ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка объявляет приоритет Предварительной Патентной Заявки №61/251,819, зарегистрированной 15 октября 2009 г., которая полностью введена здесь ссылкой.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники
Примеры осуществления настоящего изобретения относятся к линзам, заполненным жидкостью, и, в частности, к изменяемым линзам, заполненным жидкостью.
Известный уровень техники
Основные жидкие линзы были известны уже с 1958 г., как описано в Патенте США №2.836.101, полностью введенного здесь ссылкой. Более поздние примеры могут быть найдены в ((Dynamically Reconfigurable Fluid Core Fluid Cladding Kins in a MicroFluidic Channel)) («Динамически реконфигурируемые плакированные жидкие линзы с жидким ядром в микроструйном канале»), Tang at al., Lab Chip, 2008, т.8, стр.395, и в публикации WIPO WO 2008/063442, каждый из которых полностью введен здесь ссылкой. Эти приложения жидких линз ориентированы на фотонику, технологию цифровых телефонов и камер и микроэлектронику.
Жидкие линзы были предложены также для офтальмологических применений (см., например, Патент США №7.085.065, который полностью введен здесь ссылкой). Во всех случаях преимущества жидких линз, такие как широкий динамический диапазон, способность к предоставлению адаптивной коррекции, робастность и низкая стоимость, должны быть сбалансированы с их ограничениями по размеру апертуры, возможностью утечки и устойчивости характеристик. Патент '065, например, раскрыл несколько улучшений и примеров осуществления, направленных на эффективное удерживание жидкости в жидкой линзе, которая должна использоваться для офтальмологических применений, хотя и не ограниченная ими (см., например, Патент США №6,618,208, который полностью введен здесь ссылкой. Регулировка оптической силы в жидких линзах достигалась инжекцией дополнительной жидкости в полость линзы электросмачиванием, применением ультразвукового импульса и использованием сил разбухания в разветвленном полимере при введении в него вещества, способствующего разбуханию, такого как вода.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном примере осуществления настоящего изобретения состояние наполнения герметизированной линзы, заполненной жидкостью, изменяется управляемым образом сжатием резервуара, заполненного жидкостью, который герметически закрыт на одном конце и подсоединен к полости линзы, заполненной жидкостью, - на другом конце.
В примере осуществления резервуар, заполненный жидкостью, содержит две секции, при этом более широкая секция имеет пространство для хранения избыточной жидкости, в то время как более узкая секция функционирует как соединительная трубка между упомянутой более широкой секцией и впускным проходом в герметически закрытую полость, проходящим через шарнир. Резервуар может быть изготовлен из полимера, который является невосприимчивым к жидкости, и иметь форму, обеспечивающую сгибание и разгибание шарнира.
Пример осуществления настоящего изобретения содержит резервуарную систему очковых стекол для хранения жидкости и питания линз, заполненных жидкостью, пары очковых стекол. Резервуарная система очковых стекол может содержать участок дужки очков, имеющий полость, баллончик, размещенный внутри полости и сконфигурированный так, чтобы неоднократно сжиматься и разжиматься, при этом баллончик выполнен из гибкого материала, и соединительную трубку, подсоединенную к впускному проходу линзового модуля и к баллончику, и сконфигурированную так, чтобы переносить жидкость между баллончиком и полостью линзы, заполненной жидкостью, линзового модуля. Резервуарная система очковых стекол может также содержать сжимающий рычаг, контактирующий с баллончиком и сконфигурированный так, чтобы передавать усилие от исполнительного элемента на баллончик. Баллончик и соединительная трубка могут быть сформированы раздельно и соединены между собой или же могут быть двумя частями единственной трубки. Форма баллончика может быть цилиндрической или эллиптической, при этом баллончик является соответственно более широким, чем соединительная трубка. Баллончик и соединительная трубка выполнены из гибкого материала, такого как поливинилиденде дифторид. Соединительная трубка может также иметь расширяющийся конец, сконфигурированный так, чтобы подсоединять его к впускному проходу линзового модуля.
Пример осуществления настоящего изобретения дополнительно содержит устройство, имеющее гибкий баллончик, сконфигурированный так, чтобы неоднократно сжиматься и разжиматься, гибкую соединительную трубку, имеющую расширяющийся конец и не расширяющийся конец, при этом не расширяющийся конец подсоединен к баллончику, а соединительная трубка сконфигурирована так, чтобы уменьшать и увеличивать длину прохода баллончика, при этом соединительная трубка сконфигурирована также так, чтобы переносить жидкость к баллончику и от баллончика, а сжимающий рычаг контактирует в баллончиком и сконфигурирован так, чтобы создавать давление внутри баллончика.
Кроме того, пример осуществления настоящего изобретения содержит способ изготовления устройства для переноса жидкости в резервуарной системе очковых стекол, включающий: начальный этап изготовления единого цельного резервуара, размещение первой необработанной трубчатой секции первого обработанного материала, имеющей первый диаметр и первое, и второе отверстия на противоположных концах, поверх трубчатого впускного профиля резервуара, имеющего цилиндрическое или эллиптическое поперечное сечение, так, что один конец первой необработанной трубчатой секции, относящийся к первому отверстию, и один конец трубчатого профиля резервуара располагаются на одном уровне, при этом первый обработанный материал является базовой структурой баллончика, обработку первого обработанного материала так, что первая обработанная трубчатая секция формируется вокруг трубчатого профиля резервуара и сжимается на конце, относящемся ко второму отверстию, меньшем, чем трубчатый профиль резервуара, и образует отверстие уменьшенного диаметра; передвижение трубчатого профиля резервуара из первой обработанной трубчатой секции; герметизацию первого открытого конца трубчатого профиля баллончика резервуара; размещение первого открытого конца второй необработанной трубчатой секции второго диаметра поверх отверстия уменьшенного диаметра первой обработанной трубчатой секции, при этом вторая необработанная трубчатая секция выполнена из второго необработанного материала; размещение впускного профиля во втором отверстии необработанной трубчатой секции; и обработку второго обрабатываемого материала так, что вторая обработанная трубчатая секция формируется вокруг уменьшенного отверстия первой трубчатой секции и впускного профиля резервуара, чтобы образовать расширяющийся конец соединительной трубки.
