Данное изобретение относится к способу получения антиэрозионного покрытия на внутренней или внешней стенке камеры установки флюид-каталитического крекинга (ФКК).
Изобретение относится, в частности, к способу получения антиэрозионного покрытия на стенке циклона, камеры повышенного давления или размыкателя, который является секцией установки каталитического флюид-крекинга.
Изобретение также относится к анкерной структуре, подходящей для производства антиэрозионного покрытия по способу в соответствии с данным изобретением.
Флюид-каталитический крекинг (ФКК) представляет собой химический процесс, часто применяемый на нефтеперерабатывающих заводах, целью которого является превращать тяжелые фракции, содержащие длинные углеводородные цепи, например полученные при вакуумной перегонке нефти, в более легкие и более перерабатываемые фракции. Высокая температура в сочетании с присутствием определенного катализатора и незначительное избыточное давление по сравнению с атмосферным давлением делают возможным разрывать (разрушать) большие углеводородные молекулы для получения меньших молекул, которые являются в высшей степени перерабатываемыми, например, на производственной линии нефтепродуктов.
Обычно применяют катализатор, являющийся цеолитом с катионными замещениями редкоземельных металлов, удерживаемых в аморфной матрице двуокиси кремния-окиси алюминия. Благодаря очень маленьким размерам его зерен (порядка около 50 микронов) для этого катализатора может быть установлен "флюидный" или "квазифлюидный" режим движения в ФКК реакционной зоне.
В процессе ФКК обрабатываемый поток сырья и катализатор вводят вместе в реактор, температура которого может достигать нескольких сотен градусов Цельсия, например от 520°C до 550°C. Газообразные отходы, выходящие из реактора и образующиеся во время химической реакции, отделяют от твердого вещества и закоксованные частицы катализатора в размыкателе располагают после реактора. Один или более циклонов, расположенных в размыкателе, могут способствовать отделению частиц катализатора и газообразных отходов.
Химическая реакция, проходящая в реакторе ФКК, приводит к образованию нагара на частицах катализатора. Это вызывает необходимость применения непрерывной регенерации катализатора. Именно с этой целью в установке ФКК обеспечен непрерывный поток закоксованного катализатора в регенератор, в котором воздух для горения продувается при температуре около 200/220°C для сжигания нагара. Температуры, применяемые в регенераторе для сжигания нагара, составляют порядка от 720°C до 760°C. Регенерированный таким образом горячий катализатор, который может быть приравнен к новому катализатору, затем повторно подают на вход реактора со свежим сырьем.
Именно это непрерывная и флюидная регенерация катализатора дает название процессу ФКК.
Хотя катализатор, освобожденный от нагара, ссыпают непрерывно на дно регенератора, остаются значительные количества твердых частиц указанного катализатора, захваченных на верхнем выходе указанного регенератора потоком газа сгорания, содержащего, в частности, двуокись углерода (CO2), азот (N2), окись углерода (CO), оксиды азота (NOx) и оксиды серы (SOx) или даже кислород (O2). Этот газ сгорания затем обрабатывается различными способами в устройствах рекуперации тепла для того, чтобы, в частности, снизить его температуру, затем выпускают через вытяжную трубу. Очень важно, чтобы частицы катализатора практически полностью или даже полностью отсутствовали в этом газе сгорания, что требует присутствия на верхнем выходе регенератора подходящего устройства для отделения и восстановления этих частиц. Так же как и в реакторе, для отделения частиц катализатора с газообразными отходами, образованными в процессе крекинга, в регенераторе применяется по меньшей мере одноступенчатый циклон, предпочтительно двухступенчатый циклон с первичной и вторичной ступенями, установленными последовательно, для отделения и восстановления частиц катализатора, содержащихся в газе сгорания.
Металлические стенки размыкателя, регенератора и внутреннего оборудования, расположенного в регенераторе или размыкателе, в частности циклонов, могут быть подвержены эрозии из-за циркуляции частиц катализатора и в регенераторе массивной и быстрой коррозии газами сгорания. Поэтому необходимо защитить их для продления их срока службы.
Металлические стенки камер и оборудования внутри этих камер установки для каталитического крекинга, таким образом, покрывают покрытием, предназначенным для защиты их в основном от эрозии. Такие покрытия в основном состоят из композитного материала, например бетона, удерживаемого анкерной структурой, которая обычно является металлической. Такие анкерные структуры приваривают к металлическим стенкам и, таким образом, обеспечивают прикрепление композитного материала. Они могут иметь сотовую структуру, включающую множество шестиугольных ячеек, жестко прикрепленных друг к другу по сторонам. Анкерную структуру затем приваривают к металлической стенке, приваривая только некоторые ячейки к металлической стенке. Обычно одну ячейку из четырех приваривают к металлической стенке. Затем каждую ячейку заполняют композитным материалом. Такая конфигурация покрытия также делает возможным обеспечить поглощение разницы в коэффициенте расширения, которая существует между металлической анкерной структурой и композитным материалом.
Конкретные существующие сотовые анкерные структуры состоят из полос, соединенных в пары. Каждая полоса разделена по длине на множество секций, причем первые секции полосы находятся в первой плоскости, параллельной продольному направлению полосы, вторые секции полосы находятся на второй плоскости, параллельной первой плоскости и отличающейся от нее, каждая из третьих секций полосы соединяет первую секцию полосы со второй секцией полосы. Первая и вторая секции полосы чередуются по всей длине полосы. Для получения анкерной структуры такого типа первые секции полосы размещаются рядом со вторыми секциями соседней полосы и соединяются с помощью креплений с образованием ячеек. Таким образом, каждая ячейка ограничена первой секцией полосы и ее двумя соседними третьими секциями и расположенной рядом второй секцией полосы и ее двумя соседними третьими секциями. Креплениями являются, например, заклепки, шпильки, металлические клипсы или подобные крепления, которые пропускаются через отверстия соединяемых полос. В настоящее время в различных описаниях установлен максимальный зазор порядка 0,2 мм между двумя соединенными секциями полосы.
Так как подлежащие покрытию стенки камер и оборудования внутри этих камер часто являются цилиндрическими, такие анкерные структуры должны быть формованы, например сгибанием в вальцах, для того чтобы придать им радиус изгиба, подходящий для стенки, на которой они должны быть закреплены.
Такие покрытия позволяют защищать металлические стенки установок ФКК. Однако с течением времени возникают разрушения в таких покрытиях, которые могут привести к падению покрытия во внутреннюю секцию камеры или внутреннего оборудования, что требует остановки установки для замены покрытия.
Наблюдаемые разрушения могут быть вызваны несколькими причинами, в зависимости от рабочих условий в рассматриваемой камере.
Размыкатели или циклоны, расположенные в размыкателе, контактируют с газами, возникающими при крекинге сырья. Эти газы проникают между пустотами покрытия и приводят к образованию нагара внутри этих пустот, и более конкретно, в местах соединения двух расположенных рядом полос анкерной структуры. Такое образование нагара может привести к значительному отсоединению покрытия во время последовательных циклов охлаждения/нагревания в камере: зазоры, которые существуют между композитным материалом и его анкерной структурой, на самом деле заполняются нагаром так, что эти усадочные зазоры не могут больше играть роль, которая состоит в обнулении разницы коэффициентов расширения между анкерной структурой и композитным материалом. Это вызывает образование линий сжатия, трещин или даже отсоединение композитного материала, заполняющего ячейки анкерной структуры.
В регенераторе или в оборудовании внутри регенератора, особенно в циклонах, металлические стенки контактируют с частицами катализатора и газом, содержащим, среди прочего, кислород, оксиды углерода, серы и азота. Этот газ проникает через пустоты покрытия и вызывает сульфидирование, науглероживание и окисление, в частности, на сварочных швах, которые прикрепляют металлическую анкерную структуру к металлическим стенкам.
Безотносительно наблюдаемому явлению разрушения, коррозии, особенно вследствие сульфидирования, науглероживания или окисления, или образования нагара, заявитель обнаружил, что данное явление преимущественно возникает на металлической анкерной структуре и/или местах ее приваривания к металлическим стенкам, и в частности на расположенных рядом секциях полосы анкерной структуры, которые жестко соединены креплениями.
В документе EP 180553 также сказано, что явление коррозии и эрозии часто возникает в промежутках между смежными секциями полос, эти промежутки создаются деформациями, возникающими при формовании в цилиндр или подобную форму сотовой анкерной структуры. Коррозия/эрозия возникает в этих промежутках, так как композитный материал с трудом проникает в них. Для решения этой проблемы в документе EP 180553 предложено производить омега (Ω)-образные высечки на секциях полос, не смежных с другой соседней полосой. Такие омега-образные высечки расположены так, чтобы имелось отверстие в нижнем крае и в верхнем крае секции рассматриваемой полосы. Такие высечки способствуют формованию сотовой структуры и предотвращают образование промежутков, в которых возникает коррозия/эрозия.
Хотя анкерная структура, описанная в документе EP 180553, делает возможным получение армированного покрытия, в котором промежутки между полосами, образующими анкерную структуру, имеют маленький размер или не существуют, окружающие газы все еще могут проникать между полосами структуры и вызывать коррозию/образование нагара в пустотах, которые существуют между полосами анкерной структуры и металлической стенкой, к которой приварена анкерная структура.
В документе CA 632486 описана сотовая анкерная структура, образованная смежными полосами, в которых высоты расположенных смежно и соединенных секций полосы не являются одинаковыми, так что когда композитный материал заполняет ячейки, он покрывает самую нижнюю высоту полосы, что позволяет ограничивать попадание агрессивной жидкости между двумя полосами в промежутках их смежного расположения. Коррозия, вызванная окружающими газами, не упомянута.
Поэтому существует необходимость в покрытии, которое является более стойким к явлению разложения, в частности к коррозии, особенно вследствие сульфидирования, науглероживания, окисления или образования нагара.
Целью данного изобретения является преодоление этих недостатков через способ антиэрозионного покрытия на внутренней или внешней металлической стенке камеры установки каталитического флюид-крекинга, включающий:
- (i) формование сотовой металлической анкерной структуры, где указанную структуру получают из множества полосок, соединенных в пары так, чтобы получить множество ячеек между двумя соседними полосами, причем каждая полоса разделена по длине на множество секций, включая по меньшей мере одну серию крепежных секций, расположенных в одной и той же плоскости и соединенных с серией крепежных секций соседней полосы с помощью креплений, где каждая полоса имеет нижний продольный край, расположенный в одной и той же плоскости до формования, и верхний продольный край, на этой же стадии формования, при этом нижние продольные края полос указанной анкерной структуры адаптированы для повторения формы металлической стенки,
- (ii) крепление указанной анкерной структуры к указанной металлической стенке, при этом нижние продольные края полосок анкерной структуры контактируют с металлической стенкой,
- (iii) введение композитного материала в ячейки указанной анкерной структуры от металлической стенки до по меньшей мере верхнего продольного края каждой полоски,
при этом стадию (ii) прикрепления анкерной структуры к металлической стенке проводят сваркой с металлической стенкой по меньшей мере одной секции нижних продольных краев полосок так, что каждая ячейка анкерной структуры приварена к металлической стенке по меньшей мере в местах соединения соприкасающихся крепежных секций двух соседних полос.
Способ получения покрытия в соответствии с данным изобретением позволяет легко устанавливать барьер, который противостоит проникновению и накоплению газообразных веществ в удерживающие промежутки, разделяющие смежные секции полос, образующих анкерную структуру. Способность к адаптации и гибкость в отношении соответствующего расширения композитного материала и металлической структуры, таким образом, сохраняется. Более того, способы производства, формования и установки анкерной структуры на защищаемые металлические стенки идентичны существующим методикам. Наконец, установка композитного материала (обычно, вручную) также остается неизменной в отношении применения существующих анкерных структур.
Тот факт, что каждая ячейка анкерной структуры приварена к стенке камеры, в частности в местах соединения крепежных секций двух соседних полос анкерной структуры, позволяет, в частности, снижать риски проникновения агрессивного газа в соединения между анкерной структурой и стенкой камеры, между двумя соседними полосами анкерной структуры, тем самым ограничивая коррозию в этих местах соединения.
Получение нижнего продольного края, находящегося в одной плоскости для каждой анкерной структуры до стадии формования, позволяет улучшать сварку такого продольного края с металлической стенкой.
Определенное преимущество заключается в том, что по меньшей мере один из сварных швов, полученных во время стадии (ii) в месте соединения соприкасающихся крепежных секций двух соседних полос, проложен по всей длине по меньшей мере одной из секций полосы, соседней к крепежным секциям. Это позволяет далее снижать риски попадания газа между анкерной структурой и металлической стенкой в местах соединения двух соседних полос.
Сотовую структуру, применяемую в способе в соответствии с данным изобретением, получают из нержавеющей стали (нержавеющая сталь состоит из не более 1,2% по массе углерода и по меньшей мере 10,5% по массе хрома согласно стандарту EN 10008). В частности, нержавеющую сталь выбирают так, чтобы она выдерживала окружающую среду в камере, в которой должна применяться анкерная структура.
В определенных областях применения, например в качестве покрытия в циклонах регенератора, наблюдается серьезное повреждение нержавеющей стали, применяемой в сотовых структурах.
По-видимому, под внешним слоем оксида хрома содержание хрома в стали снижается во время применения до тех пор, пока оно не достигнет значения менее 10,5% по массе. Однако сталь теряет свои нержавеющие свойства, если содержание в ней хрома составляет менее 10,5% по массе: может произойти быстрое окисление стали.
Кроме того, также наблюдается образование карбидов, которые, вероятно, являются причиной микротрещин в стали.
Для предотвращения или ограничения такого типа разрушения, полосы анкерной структуры, применяемой на стадии (i), могут быть сделаны предпочтительно из аустенитной нержавеющей стали, выбранной из следующих сталей:
- нержавеющая сталь, содержащая от 0,04% до 0,10% по массе углерода, от 17% до 19% хрома и от 9% до 12% никеля и содержащая ниобий от 8-кратного содержания углерода до 1% по массе, например сталь сорта AISI 347,
- сталь, содержащая не более 0,015% по массе углерода, от 15% до 17% хрома и от 33% до 37% никеля, например сталь сорта AISI 330,
- сталь, содержащая не более 0,10% по массе углерода, от 24% до 26% хрома и от 19% до 22% никеля, например сталь сорта AISI 310.
