Изобретение относится к способам и устройствам, предназначенным для контроля герметичности окончательно собранных изделий, в частности неуправляемых реактивных снарядов (НУРС), не имеющих и в конструкции которых не предусматривается специальных подсоединительных устройств (штуцеров, технологических крышек и т.п.) или иных технологических приспособлений для определения их годности по герметичности корпуса в местах соединений составных частей изделия (головная часть, обтекатели, корпус двигателя ракеты, хвостовое оперение и другие узлы и детали) к использованию по прямому назначению.
Известен способ контроля герметичности в соответствии с патентом №2123674 кл. МПК G01M3/00, G01M3/02, заключающийся в создании разности давлений между внутренним давлением в испытуемой ёмкости (оболочке) и внешним давлением в окружающем её ограниченном пространстве (контрольной камере) с использованием источника подвода или отсасывания сжатой среды (воздуха), сообщающегося с внутренним объёмом камеры, в которой заключена контролируемая ёмкость. Выходной сигнал датчика относительного давления запоминается в течение определённого периода времени в накопителе, выходной сигнал которого в качестве опорного значения давления подаётся на компаратор. На другой вход компаратора непосредственно подаётся выходной сигнал относительного давления. Достигаемый технический результат – упрощение способа контроля герметичности ёмкости и устройства для его осуществления.
Анализ значений выходных сигналов компаратора позволяет судить о наличии и величине утечки сжатого воздуха из контролируемой ёмкости. Характерной особенностью указанного способа контроля герметичности по патенту №2123674 является необходимость измерения давления внутри контролируемой ёмкости. Это заранее предполагает наличие технологических деталей (подсоединительных штуцеров, технологических крышек и т.п. деталей). Эти технологические детали неизбежно должны применяться при выполнении контроля по методу патента №2123674, что не всегда может быть допустимо из-за конструктивных особенностей контролируемой ёмкости, в данном случае корпуса ракеты, где возможности для их применения отсутствуют просто по конструктивным соображениям.
В процессе проведения контроля могут возникнуть следующие ситуации:
- испытуемая ёмкость герметична и в этом случае перепад между внутренним давлением и наружным будет сохраняться неопределённо долго;
- испытуемая ёмкость имеет незначительные «повреждения», через которые сжатый воздух постепенно просачивается в сторону более низкого давления в течение некоторого периода времени, то есть перепад давлений в этот период времени уменьшается и есть величина переменная, что определяется понятием «малая» течь;
- испытуемая ёмкость имеет существенные повреждения (изделие собрано с неустановленными уплотнительными устройствами и т.п., то есть с грубым браком) и в этом случае выравнивание внутреннего и внешнего давлений произойдёт практически мгновенно, а перепад давлений внутри оболочки и снаружи её будет равен нулю, что определяется понятием «грубая» течь.
Недостатком указанного способа является отсутствие полной гарантии сохранения результатов контроля герметичности контролируемой ёмкости, когда после испытаний (при их положительном исходе) будет необходимо удалить технологические детали, так как потом потребуется заглушить измерительный технологический штуцер или заменить технологическую крышку и т.п. При выборе способа контроля герметичности по патенту №2123674 наличие технологических деталей заставляет подразумевать их абсолютную надёжность и полную пригодность качества последующей сборки для подтверждения результатов проверки герметичности. Способ контроля герметичности по патенту №2123674 является аналогом предлагаемого технического решения. Это вытекает из того, что в рассматриваемой конструкции контролируемой оболочки (окончательно собранного корпуса ракеты) наличие таких подсоединительных деталей не предусмотрено и измерение давления непосредственно с их помощью исключено.
Известен способ контроля герметичности снаряжённых боеприпасов в соответствии с отраслевым стандартом ОСТ В84-1117-88 «Боеприпасы. Контроль герметичности манометрическим методом» по способу А2-0.
В соответствии со структурной схемой установки, приведенной в ОСТе и реализующей способ А2-0 контроля герметичности, она включает в себя блок подготовки воздуха, запорный клапан, обеспечивающий подачу сжатого воздуха по трубопроводу в форкамеру под определённым давлением. После заполнения форкамеры сжатым воздухом запорный клапан закрывается, затем открываются клапаны подачи сжатого воздуха в измерительную камеру с находящимся в ней испытуемым изделием. Измерительная камера имеет объём, который определяется по специальной методике в зависимости от объёма контролируемой оболочки, давления сжатого воздуха и других параметров. Кроме того, сжатый воздух от форкамеры поступает во вторую камеру, имеющую определённый опорный объём, а также в контрольно-логический блок, где запоминается значение давления, которое по пневмосвязи передаётся в контрольно-измерительный блок, куда также поступают пневмосигналы (значения давлений) в измерительной и опорной ёмкостях.
Проверка герметичности заключается в контроле наличия или отсутствии спада испытательного давления при истечении воздуха во внутренний свободный объём оболочки и характеризуется контролем «малой» и «грубой» течей в течение расчётного периода времени.
Кроме того, в контрольно-измерительный блок поступает сжатый воздух от командно-логического блока. В выбранном способе контроля герметичности в случае обнаружения брака (негерметичности контролируемого изделия) перепад давления сжатого воздуха, поданного из форкамеры, и в измерительной ёмкости составляет около 10 Па (0,1·10-4 кГс/см2). Поэтому в структурной схеме ОСТа командно-логический и контрольно-измерительный блок выполняют роль усилителя давления воздуха в десять–двадцать раз с помощью элементов пневмоавтоматики низкого давления, после чего усиленный сигнал поступает на образцовый манометр, по показаниям которого можно судить о герметичности корпуса контролируемого изделия.
Устройство для осуществления указанного способа включает в себя раму с расположенными на ней узлами. В исходном состоянии клапаны подачи сжатого воздуха в измерительную камеру и в камеру опорного объёма закрыты, а эти камеры сообщаются с атмосферой. Форкамера через открытый запорный клапан находится под избыточным давлением сжатого воздуха от магистрали питания.
Проведение контроля осуществляется в следующей последовательности:
- вручную устанавливают изделие в измерительную камеру, формируя при этом измерительный объём в ней, после чего измерительную камеру герметично закрывают крышкой с помощью известных устройств;
- по команде с командно-логистического блока закрывается запорный клапан, отсекающий форкамеру от магистрали питания;
- открываются клапаны подачи сжатого воздуха, осуществляя перепуск испытательного давления в измерительную камеру и камеру опорного объёма;
- при окончании перепуска и стабилизации испытательного давления в измерительно и опорном объёмах клапаны подачи сжатого воздуха закрываются;
- в течение определённого времени контроля в контрольно-измерительном блоке осуществляется сравнение текущего давления в измерительном объёме измерительной камеры с постоянным давлением в камере опорного объёма с выдачей соответствующего сигнала на образцовый манометр.
Показания на табло устройства могут варьироваться в следующих вариантах:
1. Изделие герметично. В этом случае в измерительной и опорной ёмкостях будут зарегистрированы равные между собой давления Ри и Ро, но меньшие давления Рф, которое было создано в форкамере в начале испытаний, когда были закрыты клапана подачи сжатого воздуха.
2. Изделие негерметично, «малая» течь. Давление в измерительной камере Ри постепенно падает до достижения полного наполнения внутренней полости испытуемого изделия, а давление Ро остаётся неизменным. В это время контрольно-измерительный блок регистрирует наличие некоторого перепада давления ΔР = Рф - Ро.
3. Изделие негерметично, «грубая» течь. Давления Ри и Ро равны между собой, но их значения будут ниже уровней Ри и Ро, достигнутых в первом случае.
В соответствии с описанием способа А2-0 ОСТ В84-1117-88 был изготовлен стенд контроля герметичности 1473-00-000. Практика эксплуатации стенда показала, что ввиду своей сложности выполнения установки по способу А2-0 ОСТ В84-1117-88, чрезвычайно низкой надёжности его работы, а особенно пневмоавтоматики низкого давления, необходимости применения манометров, дающих ощутимую погрешность измерений в зависимости от фактического атмосферного давления, а также недостаточной точности измерений из-за большого количества измерительных элементов, участвующих в составе измерительной системы, реального применения в серийном производстве боеприпасов такой стенд не получил и из-за большого количества отказов в работе может быть принят лишь в качестве прототипа. Кроме того, в ОСТ В84-1117-88 не приведено конкретное определение понятия «грубой» течи и подробно не указана методика регистрации «грубой» течи, а лишь сделана ссылка на применение манометров, что не позволяет использовать объективные критерии понятия «грубой» течи на практике.
Задачей изобретения является создание надежного и точного способа и устройства для осуществления контроля герметичности изделия в любой стадии течи: от её отсутствия до «грубой» течи, и автоматизированного устройства, удовлетворяющего всем требованиям безопасности при минимальном наличии узлов с влиянием привносимых ими неизбежных погрешностей, преобразующих сигнал о наличии негерметичности испытуемого изделия в показания регистрирующего прибора.
Поставленная в настоящем изобретении задача решается за счёт того, что в способе контроля герметичности изделия, заключающемся в контроле давления в течение определённого времени датчиком разности давлений и сравнении текущего давления в измерительном объёме контрольной камеры с давлением в форкамере с выдачей соответствующего сигнала на табло, согласно изобретению сигнал передается непосредственно на табло, минуя промежуточные усилительные устройства, а сравнение давления проводится в автоматическом режиме, при этом производится предварительная настройка порога срабатывания электронно-цифрового манометра, определяемого зависимостью:

где Рм - порог настройки срабатывания электронного манометра, кПа;
Рф - давление в форкамере в исходном состоянии устройства, кПа;
Vф - объём форкамеры, м3;
Vко - объём контрольной оболочки за вычетом объёма герметичного изделия, м3;
Vвн - внутренний свободный объём изделия за вычетом объёмов заполняющих его деталей и узлов, м3;
δРм - абсолютная погрешность электронно-цифрового манометра на уровне измеряемых давлений, кПа.
На табло может отображаться один из следующих параметров:
- равенство давлений в контрольной камере и форкамере при неизменных и постоянных давлениях в них (изделие герметично);
- изменение перепада давлений между давлениями в форкамере и в контрольной камере в течение некоторого заданного промежутка времени («малая» течь);
- равенство давлений в контрольной камере и форкамере при условии срабатывания электронно-цифрового манометра с предварительно настроенным порогом срабатывания.
Указанная задача также решается за счет того, что в устройстве для контроля герметичности изделия, содержащем контрольную оболочку заданного объема для размещения в ней изделия, снабженную уплотняющей крышкой загрузочного отверстия, систему размещения и извлечения изделия, форкамеру подготовки сжатого воздуха для подачи его в контрольную оболочку, согласно изобретению передний конец контрольной оболочки заданного объема шарнирно установлен с возможностью поворота в вертикальной плоскости, а задний конец снабжен подвижной опорой, выполненной в виде штока вертикального пневмоцилиндра, перемещение крышки уплотняющей загрузочного отверстия осуществляется штоком горизонтального пневмоцилиндра, при этом работа горизонтального и вертикального пневмоцилиндров синхронизирована, а процесс контроля герметичности происходит автоматически.