Дальнейшие особенности изобретения, а также структура и работа различных примеров осуществления настоящего изобретения подробно описываются далее со ссылками на прилагаемые фигуры чертежей. Заметим, что изобретение не ограничивается определенными примерами осуществления, описанными здесь. Такие примеры осуществления представлены здесь только с иллюстративными целями. Специалистам в соответствующей области техники будут очевидны дополнительные примеры осуществления.
КРАТКОЕ ОПИСАНИЕ ФИГУР/ЧЕРТЕЖЕЙ
Прилагаемые фигуры чертежей, которые введены здесь и которые образуют часть описания изобретения, иллюстрируют настоящее изобретение и, совместно с описанием, служат также для объяснения принципов изобретения и позволяют специалисту в данной области техники выполнить и использовать изобретение.
Фиг.1 - частично изображает образцовую пару очковых стекол, заполненных жидкостью, в соответствии с примером осуществления изобретения.
Фиг.2 - иллюстрирует покомпонентное изображение одного из участков дужки очков очковых стекол, наполненных жидкостью, которые показаны на Фиг.1, в соответствии с изобретением.
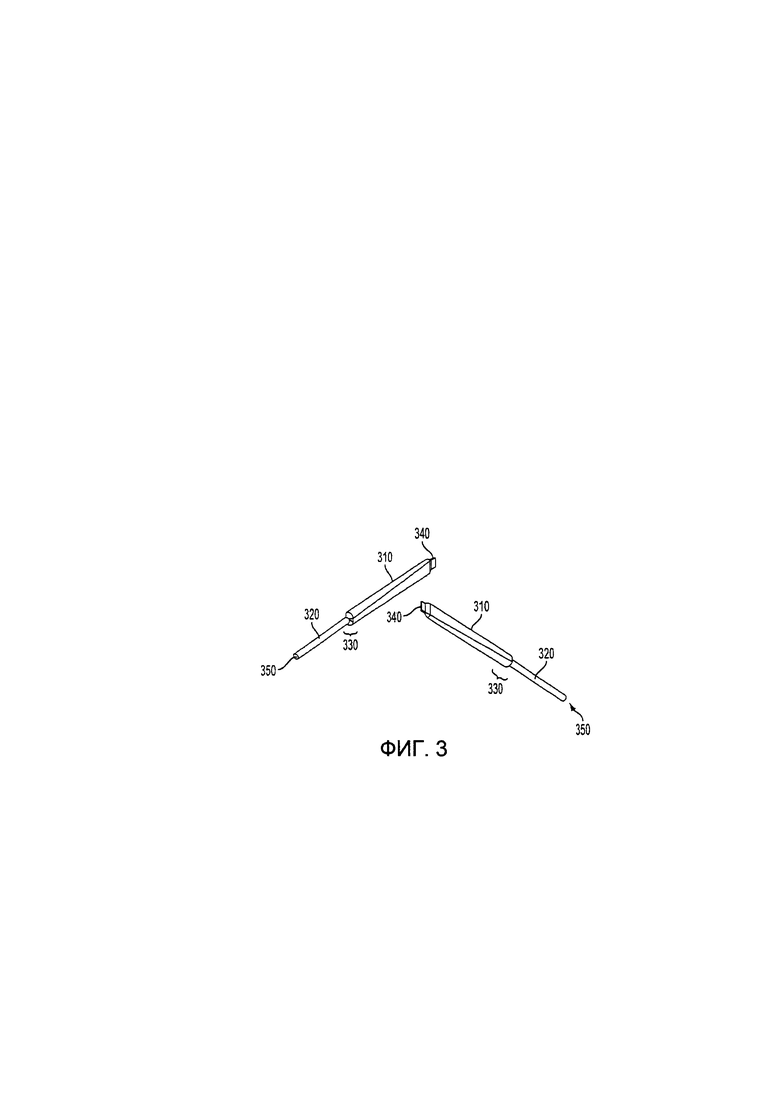
Фиг.3 - иллюстрирует трехмерное изображение резервуара, в соответствии с примером осуществления, показывающее относительно широкую секцию и относительно узкую секцию.
Фиг.4А - Фиг.4D - показывают в масштабе чертежи резервуара, такого как резервуар, показанный на Фиг.3, в соответствии с примером осуществления настоящего изобретения.