Предпочтительно и без ограничений, анкерная структура, применяемая на стадии (i), такова, что верхние продольные края каждой полосы образованы из последовательности прямых отрезков, которые параллельны нижнему продольному краю, при этом верхний продольный край поочередно содержит более низкие отрезки, которые находятся на расстоянии h от нижнего продольного края, и высокие отрезки, которые находятся на расстоянии Н, большем, чем расстояние h, от нижнего продольного края, при этом по меньшей мере один из нижних отрезков образует верхний край по меньшей мере одной из крепежных секций так, что когда две соседние полосы соединены, каждая крепежная секция полосы имеет верхний продольный край на некотором расстоянии от ее нижнего продольного края, которое отличается от расстояния, отделяющего верхний продольный край от нижнего продольного края крепежной секции соседней полосы, с которой она соединена, по всей длине соединенных крепежных секций.
На стадии (iii) вставки композитного материала в ячейки указанной анкерной структуры композитный материал заполняет ячейки от металлической стенки до по меньшей мере высоких отрезков верхних продольных краев полосок анкерной структуры. Такое покрытие анкерной структуры композитным материалом до высоты H высоких отрезков верхнего продольного края поверх высоты h нижних отрезков верхнего продольного края позволяет предотвращать проникновение жидкости, в частности газа, между крепежными секциями соприкасающихся полос, что, в свою очередь, позволяет получать анкерную структуру, которая имеет гомогенные механические свойства по всей поверхности благодаря чередованию высоких и низких отрезков так, чтобы напряжение, вызванное формованием, было однородным.
Предпочтительно и без ограничений, каждая полоса анкерной структуры, применяемой на стадии (i) такова, что разница H-h между расстояниями H и h составляет от 4 до 10 мм, предпочтительно от 6 до 8 мм. Такая разница расстояний обычно достаточна для получения покрытия композитным материалом пространства, которое существует между соприкасающимися и соединенными секциями двух соседних полос, и таким образом предотвращается проникновение жидкости в это пространство.
Предпочтительно и без ограничений, все полосы анкерной структуры, применяемой на стадии (i), являются идентичными. Это позволяет получать анкерную структуру, имеющую особенно однородные механические свойства по всей поверхности благодаря применению идентичных полос, таким образом, что напряжения, вызванные ее формованием, будут практически однородными, и полученная анкерная структура будет иметь хорошую деформируемость. Применение одинаковых полос также позволяет снижать производственные затраты по сравнению с анкерными структурами, содержащими разные части, или одну или две части для образования каждой ячейки, как описано, например, в документе CA 632486.
В первом варианте, описанном в этом документе CA 632486, одна из двух полос имеет меньшую высоту над каждой секцией, предназначенной для соприкосновения и соединения с соседней полосой, другие полосы имеют однородную высоту по всей длине. Такая конфигурация может, однако, затруднить формование анкерной структуры путем гибки в вальцах и приводит к образованию различных напряжений в металле во время формования структуры. В других вариантах, описанных в документе CA 632486, каждая ячейка сформирована из одной полосы или из двух полос, что требует производства и сборки большого количества секций для получения анкерной структуры, состоящей из множества ячеек.
Предпочтительно и без ограничений, металлической стенкой, на которую наносят покрытие, является внутренняя или внешняя стенка циклона, регенератора, размыкателя или любого другого внутреннего оборудования установки каталитического флюид-крекинга.
Предпочтительно, чтобы композитный материал, в смысле данного изобретения, являлся материалом, который получают при соединении по меньшей мере двух несмешиваемых материалов, имеющих высокую силу сцепления. Предпочтительно также, чтобы композитным материалом являлся композитный строительный материал, такой как бетон, в частности бетон, подходящий для применения в установке каталитического флюид-крекинга.
Согласно одному конкретному варианту осуществления способа в соответствии с данным изобретением каждая полоса анкерной структуры, применяемой на стадии (i), может быть разделена по длине на множество секций, где первая секция полосы находится в первой плоскости, параллельной продольному направлению (L) полосы, вторая секция полосы находится во второй плоскости, параллельной первой плоскости и отличающейся от первой плоскости, каждая третья секция полосы соединяет первую секцию полосы со второй секцией полосы, где первая и вторая секции полосы чередуются по всей длине полосы и первые секции полосы соприкасаются и соединены со вторыми секциями соседней полосы с помощью креплений с образованием шестиугольных ячеек.
Такая шестиугольная форма ячеек позволяет получать особенно прочную анкерную структуру. Более того, сборка двух полос позволяет получить множество ячеек.
Анкерная структура по данному конкретному варианту может иметь одну из следующих конфигураций, которые особенно просто получить:
- низкие отрезки могут проходить по всей длине каждой первой секции, и высокие отрезки могут проходить по всей длине каждой второй секции, или
- низкие отрезки могут проходить по всей длине каждой второй секции, и высокие отрезки могут проходить по всей длине каждой первой секции.
Обычно и предпочтительно, для каждой полосы анкерной структуры, применяемой на стадии (i) способа в соответствии с данным изобретением, верхний продольный край каждой крепежной секции идентичен и получен из последовательности по меньшей мере одного высокого отрезка и по меньшей мере одного низкого отрезка, где все полосы анкерной структуры идентичны, что позволяет упростить производство полосы.
В частности, верхний продольный край каждой крепежной секции (например, первой и второй секции) может быть образован из одного высокого отрезка и из одного низкого отрезка. Два отрезка - первый и второй - крепежной секции (например, первой и второй секции) могут иметь одинаковую длину или, предпочтительно, разную длину, что позволяет предотвратить наложение высоких отрезков друг на друга в соединенных крепежных секциях двух соприкасающихся полос. Это происходит потому, что наложение может благоприятствовать попаданию газа между соединенными секциями, что нежелательно.
Предпочтительно и без ограничений, верхний продольный край секций полосы (например, третьих секций полосы в конкретном варианте), расположенный между крепежными секциями полос, находится на расстоянии H от нижнего продольного края.
Верхний продольный край каждой полосы может предпочтительно иметь закругленные места перехода между высокими отрезками и низкими отрезками. Это позволяет избегать повреждений во время работы с этими анкерными структурами, и в частности, во время их ручного заполнения для их применения в камерах установок каталитического флюид-крекинга.
Предпочтительно и без ограничений, отгиб материала может быть вырезан по меньшей мере в одной секции, отличной от крепежной секции (например, в третьей секции полосы в конкретном варианте), и загнут так, чтобы выступать от этой секции. Такая конфигурация позволяет улучшать сцепление композитного материала с анкерной структурой, где отгиб затем может быть вделан в композитный материал, удерживание которого также усиливается благодаря тому, что он проходит через отверстие, открытое загнутым отгибом.
Отгибы материала из секций, которые являются частями одной и той же ячейки, могут быть отогнуты по направлению друг к другу. Такое расположение позволяет получать два отгиба, загнутых по направлению к центру каждой ячейки, когда полосы соединены друг с другом.
Эти отгибы также могут быть загнуты так, чтобы располагаться практически параллельно плоскостям крепежных секций полосы.
Различные конфигурации, описанные выше, являются особенно предпочтительными, когда все полосы анкерной структуры являются одинаковыми.
