Область техники
Настоящее изобретение относится к водорастворимому смазочному агенту для обработки металлов, для применения в металлообработке, т.е. при резке или шлифовке металлических изделий, к жидкости для обработки металлов и к способу обработки металлов.
Известный уровень техники
В процессах обработки металлов на станках, таких как резка и шлифовка, используется смазочный агент для обработки металлов для улучшения эффективности обработки металлов на станках, для предупреждения трения между обрабатываемой заготовкой и инструментом для обработки металлического изделия на станке, для увеличения срока службы инструмента, для удаления металлических стружек, для иных целей. Такие смазочные агенты для обработки металлов включают агент на основе масла, преимущественно содержащий масляный компонент, такой как минеральное масло, животное и растительное масло или синтетическое масло, и водорастворимый агент, содержащий масляный компонент и поверхностно-активное вещество. С точки зрения эффективного использования ресурсов и предупреждения воспламенения в последние годы все более широкое применение нашел агент с повышенной растворимостью в воде (т.е. водорастворимый смазочный агент для обработки металлов).
Чтобы удовлетворить требования к пеногашению и сопротивлению гниению, которые являются важными свойствами водорастворимого смазочного агента для обработки металлов, а также увеличить эффективность обработки на станках, одним из предложенных решений является введение соединения, такого как аминная соль полимера рициноленовой кислоты, в смазочный агент для обработки металлов (см. патентный документ 1). Традиционно в смазочный агент для обработки металлов вводят хлорированный парафин для увеличения эффективности обработки на станках. Однако, поскольку такой галогенуглеводород вероятно образует диоксин, который опасен для здоровья человека, в последние годы вместо хлорированного парафина используют соединение серы или соединение фосфора (см. патентный документ 2). Кроме того, чтобы достичь дополнительного увеличения обрабатываемости, предложено введение в смазочный агент для обработки металлов такого соединения, как конденсированная рициноленовая жирная кислота, соединение на основе сложного эфира или амин (см. патентный документ 3).
Однако, как раскрыто в патентных документах 1 и 3, даже в случае смазочного агента для обработки металлов, состоящего из смеси аминной соли продукта поликонденсации рициноленовой кислоты, когда материал, который трудно обрабатывать, т.е. труднообрабатываемый материал, такой как сплав титана, сплав никеля или сплав кобальта, подвергается резке, тепло, выделяющееся в ходе обработке, аккумулируется в инструменте, и такая повышенная тепловая нагрузка вызывает проблемы, включая сокращение срока службы обрабатывающего инструмента.
В другом случае, когда скорость резки повышается для увеличения производительности, выделяется больше тепла, и тепло создает дополнительную нагрузку на инструмент. Таким образом, даже в случае, раскрытом в патентном документе 3, где рициноленовая кислота - поликоденсированная жирная кислота и сложноэфирное соединение используются в комбинации, достаточная обрабатываемость может быть не достигнута. В случае, раскрытом в патентном документе 2, применение соединения серы или соединения фосфора может создать нагрузку на окружающую среду.
Поэтому при дальнейшем улучшении обработки труднообрабатываемых материалов существует потребность в дальнейшем усовершенствовании смазочного агента для обработки металлов.
Документы известного уровня
Патентные документы
Патентный документ 1: Выложенная патентная заявка Японии (Kokai) № Sho 57-159891.
Патентный документ 2: Выложенная патентная заявка Японии (Kokai) № Sho 60-141795.
Патентный документ 3: Выложенная патентная заявка Японии (Kokai) №2011-111593.
Краткое изложение сущности изобретения
Проблемы, решаемые изобретением
Таким образом, целью настоящего изобретения является разработка водорастворимого смазочного агента для металлообработки, смазочно-охлаждающей жидкости и способа обработки металла, который обладает отличной технологичностью с труднообрабатываемыми материалами и который может продлить срок службы обрабатывающих инструментов.
Средства для решения проблем
Авторы настоящего изобретения провели обширные исследования и установили, что вышеуказанная задача может быть достигнута путем селективного введения в водорастворимый смазочный агент для обработки металлов в качестве смазочных компонентов минерального масла, обладающего характеристической температурой, отвечающей конкретному состоянию, и конкретной конденсированной жирной кислоты. Настоящее изобретение было осуществлено на основе установления данного факта.
Соответственно, настоящее изобретение относится к следующему.
[1] Водорастворимый смазочный агент для обработки металлов, отличающийся тем, что содержит компонент А и компонент В, где
компонент А представляет собой минеральное масло, которое обладает характеристической температурой, измеренной в соответствии с JIS K2242, 570°С или выше, и
компонент В представляет собой по меньшей мере одну конденсированную жирную кислоту, которую выбирают из конденсированной жирной кислоты (1), полученной дегидратационной конденсацией гидроксикарбоновой кислоты, и конденсированной жирной кислоты (2), полученной дегидратационной конденсацией по гидроксильной группе спирта конденсированной жирной кислоты (1) с одновалентной карбоновой кислотой, и которая имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 650°С или выше.
[2] Жидкость для металлообработки, содержащая водорастворимый смазочный агент для обработки металлов, растворенный в воде.
[3] Способ обработки металлов, включающий обработку металлической заготовки при использовании водорастворимого смазочного агента для обработки металлов.
[4] Способ обработки металлов, включающий обработку металлической заготовки при использовании жидкости для металлообработки.
Положительные эффекты изобретения
Настоящее изобретение обеспечивает получение водорастворимого смазочного агента для обработки металлов, жидкости для обработки металлов и способ обработки металлов, который обеспечивает отличную технологичность при обработке труднообрабатываемого материала и который может продлить срок службы обрабатывающего инструмента.
Пути осуществления изобретения
Настоящее изобретение далее будет рассмотрено в деталях.
Водорастворимый смазочный агент для обработки металлов
Вариант осуществления водорастворимого смазочного агента для обработки металлов содержит компонент А и компонент В. Компонент А представляет собой минеральное масло, которое имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 570°С или выше. Компонент В представляет собой по меньшей мере одну конденсированную жирную кислоту, которая выбрана из конденсированной жирной кислоты (1), полученной дегидратационной конденсацией гидроксикарбоновой кислоты, и конденсированной жирной кислоты (2), полученной дегидратационной конденсацией по спиртовой гидроксильной группе жирной кислоты (1) с одновалентной карбоновой кислотой, которое имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 650°С или выше.
Водорастворимый смазочный агент для обработки металлов может дополнительно содержать карбоновую кислоту как компонент С. Кроме того, водорастворимый смазочный агент для обработки металлов может дополнительно содержать аминное соединение или соединение щелочного металла как компонент D.
В одном из вариантов осуществления настоящего изобретения термин «водорастворимый смазочный агент для обработки металлов» относится к агенту смазочно-охлаждающей жидкости, обладающему растворимостью в воде, что позволяет разбавлять агент водой перед использованием в процессе металлообработки. Как использовано в настоящем документе, водорастворимый смазочный агент для обработки металлов относится к агенту в неразбавленном виде.
Согласно JIS K2242 (испытание методом термической закалки в масле (метод А)) процесс охлаждения серебряной испытательной головки определяется как паровая стадия, стадия кипения и стадия конвекции. Характеристическая температура относится к температуре перехода от паровой стадии к стадии кипения.
В частности, на паровой стадии температура поверхности нагретой испытательной головки является высокой, и испытательная головка покрыта слоем паров соответствующего смазочного агента. То есть на стадии паров смазочный агент не может непосредственно контактировать с испытательной головкой как жидкость. Иными словами, при температуре, равной или превышающей характеристическую температуру, смазочный агент не может действовать на испытательную головку как жидкость, и становится затруднительно придать смазывающую способность испытательной головке.
Стадия кипения соответствует состоянию, в котором смазочный агент приходит в контакт с испытательной головкой после разрушения паровой пленки, что приводит к точечному кипению. То есть на стадии кипения смазочный агент может прийти в прямой контакт с испытательной головкой в виде жидкости. Иными словами, при температуре, равной или ниже характеристической температуры, смазочный агент может действовать на испытательную головку как жидкость, придавая таким образом смазывающую способность испытательной головке.
Компонент А
Компонент А представляет собой минеральное масло, которое имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 570°С или выше. Когда компонент А имеет характеристическую температуру ниже 570°С, смазочный компонент, вовлеченный в смазку, легко испаряется и достаточный эффект снижения трения не достигается, что сокращает срок службы обрабатывающего инструмента. Характеристическая температура составляет предпочтительно 590°С или выше, более предпочтительно 630°С или выше. Никакого конкретного ограничения на верхний предел характеристической температуры не накладывается, но предпочтительно она составляет 800°С или ниже.
Вышеупомянутый компонент А, который представляет собой минеральное масло, имеющее характеристическую температуру, измеренную в соответствии с JIS K2242, 570°С или выше, может быть получен, например, удалением легкой фракции из минерального масла перегонкой при пониженном давлении с доведением таким образом кинематической вязкости при 40°С компонента А до 300 мм2/с или выше, при этом температура вспышки компонента А доходит до 220°С или выше. Таким образом может быть получен компонент А, имеющий характеристическую температуру 570°С или выше.
Кинематическая вязкость компонента А, измеренная при 40°С, составляет предпочтительно 300 мм2/с или выше, более предпочтительно 400 мм2/с или выше. Когда компонента А имеет кинематическую вязкость, измеренную при 40°С, 300 мм2/с, срок службы обрабатывающего инструмента может быть эффективно увеличен. Никакого конкретного ограничения на верхний предел кинематической вязкости компонента А не накладывается, но предпочтительно она составляет 500 мм2/с или ниже.
Температура вспышки компонента А составляет предпочтительно 220°С или выше, более предпочтительно 230°С или выше. Когда температура вспышки составляет ниже 220°С, целевой характеристической температуры нельзя достичь, а достаточная технологичность может оказаться недостижимой.
Примеры минерального масла, которое может быть использовано в настоящем изобретении, включают дистилляты, полученные перегонкой при нормальном давлении, или неочищенное масло на основе парафинов, неочищенное масло среднего погона или неочищенное масло на основе нафтенов; дистилляты, полученные перегонкой при пониженном давлении, остаточного масла процесса перегонки при нормальном давлении неочищенного масла на основе парафинов, неочищенного масла среднего погона или неочищенного масла на основе нафтенов; и очищенные масла, полученные очисткой данных дистиллятов. Конкретные примеры включают масло селективной очистки, масло гидроочистки, депарафинизированное масло и масло контактно-земельной очистки.
Из них минеральное масло, полученное из неочищенного масла на основе нафтенов, является предпочтительным с точки зрения совместимости с поверхностно-активным веществом, использованным для придания растворимости в воде смазочному агенту для обработки металлов.
Компонент А предпочтительно содержится в количестве 10% масс. или больше в расчете на общее количество водорастворимого смазочного агента для обработки металлов, более предпочтительно в количестве 15% масс. или больше. Когда содержание компонента А составляет 10% масс. или больше, срок службы обрабатывающего инструмента может быть существенно увеличен.
Следует отметить, что кинематическая вязкость минерального масла определяется в соответствии с JIS K2283; плотность минерального масла определяется в соответствии с JIS K2249 и температура вспышки определяется в соответствии с JIS K2265-4 (метод вспышки в открытом тигле (Сleveland Оpen Сup)).
Компонент В
Компонент В представляет собой по меньшей мере одну конденсированную жирную кислоту, которая выбрана из конденсированной жирной кислоты (1), полученной дегидратационной конденсацией гидроксикарбоновой кислоты, и конденсированной жирной кислоты (2), полученной дегидратационной конденсацией по спиртовой гидроксильной группе конденсированной жирной кислоты (1), с одновалентной карбоновой кислотой и имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 650°C или выше.
Когда характеристическая температура компонента В составляет ниже 650°С, компонент В легко испаряется и существенного эффекта снижения трения достичь нельзя, что укорачивает срок службы обрабатывающего инструмента. С этих точек зрения характеристическая температура компонента В составляет предпочтительно 670°С или выше, более предпочтительно 690°С или выше.
Примером гидроксикабоновой кислоты для применения в получении компонента В, имеющего характеристическую температуру, измеренную в соответствии с JIS K2242, 650°С или выше, является рициноленовая кислота. Гидроксикарбоновая кислота может быть получена дегидратационной поликонденсацией рициноленовой кислоты (12-гидроксиоктадека-9-еноновая кислота). Когда рициноленовая кислота нагрета до приблизительно 200°С в инертной атмосфере, начинается дегидратационная поликонденсация, и в результате образуется поликонденсированная жирная кислота.
Степень полимеризации рициноленовой кислоты регулируется временем реакции. Чем продолжительнее время реакции, тем ниже кислотное число и гидроксильное число. Таким образом, может быть получена жирная кислота, имеющая высокую степень поликонденсации. Чем выше степень поликонденсации, тем выше характеристическая температура полученной поликонденсированной жирной кислоты.
Конденсированную жирную кислоту (2) получают дегидратационной поликонденсацией продукта дегидратационной поликонденсации гидроксикарбоновой кислоты с дополнительной одновалентной карбоновой кислотой. Протекание данной реакции может быть подтверждено падением гидроксильного числа. Результатом данной реакции является возможность получения поликонденсированной жирной кислоты, имеющей более высокую характеристическую температуру.
Одновалентная карбоновая кислота, использованная в реакции, может быть насыщенной или ненасыщенной карбоновой кислотой. Однако предпочтительной является С≥4 карбоновая кислота, поскольку может возникнуть резкий неприятный запах или коррозия под действием непрореагировавшей карбоновой кислоты, содержащей несколько атомов углерода, оставшихся в реакционной системе. Примеры насыщенных карбоновых кислот включают капроновую кислоту, энантовую кислоту, каприловую кислоту, 2-этилгексановую кислоту, пеларгоновую кислоту, изононановую кислоту, каприновую кислоту, неодекановую кислоту, лауриновую кислоту, миристиновую кислоту, пальмитиновую кислоту, стеариновую кислоту, арахидиновую кислоту, бегеновую кислоту и лигноцериновую кислоту. Примеры ненасыщенных карбоновых кислот включают ундециленовую кислоту, олеиновую кислоту, элаидиновую кислоту, эруковую кислоту, нервоновую кислоту, линоленовую кислоту, γ-линоленовую кислоту, арахидоновую кислоту, α-линоленовую кислоту, стеаридоновую кислоту, эйкозапентаеновую кислоту и докозагексановую кислоту.
Компонент В предпочтительно имеет кислотное число 60 мг KOH/г или меньше, более предпочтительно 40 мг KOH/г или меньше. Когда кислотное число компонента В превышает 60 мг KOH/г, целевая характеристическая температура не может быть достигнута, достаточная технологичность может быть недостижимой.
Компонент В предпочтительно имеет гидроксильное число 50 мг KOH/г или меньше, более предпочтительно 35 мг KOH/г или меньше. Когда гидроксильное число компонента В превышает 50 мг KOH/г, целевая характеристическая температура не может быть достигнута, а достаточная технологичность может оказаться недостижимой.
Компонент В предпочтительно содержится в количестве 7,5% масс. или больше в расчете на общее количество водорастворимого смазывающего агента для обработки металлов, более предпочтительно в количестве 10% масс. или больше. Когда содержание компонента В составляет 7,5% масс. или больше, может быть реализован достаточный эффект снижения трения и в результате более длительный срок службы обрабатывающего инструмента.
Следует отметить, что кислотное число определяют в соответствии с JIS K2501; гидроксильное число определяют в соответствии с JIS K0070, а число омыления определяют в соответствии с JIS K2503.
Компонент С
Водорастворимый смазочный агент для обработки металлов предпочтительно содержит карбоновую кислоту, служащую компонентом С. Карбоновой кислотой, которая может быть использована как компонент С, может быть ненасыщенная карбоновая кислота или насыщенная карбоновая кислота, и она может иметь линейную структуру или циклическую структуру. Компонент С представляет собой предпочтительно С4-С30 одновалентную карбоновую кислоту, двухвалентную карбоновую кислоту или поливалентную карбоновую кислоту.
Та же одновалентная карбоновая кислота, что использована при получении компонента В, может быть использована как компонент С.
Примеры двухвалентной карбоновой кислоты включают адипиновую кислоту, субериновую кислоту, себациновую кислоту, азелаиновую кислоту и додекандионовую кислоту. Примеры поливалентной карбоновой кислоты включают лимонную кислоту.
Карбоновая кислота, служащая компонентом С, содержится в количестве 2% масс. или больше в расчете на общее количество водорастворимого смазочного агента для обработки металлов, предпочтительно в количестве 5% масс. или больше, более предпочтительно в количестве 8% масс. или больше. Когда содержание компонента В составляет меньше 2% масс., стабильность водорастворимого смазочного агента для обработки металлов и его разбавленного продукта может оказаться полностью недостижимой.
Компонент D
Водорастворимый смазочный агент для обработки металлов предпочтительно содержит аминное соединение или соединение щелочного металла, служащее компонентом D. С точки зрения стабильности водорастворимого смазочного агента для обработки металлов компонент D предпочтительно содержится в таком нейтрализационном эквиваленте, что по меньшей мере компонент В и компонент С нейтрализуются, закрывая сумму своих кислотных чисел. Верхний предел содержания компонента D соответствует такому количеству, что 10% об. водный раствор продукта водорастворимого смазочного агента для обработки металлов имеет рН 11. Когда содержание компонента D составляет меньше нейтрализационного эквивалента, водорастворимый смазочный агент для обработки металлов имеет низкую стабильность. Когда разбавленная жидкость имеет рН выше 11, рабочие, занятые обработкой металла, могут повредить свои руки.
Аминным соединением, которое может быть использовано как компонент D, может быть первичный амин, вторичный амин, третичный амин или алканоламин.
Примеры первичного амина включают моноэтаноламин, монопропаноламин, моноизопропаноламин, 2-амино-1-бутанол, 2-амино-2-метилпропанол, бутиламин, пентиламин, гексиламин, циклогексиламин, октиламин, лауриламин, стеариламин, олеиламин и бензиламин.
Примеры вторичного амина включают диэтиламин, диизопропиламин, дибутиламин, дипентиламин, дигексиламин, дициклогексиламин, диоктиламин, дилауриламин, дистеариламин, диолеиламин, дибензиламин, диэтаноламин, пиперазин, диизопропаноламин, стеарилэтаноламин, децилэтаноламин, гексилпропаноламин, бензилэтаноламин, фенилэтаноламин и толилпропаноламин.
Примеры третичного амина включают трибутиламин, трипентиламин, тригексиламин, трициклогексиламин, триоктиламин, трилауриламин, тристеариламин, триолеиламин, трибензиламин, метилдициклогексиламин, диолеилэтаноламин, дилаурилпропаноламин, диоктилэтаноламин, дибутилэтаноламин, диэтилэтаноламин, диметилэтаноламин, дигексилпропаноламин, дибутилпропаноламин, олеилдиэтаноламин, стеарилдипропаноламин, лаурилдиэтаноламин, октилдипропаноламин, бутилдиэтаноламин, метилдиэтаноламин, циклогексилдиэтаноламин, бензилдиэтаноламин, фенилдиэтаноламин, толилдипропаноламин, ксилилдиэтаноламин, триэтаноламин, трипропаноламин и триизопропаноламин.
Данные аминные соединения образуют аминные соли с карбоновой кислотой, служащие компонентом С. Когда водорастворимый смазочный агент для обработки металлов содержит аминное соединение, стабильность водорастворимого смазочного агента для обработки металлов гарантирована и его растворимость в воде может быть повышена. С точек зрения стабильности эмульсии, антикоррозионой активности и сопротивления гниению, аминное соединение, использованное в изобретении, предпочтительно представляет собой алканоламин и/или алкиламин.
Следует отметить, что основное число (метод соляной кислоты) определяют в соответствии с JIS K2501.
Вода
Водорастворимый смазочный агент для обработки металлов (неразбавленная жидкая композиция) может содержать определенное количество воды. С точки зрения растворимости в воде, количество воды относительно всего количества водорастворимого смазочного агента для обработки металлов составляет предпочтительно от 0 до 50% масс., более предпочтительно от 3 до 45% масс., также более предпочтительно от 6 до 40% масс.
Другие дополнительные компоненты
Водорастворимый смазочный агент для обработки металлов может дополнительно содержать другие компоненты, пока не ухудшаются эффекты настоящего изобретения. Примеры данных дополнительных компонентов включают поверхностно-активное вещество, повыситель смазывающей способности, дезактиватор металлов, пеногаситель, антисептик и антиоксидант.