Кроме того, форкамера может быть соединена с контрольной полостью датчика разности давлений, а вторая полость датчика разности давлений соединена с полостью контрольной оболочки, при этом при помощи пневмопреобразователя через универсальные реле давления полости датчика разности давления пневматически соединяются с атмосферой.
Обоснование достижения заданного технического результата.
Использование более чувствительных датчиков позволило исключить операцию усиления давления воздуха в десять–двадцать раз, которая производилась с помощью элементов пневмоавтоматики низкого давления. За счет этого удалось значительно снизить погрешность измерения, повысить надежность и точность способа контроля герметичности изделия в определении любой стадии течи: от её полного отсутствия до «грубой» течи, и создать автоматизированное устройство.
Предварительная настройка порога срабатывания электронно-цифрового манометра по предлагаемой зависимости также повышает точность измерения при определении наличия «грубой» течи в изделии.
Указанные изменения в порядке измерения обеспечиваются за счет оптимизации схемы устройства, что позволяет обеспечить соответствие всем требованиям безопасности при минимальном наличии узлов с влиянием привносимых ими неизбежных погрешностей, преобразующих сигнал о наличии негерметичности испытуемого изделия в показания регистрирующего прибора.
Заявляемые способ и устройство объединены единым изобретательским замыслом и в совокупности обеспечивают достижение заданного технического результата.
Проведённые патентные исследования показали соответствие заявляемых способа и устройства критериям патентоспособности изобретений.
Данные способ и устройство могут осуществляться промышленным путём, поэтому оно соответствует критерию «промышленная применимость».
Сущность предлагаемых технических решений поясняется чертежами, где:
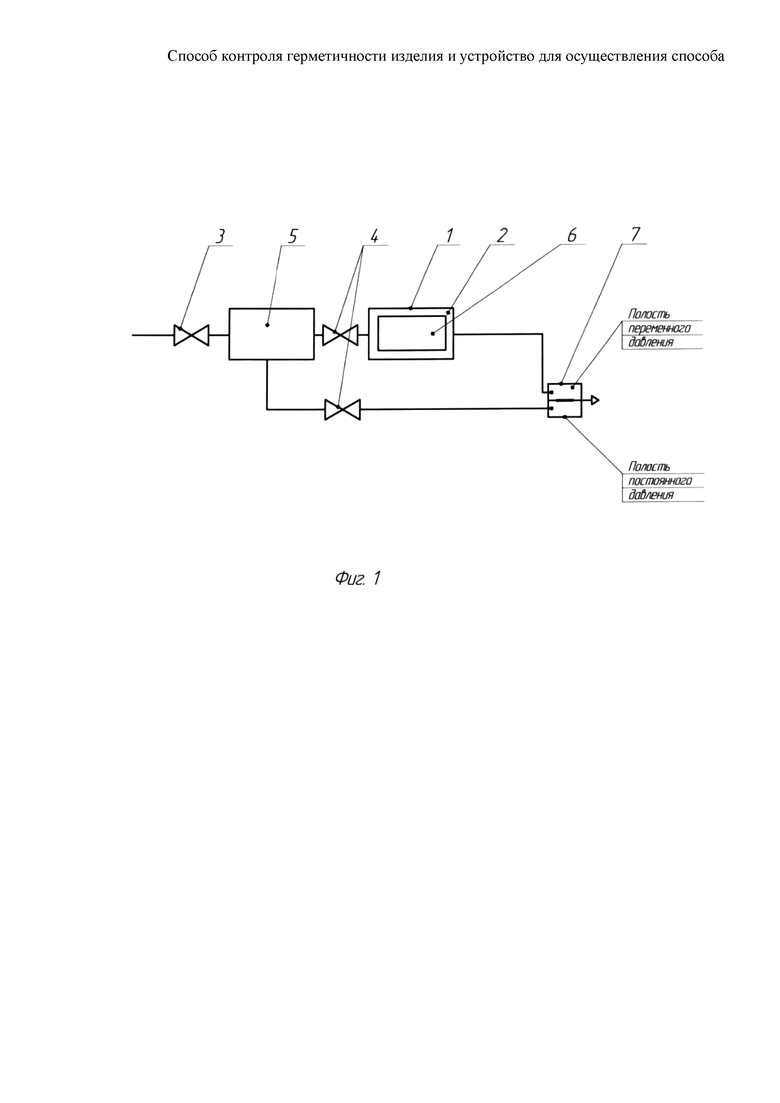
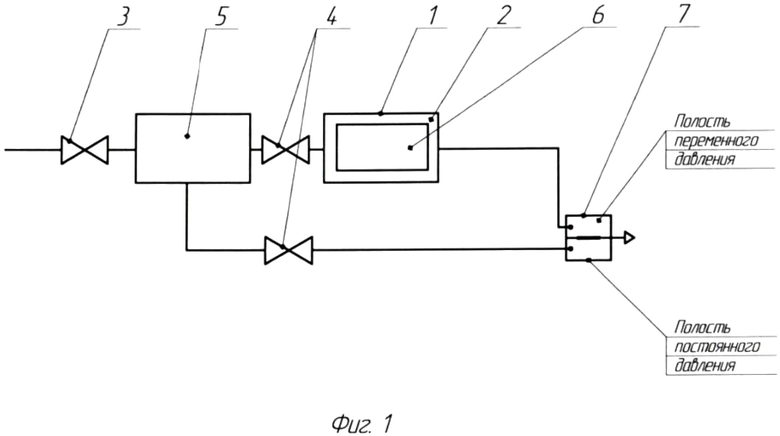
- на фиг. 1 – структурная схема устройства;
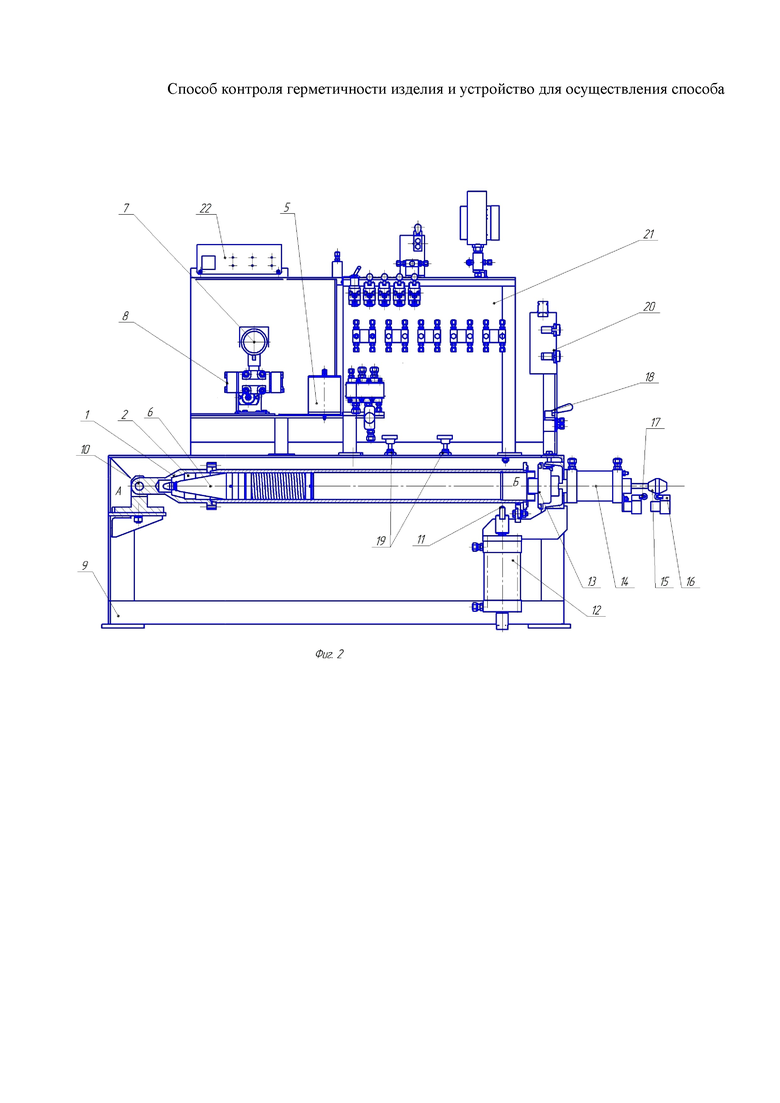
- на фиг. 2 - общий вид устройства для контроля герметичности оболочек сбоку (продольный разрез);
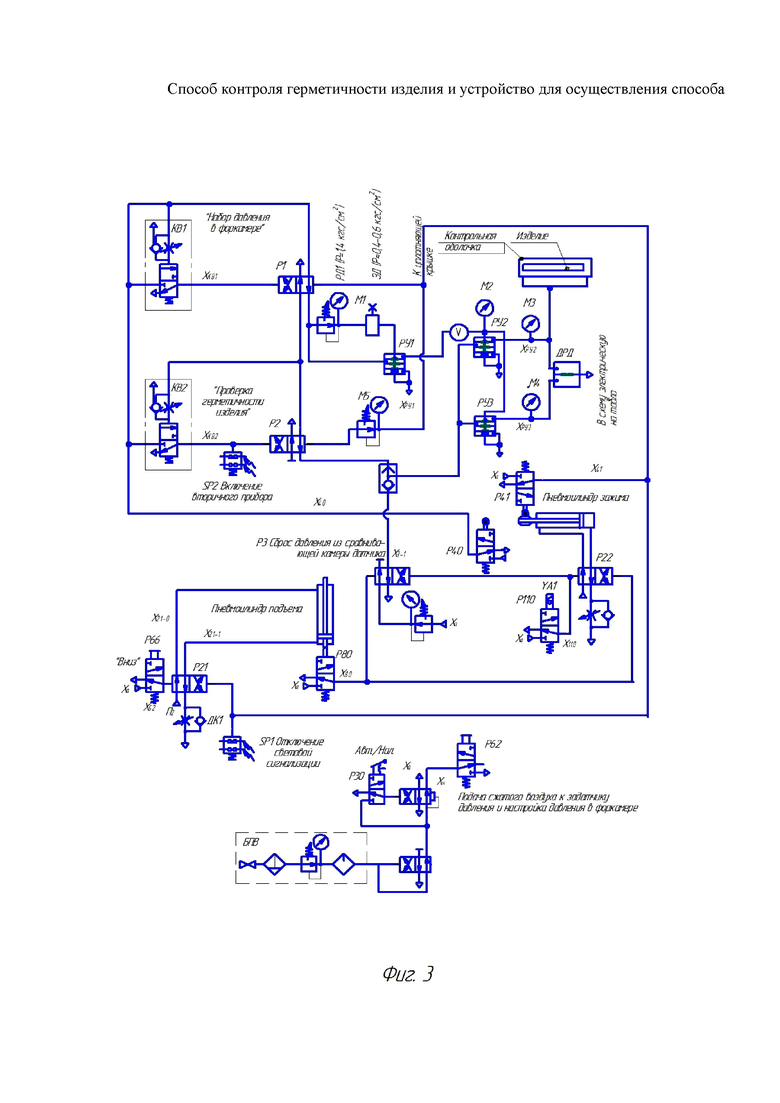
- на фиг. 3 - принципиальная пневматическая схема управления устройством для контроля герметичности оболочек;
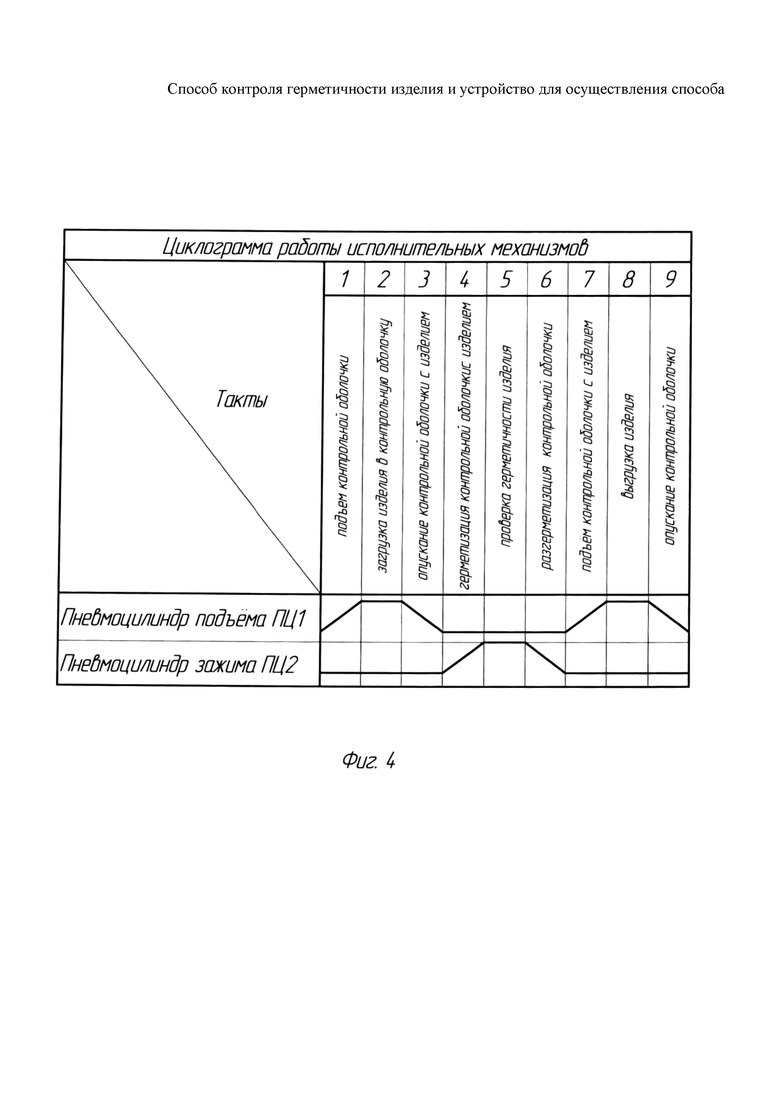
- на фиг. 4 – циклограмма работы устройства для контроля герметичности оболочек в автоматическом режиме.
В соответствии со структурной схемой устройства, показанной на фиг. 1, оно схематически состоит:
