Изобретение относится к области металлургии, конкретнее к технологии изготовления холоднокатаного проката из углеродистой качественной стали для изготовления патронов.
Известен способ производства листовой углеродистой стали, включающий холодную прокатку полос, рекристаллизационный отжиг стопы рулонов в колпаковой печи с нагревом до температуры отжига 670-710°С и охлаждением, согласно которому нагрев стопы рулонов в температурном интервале от 190-210°С до температуры отжига ведут со средней скоростью не выше 72°С/ч, а охлаждение стопы рулонов производят вначале до температуры 650-680°C за время 7-15 ч, по истечении которого охлаждение завершают с произвольной скоростью, при этом холодную прокатку осуществляют с суммарным относительным обжатием 55-80%, а углеродистая сталь имеет следующий химический состав, мас.%:
(Патент РФ №2309990, МПК C21D 8/04, C21D 1/26, опубл. 10.11.2007 г.)
Недостатком известного способа нестабильный уровень выхода годного по прочностным характеристикам.
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства холоднокатаного проката, включающий выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в колпаковой печи и дрессировку согласно которому выплавляют сталь следующего химического состава, мас.%:
при этом рекристаллизационный отжиг осуществляют путем нагрева рулонов до температуры Т=-1,1239×ε+665,42, где 1,1239 - эмпирический коэффициент, ε - степень обжатия при холодной прокатке, %, 665,42 - эмпирический коэффициент, выдерживают под нагревательным колпаком с отключенными горелками не более 4 часов, затем с температуры не менее 580°С осуществляют ускоренное охлаждение под муфелем со скоростью 25-35°С/час (Патент РФ №263847, МПК C21D 8/04, C21D 9/48, C21D 9/663, опубл. 04.05.2016 г.).
Недостатком известного способа является низкий выход годного по относительному удлинению.
Техническим результатом предлагаемого изобретения является увеличение выхода годного холоднокатаного проката за счет повышения комплекса механических свойств.
Технический результат достигается тем, что в способе производства холоднокатаного проката, включающем выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг и дрессировку согласно изобретению температуру конца горячей прокатки поддерживают в 820-890°С, полосы сматывают в рулоны при температуре не более 660°С, а рекристаллизационный отжиг осуществляют в колпаковой печи путем нагрева стопы рулонов со скоростью Y=(-2,05÷(-2,01)) × М+110,5, где (-2,05÷(-2,01)) - эмпирический коэффициент из диапазона, М-максимальный вес рулона в садке, т, 110,5 - эмпирический коэффициент, в течение времени, ч, равного 1/2 массы, т, максимального рулона в садке, до температуры начала отжига 680-720°С, выдерживают до температуры конца рекристаллизационного отжига 650-690°С в течение времени, равного времени нагрева, затем охлаждают с выключенными горелками под нагревательным колпаком без подачи воздуха в течение 1-4 часов, при этом выплавляют сталь следующего химического состава, мас.%:
Сущность изобретения заключается в следующем. На механические свойства холоднокатаного проката влияют как химический состав стали, так и режимы деформационно-термической обработки.
Углерод - один из упрочняющих элементов, при содержании углерода менее 0,07% прочностные свойства стали ниже допустимого уровня. Увеличение содержания углерода более 0,22% приводит к снижению пластичности стали, что недопустимо.
Кремний раскисляет и упрочняет сталь. Увеличение содержания этого элемента более 0,22% приводит к потере пластичности стали, что недопустимо.
Марганец обеспечивает получение заданных механических свойств. При содержании марганца менее 0,15% прочность стали ниже допустимой. Увеличение содержания марганца более 0,50% чрезмерно упрочняет сталь, ухудшает ее пластичность.
Сера является вредной примесью, что негативно сказывается на штамповке стали. Содержание серы более 0,020% ухудшает пластические свойства стали.
Фосфор является вредной примесью, что негативно сказывается на штамповке стали. Содержание фосфора более 0,030% ухудшает пластические свойства стали.
Хром является вредной примесью, что негативно сказывается на штамповке стали. Содержание хрома более 0,20% ухудшает пластические свойства стали.
Никель является вредной примесью, что негативно сказывается на штамповке стали. Содержание никеля более 0,30% ухудшает пластические свойства стали.
Медь является вредной примесью, что негативно сказывается на штамповке стали. Содержание меди более 0,30% ухудшает пластические свойства стали.
Алюминий введен в сталь как раскислитель. При содержании алюминия менее 0,01% снижается пластичность стали, сталь становится склонной к старению. Увеличение содержания алюминия более 0,07% приводит к ухудшению комплекса механических свойств.
Титан, ниобий упрочняют сталь и стабилизируют ее. Содержание более 0,01% каждого может снизить механические свойства стали.
Ванадий измельчает зерно и упрочняет сталь. Содержание более 0,01% приводит к увеличению себестоимости стали.
Азот ограничен пределом в 0,015% для контроля уровня хрупких неметаллических включений - нитридов. Содержание азота более 0,015% снижает пластические свойства стали.
Горячая прокатка с температурами конца прокатки 820-890°С и смотки не более 660°С обеспечивает получение однородных механических свойств по длине полосы. Невыполнение этих условий отрицательно сказывается на комплексе механических свойств проката - снижается относительное удлинение, повышается предел текучести.
Математическая зависимость, связывающая скорость нагрева стопы рулонов с максимальным весом рулона в садке - эмпирическая и получена при обработке опытных данных. Данная зависимость позволяет рассчитать оптимальную скорость нагрева стопы рулонов, которая позволяет получить требуемые механические характеристики проката при одновременно низкой себестоимости и высокой производительности участка колпаковых печей.