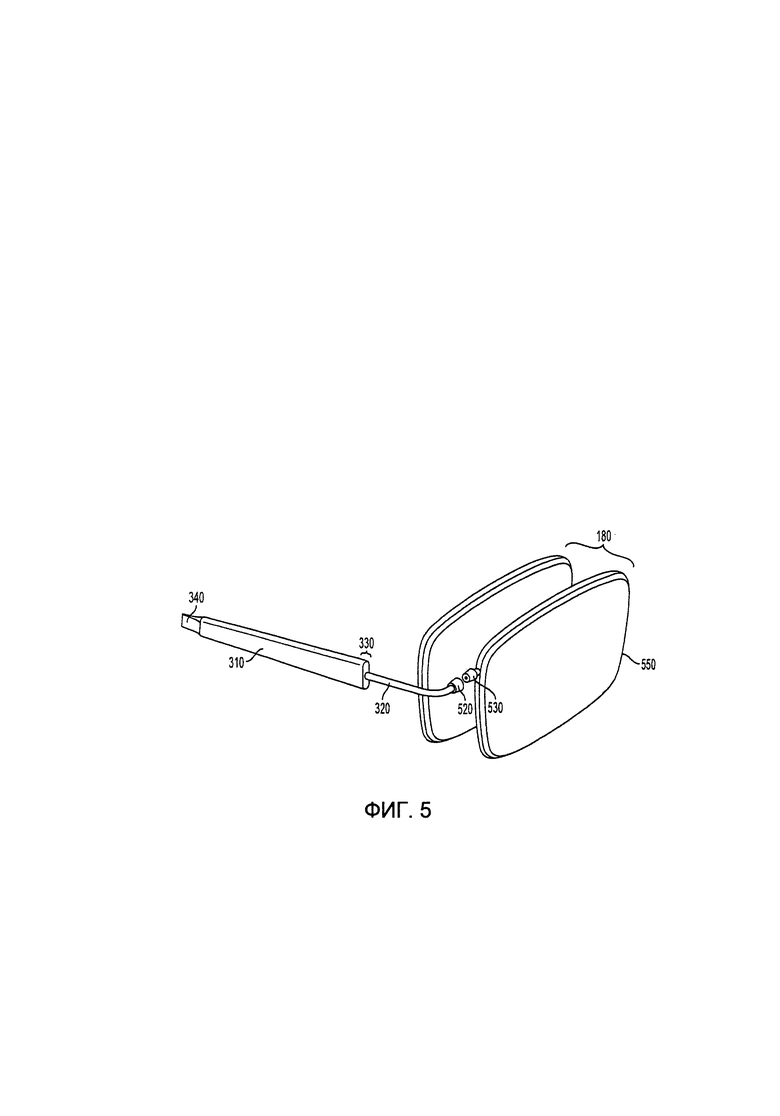
Фиг.5 - изображает резервуар в покомпонентном виде герметизированного линзового модуля, показывающего соединение концов узкой секции резервуара и впускного патрубка, расположенного на жесткой линзе герметизированного линзового модуля, в соответствии с примером осуществления настоящего изобретения.
Фиг.6А-Фиг.6D - иллюстрируют примерный способ изготовления резервуара, в соответствии с примером осуществления.
Фиг.7А-Фиг.7D - иллюстрируют другой примерный способ изготовления резервуара, в соответствии с примером осуществления.
Фиг.8 - показывает результаты оптических испытаний, проведенных для вычисления объема широкой секции резервуара, которая контактирует со сжимающим средством, в соответствии с примером осуществления настоящего изобретения. Данные были использованы при вычислении объема жидкости, необходимой для инжекции в полость линзы, заполненной жидкостью, для каждой диоптрии повышения оптической силы, представленные для линзы, заполненной жидкостью, с геометрией, которая показана на Фиг.5.
ПОДРОБНОЕ ОПИСАНИЕ
Хотя обсуждаются определенные конфигурации и компоновки, следует понимать, что это делается только в иллюстративных целях. Специалисту в этой области техники будет понятно, что могут использоваться и другие конфигурации и компоновки без отклонения от сущности и объема настоящего изобретения. Специалисту в данной области техники будет очевидно, что это изобретение может также быть использовано в других, самых различных применениях.
Заметим, что ссылки в описании на "одно осуществление", "осуществление", "пример осуществления" и прочее показывают, что описанный пример осуществления может содержать специфическую особенность, структуру или характеристику, но каждый пример осуществления не может с необходимостью содержать специфическую особенность, структуру или характеристику. Более того, такие фразы не являются фразами, с необходимостью ссылающимися на определенный пример осуществления. Кроме того, когда описываются специфическая особенность, структура или характеристика во взаимосвязи с некоторым примером осуществления, специалист в данной области техники будет иметь представление о влиянии такой особенности, структуры или характеристики во взаимосвязи с другими примерами осуществления, описываемыми или не описываемыми в явном виде.
Конструкция очковых стекол, имеющих линзы, заполненные жидкостью, может использовать легко получаемую интеграцию всех компонентов линзы, заполненной жидкостью, в оправе очковых стекол без опаски для возможности регулирования оптической силы линзы, заполненной жидкостью, или для конструкции оправы и дужки очков, с позиции как эргономики, так и эстетики.
Пара очковых стекол, имеющих линзы, заполненных жидкостью, содержат, например, но без ограничений: (1) два линзовых, заполненных жидкостью; (2) две соединительные трубки, каждая из которых подсоединяет впускной проход линзового модуля к соответствующему резервуару для образования герметизированной системы, и протянутые через шарнир; (3) два выполненных из гибкого материала резервуара, заполненных жидкостью, которые могут обратимо сжиматься и разжиматься в течение большого числа циклов и которые подсоединены к линзовым модулям посредством соединительных трубок; (4) шарниры, предоставляющие каналы, в которых находятся соединительные трубки и которые позволяют им изгибаться во время работы шарнира без образования складок соединительных трубок; и (5) два исполнительных элемента, которые обратимо сжимают соответствующие резервуары и с возможностью управления посредством перемещения, например, но без ограничения, колесика или винта, расположенных сбоку каждой дужки очков.
Конструкция, которая предоставляет возможность носителю очков раздельно регулировать левую и правую оптику, считается эргономически более высокого качества, чем конструкция, в которой требуется совместная регулировка оптики, поскольку это приводит к прямой тактильной взаимосвязи между величиной регулировки положения исполнительного элемента и прозрачностью, а также увеличением ретинального изображения, сформированного линзами, заполненными жидкостью.