- из контрольной оболочки 1, имеющей определённый расчётный объём 2 с учётом объёма контролируемого изделия 6, то есть объём изделия определён без учёта его внутреннего объёма, внутри не занятого деталями и узлами;
- клапанов 3, 4;
- форкамеры 5, находящейся при проведении контрольной операции под избыточным давлением и предназначенной для подачи строго определённого количества сжатого воздуха в контрольную оболочку 1 и в полость постоянного давления датчика 7 разности давлений;
- контролируемого изделия 6;
- датчика 7 разности давлений.
В исходном положении непосредственно проведения контрольной операции клапаны 4 закрыты, линия контрольной оболочки 1 и обе полости датчика 7 разности давлений соединены с атмосферой, клапан 3 открыт и форкамера 5 находится под избыточным давлением сжатого воздуха из магистрали питания. При проведении контрольной операции клапан 3 закрывается, клапаны 4 открываются, сообщение контрольной оболочки 1 с атмосферой прекращается и сжатый воздух поступает в контрольную оболочку 1 и полость постоянного давления датчика 7 разности давлений. Из контрольной оболочки 1 сжатый воздух поступает в полость переменного давления датчика 7 разности давления. В течение определённого времени проводится сравнение давлений в полостях датчика 7 разности давлений с выводом результатов сравнения на табло.