Примеры поверхностно-активного вещества включают анионное поверхностно-активное вещество, катионное поверхностно-активное вещество, неионогенное поверхностно-активное вещество и амфотерное поверхностно-активное вещество. Примеры анионного поверхностно-активного вещества включают алкилбензолсульфонатные соли и α-олефинсульфонатные соли. Примеры катионного поверхностно-активного вещества включают четвертичные аммониевые соли, такие как соли алкилтриметиламмония, соли диалкилдиметиламмония и соли алкилдиметилбензиламмония. Примеры неиногенного поверхностно-активного вещества включают простые эфиры, такие как простой алкиловый эфир полиоксиэтилена и простой алкилфениловый эфир полиоксиэтилена; сложные эфиры, такие как сложный сорбитановый эфир жирной кислоты, сложный сорбитановый эфир жирной кислоты и полиоксиэтилена и сложный эфир жирной кислоты и полиоксиэтилена; и амиды, такие как алканоламид жирной кислоты. Примеры амфотерного поверхностно-активного вещества включают бетаины, такие как алкилбетаин.
Примеры повысителя смазывающей способности включают органические кислоты. Конкретные примеры данных органических кислот включают каприловую кислоту, пеларгоновую кислоту, изононановую кислоту, капроновую кислоту, лауриновую кислоту, стеариновую кислоту, олеиновую кислоту, бензойную кислоту, п-третбутилбензойную кислоту, адипиновую кислоту, субериновую кислоту, себациновую кислоту, азелаиновую кислоту и додекандионовую кислоту.
Примеры дезактиватора металлов включают бензотриазол, имидазолин, производные пиримидина и тиадиазол.
Примеры антиоксиданта включают антиоксиданты аминного типа, такие как алкилированный дифениламин, фенил-α-нафтиламин и алкилированный фенил-α-нафтиламин; антиоксиданты фенольного типа, такие как 2,6-ди-трет-бутилфенол, 4,4ʹ-метиленбис(2,6-ди-трет-бутилфенол), изооктил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат; антиоксиданты серного типа, такие как дилаурил-3,3ʹ-тиодипропионат; антиоксиданты фосфорного типа, такие как фосфит; и антиоксиданты молибденового типа.
Примеры антисептика включают антисептик на основе триазина и антисептик на основе алкилбензимидазола.
Примеры пеногасителя включают метилсиликоновое масло, фторсиликоновое масло и полиакрилат.
Жидкость для металлообработки
Жидкость для металлообработки по настоящему изобретению получают разбавлением водорастворимого смазочного агента для обработки металлов (неразбавленную жидкую композицию) водой. Никакого конкретного ограничения на воду нет, и может быть использована любая вода, такая как дистиллированная, ионообменная и водопроводная вода. Концентрация водорастворимого смазочного агента для обработки металлов в разбавленном продукте составляет предпочтительно от 3% об. до 20% об., более предпочтительно 5% об. или выше, также более предпочтительно 10% об. или выше. Когда разбавленный продукт имеет концентрацию смазочного агента ниже 3% об., достаточной степени обрабатываемости можно не достичь, а когда концентрация превышает 20% об., стабильность разбавленного продукта может ухудшиться.
Способ металлообработки
Способ металлообработки по настоящему изобретению включает обработку металлических заготовок с использованием водорастворимого смазочного агента для обработки металлов (неразбавленной жидкой композиции) или жидкости для обработки металлов, полученной из водорастворимого смазочного агента для обработки металлов, разбавленного водой. Примеры металлообрабатывающих процессов, к которым может быть применен способ по изобретению, включают процессы обработки металлов на станках, такие как резка, шлифование, перфорирование, полировка, глубокая вытяжка, вытяжка и прокатка. Агент для обработки металлов по настоящему изобретению, обеспечивая отличную смазку, походит для обработки на машинах так называемых труднообрабатываемых материалов.
Металл, образующий заготовку, включает чистый металл, состоящий из одного элементарного металла, смесь нескольких элементарных металлов и смесь элементарного металла и элементарного неметалла. Труднообрабатываемый материал представляет собой по меньшей мере один материал, выбранный из группы, состоящей из титана, сплава титана, сплава никеля, сплава ниобия, сплава тантала, сплава молибдена, сплава вольфрама, нержавеющей стали и стали с высоким содержанием марганца.
Согласно способу металлообработки по настоящему изобретению, агент для обработки металлов, который не содержит соединения, содержащего хлор, серу или фосфор, может быть подходящим образом использован при прерывистой резке, такой как фрезерование, труднообрабатываемого материала.
ПРИМЕРЫ
Далее настоящее изобретение будет более полно рассмотрено на примерах, которые не следует рассматривать как ограничивающие объем притязаний изобретения. Свойства образцов водорастворимого смазочного агента для обработки металлов согласно примерам и сравнительным примерам оценивали следующими методами.
Методы исследования
Оценка стабильности неразбавленной жидкости
Оценивали стабильность неразбавленных жидких образцов водорастворимого смазочного агента для обработки металлов (неразбавленной жидкой композиции). В частности, каждый из водорастворимых смазочных агентов для обработки металлов, полученных в примерах и сравнительных примерах, оставляли стоять при 25°С в течение 24 часов и проверяли разделение фаз. Образец, в котором разделения не наблюдали, оценивали как «0», а образец, в котором разделение наблюдали, оценивали как «Х».
Обрабатываемость резанием
Обрабатываемость резанием оценивали по сроку службы режущего инструмента. Во-первых, заготовку сначала подвергали торцевому фрезерованию с помощью вертикального металлообрабатывающего центра в следующих условиях. Срок службы инструмента определяется по тому, насколько короче два периода: период времени от начала резки до точки во времени, когда истирание задней поверхности режущего инструмента превышает 0,2 мм, и период времени от начала резки до точки по времени, когда инструмент повреждается. Каждый водорастворимый смазочный агент для обработки металлов (неразбавленную жидкую композицию) разбавляли водой с получением 10% об. смазочно-охлаждающей жидкости, которую использовали при оценке обрабатываемости резанием.
Устройство: вертикальный металлообрабатывающий центр ТМ 5000α1/А40, Moroseiki
Рабочая заготовка: Ti-6AL-4V, ∅150×30 мм, форма диска
Вставка: XOMX 090308 TR-ME06, F40M (тип S30), продукт SECO TOOLS
Режущая головка: Helical Micro Turbo R217.69-2020.3-016-09.2, продукт SECO TOOLS
Держатель: HSK63A фрезерный патрон CT20F, продукт NT Tool
Скорость резки: 80 м/мин, 55 м/мин
Прорезь: ар (осевое направление инструмента); 2 мм, ае (радиальное направление инструмента): 16 мм
Величина подачи: 0,1 мм/зуб
Подача смазки: наружная подача, 3,7 л/мин
Разбавление: 10% об. (разбавление водой)
Компонент А
Характеристики минеральных масел, использованных в качестве компонента А, были следующими.
Минеральное масло 1 (компонент А1)
Минеральное масло на основе нафтенов
Характеристическая температура: 597°С, кинематическая вязкость (40°С): 434 мм2/с, кинематическая вязкость (100°С): 21 мм2/с, индекс вязкости: 35, плотность (15°С): 0,9270 и температура вспышки: 246°С.
Характеристическую температуру минерального масла определяли в соответствии с JIS K2242, метод закалки в масле (метод А). Кинематическую вязкость определяли в соответствии с JIS K2283. Плотность минерального масла определяли в соответствии с JIS K2249. Температуру вспышки минерального масла определяли в соответствии с JIS K2265-4 (метод вспышки в открытой чашке).
Минеральное масло 2 (компонент А2)
Минеральное масло на основе нафтенов
Характеристическая температура: 534°С, кинематическая вязкость (40°С): 101 мм2/с, кинематическая вязкость (100°С): 9 мм2/с, индекс вязкости: 43, плотность (15°С): 0,9011 и температура вспышки: 212°С.
Минеральное масло 3 (компонент А3)
Характеристическая температура: 496°С, кинематическая вязкость (40°С): 47 мм2/с, кинематическая вязкость (100°С): 6 мм2/с, индекс вязкости: 26, плотность (15°С): 0,9205 и температура вспышки: 174°С.
Сложный эфир (компонент А4)
Сложный тетраэфир пентаэритритола
Характеристическая температура: 558°С, кинематическая вязкость (40°С): 34 мм2/с, кинематическая вязкость (100°С): 6 мм2/с, индекс вязкости: 125, плотность (15°С): 0,9610 и температура вспышки: 280°С.
Компонент В
Конденсированная жирная кислота 1 (компонент В1)
Рициноленовую кислоту подвергали тепловой дегидратационной поликонденсации при 200°С в токе азота с получением в результате конденсированной жирной кислоты 1. Конденсированная жирная кислота 1 имела характеристическую температуру 712°С, кислотное число 34 мг KOH/г, гидроксильное число 28 мг KOH/г и число омыления 198 мг KOH/г.
Кислотное число определяли в соответствии с JIS K2501. Гидроксильное число определяли в соответствии с JIS K0070. Число омыления определяли в соответствии с JIS K2503.
Конденсированная жирная кислота 2 (компонент В2)
Рициноленовую кислоту подвергали тепловой дегидратационной поликонденсации при 200°С в токе азота с получением в результате конденсированной жирной кислоты 2. Конденсированная жирная кислота 2 имела характеристическую температуру 680°С, кислотное число 53 мг KOH/г, гидроксильное число 42 мг KOH/г и число омыления 196 мг KOH/г.
Конденсированная жирная кислота 3 (компонент В3)
Рициноленовую кислоту подвергали тепловой дегидратационной поликонденсации при 200°С в токе азота и продукт дополнительно подвергали тепловой дегидратационной конденсации с олеиновой кислотой с получением в результате конденсированной жирной кислоты 3. Конденсированная жирная кислота 3 имела характеристическую температуру 666°С, кислотное число 55 мг KOH/г, гидроксильное число 9 мг KOH/г и число омыления 201 мг KOH/г.
Конденсированная жирная кислота 4 (компонент В4)
Рициноленовую кислоту подвергали тепловой дегидратационной поликонденсации при 200°С в токе азота и продукт дополнительно подвергали тепловой дегидратационной конденсации с олеиновой кислотой с получением в результате конденсированной жирной кислоты 4. Конденсированная жирная кислота 4 имела характеристическую температуру 628°С, кислотное число 85 мг KOH/г, гидроксильное число 15 мг KOH/г и число омыления 195 мг KOH/г.