Фиг.1 является частичной иллюстрацией образцовых очков в сборе 100 с линзами, заполненными жидкостью, в соответствии с примером осуществления настоящего изобретения. Очки 100 содержат первый и второй участки дужек очков 120, оправу линзы 140, шарниры 160, присоединяющие участки дужек очков 120 к оправе 140, и по меньшей мере одну линзу, заполненную жидкостью, в сборе 180.
На Фиг.2 иллюстрируется покомпонентная деталь одного из участков дужек очков 120, в соответствии с примером осуществления настоящего изобретения. Участок дужек очков 120 содержит два участка внешней оболочки 220а и 220b. Когда два участка внешней оболочки 220а и 220b плотно прилегают между собой, они образуют полость 230 внутри участка дужек очков 120. Внутри полости 230 может быть вклеен, сформирован и размещен резервуар в сборе 240. В примере осуществления участок дужек очков 120 содержит также блок сжимающего рычага 260, гибкий лепесток 270, штифт 272, держащий лепесток 270 на своем месте, и исполнительный элемент 280. В одном из примеров этот блок подвижно контактирует с более широкой частью резервуара в сборе 240. В примере осуществления сжимающий рычаг 260 имеет такую форму, что в ограниченном пространстве полости 230 собранного участка дужек очков 120 соприкосновение с более широкой частью резервуара в сборе 240 приводит к сжатию резервуара в сборе 240 и выдавливанию жидкости из упомянутого резервуара в сборе. И наоборот, в примере осуществления уменьшение контакта между сжимающим рычагом 260 и резервуаром в сборе 240 уменьшает давление в резервуаре в сборе 240 и приводит к тому, что жидкость втягивается в резервуар в сборе 240.
На Фиг.3 иллюстрируется образцовый резервуар в сборе 240 с нескольких положений, в соответствии с примером осуществления настоящего изобретения. Резервуар в сборе 240 содержит баллончик 310, соединительную трубку 320, сочленение 330, герметизированный конец 340 и открытый конец 350. В примере осуществления резервуар 240 имеет обычно конфигурацию баллончика 310, имеющего такую форму, чтобы располагаться внутри участка дужек очков 120 очков в сборе. Баллончик 310 расположен в полости 230 внутри участка дужек очков 120. В примере осуществления баллончик 310 контактирует с тонкой, жесткой, подвижной металлической пластиной, именуемый здесь как сжимающий рычаг 260 (показан на Фиг.2), вдоль ее ширины. В примере осуществления баллончик 310 для лучшего совпадения с конусообразной формой участка дужек очков 120 может быть цилиндрическим или эллиптическим. В одном примере внутренний диаметр может составлять 5.0 мм или менее, например, от 2.0 мм до 4.5 мм вдоль большой оси и между 1.0 мм и 3.0 мм - вдоль малой оси. В другом примере верхний предел размеров баллончика 310 определяется размером участка дужек очков 120, используемых в очках 100, а также максимально допустимой величиной усилия, которое может быть создано механическим воздействием исполнительного элемента (например, блоком на Фиг.2, содержащим 260, 270, 272 и 280) и передано на сжимающий рычаг 260 при соприкосновении с баллончиком 310. Если данное усилие является слишком высоким, то это может приводить к изгибу сжимающего рычага 260, рассеивая тем самым некоторую часть усилия. В примере осуществления имеется также прямая корреляция между толщиной стенки баллончика 310, его жесткостью при упругом растяжении и силами сдвига, и размерами баллончика 310.
Баллончик 310 резервуара в сборе 240 подсоединяется к более узкой части, называемой здесь как соединительная трубка 320, по которой жидкость от баллончика 310 передается в линзу, заполненную жидкостью, в сборе 180 (как показано на Фиг.1). В примере осуществления баллончик 310 и соединительная трубка 320 могут быть сформированы раздельно и соединены между собой. В другом примере осуществления баллончик 310 и соединительная трубка 320 выполняются из одной трубки материала резервуара. Для формирования резервуара, как единого блока, устраняя необходимость формирования сочленения 330, может быть разработано несколько процессов, включая, например, но без ограничения, термическую посадку, в том случае, когда материал резервуара является термоусадочным материалом; формование раздувом или литьевое формование, например, когда материал резервуара является термопластиком; или машинная обработка, как при изготовлении прототипа.
В одном из примеров осуществления соединительная трубка 320 имеет внутренний диаметр в диапазоне между 1.0 мм - 2.5 мм, например, между 1.0 мм и 1.5 мм. Нижняя граница определяет время, необходимое для прохождения жидкости через соединительную трубку 320. Например, внутренний диаметр соединительной трубки в 1.2 мм обеспечивает оптический отклик на регулировку исполнительного элемента менее чем 5 секунд, а, в примере осуществления, менее чем 2 секунды. Поскольку в этом примере осуществления толщина стенки соединительной трубки 320 находится в диапазоне между 0.1 мм и 0.5 мм, то внешний диаметр может быть в диапазоне между 3.5 мм и 1.2 мм. Верхняя граница определяется максимальной величиной допустимого изгиба, который может быть обеспечен шарнирной секцией (раскрытой в заявке на патент США №12/904,769, введенной здесь целиком ссылкой) и конечным участком, без того, чтобы очки 100 были бы слишком громоздкими и жесткими, а также радиусом изгиба, которого может достигнуть соединительная трубка 320 без образования перегиба и закупорки.