Для реализации поставленной задачи устройство для контроля герметичности изделий, показанное на фиг. 2, включает раму 9, в боковой части которой находится шарнир 11, в котором одним концом А закреплена контрольная оболочка 1, показанная на фиг. 2 с загруженным в неё изделием 6 (неуправляемой твёрдотопливной ракетой). Благодаря шарнирному закреплению конца А контрольной оболочки 1 обеспечивается за счет поворота относительно оси шарнира подъём конца Б при помощи штока 11 пневмоцилиндра подъёма 12 для погрузки испытуемого изделия 6 в контрольную оболочку 1. Контрольная оболочка 1 имеет определённый, заранее вычисленный измерительный объём 2 в зависимости от объёма испытуемого изделия. Для более быстрого проникновения в контрольную оболочку 1 и её заполнения сжатым воздухом предусмотрена его подача с двух противоположных концов (со сторон контрольной оболочки А и Б, в связи с известностью способа не показанная на фиг. 2).
После погрузки изделия 6 контрольная оболочка 1 стравливанием сжатого воздуха из нижней полости пневмоцилиндра 12 вместе с изделием 6 опускается в горизонтальное положение. Загрузочное отверстие в контрольной оболочке закрывается крышкой, уплотняющей 13 под воздействием штока пневмоцилиндра 14, на обратном конце которого находится кулачок 15, позволяющий воздействовать на рычаги пневмораспределителей 16 и 17 (датчиков положения Р41 и Р40 соответственно, см. фиг. 3). В дальнейшем совместная работа пневмоцилиндров 12 и 14 в соответствии с циклограммой, показанной на фиг. 4, обеспечивается пневмосхемой автоматического управления, представленной на фиг. 3 (в связи с известностью отдельных элементов пневмосхемы, размещённых на раме устройства они и воздухопроводы, их связывающие, показаны на фиг. 2 не в полном объёме). Кроме того, на раме 9 размещены панель управления 18, форкамера 5, блоки редукторные 19, пульт световой сигнализации 20 (норма – «малая» течь – «грубая» течь), пневмопанели 21, 22 со смонтированными на них элементами пневмоавтоматики, датчик 7 разности давления и электропневмопреобразователь 8, а также другое пневмооборудование (образцовый манометр, электронно-цифровой манометр, пневмораспределительная аппаратура, блок подготовки воздуха и т.п.). Кроме того, в пневмосхеме устройства предусмотрена возможность поэтапной проверки работы пневмоцилиндров в так называемом режиме наладки. В связи с общеизвестным принципом построения пневмосхем в режиме наладки проверка устройства в режиме наладки на пневмосхеме фиг. 3 не приводится за исключением подготовительных работ, необходимых для работы устройства. В частности перед началом работы устройства в режиме наладки оператор включает пневмораспределитель Р62 и задатчиком ЗД по манометру М1 устанавливает избыточное давление в измерительной полости, равное 0,4–0,6 кГс/см2 (для каждого типа изделий устанавливается свой уровень избыточного давления в соответствии с технологическим процессом).
Для регистрации «грубой» течи контрольная оболочка 1 пневматически связана с электронно-цифровым манометром. Предварительная настройка порога срабатывания электронно-цифрового манометра зависит от конструктивных объёмов форкамеры 5 и контрольной оболочки 1 и определяется по следующей зависимости:
где Рм- порог настройки срабатывания электронно-цифрового манометра, кПа;
Рф - давление в форкамере в исходном состоянии устройства, кПа;
Vф - объём форкамеры, м3;
Vко - объём контрольной оболочки за вычетом объёма герметичного изделия, м3;
Vивн - внутренний свободный объём изделия за вычетом объёмов заполняющих его деталей и узлов, м3;
δРм - абсолютная погрешность электронно-цифрового манометра на уровне измеряемых давлений, кПа.
Процесс контроля герметичности происходит автоматически после переключения пневмораспределителя Р30 в режим «Автомат» по сигналам в системе управления Ха вместо ранее применявшегося в наладочном режиме сигнала Хн и может выполняться дистанционно, если это требуется по правилам безопасности. При этом система автоматического управления с помощью пневмораспределителей выполняет цикл измерения герметичности изделия в следующей последовательности:
1. При переводе рычага пневмораспределителя Р30 в положение «Автомат» 3 (см. фиг. 3) сжатый воздух через датчик положения Р41 подаётся в пневмораспределитель Р21 (поршень пневмоцилиндра 14 в этом исходном положении находится в крайнем правом положении, нажимая кулачком 15 на рычаг датчика положения 16 (Р41), а внутренняя полость расчётного объёма 2 контрольной оболочки 1 открыта), под воздействием которого золотник пневмораспределителя Р21 встаёт в положение пропуска сжатого воздуха в подпоршневую полость пневмоцилиндра подъёма 12 (см. фиг. 2, 3), поршень которого своим штоком 13 приподнимает конец Б контрольной оболочки 1 поворотом относительно оси шарнира 10 устройства на позицию загрузки изделия 6. Тем самым выполняется первый такт циклограммы работы устройства (см. фиг. 4).
2. На втором такте циклограммы оператор с помощью известного автоматического устройства или вручную вставляет изделие 6 во внутреннюю полость контрольной оболочки 1.
3.На третьем такте циклограммы включением пневмораспределителя Р66 оператор подаёт команду на опускание конца контрольной оболочки Б в нижнее положение и, тем самым, переводит работу устройства в автоматический режим. Сжатый воздух выходит из подпоршневой полости пневмоцилиндра 12, а конец Б контрольной оболочки 1 опускается в крайнее нижнее положение.