Компонент С
Карбоновая кислота 1 компонент С1
Олеиновая кислота, кислотное число: 198 мг KOH/г
Карбоновая кислота 2 компонент С2
Неодекановая кислота, кислотное число: 321 мг KOH/г
Карбоновая кислота 3 компонент С3
Себациновая кислота, кислотное число: 554 мг KOH/г
Компонент D
Амин 1 (компонент D1)
Моноизопропаноламин, основное число: 747 мг KOH/г
Амин 2 (компонент D2)
Метилдициклогексиламин, основное число: 284 мг KOH/г
Основное число (метод соляной кислоты) определяли в соответствии с JIS K2501
Примеры и сравнительные примеры
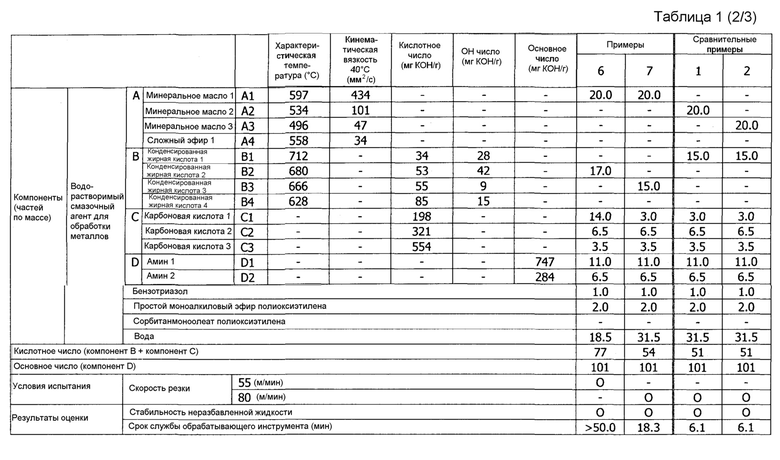
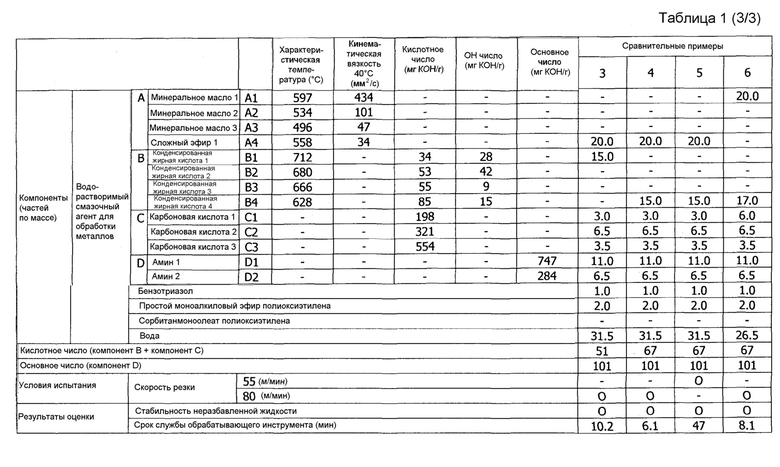
Согласно рецептурам, представленным в таблице 1, смешивали компоненты с получением водорастворимых смазочных агентов для обработки металлов. Водорастворимые смазочные агенты для обработки металлов, полученные в примерах 1-7, и те, что получены в сравнительных примерах 1-6, оценивали вышеуказанными методами. В таблице 1 представлены полученные результаты.
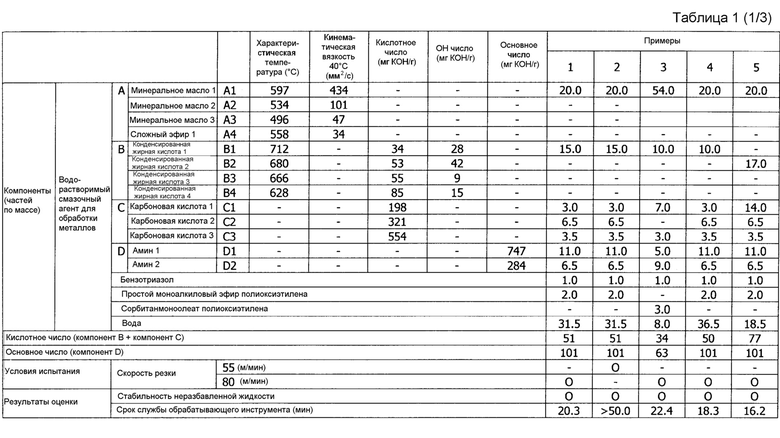
Оценка результатов
Как видно из таблицы 1, водорастворимые смазочные агенты для обработки металлов, охватываемые объемом притязаний настоящего изобретения, обеспечивали более длительный срок службы инструмента при обработке на металлорежущем станке заготовки из Ti-6AL-4V, который является труднообрабатываемым материалом, по сравнению с водорастворимыми смазочными агентами для обработки металлов сравнительных примеров. Водорастворимые смазочные агенты для обработки металлов, содержащие компонент, имеющий характеристическую температуру ниже целевого уровня, и водорастворимые смазочные агенты для обработки металлов, содержащие компонент, имеющий характеристическую температуру, удовлетворяющую целевому уровню, в количестве ниже целевого количества, удовлетворяли целевой стабильности в неразбавленном состоянии, но не удовлетворяли требованию по сроку службы. Водорастворимые смазочные агенты для обработки металлов, содержащие компонент С или компонент D в количестве, попадающем за пределы целевого интервала, не обеспечивают целевую стабильность в неразбавленном состоянии.
Водорастворимый смазочный агент для обработки металлов сравнительного примера 5 обеспечивал срок службы инструмента приблизительно 47 мин, когда скорость резки составляла 55 м/мин, но когда скорость резки повышали до 80 м/мин (приблизительно в 1,5 раза) (т.е. сравнительный пример 4), срок службы инструмента существенно ухудшался.
В отличие от этого водорастворимые смазочные агенты для обработки металлов примеров 2 и 6 показали эквивалентные или улучшенные эксплуатационные характеристики в случае низкоскоростной резки по сравнению с водорастворимым смазочным агентом для обработки металлов сравнительного примера 5 и достижение целевого срока службы инструмента даже при скорости резки 80 м/мин. Таким образом, путем выбора минерального масла на основе характеристической температуры, определенной по стандарту JIS K2242, и выбора конкретной конденсированной жирной кислоты был реализован существенно более длительный срок службы обрабатывающего инструмента в металлообработке, т.е. прерывистой резке, труднообрабатываемого материала при скорости резки выше, чем традиционно используемые скорости резки.
Изобретение относится к водорастворимому смазочному агенту для обработки металлов, содержащему компонент А, компонент В, компонент С и компонент D, где компонент А представляет собой минеральное масло, которое обладает характеристической температурой, измеренной в соответствии с JIS K2242, 570°С или выше, и содержится в количестве 10% мас. или больше в расчете на общее количество агента, компонент В представляет собой по меньшей мере одну конденсированную жирную кислоту, которую выбирают из конденсированной жирной кислоты (1), полученной дегидратационной конденсацией рициноленовой кислоты, и конденсированной жирной кислоты (2), полученной дегидратационной конденсацией по гидроксильной группе спирта конденсированной жирной кислоты (1) с одновалентной карбоновой кислотой, которая имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 650°С или выше, и содержится в количестве 7,5% мас. или больше относительно общего количества агента, компонент С представляет собой карбоновую кислоту, и компонент D представляет собой аминное соединение или соединение щелочного металла и содержится в таком нейтрализационном эквиваленте, что по меньшей мере компонент В и компонент С нейтрализуются по сумме их кислотных чисел. Агент может обеспечить отличную обрабатываемость труднообрабатываемых материалов и может продлить срок службы обрабатывающего инструмента. 2 н. и 8 з.п. ф-лы, 1 табл.
1. Водорастворимый смазочный агент для обработки металлов, отличающийся тем, что содержит компонент А, компонент В, компонент С и компонент D, где
компонент А представляет собой минеральное масло, которое обладает характеристической температурой, измеренной в соответствии с JIS K2242, 570°С или выше, и содержится в количестве 10% мас. или больше в расчете на общее количество агента,
компонент В представляет собой по меньшей мере одну конденсированную жирную кислоту, которую выбирают из конденсированной жирной кислоты (1), полученной дегидратационной конденсацией рициноленовой кислоты, и конденсированной жирной кислоты (2), полученной дегидратационной конденсацией по гидроксильной группе спирта конденсированной жирной кислоты (1) с одновалентной карбоновой кислотой, которая имеет характеристическую температуру, измеренную в соответствии с JIS K2242, 650°С или выше, и содержится в количестве 7,5% мас. или больше относительно общего количества агента,
компонент С представляет собой карбоновую кислоту, и
компонент D представляет собой аминное соединение или соединение щелочного металла и содержится в таком нейтрализационном эквиваленте, что по меньшей мере компонент В и компонент С нейтрализуются по сумме их кислотных чисел.
2. Водорастворимый смазочный агент для обработки металлов по п. 1, где компонент А имеет кинематическую вязкость, измеренную при 40°С в соответствии с JIS K2283, 300 мм2/с или выше и температуру вспышки 220°С или выше.
3. Водорастворимый смазочный агент для обработки металлов по п. 1, где компонентом А является минеральное масло на основе нафтенов.
4. Водорастворимый смазочный агент для обработки металлов по п. 1, где компонент В имеет кислотное число 60 мг KOH/г или меньше и гидроксильное число 50 мг KOH/г или меньше.
5. Водорастворимый смазочный агент для обработки металлов по п. 1, где карбоновая кислота содержится в водорастворимом смазочном агенте для обработки металлов в количестве 2% мас. или больше относительно общего количества агента.
6. Водорастворимый смазочный агент для обработки металлов по п. 1, где аминным соединением является по меньшей мере одно соединение из алканоламина и алкиламина.
7. Водорастворимый смазочный агент для обработки металлов по п. 1, который дополнительно содержит воду.
8. Способ обработки металлов, включающий обработку металлической заготовки при использовании водорастворимого смазочного агента для обработки металлов по п. 1.
9. Способ обработки металлов по п. 8, где заготовкой является по меньшей мере один материал, выбранный из группы, состоящей из титана, сплава титана, сплава никеля, сплава ниобия, сплава тантала, сплава молибдена, сплава вольфрама, нержавеющей стали и стали с высоким содержанием марганца.
10. Способ обработки металлов по п. 8, который представляет прерывистое резание.
| JP 2002146380 A, 22.05.2002 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| JP 10008077 A, 13.01.1998 | |||
| Смазка для холодной обработки металлов давлением | 1979 |
|
SU899637A1 |