На Фиг.4А-Фиг.4D представлены частные изображения и демонстрации образцового резервуара в сборе 240, в соответствии с примером осуществления настоящего изобретения. В верхней части на Фиг.4А иллюстрируется вид сбоку резервуара в сборе 240, в то время как в нижней части на Фил. 4А иллюстрируется вид сверху резервуара в сборе 240. На Фиг.4B-Фиг.4D иллюстрируются изображения поперечного сечения резервуара в сборе 240 вдоль его длины. На Фиг.4 В иллюстрируется изображение поперечного сечения открытого конца 350 соединительной трубки 320 (без расширяющегося конца). На Фиг.4С иллюстрируется изображение поперечного сечения баллончика 310 на или около сочленения 330. На Фиг.4D иллюстрируется изображение поперечного сечения баллончика 310 около герметизированного конца 340. В этом образцовом примере осуществления длина от герметизированного конца 340 до сочленения 330 составляет 32 мм, длина от сочленения 330 до открытого конца 350 составляет 20.5 мм, длина сочленения составляет 1 мм, а длина герметизированного конца 340 составляет 1.5 мм. Также в этом образцовом примере осуществления диаметр поперечного сечения A-A составляет 1.6 мм, а толщина стенки составляет 0.3 мм. Большая ось эллиптического поперечного сечения B-B составляет 3.75 мм, а малая ось составляет 2.5 мм при толщине стенки 0.1 мм. Большая ось эллиптического поперечного сечения C-C составляет 4.5 мм, а малая ось составляет 1.12 мм при толщине стенки 0.1 мм.
На Фиг.5 иллюстрируется резервуар с покомпонентным изображением герметизированного линзового модуля, в соответствии с примером осуществления, показывающим соединительные концы (например, расширяющийся конец 520) соединительной трубки 320 резервуара 240 и впускного прохода 530, расположенного на жесткой линзе 550 герметизированного линзового модуля 180. Как показано на Фиг.5, открытый конец 350 соединительной трубки 320 расширяется на конус и образует расширяющийся конец 520, а затем посаживается на впускной проход 530 линзы, заполненной жидкостью, в сборе так, что соединительная трубка 320 может быть приварена к впускному проходу 530 до какой-либо операции заполнения.
В каждом из этих примеров осуществления важно выбрать надлежащий материал для резервуара в сборе. В примере осуществления этот материал является химически инертным, с минимальной проницаемостью используемой жидкости (например, кремниевое масло), так что при этом отсутствуют потери жидкости в течение 2-3 лет их использования. В примере осуществления материал допускает машинную обработку и обладает высокой гибкостью, поскольку может подвергаться крутым изгибам по длине, в частности, когда шарнир закрывается. В одном примере радиус кривизны может составлять величину не менее 3.0 мм, или может быть в 2 раза меньше внешнего диаметра соединительной трубки.
Следующая Таблица 1 показывает примеры материалов, которые могут рассматриваться в качестве материалов для резервуара 240.
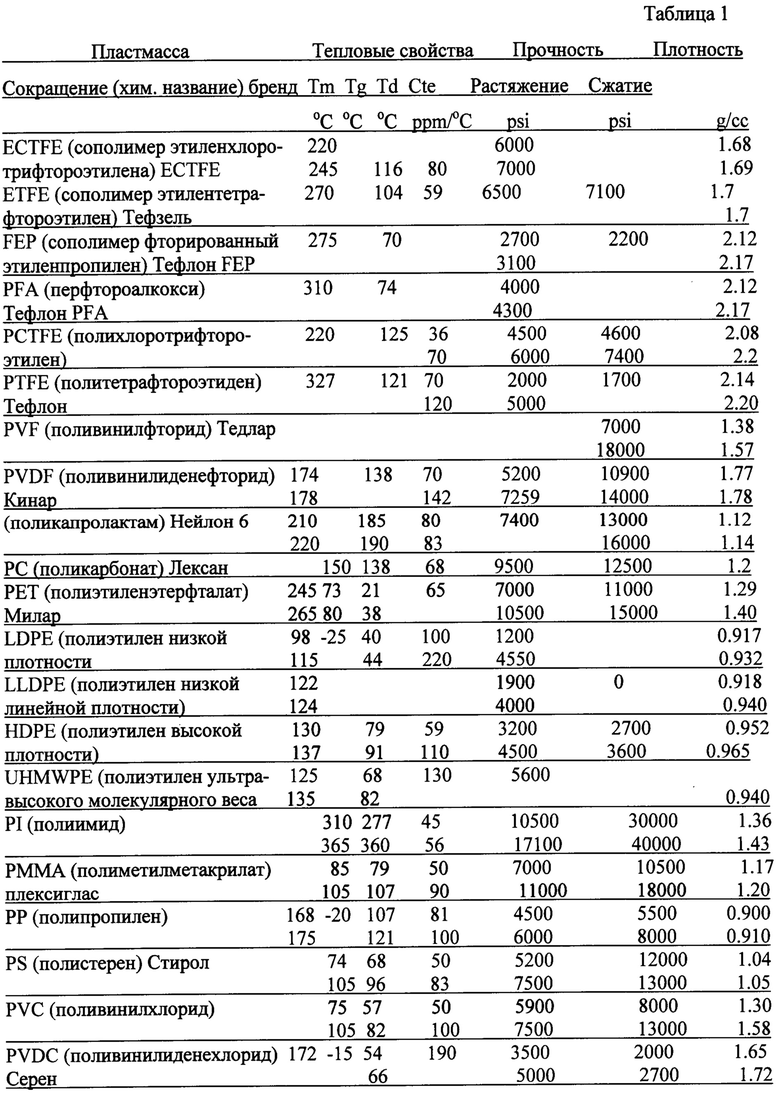
В примере осуществления может использоваться материал из фторуглерода вместо хлорфторуглерода или другие галоуглеродные материалы в терминах комбинации непроницаемости, упругости и жесткости. Например, для данного примера осуществления в терминах упругости и жесткости наиболее подходит TYGON (поливинилхлорид), однако он не является достаточно непроницаемым к кремниевому маслу, такому как DC 702 и DC 704, производимому компанией Dow Conning Corp., Мидленд, Мичиган. Для данного примера осуществления может использоваться поливинилиденедифторид (PVDF), поскольку он имеет оптимальную комбинацию упругости, жесткости и непроницаемости. Он является также хорошо обрабатываемым и может быть обработан термической посадкой, термосвариванием, термоформовкой и литьем под давлением. PVDF обладает превосходной сопротивляемостью к поглощению кремниевого масла при формовке как термической посадкой, так и не термической посадкой.