4. После достижения крайнего нижнего положения поршня пневмоцилиндра 12 (четвёртый такт циклограммы) его шток 13 нажатием на шток золотника пневмораспределителя Р80 подаёт сигнал на срабатывание пневмораспределителя Р22. Пневмораспределитель Р22 перемещением своего золотника обеспечивает подачу сжатого воздуха в левую поршневую полость пневмоцилиндра зажима 14 и выдвигает его шток с крышкой 13, которая герметично закрывает торцевую поверхность контрольной оболочки 1, прерывая связь её внутренней полости с атмосферой.
5. На пятом такте циклограммы при достижении штока пневмоцилиндра зажима 14 крайнего правого положения происходит нажатие кулачка 15 штока на рычаг пневмораспределителя 16 (Р41), после чего сжатый воздух через пневмораспределитель Р1, редуктор РД-1 и через задатчик ЗД поступает к универсальному реле РУ1; сразу же происходит открытие этого реле и сжатый воздух заполняет форкамеру 5. Время заполнения форкамеры 5 определяется настройкой реле времени КВ1 (5–8 с). При срабатывании этого реле золотники пневмораспределителя Р1 перебрасываются и сжатый воздух через пневмораспределитель Р2 поступает к универсальном реле РУ2 и РУ3 и открывает их. При этом сжатый воздух из форкамеры 5 перетекает в камеру определённого расчётного объёма 2 контрольной оболочки 1 и в обе полости датчика 7 разности давлений ДРД, на который, а также и на вторичный прибор заранее при включении устройства подаётся напряжение от источника питания. Время успокоения давления воздушных колебаний внутри датчика 7 разности давлений определяется опытным путём настройкой реле времени КВ2 и обычно составляет 7–12 с. После срабатывания этого реле пневмосигнал перебрасывает золотник пневмораспределителя Р2 и сжатый воздух перестаёт поступать к универсальном реле РУ2 и РУ3, реле закрываются и начинается проверка изделия на герметичность, а при этом контакты пневмоэлектропреобразователя SP2 замыкаются и напряжение в электросхеме устройства подаётся на катушку промежуточного реле, которое замыкает контакты цепи сигнальной лампы «Начало проверки». Продолжительность проверки изделия 6 на герметичность определяется настройкой реле времени в электросхеме устройства.
В случае негерметичности изделия 6 при «грубой» течи замыкается контакт электронно-цифрового манометра, напряжение поступает на катушку промежуточного реле, а также на катушку электропневмопреобразователя YA1, который в свою очередь подаёт сигнал в пневмосхему, а в электросхеме на табло загорается сигнальная лампа «грубая» течь.
В случае негерметичности изделия 6 при «малой» течи сигнал о наличии перепада давления в камерах датчика 7 разности давлений ДРД поступает на вторичный аналоговый прибор и в соответствии с общепринятой схемой поступает на катушку электропневмопреобразователя YA1, который подаёт сигнал в пневматическую и электрическую схемы - «малая» течь.
После истечения времени проверки, если отсутствует «грубая» и «малая» течь (разность давлений в камерах датчика разности давлений ДРД равна нулю), срабатывают промежуточные реле по общепринятой схеме и на табло загорается сигнальная лампа «Изделие герметично».
6. После окончания проверки (шестой такт циклограммы) появляется сигнал YA1 (окончание проверки герметичности), который от электропневмопреобразователя Р110 подаёт сигнал на пневмораспределитель Р22 на открытие пневмоцилиндра 14 зажима, крышка 13 которого отходит от контрольной оболочки 1, разгерметизируя контрольную оболочку 2 и обеспечивая тем самым возможность подъёма оболочки 1 для извлечения из неё изделия 6. При этом давление в контрольной оболочке 1 с находящимся в ней изделием 6 выравнивается до атмосферного. Для обеспечения корректной работы устройства сравнивающая камера датчика разности давлений сообщается с атмосферой с помощью прневмопреобразователя Р3, который при появлении сигнала YA1 через пневмоклапан «ИЛИ» открывает реле универсальные РУ2 и РУ3, а те, в свою очередь, соединяют между собой полости датчика разности давлений, выравнивая их значения между собой. Кроме того, от пневмораспределителя Р41 поступает сигнал на пневмораспределитель Р21 и пневмоэлектропреобразователь SP1, который отключает световую сигнализацию устройства, то есть пневмоэлектросхема устройства выполнена таким образом, что показания результатов проверки сохраняются на табло вплоть до извлечения изделия из контрольной оболочки. В случае обнаружения «грубой» течи электронно-цифровой манометр при достижении давления порога срабатывания, заданного по вышеуказанной зависимости, подаёт соответствующий сигнал на световое табло.
7. На седьмом такте циклограммы после нажатия кулачком пневмоцилиндра 6 на рычаг пневмораспределителя Р41 (поз. 16 фиг. 2) в крайнем его положении подаётся сигнал на золотник пневмораспределителя Р21, в результате чего сжатый воздух входит в нижнюю полость пневмоцилиндра подъём 12, в результате чего конец контрольной оболочки Б поднимается.
