Изобретение относится к прокатному производству и может быть использовано в технологии термообработки холоднокатаных полос из низкоуглеродистых сталей, используемых в автомобильной промышленности.
Известен способ отжига полос, преимущественно из автолистовой стали, включающий двухступенчатый отжиг с нагревом до температуры 550-590°C, затем до температуры ниже начала рекристаллизации, при этом нагрев металла до температуры 550-590°C проводят в два этапа: на первом - до 330-370°C с нерегламентируемой скоростью, на втором - с контролируемой скоростью, затем при температуре ниже начала рекристаллизации осуществляют выдержку и окончательное охлаждение (SU №1475942, C21D 9/46).
Поверхность полосы, полученной известным способом, имеет низкое качество поверхности.
Наиболее близким аналогом к заявляемому объекту является способ отжига рулонов холоднокатаных полос, прокатанных на шероховатых рабочих валках, в колпаковых печах, включающий нагрев рулонов до температуры рекристаллизационного отжига, выдержку при этой температуре, при этом после окончания выдержки металла при конечной температуре прекращают подачу газа к горелкам и рулоны в течение 4 часов выдерживают под колпаком, после чего после снятия колпака рулоны естественно охлаждают до температуры 140°C для металла второй группы отделки поверхности и до 110°C для металла первой группы отделки поверхности (И.В.Франценюк, А.И.Франценюк. Современное металлургическое производство. М.: 2000 г., с. 187, 515).
Однако этот способ не обеспечивает получение высококачественного холоднокатаного автомобильного листа. После прокатки металла на шероховатых валках на поверхности полосы остаются остатки СОЖ, которые трудно удаляются сдувом воздуха, как правило, осуществляемой за последней клетью стана. В процессе рекристаллизационного отжига оставшаяся СОЖ на полосе частично возгоняется, частично остается на полосе в виде углеродсодержащих остатков. Подобные отложения уменьшают склонность витков к свариванию. В результате на полученной полосе загрязненность составляет 10-30 мг/м2, что не соответствует современным требованиям, предъявляемым к автомобильной промышленности (не более 7 мг/м2), особенно для изготовления лицевых деталей легковых и грузовых автомобилей.
Технической задачей настоящего изобретения является повышение качества поверхности полосы при отсутствии дефектов «полосы-линии скольжения», «излом» из-за снижения загрязненности полосы в процессе холодной прокатки на текстурированных валках и за счет предотвращения слипания витков во время отжига.
Для решения этой задачи в предлагаемом способе отжига рулонов автолистовой стали в колпаковых печах, включающем нагрев рулонов до температуры рекристаллизационного отжига, заданной по стендовой термопаре, выдержку при этой температуре, выдержку под колпаком с потушенными горелками и охлаждение, в отличие от ближайшего аналога температуру отжига под колпаком печи по зональной термопаре устанавливают 770-790°C, а охлаждение рулонов до температуры 640°C по стендовой термопаре ведут со скоростью 10-15°C/час, далее охлаждают рулоны в течение трех часов до температуры 600°C по стендовой термопаре, затем в течение пяти часов выдерживают под колпаком с потушенными горелками.
Приведенные параметры процесса отжига получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации температуры по зональной термопаре и охлаждения рулонов в процессе отжига и поясняется чертежом, где дан график отжига.
Температура задания по зональной термопаре 770-790°C требуется для предотвращения перегрева наружных витков рулонов.
При задании по зональной термопаре температуры ниже 770°C снижается производительность колпаковой печи из-за увеличения продолжительности нагрева до первой выдержки и далее до последующих выдержек. При температуре задания по зональной термопаре выше 790°C возникает опасность перегрева наружных витков, что ведет к неравномерности физико-механических свойств.
В процессе охлаждения рулонов температура более холодных наружных витков и более горячих внутренних витков существенно отличается. Наружные витки сжимают внутренние. Возникновение подобных сжимающих напряжений, действующих при сравнительно высоких температурах, можно считать основной причиной сваривания витков. На соответствующих участках создаются такие же условия, как при диффузионной сварке. Охлаждение рулонов от температуры окончательной выдержки 690°C (по стендовой термопаре) поэтапно сначала до температуры 640°C, потом до 600°C предотвращает слипание витков рулонов, а соответственно, образование дефекта «полосы-линии скольжения», «излом». Повышение скорости охлаждения от температуры окончательной выдержки 690°C до 600°C особенно в начальный период охлаждения приводит к получению на поверхности холоднокатаного листа дефектов «полосы-линии скольжения», «излом», т.е. снижается качество поверхности листов.
Технико-экономические исследования показали, что внедрение настоящего изобретения в ОАО «ММК» повысит выход автомобильного листа толщиной от 0,5 до 2,0 мм с регламентируемой микрогеометрией не менее чем на 10%, а выход автолиста I группы отделки поверхности - почти на 7% с соответствующим ростом прибыли от реализации холоднокатаного автомобильного листа с высококачественной поверхностью.
Пример конкретного выполнения
Рулоны холоднокатаной стали, прокатанные на текстурированных валках, толщиной полосы 0,5 мм подвергают рекристаллизационному отжигу в колпаковых печах со 100% водородной атмосферой. При рекристаллизационном отжиге стали категории ОСВ температура под колпаком печи по зональной термопаре 780°C, под муфелем по стендовой термопаре 690°C, для отстающей точки рулона 680°C. Регулируемое охлаждение до 640°C по стендовой термопаре ведут со скоростью 12°C/час, затем в течение трех часов охлаждают рулоны до температуры 600°C по стендовой термопаре, затем в течение пяти часов выдерживают рулоны под колпаком с потушенными горелками. Выход листов по качеству поверхности составил 100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2008 |
|
RU2369648C1 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2479640C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
Изобретение относится к способу отжига холоднокатаных полос из низкоуглеродистых сталей, используемых в автомобильной промышленности. Способ включает нагрев рулонов в колпаковой печи до температуры рекристаллизационного отжига, заданной по стендовой термопаре, с последующей выдержкой. Выдержку производят под колпаком с потушенными горелками и охлаждение. При этом температуру отжига под колпаком печи по зональной термопаре устанавливают 770-790°С. Охлаждение рулонов до температуры 640°С по стендовой термопаре ведут со скоростью 10-15°С/час. Далее охлаждают рулоны в течение трех часов до температуры 600°С по стендовой термопаре. Затем в течение пяти часов выдерживают под колпаком с потушенными горелками. Техническим результатом изобретения является повышение качества поверхности полосы при отсутствии дефектов «полосы-линии скольжения», «излом» из-за снижения загрязненности полосы в процессе холодной прокатки на текстурированных валках и за счет предотвращения слипания витков во время отжига. 1 ил.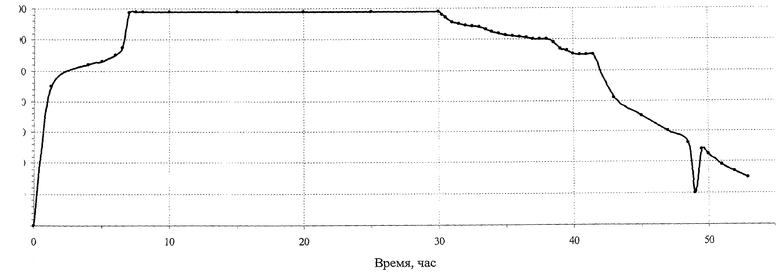
Способ отжига рулонов автолистовой стали в колпаковых печах, включающий нагрев рулонов до температуры рекристаллизационного отжига, заданной по стендовой термопаре, выдержку при этой температуре, выдержку под колпаком с потушенными горелками и охлаждение, отличающийся тем, что температуру отжига под колпаком печи по зональной термопаре устанавливают 770-790°С, а охлаждение рулонов до температуры 640°С по стендовой термопаре ведут со скоростью 10-15°С /ч, далее охлаждают рулоны в течение 3 ч до температуры 600°С по стендовой термопаре, затем в течение 5 ч выдерживают под колпаком с потушенными горелками.
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2125104C1 |
| Способ производства полос | 1987 |
|
SU1475942A1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
| JP 0005263126 A1, 12.10.1993 | |||
| JP 2005076057 A1, 24.03.2005. | |||