На Фиг.6А-Фиг.6D иллюстрируется способ изготовления резервуара в соответствии с примером осуществления настоящего изобретения. На Фиг.6А иллюстрируется начальный этап изготовления резервуара из двух частей. В примере осуществления первоначально формируется трубчатый профиль 610 с цилиндрическим или эллиптическим поперечным сечением. Поперечное сечение этого трубчатого профиля 610 имеет такие форму и размеры, которые соответствуют полости участка дужек очков с линзами, заполненными жидкостью. Затем первый трубчатый участок материала 620, имеющий длину несколько большую, чем трубчатый профиль 610, устанавливается вокруг трубчатого профиля 610 со стороны одного открытого конца 512 первого трубчатого участка материала 620. Материалом 620 может быть, например, PVDF. Трубчатый профиль 610 может быть выполнен, например, из металла.
Затем, как видно из Фиг.6B, материал 620 обрабатывается. В примере осуществления материал 620 обрабатывается с использованием термической обработки. В течение такой обработки материал 620 обжимается и охватывает трубчатый профиль 610, за исключением той части, где трубчатый профиль 610 не содержит материала 620, в этом случае материал 620 продолжает сжиматься, образуя небольшое, по сравнению с поперечным сечением металлического профиля 610, отверстие и соединение 632. Первый обработанный материал 630 является базовой структурой баллончика.
На Фиг.6C иллюстрируется другой этап изготовления резервуара из двух частей, в соответствии с примером осуществления. В примере осуществления первоначально второй трубчатый участок материала 640, имеющий диаметр меньше, чем первый трубчатый участок материала 620, но больше, чем соединение 632, устанавливается над расширяющимся профилем 660. Расширяющийся профиль может быть выполнен, например, из металла. Расширяющийся профиль 660 имеет такую форму и размеры, чтобы образовывать расширяющийся конец соединительной трубки такой, что он будет охватывать впускной проход линзы, заполненной жидкостью, в сборе. Другой конец второго трубчатого участка материала 640 устанавливается над соединением 632. Соединение 632 и отверстие второго трубчатого участка материала 640 могут иметь клеящее вещество, нанесенное на их внутреннюю и внешнюю поверхности, для соединения между собой первого и второго трубчатых участков материала 620 и 640. Клеящим веществом может являться, например, но без ограничения, DELO DuopoxOl Rapid или Duopox AD821, производимые компанией DELO Industrie Klebstoffe, Windach, Германия.
Затем, как видно из Фиг.6D, обрабатывается материал 640, например, термической обработкой, так, что материал 640 обжимается, образуя при сжатии соединительную трубку, за исключением той части, где расширяющийся профиль 660 содержит материал 640; в этом случае материал 640 сжимается не полностью и образует расширяющийся относительно поперечного сечения обработанной соединительной трубки 650 конец 670. Обработанная соединительная трубка 650 будет теперь также постоянно подсоединена к основанию баллончика 630 по сочленению 680. Как было ранее установлено, сочленение 680 может быть затем соединено клеящим веществом, может быть герметизировано только сжатием обработанного материала или обоими способами. Конечным этапом этого способа изготовления резервуара является перемещение расширяющегося профиля 660 и герметизация, например, термической обработкой, открытого конца 612 первого трубчатого участка материала 620, теперь уже обработанного основания 630 баллончика. После герметизации открытого конца 612 баллончик становится полностью функциональным.
На Фиг.7А-Фиг.7Б иллюстрируется другой способ изготовления резервуара, в соответствии с примером осуществления настоящего изобретения. На Фиг.7А иллюстрируется начальный этап изготовления резервуара из двух частей. В примере осуществления сначала трубчатая секция материала 740 устанавливается поверх впускного профиля 760. Материалом 740 может являться, например, PFDP. Впускной профиль 760 может быть выполнен, например, из металла. Впускной профиль 760 может иметь такие форму и размеры, которые образуют расширяющийся конец материала 740, так что после обработки материал 740 будет охватывать впускной проход линзы, заполненной жидкостью, в сборе.
Затем, как видно из Фиг.7B, обрабатывается материал 740. В примере осуществления материал 740 обрабатывается термической обработкой так, что материал 740 обжимается и сжимается, за исключением той части, где впускной профиль 760 содержит материал 740. В этом случае материал 740 сжимается не полностью и образует распшряющийся относительно поперечного сечения обработанной соединительной трубки 750 конец 770.
На Фиг.7C иллюстрируется другой этап изготовления резервуара из двух частей, в соответствии с примером осуществления. В примере осуществления формируется трубчатый профиль 710 с цилиндрическим или эллиптическим поперечным сечением. Трубчатый профиль 710 может быть выполнен, например, из металла. Поперечное сечение трубчатого профиля 710 может быть такой формы и размеров, которые соответствуют полости участка дужек очков с линзами, заложенными жидкостью. Затем трубчатый участок материала 720, имеющий длину несколько большую, чем трубчатый профиль 710, устанавливается вокруг трубчатого профиля 710 со стороны одного открытого конца 712 трубчатого участка материала 720. Материалом 720 может быть, например, VITON®, производимый компанией DuPont Performance Elastomer, Уилмингтон, Делавэр. Другой конец трубчатой части материала 720 устанавливается поверх не расширяющегося конца обработанной соединительной трубки 750. Не расширяющийся конец обработанной соединительной трубки 750 и отверстие другого конца трубчатой части материала 720 могут иметь клеящее вещество, такое как, но без ограничения, DELO Duopox 01 Rapid или DuopoxAD821, нанесенное их внутренние и внешние поверхности для соединения между собой двух трубчатых частей материала 720 и материала 740.