8. На восьмом такте циклограммы оператор вынимает проверенное изделие 6 из контрольной оболочки 1 и загружает новое. В конце работы установки оператор нажимает рычаг пневмораспределителя Р66, после чего конец Б контрольной оболочки 1 опускается в нижнее положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2728322C1 |
| СТЕНД ПРОВЕРКИ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2022 |
|
RU2794414C1 |
| Способ определения объема полости, появившейся в результате просадки грунта под монолитным сегментно-сферическим фундаментом | 2023 |
|
RU2829308C1 |
| Стенд для испытания гидроприводов высокого давления прямолинейного возвратно-поступательного движения | 2021 |
|
RU2755376C1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| Устройство для проведения лабораторных испытаний поверхностно-активных веществ | 2023 |
|
RU2829639C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА ГЕРМЕТИЧНОСТЬ И КОМПЛЕКСНОЙ ПОДГОТОВКИ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2149371C1 |
| Автоматическая система пожаротушения | 2024 |
|
RU2826397C1 |
| Полуавтомат для контроля герметичности замкнутых изделий | 1986 |
|
SU1315847A1 |
| Способ очистки стоков различного происхождения | 2019 |
|
RU2721789C1 |
Изобретение относится к способам и устройствам, предназначенным для контроля герметичности окончательно собранных изделий, в частности неуправляемых реактивных снарядов (НУРС), не имеющих и в конструкции которых не предусматривается специальных подсоединительных устройств (штуцеров, технологических крышек и т.п.) или иных технологических приспособлений для определения их годности по герметичности корпуса в местах соединений составных частей изделия (головная часть, обтекатели, корпус двигателя ракеты, хвостовое оперение и другие узлы и детали) к использованию по прямому назначению. Способ контроля герметичности изделия заключается в контроле давления в течение определённого времени датчиком разности давлений и сравнении текущего давления в измерительном объёме контрольной камеры с давлением в форкамере с выдачей соответствующего сигнала на табло. Причем сигнал передается непосредственно на табло, минуя промежуточные усилительные устройства, а сравнение давления проводится в автоматическом режиме, при этом производится предварительная настройка порога срабатывания электронно-цифрового манометра, определяемого зависимостью:  , где Рм - порог настройки срабатывания электронного манометра, кПа, Рф - давление в форкамере в исходном состоянии устройства, кПа, Vф - объём форкамеры, м3, Vко - объём контрольной оболочки за вычетом объёма герметичного изделия, м3, Vвн - внутренний свободный объём изделия за вычетом объёмов заполняющих его деталей и узлов, м3,
, где Рм - порог настройки срабатывания электронного манометра, кПа, Рф - давление в форкамере в исходном состоянии устройства, кПа, Vф - объём форкамеры, м3, Vко - объём контрольной оболочки за вычетом объёма герметичного изделия, м3, Vвн - внутренний свободный объём изделия за вычетом объёмов заполняющих его деталей и узлов, м3, 
1. Способ контроля герметичности изделия, заключающийся в контроле давления в течение определённого времени датчиком разности давлений и сравнении текущего давления в измерительном объёме контрольной камеры с давлением в форкамере с выдачей соответствующего сигнала на табло, отличающийся тем, что сигнал передается непосредственно на табло, минуя промежуточные усилительные устройства, а сравнение давления проводится в автоматическом режиме, при этом производится предварительная настройка порога срабатывания электронно-цифрового манометра, определяемого зависимостью:

где Рм - порог настройки срабатывания электронного манометра, кПа;
Рф - давление в форкамере в исходном состоянии устройства, кПа;
Vф - объём форкамеры, м3;
Vко - объём контрольной оболочки за вычетом объёма герметичного изделия, м3;
Vвн - внутренний свободный объём изделия за вычетом объёмов заполняющих его деталей и узлов, м3;

2. Способ контроля герметичности изделия по п. 1, отличающийся тем, что на табло отображается один из следующих параметров:
- равенство давлений в контрольной камере и форкамере при неизменных и постоянных давлениях в них (изделие герметично);
- изменение перепада давлений между давлениями в форкамере и в контрольной камере в течение некоторого заданного промежутка времени («малая» течь);
- равенство давлений в контрольной камере и форкамере при условии срабатывания электронно-цифрового манометра с предварительно настроенным порогом срабатывания.
3. Устройство для контроля герметичности изделия, содержащее контрольную оболочку заданного объёма для размещения в ней изделия, снабженную уплотняющей крышкой загрузочного отверстия, систему размещения и извлечения изделия, форкамеру подготовки сжатого воздуха для подачи его в контрольную оболочку, отличающееся тем, что передний конец контрольной оболочки заданного объема шарнирно установлен с возможностью поворота в вертикальной плоскости, а задний конец снабжен подвижной опорой, выполненной в виде штока вертикального пневмоцилиндра, перемещение крышки уплотняющей загрузочного отверстия осуществляется штоком горизонтального пневмоцилиндра, при этом работа горизонтального и вертикального пневмоцилиндров синхронизирована, а процесс контроля герметичности происходит автоматически.
4. Устройство для контроля герметичности изделия по п. 3, отличающееся тем, что форкамера соединена с контрольной полостью датчика разности давлений, а вторая полость датчика разности давлений соединена с полостью контрольной оболочки, при этом при помощи пневмопреобразователя через универсальные реле давления обе полости датчика разности давления пневматически соединяются с атмосферой.
| Макаров В.А | |||
| и др | |||
| ОТРАСЛЕВОЙ СТАНДАРТ ПО МАНОМЕТРИЧЕСКОМУ МЕТОДУ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | |||
| Известия высших учебных заведений | |||
| Машиностроение, Выпуск N 9 (678), стр.31-38, 22.04.2016 | |||
| Устройство для контроля герметичности изделий | 1989 |
|
SU1733936A1 |
| US 7726178 B2, 01.06.2010 | |||
| Устройство для контроля герметичности замкнутых полых изделий | 1986 |
|
SU1404860A1 |

