАЙКА | 2016 |
|
RU2647394C1 |
| САМОЗАПИРАЮЩИЙСЯ ВИНТ | 2005 |
|
RU2292491C1 |
| ВЫСОКОЭФФЕКТИВНЫЙ РЕЗЬБОНАРЕЗНОЙ ВИНТ/БОЛТ ДЛЯ ИСПОЛЬЗОВАНИЯ С НЕНАРЕЗНЫМ ГАЕЧНЫМ КРЕПЕЖНЫМ ЭЛЕМЕНТОМ | 2014 |
|
RU2652298C2 |
| EP 1887233 A2, 13.02.2008 | |||
| JP 58028008 A, 18.02.1983 | |||
| KR 1020070049628 A, 11.05.2007. | |||