Затем, как видно из Фиг.7D, обрабатывается материал 720. В примере осуществления материал 720 обрабатывается термической обработкой. В таком примере осуществления обрабатывается так, что материал 720 обжимается и охватывает трубчатый профиль 710, за исключением той части, где трубчатый профиль 710 не содержит материала 720; в этом случае материал 720 продолжает сжиматься, образуя сочленение 780 с соединительной трубкой 750. Обработанный материал 730 является базовой структурой баллончика. Обработанная соединительная рубка 750 будет теперь также постоянно подсоединена к основанию баллончика 730 по сочленению 780. Как было ранее установлено, сочленение 780 может быть затем соединено клеящим веществом, может быть герметизировано только сжатием обработанного материала или обоими способами. Конечным этапом этого способа изготовления резервуара является перемещение расширяющегося профиля 710 и герметизация открытого конца 712 трубчатого участка материала 720. Это превращает обработанный материал 730 в основание баллончика. Открытый конец может быть герметизирован, например, термической обработкой. После герметизации открытого конца 712 баллончик становится полностью функциональным.
Хотя Фиг.6А-Фиг.6D и Фиг.7А-Фиг.7D являются альтернативами двух способов изготовления резервуара линзы, заполненной жидкостью, их не следует рассматривать как ограничивающие примеры. Например, две части резервуара могут быть образованы как единый блок. Для образования резервуара как единого блока может быть разработано несколько процессов, при этом будет устранена необходимость в образовании сочленения, содержащего термическую посадку, в том случае, когда материал резервуара является термически обжимаемым материалом, выдувное и литьевое формование, когда материалом резервуара является, например, термопластик, или машинную обработку, как, например, при изготовлении прототипа.
На Фиг.8 показаны результаты тестирования, проведенного при вычислении размеров резервуара для одной конструкции очков, в соответствии с примером осуществления. При этом тестировании измерялся объем кремниевого масла, необходимого для получения повышения на одну диоптрию (1.0D) оптической силы линзы, заполненной жидкостью. В этом измерении использовался прототип линзы заполненной жидкостью, в сборе, установленной на линзометре, позволяющем измерять оптическую силу линзы. Линза, заполненная жидкостью, была герметически подсоединена к резервуару, имеющему форму, как показано на Фиг.3, посредством соединительной трубки надлежащей длины и диаметра.
Эти данные показывают, что жидкость действительно передается из резервуара в полость линзы, приводя к раздуванию мембраны жидкой линзы и повышению оптической силы линзы, как это предсказывалось. Повышение оптической силы было линейным в зависимости от объема жидкости, указывая на линейную зависимость от перемещения исполнительного элемента, такого как колесико или винт. Для этой конструкции использовалось около 30 микролитров кремниевого масла для повышения оптической силы линзы, заполненной жидкостью, на 1.0D. Поскольку может потребоваться полный диапазон оптической силы, составляющий около 2.5D, то резервуар в примере осуществления может иметь такие размеры, чтобы подавать этот объем жидкости без того, что резервуар выйдет из зоны упругости, оставляя приблизительно 60% жидкости в резервуаре на самой верхней точке диапазона оптической силы.
Хотя выше были описаны различные примеры осуществления настоящего изобретения, следует понимать, что они были представлены только посредством примеров, а не ограничений. Специалистам в данной области техники будет очевидно, что здесь могут быть сделаны различные изменения в форме и деталях без отклонения от сущности и объема изобретения. Таким образом, широта и объем настоящего изобретения не должны быть ограничены любым из описанных выше примеров осуществления, но должны быть определены только в соответствии со следующими требованиями патентной формулы и их эквивалентами.