Изобретение также относится к сотовой металлической анкерной структуре для получения антиэрозионного покрытия на внутренней или внешней металлической стенке камеры установки каталитического флюид-крекинга. Эта анкерная структура образована из множества одинаковых полос, соединенных в пары так, чтобы образовывать множество ячеек между двумя соседними полосами, где каждая полоса разделена по длине на множество секций, включая по меньшей мере одну серию крепежных секций, находящихся в одной плоскости и соединенных с серией крепежных секций соседней полосы с помощью креплений, где каждая полоса имеет нижний продольный край, находящийся в одной плоскости, и верхний продольный край. Верхний продольный край каждой полосы получен из последовательности прямых отрезков, которые параллельны нижнему продольному краю, при этом верхний продольный край поочередно содержит низкие отрезки, которые находятся на расстоянии h от нижнего продольного края, и высокие отрезки, которые находятся на расстоянии Н, большем, чем расстояние h, причем по меньшей мере один из низких отрезков образует верхний край по меньшей мере одной из крепежных секций так, что если две соседние полосы соединены, то каждая крепежная секция полосы содержит верхний продольный край на некотором расстоянии от нижнего продольного края, которое отличается от расстояния, разделяющего верхний продольный край и нижний продольный край крепежной секции соседней полосы, с которой она соединена, по всей длине соединенных крепежных секций.
Таким образом, в любой точке (вдоль продольного направления полос) двух соприкасающихся и скрепленных крепежных секций, высота этих секций разная, что гарантирует то, что верхние продольные края двух крепежных секций не соприкасаются.
Конкретная конфигурация анкерной структуры в соответствии с данным изобретением имеет преимущество, заключающееся в возможности покрытия анкерной структуры композитным материалом вплоть до высоты H высоких отрезков верхнего продольного края полосы, поверх высоты h низких отрезков верхнего продольного края соседней полосы так, чтобы предотвратить проникновение газа между соприкасающимися крепежными секциями двух полос, что позволяет получить анкерную структуру, которая имеет одинаковые механические свойства по всей поверхности из-за чередования высоких и низких отрезков так, чтобы напряжения, созданные при формовании, были одинаковыми.
Более того, формование анкерной структуры в соответствии с данным изобретением можно проводить на том же оборудовании, которое применяют для анкерных структур, у которых высота полосы одинаковая по всей длине полосы, и с применением тех же сил.
Получение нижнего продольного края в одной плоскости (до формования анкерной структуры) способствует привариванию указанного продольного края к металлической стенке камеры.
Так как каждую полосу делают из одной части (без скрепления различных секций одной и той же полосы), анкерная структура в соответствии с данным изобретением может быть получена с применением уменьшенного количества частей. Совокупность из двух полос, содержащих n крепежных секций, позволяет получить (n-1) ячеек.
Размеры анкерной структуры можно корректировать в зависимости от количества соединенных полос и их длины. Крепления, в частности, могут состоять из отгибов материала, вырезанных из первой секции полосы и проходящих в соответствующие отверстия второй секции соприкасающейся полосы. Такой тип крепления, например, описан в документе US 3033086. В документе IT 1195244 два отгиба из первой секции полосы вставляются в отверстие второй секции соседней полосы, а затем эти отгибы прижимают ко второй полосе.
Согласно одному конкретному варианту каждая полоса анкерной структуры может быть разделена на множество секций, где первые секции находятся в первой плоскости, параллельной продольному направлению (L) полосы, вторые секции полосы находятся во второй плоскости, параллельной первой плоскости и отличающейся от первой плоскости, каждые третьи секции полосы соединяют первую секцию полосы со второй секцией полосы, при этом первые и вторые секции полосы чередуются по всей длине полосы, и первая секция полосы соприкасается со второй секцией соседней полосы креплениями так, чтобы образовывать шестиугольные ячейки.
В этом конкретном варианте первые и вторые секции полосы образуют крепежные секции.
В частности, низкие отрезки могут затем располагаться по всей длине каждой первой секции, а высокие отрезки могут располагаться по всей длине каждой второй секции, при этом все полосы анкерной структуры идентичны.
В любом случае анкерная структура может иметь одну или более из следующих признаков:
- верхний продольный край каждой крепежной секции из двух соседних полос предпочтительно может быть одинаковым и получен из последовательности по меньшей мере одного высокого отрезка и по меньшей мере одного низкого отрезка;
- верхний продольный край секций полосы, расположенный между крепежными секциями, находится на расстоянии H от нижнего продольного края;
- верхний продольный край каждой полосы имеет закругленные места перехода между высокими отрезками и низкими отрезками;
- разность Н-h между расстояниями H и h составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм;
- полосы получают из аустенитной нержавеющей стали, выбранной из следующих типов нержавеющей стали:
- нержавеющая сталь, содержащая от 0,04% до 0,10% по массе углерода, от 17% до 19% хрома и от 9% до 12% никеля и содержащая ниобий от 8-кратного превышения от содержания углерода до 1% по массе,
- сталь, содержащая не более 0,015% по массе углерода, от 15% до 17% хрома и от 33% до 37% никеля,
- сталь, содержащая не более 0,10% по массе углерода, от 24% до 26% хрома и от 19% до 22% никеля;
- отгиб материала вырезан по меньшей мере в одной секции полосы, отличной от крепежной секции, и загнут так, чтобы выступать из этой секции;
- отгибы материала из секций, которые являются секциями одной и той же ячейки, могут быть загнуты по направлению друг к другу.
Другим объектом данного изобретения является антиэрозионное покрытие, содержащее сотовую анкерную структуру в соответствии с данным изобретением, заключенную в композитный материал, где композитный материал заполняет все ячейки от нижнего продольного края каждой полосы вплоть до верхнего продольного края на расстояние, по меньшей мере равное расстоянию Н, отделяющему высокие отрезки от нижнего продольного края.
Композитным материалом может быть материал, описанный выше при рассмотрении процесса, например бетон.
Другим объектом данного изобретения является камера установки каталитического флюид-крекинга, содержащая по меньшей мере одну внутреннюю или внешнюю стенку, покрытую по меньшей мере одним покрытием в соответствии с данным изобретением, где нижний продольный край каждой полосы анкерной структуры покрытия прикреплен сваркой к внутренней или внешней стенке камеры.
Этой камерой может быть камера циклона, регенератора, размыкателя или любого другого внутреннего оборудования установки каталитического флюид-крекинга.
Сварку предпочтительно проводят в соответствии со стадией (ii) способа в соответствии с данным изобретением.
Заполнение композитного материала предпочтительно проводят в соответствии со стадией (iii) способа в соответствии с данным изобретением.
Данное изобретение далее описывается со ссылкой на прилагаемые неограничительные чертежи, в которых:
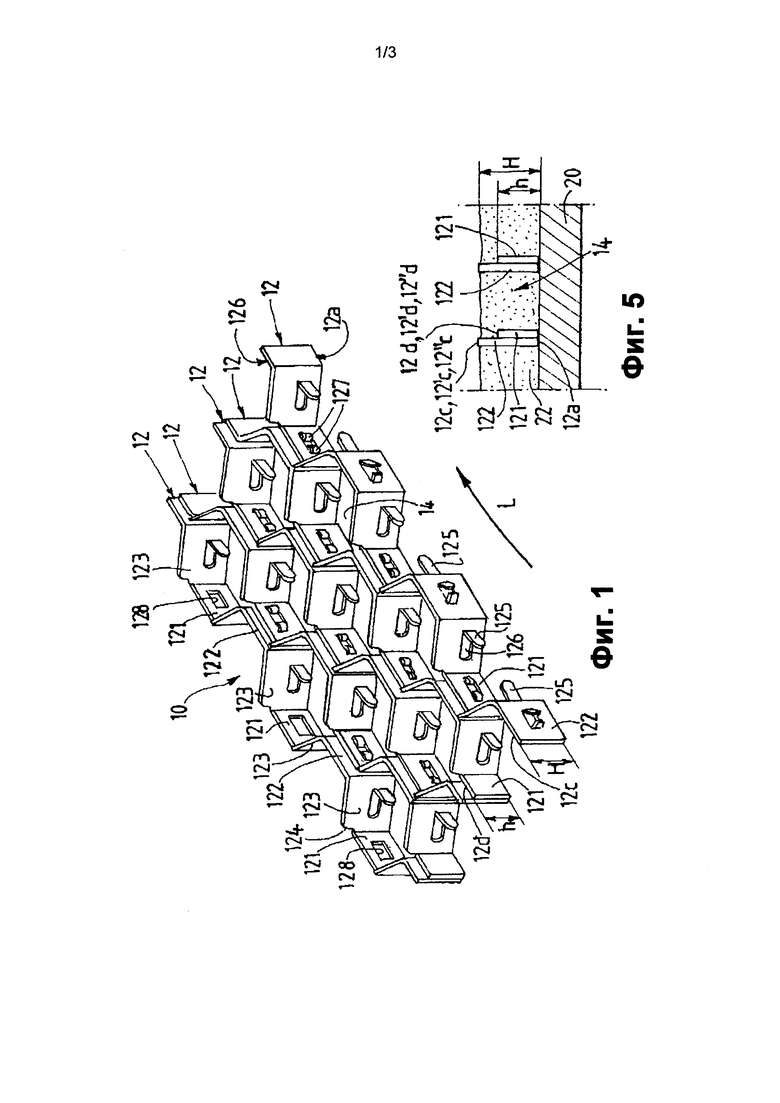
- на фиг. 1 представлена, в перспективе, анкерная структура в соответствии с одним вариантом данного изобретения;
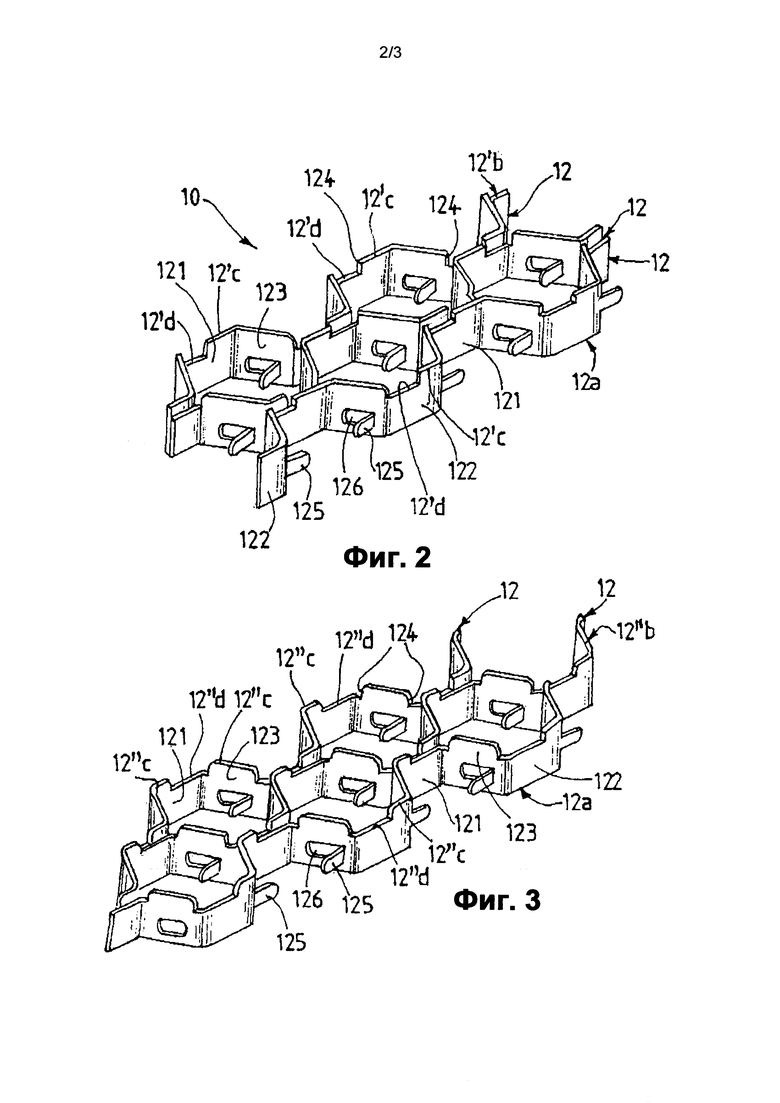
- на фиг. 2 представлена, в перспективе, анкерная структура в соответствии со вторым вариантом данного изобретения;
- на фиг. 3 представлена, в перспективе, анкерная структура в соответствии с третьим вариантом данного изобретения,
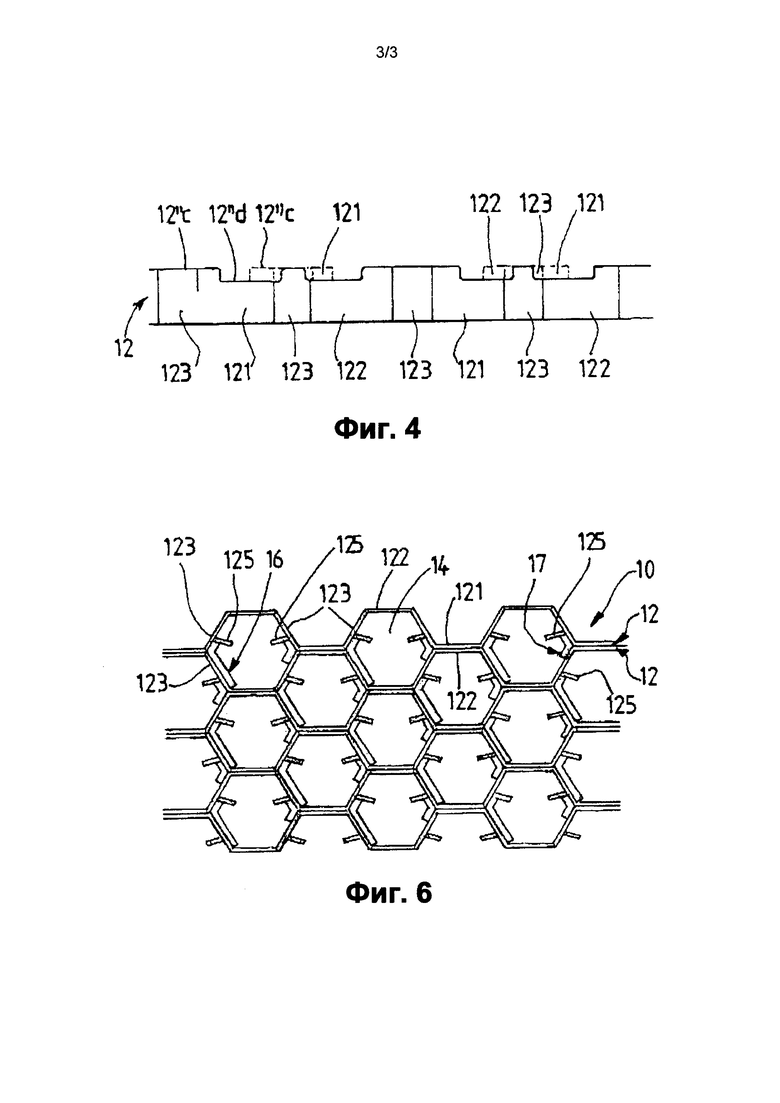
- на фиг. 4 представлен вид сбоку полос 12, образующих анкерную структуру, представленную на фиг. 3, где одна из полос 12 представлена сплошными линиями, другая полоса 12 представлена пунктирными линиями для большей явности,
- на фиг. 5 представлен разраз соединенных секций двух соседних полос анкерной структуры, скрепленной с металлической стенкой и заключенной в композитный материал,
- на фиг. 6 представлен пример схемы сварки анкерной структуры, аналогичной той, что представлена на фигурах 1-3.
На фиг. 1 представлена сотовая металлическая анкерная структура 10, образованная множеством полос 12, соединенных в пары с получением множества шестиугольных ячеек 14, соединенных своими сторонами друг с другом.
Внутренние размеры ячеек могут варьироваться от 4 см до 6 см при толщине от около 1,5 см до 3,0 см.
Каждая полоса 12, полученная из одного участка, разделена по длине на множество секций 121, 122, 123:
- первые секции полосы 121, которые расположены вдоль первой плоскости в продольном направлении L полосы,
- вторые секции полосы 122, которые расположены вдоль второй плоскости, параллельной первой плоскости и отличающейся от нее,
- третьи секции полосы 123, каждая из которых соединяет первую секцию полосы 121 со второй секцией полосы 122.
Первые секции полосы 121 и вторые секции полосы 122 чередуются по всей длине полосы 12 и первые секции 121 полосы соприкасаются и соединены со вторыми секциями 122 соседней полосы 12 с помощью креплений. Первые секции полосы 121 и вторые секции полосы 122 образуют крепежные секции в смысле настоящего изобретения.
Анкерную структуру 10 получают из множества идентичных полос 12. Каждая полоса 12 имеет (до формования анкерной структуры) нижний продольный край 12а, находящийся в одной плоскости, и верхний продольный край 12b, образованный последовательностью прямых отрезков 12с и 12d, расположенных параллельно нижнему продольному краю 12а.
Верхний продольный край 12b попеременно содержит низкие отрезки 12d, которые находятся на расстоянии h от нижнего продольного края 12а, и высокие отрезки 12с, которые находятся на расстоянии Н, большем, чем расстояние h, от нижнего продольного края 12а. Отрезки 12с и 12d, таким образом, расположены на разном расстоянии от нижнего продольного края 12а.
В примере, представленном на фиг. 1, высокие отрезки 12с простираются по всей длине каждой второй секции 122 полосы и каждой третьей секции 123 полосы. Низкие отрезки 12d находятся по всей длине каждой первой секции 121 полосы.
Первые секции 121 каждой полосы, таким образом, имеют высоту h, меньшую, чем высота H вторых секций 122 каждой полосы (см. также фигуру 4).
Разность H-h между высокими и низкими отрезками (12с, 12d) составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
Верхний продольный край 12b каждой полосы 12 имеет закругленные места перехода 124 между высокими отрезками 12с и низкими отрезками 12d.
Представленная полоса 12 также имеет отгибы 125 материала, вырезанные в каждой третьей секции 123 полосы. Эти отгибы 125 отогнуты в направлении третьей секции так, чтобы выступать из нее и для образования дополнительного крепления композитного материала, которым затем покрывают анкерную структуру 10. Отогнутый таким образом отгиб 125 открывает вырезанное отверстие 126. Эти отгибы 125 отогнуты так, чтобы они выступали практически параллельно плоскостям первой и второй секций 121, 122 полос. Более того, отгибы 125 двух третьих секций 123 одной и той же полосы, разделенные первой секцией 121, отогнуты по направлению друг к другу.
В представленном примере, средства для крепления полос 12 друг к другу включают два отгиба 127 на второй секции 122, полученных вырезанием во вторых секциях 122, и соответствующее отверстие 128 в первых секциях 121. Таким образом, полосы 12 скрепляются очень просто, вводом отгибов 127 вторых секций 122 в соответствующие отверстия 128 первых секций 121 с последующим загибанием отгибов 127 к первым секциям 121.
Альтернативно, каждый отгиб 127 может быть введен в соответствующее отверстие, или на второй секции 122 может быть предусмотрен лишь один отгиб 127. Отгибы 127 и отверстия 128 могут быть расположены либо в первой, либо во второй секциях полосы.
Также рассматриваются и другие средства реализации, такие как скобы или заклепки, которые пропущены через соответствующие отверстия первой и второй секций.
На фиг. 2 представлен второй вариант осуществления, который отличается от варианта осуществления, представленного на фиг. 1, только распределением высоких отрезков 12'с и низких отрезков 12'd вдоль верхнего продольного края 12b'. Другие ссылочные номера означают элементы, идентичные тем, которые изображены на фиг. 1. В этом примере верхний продольный край каждой первой секции 121 и каждой второй секции 122 полосы образован из высокого отрезка 12'с и из низкого отрезка 12'd, каждый из которых имеет одинаковую длину.
Верхний продольный край третьих секций 123 находится на одинаковом расстоянии H от продольного края как и для высоких секций 12'с.
Разница H-h между высокими и низкими отрезками (12'с; 12'd) составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
На фиг. 3 представлен третий вариант осуществления, который отличается от варианта осуществления, представленного на фиг. 1, только распределением высоких отрезков 12ʺс и низких отрезков 12ʺd вдоль верхнего продольного края 12ʺb. Другие ссылочные номера означают элементы, идентичные тем, которые изображены на фиг. 1. В этом примере верхний продольный край каждой первой секции 121 и каждой второй секции 122 полосы образуются из высокого отрезка 12ʺс и низкого отрезка 12ʺd, которые имеют разные длины. Таким образом, когда полоса соединена, высокий отрезок 12ʺс первой секции 121 одной полосы находится на расстоянии от высокого отрезка 12ʺс второй секции 122 соседней полосы, соприкасающейся с первой секцией 121, вдоль продольного направления полосы, как можно увидеть на фиг. 4.
Центральная часть верхнего продольного края третьих секций 123 находится на том же расстоянии H от продольных краев, как и для высоких секций 12ʺс.
Разница H-h между высокими и низкими отрезками (12ʺс; 12ʺd) составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
Средства крепления крепежных секций 121 и 122 двух соседних полос 12 не представлены на фиг. 2 и 3, но, например, идентичны тем, которые описаны на фиг. 1.
На фиг. 4 представлен вид сбоку полос 12, образующих анкерную структуру, представленную на фиг. 3, где одна из полос 12 представлена сплошными линиями, другая соседняя полоса 12 представлена пунктирными линиями.
На фиг. 5 представлено поперечное сечение анкерной структуры 10, прикрепленной к металлической стенке 20 и заключенной в композитный материал 22. Высота композитного материала 22 практически равна расстоянию Н, отделяющему высокие отрезки 12с, соответственно 12'с или 12ʺс, от нижнего продольного края 12а. Полученное таким образом покрытие полностью покрывает секции с высотой H и пустоты между первой 121 и второй 122 соединенными секциями полосы, независимо от варианта осуществления.
Анкерная структура 10 может быть прикреплена к металлической стенке 20 сваркой.
Внутренняя или внешняя стенка камеры установки каталитического флюид-крекинга, таким образом, может быть защищена следующим образом:
- (i) формование сотовой анкерной структуры 10 так, чтобы нижние продольные края 12а полосы 12 анкерной структуры 10 могли соответствовать форме металлической стенки 20,
- (ii) крепление анкерной структуры 10 к металлической стенке 20, где нижние продольные края 12а полосы 12 контактируют с металлической стенкой 20,
- (iii) помещение композитного материала 22 в ячейки 14 анкерной структуры 10 от металлической стенки 20 вплоть до по меньшей мере высоких отрезков 12с (или 12'с или 12ʺс) верхних продольных краев 12b анкерной структуры.
В частности, металлической стенкой 20 может быть стенка циклона, регенератора или размыкателя или любого другого внутреннего оборудования установки каталитического флюид-крекинга.
Обычно, для их крепления анкерные структуры 10 могут быть во множестве точек приварены к защищаемой металлической стенке 20 так, чтобы покрывать всю эту металлическую стенку. Таким образом, структуру крепят к металлической стенке множеством сварочных швов ячеек.
На фиг. 6 представлена диаграмма сварки, которая может быть получена на стадии прикрепления (ii) процесса реализации в соответствии с данным изобретением. В соответствии с представленной диаграммой по меньшей мере одну часть нижних продольных краев 12а полосы приваривают к металлической стенке 20 так, чтобы каждая ячейка 14 была отдельно приварена к металлической стенке 20.
В представленном примере каждую ячейку 14 приваривают к стенке двумя швами 16, 17. Эти швы 16, 17 расположены в местах перехода между третьими секциями 123 двух соседних полос 12. Один из швов 16 расположен по всей длине третьей секции 123 вплоть до отгиба 125 третьей секции 123 соседней полосы. Другой шов 17 расположен по одной из третьих секций вплоть до отгиба 125 и по другой из третьих секций вплоть до отверстия 126, образованного при вырезании отгиба 125 (это отверстие 126 не представлено на фиг. 4). Таким образом, когда отверстие 126, образованное отгибом 125, расположено в центре третьей секции полосы (как показано на чертежах), шов 17 расположен по одной и той же длине каждой третьей полосы секции 123.
Длина швов 16, 17 может отличаться от длины, описанной по фиг. 5, при условии, что места перехода между соприкасающимися крепежными секциями 121, 122 двух соседних полос и металлической стенки 20 покрыты швом.
Изобретение относится к способу получения антиэрозионного покрытия на внутренней или внешней металлической стенке камеры установки каталитического флюид-крекинга, анкерной структуре, подходящей для производства антиэрозионного покрытия. Способ включает: (i) формование сотовой металлической анкерной структуры, причем указанная анкерная структура образована множеством полос, соединенных в пары соединением крепежных секций этих полос так, чтобы получить множество ячеек между двумя соседними полосами; (ii) прикрепление указанной анкерной структуры сваркой к указанной металлической стенке так, чтобы каждая ячейка анкерной структуры была приварена к стенке камеры по меньшей мере в местах перехода между соприкасающимися крепежными секциями двух соседних полос; (iii) помещение композитного материала в ячейки от металлической стенки вплоть до по меньшей мере верхнего продольного края каждой полосы. Изобретение обеспечивает получение покрытия, которое является стойким к явлению разложения, в частности коррозии, особенно вследствие сульфидирования, науглероживания, окисления или образования нагара. 4 н. и 14 з.п. ф-лы, 6 ил.
1. Способ антиэрозионного покрытия внутренней или внешней металлической стенки (20) камеры установки каталитического флюид-крекинга, включающий:
- (i) формование сотовой металлической анкерной структуры (10), которая получается из множества полосок (12), соединенных в пары так, чтобы получить множество ячеек (14) между двумя соседними полосами, при этом каждая полоса (12) разделена по длине на множество секций, включая по меньшей мере одну серию крепежных секций (121, 122), расположенных в одной плоскости и соединенных с серией крепежных секций соседней полосы с помощью креплений, причем каждая полоса (12) имеет нижний продольный край (12а), расположенный в одной и той же плоскости до процесса формования, и верхний продольный край (12b, 12'b, 12ʺb) на этой же стадии формования, при этом нижние продольные края (12а) полос (12) указанной анкерной структуры (10) адаптированы для повторения формы указанной металлической стенки (20),
- (ii) скрепление указанной анкерной структуры (10) с указанной металлической стенкой (20), при этом нижние продольные края (12а) полосок (12) анкерной структуры (10) контактируют с металлической стенкой (20), а крепление осуществляется сваркой с металлической стенкой (20) по меньшей мере одной части нижних продольных краев (12а) полосы (12) так, чтобы каждая ячейка (14) анкерной структуры (10) была приварена к металлической стенке (20) по меньшей мере в местах перехода между соприкасающимися крепежными секциями (121, 122) двух соседних полос (12),
- (iii) введение композитного материала (22) в ячейки (14) указанной анкерной структуры (10) от металлической стенки (20) до по меньшей мере верхнего продольного края (12b) каждой полосы.
2. Способ получения антиэрозионного покрытия по п. 1, в котором по меньшей мере один из швов (16, 17), выполненных на стадии (ii) в месте соединения соприкасающихся крепежных секций (121, 122) двух соседних полос (12), расположен по всей длине по меньшей мере одной секции (123) полосы, соседней с крепежными секциями (121, 122).
3. Способ получения антиэрозионного покрытия по п. 1, в котором полосы анкерной структуры, применяемой на стадии (i), получают из аустенитной нержавеющей стали, выбранной из следующих марок:
- нержавеющая сталь, содержащая от 0,04% до 0,10% по массе углерода, от 17% до 19% хрома и от 9% до 12% никеля и содержащая ниобий от 8-кратного превышения от содержания углерода до 1% по массе,
- сталь, содержащая не более 0,015% по массе углерода, от 15% до 17% хрома и от 33% до 37% никеля,
- сталь, содержащая не более 0,10% по массе углерода, от 24% до 26% хрома и от 19% до 22% никеля.
4. Способ получения антиэрозионного покрытия по п. 1, в котором:
- анкерная структура, применяемая на стадии (i), такова, что верхний продольный край (12b, 12'b, 12ʺb) каждой полосы (12) образуется из последовательности прямых отрезков (12с, 12'с, 12ʺс, 12d, 12'd, 12ʺd), которые параллельны нижнему продольному краю (12а), при этом верхний продольный край (12b, 12'b, 12ʺb) попеременно содержит низкие отрезки (12d, 12'd, 12ʺd), которые находятся на расстоянии h от нижнего продольного края (12а), и высокие отрезки (12с, 12'с, 12ʺс), которые находятся на расстоянии Н, большем, чем расстояние h, от нижнего продольного края (12а), по меньшей мере один из низких отрезков (12d, 12'd, 12ʺd) образует верхний край (12b, 12'b, 12ʺb) по меньшей мере одной из крепежных секций (121, 122) так, чтобы две соседние полосы были соединены, и каждая крепежная секция полосы содержит верхний продольный край (12b, 12'b, 12ʺb) на расстоянии от его нижнего продольного края (12а), которое отличается от расстояния, отделяющего верхний продольный край (12b, 12'b, 12ʺb) от нижнего продольного края (12а) крепежной секции соседней полосы, с которой она соединена, по всей длине соединенных крепежных секций, и в котором:
- на стадии (iii) вставки композитного материала (22) в ячейки (14) указанной анкерной структуры (10), композитный материал заполняет ячейки от металлической стенки (20) вплоть до по меньшей мере высоких отрезков (12с, 12'с, 12ʺс) верхних продольных краев (12b, 12'b, 12ʺb) полос анкерной структуры.
5. Способ получения антиэрозионного покрытия по п. 4, в котором каждая полоса анкерной структуры, применяемой на стадии (i), такова, что разница H-h между расстояниями H и h составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
6. Способ получения антиэрозионного покрытия по п. 1, в котором металлической стенкой (20) является внешняя или внутренняя стенка циклона, регенератора, размыкателя или любого другого внутреннего оборудования установки каталитического флюид-крекинга.
7. Способ получения антиэрозионного покрытия по п. 1, в котором композитным материалом (22) является бетон.
8. Способ получения антиэрозионного покрытия по п. 1, в котором каждая полоса анкерной структуры, применяемой на стадии (i), разделена по длине на множество секций (121, 122, 123), при этом первые секции полосы (121) находятся в первой плоскости, параллельной продольному направлению (L) полосы, вторые секции полосы (122), находятся во второй плоскости, параллельной первой плоскости и отличающейся от нее, каждая из третьих секций полосы (123) соединяет первую секцию полосы (121) со второй секцией полосы (122), первая и вторая секции полосы (121, 122) чередуются по всей длине полосы (12) и первые секции (121) полосы соприкасаются и соединены со вторыми секциями (122) соседней полосы креплениями так, чтобы образовывать шестиугольные ячейки (14).
9. Сотовая металлическая анкерная структура (10) для получения антиэрозионного покрытия на внутренней или внешней стенке (20) камеры установки каталитического флюид-крекинга, причем указанная анкерная структура (10) образована из множества одинаковых полос (12), соединенных в пары так, чтобы получить множество ячеек (14) между двумя соседними полосами, каждая полоса (12) из которых разделена по длине на множество секций, включающих по меньшей мере один ряд крепежных секций, расположенных в одной и той же плоскости и соединенных с рядом крепежных секций соседней полосы креплениями, при этом каждая полоса (12) имеет нижний продольный край (12а), находящийся в одной плоскости, и верхний продольный край (12b, 12'b, 12ʺb), причем верхний продольный край (12b, 12'b, 12ʺb) каждой полосы (12) образован последовательностью прямых отрезков (12с, 12'с, 12ʺс, 12d, 12'd, 12ʺd), которые параллельны нижнему продольному краю (12а), верхний продольный край (12b, 12'b, 12ʺb) поочередно содержит низкие отрезки (12d, 12'd, 12ʺd), находящиеся на расстоянии h от нижнего продольного края (12а), и высокие отрезки (12с, 12'с, 12ʺс), находящиеся на расстоянии Н, большем, чем расстояние n, от нижнего продольного края (12а), по меньшей мере один из низких отрезков (12d, 12'd, 12ʺd) образует верхний край (12b, 12'b, 12ʺb) по меньшей мере одной из крепежных секций (121, 122) так, что, когда две соседние полосы соединены, каждая крепежная часть полосы содержит верхний продольный край (12b, 12'b, 12ʺb) на расстоянии от ее нижнего продольного края (12а), которое отличается от расстояния, отделяющего верхний продольный край (12b, 12'b, 12ʺb) от нижнего продольного края (12а) крепежной части соседней полосы, с которой она соединена, по всей длине соединенных крепежных секций.
10. Анкерная структура (10) по п. 9, отличающаяся тем, что каждая полоса анкерной структуры разделена по всей длине на множество секций (121, 122, 123), при этом первые секции (121) полосы расположены в первой плоскости, параллельной продольному направлению (L) полосы, вторые секции полосы (122) расположены во второй плоскости, параллельной первой плоскости и отличающейся от нее, каждая из третьих секций (123) полосы соединяет первую секцию (121) полосы со второй (122) секцией полосы, где первые и вторые секции полосы (121, 122) чередуются по всей длине полосы (12) и первые секции (121) полосы соприкасаются и соединяются со вторыми секциями (122) соседней полосы с помощью креплений с образованием шестиугольных ячеек (14).
11. Анкерная структура (10) по п. 10, отличающаяся тем, что низкие отрезки (12d) расположены по всей длине каждой первой секции (121) и высокие отрезки (12 с) расположены по всей длине каждой второй секции (122), при этом все полосы анкерной структур одинаковые.
12. Анкерная структура (10) по п. 9, отличающаяся тем, что верхний продольный край каждой крепежной секции (121, 122) из двух соседних полос является одинаковым и образуется из последовательности по меньшей мере одного высокого отрезка (12'с, 12ʺс) и по меньшей мере одного низкого отрезка (12'd, 12ʺd).
13. Анкерная структура (10) по п. 9, отличающаяся тем, что верхний продольный край секций (123) полосы, расположенных между крепежными секциями, находится на расстоянии Н от нижнего продольного края (12а).
14. Анкерная структура (10) по п. 9, отличающаяся тем, что верхний продольный край (12b, 12'b, 12ʺb) каждой полосы (12) имеет скругленные места перехода (124) между высокими отрезками (12с, 12'с, 12ʺс) и низкими отрезками (12d, 12'd, 12ʺd).
15. Сотовая анкерная структура (10) по п. 9, отличающаяся тем, что разница H-h между расстояниями Н и h составляет от 4 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
16. Сотовая анкерная структура (10) по п. 9, отличающаяся тем, что полосу получают из аустенитной нержавеющей стали, выбранной из следующих марок:
- нержавеющая сталь, содержащая от 0,04% до 0,10% по массе углерода, от 17% до 19% хрома и от 9% до 12% никеля и содержащая ниобий от 8-кратного превышения от содержания углерода до 1% по массе,
- сталь, содержащая не более 0,015% по массе углерода, от 15% до 17% хрома и от 33% до 37% никеля,
- сталь, содержащая не более 0,10% по массе углерода, от 24% до 26% хрома и от 19% до 22% никеля.
17. Антиэрозионное покрытие, отличающееся тем, что оно содержит сотовую анкерную структуру (10) по одному из пп. 9-16, заключенную в композитный материал (22), например бетон, при этом композитный материал заполняет каждую ячейку (14) от нижнего продольного края (12а) каждой полосы (12) вплоть до верхнего продольного края (12b, 12'b, 12ʺb) на расстояние, по меньшей мере равное расстоянию H, отделяющее высокие отрезки (12с, 12'с, 12ʺс) от нижнего продольного края (12а).
18. Камера установки каталитического флюид-крекинга, отличающаяся тем, что она имеет по меньшей мере одну внутреннюю или внешнюю стенку (20), покрытую по меньшей мере одним покрытием по п. 17, при этом нижний продольный край (12а) каждой полосы (12) анкерной структуры (10) покрытия прикрепляют сваркой к внутренней или внешней стенке (20) камеры.
| УСТАНОВКА ДЛЯ ПРОХОДКИ СТВОЛОВ ШАХТ | 0 |
|
SU180553A1 |
| US 2004229001 A1, 18.11.2004 | |||
| US 2004226251 A1, 18.11.2004 | |||
| IT 1195244 B, 12.10.1988. | |||

