Изобретение относится к области металлургии, а именно к термической обработке в колпаковых печах рулонов холоднокатаного проката из низкоуглеродистой стали.
Известен способ производства листовой углеродистой стали, включающий рекристаллизационный отжиг стопы рулонов в колпаковой печи с нагревом стопы рулонов от температуры 190-210°C, который ведут со средней скоростью не выше 72°C/ч до температуры отжига 670-710°C и охлаждение до температуры 650-680°C за время 7-15 ч, по истечении которого охлаждение завершают с произвольной скоростью (Патент РФ 2309990, МПК C21D 8/04, C21D 1/26, 20.06.2007).
Недостатком известного способа являются высокая температура отжига, нерегламентированное время выдержки, что приводит к повышенному расходу энергоресурсов.
Наиболее близким по технической сущности и достигаемым результатом является способ термической обработки рулонов из холоднокатаных листовых сталей в колпаковых печах, включающий нагрев в защитной атмосфере садки, состоящей из одного или более рулонов, по одноступенчатому режиму, выдержку, снятие колпака и охлаждение под муфелем, распаковку и последующее охлаждение на воздухе, согласно которому нагрев ведут до температуры 620-660°C, минимальное время выдержки рулонов при температуре нагрева определяют исходя из массы нижнего рулона в садке по математической зависимости
 ,
,
где τвыд - время выдержки, ч;
Mниж.рул - масса нижнего рулона в садке, т,
по истечении времени выдержки отключают нагрев, производят охлаждение под нагревательным колпаком до температуры 550-610°C, а охлаждение под муфелем производят до температуры, не превышающей 140°C (Патент РФ №2288284, МПК C21D 9/663, C21D 9/48, 27.11.2006).
Недостатком данного способа является длительное время выдержки, что ведет к увеличенному расходу энергоресурсов на отжиг.
Технический результат предлагаемого изобретения заключается в повышении производительности колпаковых печей и снижении расхода энергоресурсов при гарантированном обеспечении требуемого комплекса механических свойств холоднокатаного проката, а также в значительном снижении отсортировки по дефекту «пятна слипания сварки».
Указанный технический результат достигается тем, что в способе термической обработки холоднокатаного проката из низкоуглеродистой стали, включающем нагрев в защитной атмосфере садки, состоящей из одного и более рулонов, по одноступенчатому режиму, выдержку, отключение нагрева, снятие нагревательного колпака, выдержку под охлаждающим колпаком, охлаждение под муфелем, распаковку и последующее охлаждение на воздухе, согласно изобретению нагрев в защитной атмосфере ведут от температуры 200-220°C до температуры отжига Тотж=550+3100×С,
где 550 и 3100 - эмпирические коэффициенты, полученные опытным путем,
С - массовая доля углерода в стали, %,
осуществляют выдержку продолжительностью t=0,18×m+10,
где 0,18 и 10 - эмпирические коэффициенты, полученные опытным путем,
m - средняя масса рулона в садке, т,
выдержку под охлаждающим колпаком осуществляют в течение 15-30 минут, после чего осуществляют ускоренное охлаждение под муфелем со скоростью 20 -30°C/ч в течение 14-22 ч. Кроме того, ускоренное охлаждение под муфелем осуществляют от температуры не более 530°C, а распаковку производят при температуре не более 90°C.
Сущность предлагаемого изобретения заключается в оптимизации режимов отжига холоднокатаного проката из низкоуглеродистой стали.
Нагрев от температуры 200-220°C до температуры начала отжига позволяет равномерно прогреть стопу рулонов. При температуре начала нагрева за пределами диапазона 200-220°C вероятен пригар эмульсии (технологической смазки) станов холодной прокатки и неполная возгонка. Математическая зависимость, связывающая температуру отжига с содержанием углерода в стали, - эмпирическая и получена при обработке опытных данных. Так как углерод является основным упрочняющим элементом, то с повышением его содержания требуется более высокая температура начала отжига для получения необходимых механических свойств стали (прочности и пластичности).
Математическая зависимость, связывающая время выдержки при отжиге со средней массой рулона в садке, - эмпирическая и получена при обработке опытных данных. Экспериментально установлено, что при времени выдержки, рассчитанном в соответствии с вышеуказанной формулой, достигается требуемый комплекс механических свойств. Время выдержки по данному способу позволяет снизить энергетические затраты за счет сокращения длительности выдержки. Помимо этого сокращение длительности выдержки и последующая выдержка под охлаждающим колпаком без включения ускоренного охлаждения в течение 15-30 минут способствует уменьшению термических напряжений в рулоне, в результате чего снижается межвитковое давление и, как следствие, вероятность появления такого дефекта, как «пятна слипания сварки» на поверхности отожженной полосы в процессе размотки при дрессировке. Охлаждение, проводимое со скоростью 20-30°C/ч в течение 14-22 часов, способствует снижению межвиткового давления в рулоне и уменьшению возникновения дефекта «пятна слипания сварки» на поверхности отожженных полос. Охлаждение менее 14 часов не позволяет достичь оптимального уровня механических свойств, а охлаждение более 22 часов - нецелесообразно в связи с большим расходом энергоресурсов. Кроме того, включение ускоренного охлаждения при температуре не более 530°C также способствует снижению межвиткового давления в рулоне и уменьшению возникновения дефекта «пятна слипания сварки» на поверхности отожженных полос. При температуре распаковки выше 90°C температура в средней части рулона превышает допустимую температуру в 220°C, что приводит к окислению металла на воздухе.
Пример реализации. Рулоны из холоднокатаных полос марки стали 08Ю устанавливают в стопу на стенд колпаковой муфельной печи с газовым отоплением. В подмуфельное пространство подают защитную атмосферу, производят нагрев стопы рулонов при максимальной подаче топлива до температуры 200-220°C, затем продолжают нагрев рулонов до температуры начала отжига, выдерживают в течение времени, определяемом математической зависимостью, отключают нагрев, снимают нагревательный колпак, выдерживают под охлаждающим колпаком, после чего осуществляют ускоренное охлаждение под муфелем с продувкой холодного защитного газа. Далее производят распаковку. Параметры обработки представлены в таблице 1.
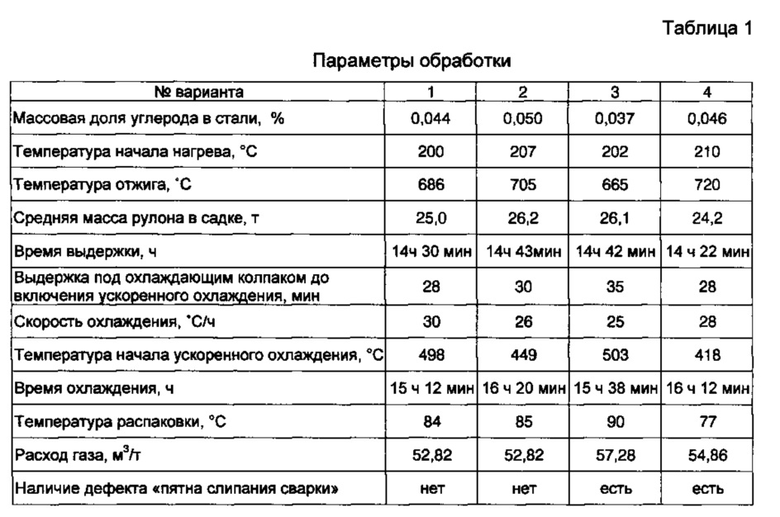
Применение предложенного способа (варианты №1-2) позволяет повысить производительность колпаковых печей за счет сокращения длительности отжига и снизить расход энергоресурсов при обеспечении требуемого уровня механических свойств, а также снизить отсортировку по дефекту «пятна слипания сварки».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 2010 |
|
RU2445382C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2288284C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2344183C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2020 |
|
RU2745411C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ АВТОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2010 |
|
RU2430976C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ ТОНКОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2008 |
|
RU2377321C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2008 |
|
RU2369648C1 |
Изобретение относится к области металлургии, а именно к термической обработке в колпаковых печах рулонов холоднокатаной полосы из низкоуглеродистой стали. Технический результат изобретения заключается в повышении производительности колпаковых печей и снижении расхода энергоресурсов при гарантированном обеспечении требуемого комплекса механических свойств холоднокатаной полосы, а также в значительном снижении отсортировки по дефекту «пятна слипания сварки». Для достижения технического результата производят одноступенчатый нагрев в защитной атмосфере от температуры 200-220°C до температуры отжига Тотж=550+3100×С, где 550 и 3100 - эмпирические коэффициенты, полученные опытным путем, С - доля углерода в стали, мас.%, выдержку в печи продолжительностью t=0,18×m+10, где 0,18 и 10 - эмпирические коэффициенты, полученные опытным путем, m - средняя масса рулона в садке, т, отключение нагрева, снятие нагревательного колпака, выдержку под охлаждающим колпаком в течение 15-30 мин, после чего осуществляют ускоренное охлаждение под муфелем со скоростью 20-30°C/ч в течение 14-22 ч. Кроме того, ускоренное охлаждение под муфелем осуществляют от температуры не более 530°С, а распаковку производят при температуре не более 90°C. 2 з.п. ф-лы, 1 табл.
1. Способ термической обработки рулонов холоднокатаной полосы из низкоуглеродистой стали, включающий нагрев садки в защитной атмосфере, состоящей из одного и более рулонов, по одноступенчатому режиму, выдержку, отключение нагрева, снятие нагревательного колпака, выдержку под охлаждающим колпаком, охлаждение под муфелем, распаковку и последующее охлаждение на воздухе, отличающийся тем, что нагрев в защитной атмосфере ведут от температуры 200-220°С до температуры отжига Тотж=550+3100×С,
где 550 и 3100 - эмпирические коэффициенты, выведенные опытным путем,
С - доля углерода в стали, мас.%,
осуществляют выдержку продолжительностью t=0,18×m+10,
где 0,18 и 10 - эмпирические коэффициенты, выведенные опытным путем,
m - средняя масса рулона в садке, т,
при этом выдержку рулонов под охлаждающим колпаком осуществляют в течение 15-30 мин, после чего осуществляют ускоренное охлаждение под муфелем со скоростью 20-30°С/ч в течение 14-22 ч.
2. Способ по п. 1, отличающийся тем, что ускоренное охлаждение рулонов под муфелем осуществляют от температуры не более 530°С.
3. Способ по п. 1, отличающийся тем, что распаковку рулонов производят при температуре не более 90°С.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2288284C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ ТОНКОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2008 |
|
RU2377321C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2004 |
|
RU2280701C1 |
| СПОСОБ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 2010 |
|
RU2445382C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2294388C1 |
| US 6749696 B2, 15.06.2004. | |||