Далее, целью вышеизложенного реферата изобретения является предоставление Патентному ведомству США и общественности в общем, и, в частности, ученым, инженерам и специалистам - практикам в этой области техники, которые незнакомы с патентными или юридическими терминами или фразеологией, возможности быстро определить из беглого просмотра природу и сущность технического раскрытия заявки. Реферат изобретения не предназначен для какого-либо ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шарнирный механизм заполненных жидкостью линз в сборе | 2010 |
|
RU2611286C2 |
| ЛИНЗЫ, ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ, И ИХ ИСПОЛНИТЕЛЬНЫЕ СИСТЕМЫ | 2011 |
|
RU2605521C2 |
| МЕХАНИЗМ ЛИНЗЫ, ЗАПОЛНЕННОЙ ЖИДКОСТЬЮ, С ИЗМЕНЯЕМЫМ ФОКУСНЫМ РАССТОЯНИЕМ | 2010 |
|
RU2547167C2 |
| ЛУПА | 2020 |
|
RU2747037C1 |
| Линзы заполненные жидкостью, и механизм их заполнения | 2010 |
|
RU2654343C1 |
| ЛИНЗЫ, ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ, И МЕХАНИЗМЫ ИХ ЗАПОЛНЕНИЯ | 2010 |
|
RU2610783C9 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗЕРВУАР ПО ПЕРИМЕТРУ ЛИНЗЫ | 2011 |
|
RU2577788C2 |
| БЕСПРИВОДНЫЕ КОНСТРУКЦИИ ОПРАВЫ СО СКРЫТЫМИ МЕХАНИЗМАМИ ЛИНЗ, ЗАПОЛНЕННЫХ ЖИДКОСТЬЮ | 2011 |
|
RU2603704C2 |
| Жидкие линзы, заготовки линз и способы их изготовления | 2013 |
|
RU2635404C2 |
| ЛИНЗЫ ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ И ИХ ПРИМЕНЕНИЯ В ОФТАЛЬМОЛОГИИ | 2011 |
|
RU2603520C2 |







Резервуарная система очковых стекол для сохранения жидкости и питания линз, заполненных жидкостью, пары очковых стекол линзового модуля содержит участок дужки очков, имеющий полость, и единый цельный резервуар, состоящий из баллончика и соединительной трубки. Баллончик установлен внутри полости, выполнен из гибкого материала и сконфигурирован так, чтобы неоднократно сжиматься и разжиматься. Соединительная трубка подсоединена к входному проходу линзового модуля и сконфигурирована так, чтобы переносить жидкость между баллончиком и полостью линзы, заполненной жидкостью, линзового модуля. Технический результат – повышение эргономичности за счет возможности раздельно регулировать левую и правую линзы, и увеличение ретинального изображения, сформированного линзами, заполненными жидкостью. 2 н. и 12 з.п. ф-лы, 17 ил., 1 табл.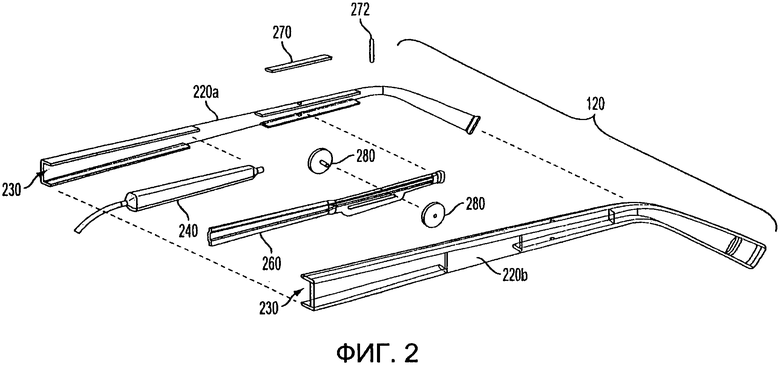
1. Резервуарная система очковых стекол для сохранения жидкости и питания линз, заполненных жидкостью, пары очковых стекол линзового модуля, содержащая:
участок дужки очков, имеющий полость,
единый цельный резервуар, состоящий из баллончика и соединительной трубки,
при этом баллончик установлен внутри полости и выполнен из гибкого материала и сконфигурирован так, чтобы неоднократно сжиматься и разжиматься, и
при этом соединительная трубка подсоединена к входному проходу линзового модуля, и сконфигурирована так, чтобы переносить жидкость между баллончиком и полостью линзы, заполненной жидкостью, линзового модуля.
2. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что форма баллончика является цилиндрической или эллиптической, а баллончик является более широким соответственно, чем соединительная трубка.
3. Резервуарная система очковых стекол по п. 2, отличающаяся тем, что внутренний диаметр баллончика составляет от 1.0 мм до 5.0 мм.
4. Резервуарная система очковых стекол по п. 3, отличающаяся тем, что внутренний диаметр баллончика находится между 2.0 мм и 4.5 мм вдоль большой оси и между 1.0 мм и 3.0 мм вдоль малой оси.
5. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что материалом баллончика является поливинилиденфторид.
6. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что соединительная трубка выполнена из поливинилиденфторида.
7. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что внутренний диаметр соединительной трубки находится между 1.0 мм и 2.5 мм.
8. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что внешний диаметр соединительной трубки находится между 1.2 мм и 3.5 мм.
9. Резервуарная система очковых стекол по п. 1, отличающаяся тем, что соединительная трубка также содержит расширяющийся конец, сконфигурированный так, чтобы подсоединяться к впускному проходу линзового модуля.
10. Резервуарная система очковых стекол по п. 9, отличающаяся тем, что расширяющийся конец соединительной трубки облегчает соединение и постоянное прикрепление к впускному проходу линзового модуля.
11. Устройство для переноса жидкости в резервуарной системе очковых стекол, содержащее:
модуль жидкой линзы;
единый цельный резервуар, расположенный внутри полости участка дужек очков, состоящий из баллончика и соединительной трубки,
сжимающий рычаг, сконфигурированный так, чтобы прикладывать давление к баллончику,
при этом баллончик выполнен гибким так, чтобы неоднократно сжиматься и разжиматься, и при этом соединительная трубка имеет один расширяющийся конец, подсоединенный к модулю жидкой линзы, и другой конец, подсоединенный к гибкому баллончику,
при этом гибкая соединительная трубка сконфигурирована так, что может сужаться и расширяться по направлению длины прохода гибкого баллончика, чтобы доставлять жидкость от гибкого баллончика к модулю жидкой линзы.
12. Устройство для переноса жидкости по п. 11, отличающееся тем, что форма баллончика является цилиндрической или эллиптической, а баллончик является более широким соответственно, чем соединительная трубка.
13. Устройство для переноса жидкости по п. 11, отличающееся тем, что баллончик и соединительная трубка выполнены из поливинилиденфторида.
14. Устройство для переноса жидкости по п. 11, отличающееся тем, что расширяющийся конец соединительной трубки облегчает соединение и постоянное прикрепление к впускному проходу модуля жидкой линзы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОЙ БУМАЖНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2576581C1 |
| US 2004033369 A1, 19.02.2004 | |||
| US 5182585 A, 26.01.1993 | |||
| JPS58117519 A, 13.07.1983 | |||
| US 2005140922 A1, 30.06.2005. | |||