Время нагрева стопы рулона (ч), равное 1/2 массы (т), максимального рулона в садке является оптимальным с точки зрения равномерности набора температуры каждым рулоном и с точки зрения возгонки остатков эмульсии прокатных станов, так как пригоревшая эмульсия для данного сортамента недопустима.
Температура начала отжига в диапазоне 680-720°С - оптимальная температура для получения полностью рекристаллизованной структуры проката.
Температура конца отжига в диапазоне 650-690°С позволяет обеспечить необходимый уровень механических свойств и снизить себестоимость продукции.
Время выдержки до температуры конца отжига равное времени нагрева позволяет обеспечить одинаковый прогрев каждой точки металлопроката до необходимых температур для получения однородных свойств по длине рулона.
При охлаждении с выключенными горелками под нагревательным колпаком без подачи воздуха в течение 1-4 часа происходит тонкая доводка атмосферы подмуфельного пространства до одинаковой температуры, что дополнительно приводит к равномерному прогреву стопы рулонов в садке. Это позволяет сформировать требуемый комплекс механических свойств.
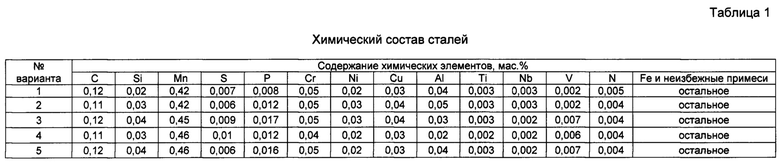
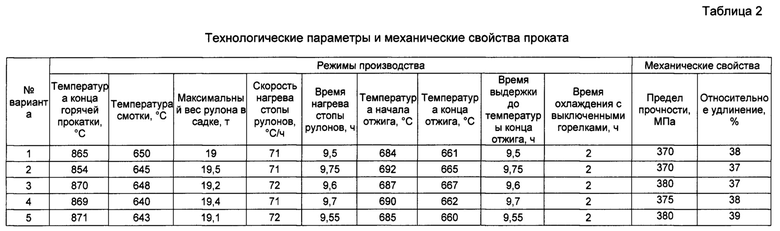
Примеры реализации способа. В кислородном конвертере выплавили стали, химический состав которых приведен в таблице 1. Выплавленную сталь разливали на машине непрерывного литья в слябы. Слябы нагревали в нагревательной печи с шагающими балками и прокатывали на непрерывном широкополосном стане 2000. Горячекатаные полосы на отводящем рольганге охлаждали водой до определенных температур и сматывали в рулоны. Охлажденные рулоны подвергали соляно-кислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 4-клетевом стане. Холоднокатаные полосы отжигали в колпаковых печах с водородной защитной атмосферой. Отожженные полосы дрессировали на дрессировочном стане. Технологические параметры и механические свойства холоднокатаного проката приведены в таблице 2.
Из таблицы 2 следует, что при реализации заявленного способа производства достигается увеличение выхода годного за счет повышения комплекса механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаной полосы | 2021 |
|
RU2762448C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОДОДНОКАТАННОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2019 |
|
RU2747103C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2023 |
|
RU2813161C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2018 |
|
RU2699480C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2433192C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721263C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361934C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2018 |
|
RU2689491C1 |
Изобретение относится к производству холоднокатаного проката из углеродистой качественной стали для изготовления патронов. Способ включает выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг и дрессировку. Температуру конца горячей прокатки поддерживают в диапазоне 820-890°С. Полосы сматывают в рулоны при температуре не более 660°С. Рекристаллизационный отжиг осуществляют в колпаковой печи путем нагрева стопы рулонов со скоростью Y=(-2,05÷(-2,01))×М+110,5, где (-2,05÷(-2,01)) - эмпирический коэффициент из диапазона, М - максимальный вес рулона в садке, т, 110,5 - эмпирический коэффициент, в течение времени, ч, равного 1/2 массы, т, максимального рулона в садке до температуры начала отжига 680-720°С, выдерживают до температуры конца отжига 650-690°С в течение времени, равного времени нагрева, затем охлаждают в течение 1-4 часов. Выплавляют сталь следующего состава, мас.%: углерод 0,07-0,22, кремний не более 0,18, марганец 0,15-0,50, сера не более 0,020, фосфор не более 0,030, хром не более 0,20, никель не более 0,30, медь не более 0,30, алюминий 0,01-0,07, титан не более 0,01, ниобий не более 0,01, ванадий не более 0,01, азот не более 0,015, железо и неизбежные примеси остальное. Обеспечивается увеличение выхода годного холоднокатаного проката за счет повышения комплекса механических свойств. 2 табл.
Способ производства холоднокатаного проката, включающий выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг и дрессировку, отличающийся тем, что температуру конца горячей прокатки поддерживают в диапазоне 820-890°С, полосы сматывают в рулоны при температуре не более 660°С, а рекристаллизационный отжиг осуществляют в колпаковой печи путем нагрева стопы рулонов со скоростью Y=(-2,05÷(-2,01)) × М+110,5, где (-2,05÷(-2,01)) - эмпирический коэффициент из диапазона, М - максимальный вес рулона в садке, т, 110,5 - эмпирический коэффициент, в течение времени, ч, равного 1/2 массы, т, максимального рулона в садке до температуры начала отжига 680-720°С, выдерживают до температуры конца рекристаллизационного отжига 650-690°С в течение времени, равного времени нагрева, затем охлаждают с выключенными горелками под нагревательным колпаком без подачи воздуха в течение 1-4 часов, при этом выплавляют сталь следующего химического состава, мас.%:
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562201C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НЕСТАРЕЮЩЕЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ | 1992 |
|
RU2039839C1 |
| Заборное сооружение для отвода воды из источника питания | 1930 |
|
SU25100A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |

