Изобретение относится к новому способу изготовления новых армированных волокнами профильных материалов, заполненных наполнителем из поли(мет)акрилимидного пенопласта. Изобретение относится, в частности, к новой технологии пултрузии (кратко называемой технологией Pul-Core), посредством которой на единственной технологической стадии получают армированный волокнами профильный материал и одновременно заполняют его наполнителем из поли(мет)акрилимидного пенопласта. При этом на одной и той же технологической стадии обеспечивают чрезвычайно прочное соединение сердцевины из поли(мет)акрилимидного пенопласта с армированным волокнами профильным материалом.
В соответствии с уровнем техники заполненные поли(мет)акрилимидными пенопластами полые тела можно изготавливать так называемым способом In-Mold. При этом готовые полые тела заполняют гранулятом, который затем термически вспенивают и при этом сшивают. Недостаток указанного способа состоит в том, что он требует реализации нескольких технологических стадий, а именно изготовления полого тела, заполнения гранулятом и вспенивания. Другой недостаток указанного способа состоит в том, что в связи с относительно высокими температурами вспенивания поли-(мет)акрилимида нельзя использовать термически нестабильные материалы, например такие как композит из углеродных волокон и эпоксидной смолы. Кроме того, при вспенивании достигают лишь непрочного соединения пенопласта с покровным слоем. Подобный способ In-Mold описан, например, в международной публикации WO 2012/013393. В соответствии с другими вариантами уровня техники в полое пространство инжектируют, а затем вспенивают и отверждают пенополиуретановые заполнители в виде жидкости. Однако подобной технологии присущи те же недостатки, которыми характеризуется указанный выше способ заполнения поли(мет)-акрилимидным пенопластом In-Mold, и, кроме того, ее нельзя использовать применительно к поли(мет)акрилимиду.
В качестве альтернативы раскроенным пенопластовым наполнителем можно заполнять открытую первую часть оболочки, а затем склеивать или сваривать ее со второй частью оболочки с формированием полого профиля. Кроме того, для лучшего присоединения пенопластового наполнителя на границу раздела можно наносить клеевой слой. Недостатки данной технологии обусловлены необходимостью выполнения большого числа чрезвычайно длительных рабочих операций, наличием стыков в конечном продукте и возможным образованием значительного количества отходов при изготовлении вспененного наполнителя, которое зависит от его формы.
В соответствии с одним вариантом, описанным, например, в международной публикации WO 2012/052219, в форму вкладывают вспененный наполнитель вместе с тканым материалом, например, из углеродных волокон, а затем в эту форму впрыскивают и отверждают смолу, например эпоксидную смолу. Несмотря на то, что в данном случае удается избежать образования стыков, соответствующая технология характеризуется теми же недостатками в отношении отходов материала, скорости процессса и трудоемкости, как и описанные выше способы уровня техники.
Пултрузия, называемая также технологией непрерывного формования профилей из препрегов, впервые приобрела известность в начале 50-х годов прошлого века. Пултрузию используют для непрерывного изготовления армированных волокнами полимерных профилированных изделий, например полых профилей, в частности труб. При этом некоторое количество стеклянных волокон в виде стеклоровниц сначала пропитывают полиэфирной или эпоксидной смолой, а затем с целью придания окончательной формы стеклоровницы сводят воедино посредством одного или несколько формующих инструментов. В заключение смолу отверждают и непрерывно производимый профиль распиливают на отдельные заготовки.
В основу настоящего изобретения прежде всего была положена задача предложить новый способ изготовления армированных волокнами полых профилей, заполненных поли(мет)акрилимидным пенопластовым материалом, например труб.
Задача изобретения, в частности, состояла в том, чтобы предложить способ, посредством которого можно было бы обеспечивать чрезвычайно прочное соединение вспененного наполнителя(сердцевины) с наружными покровными слоями. Кроме того, предлагаемый в изобретении способ должен быть пригоден также в том случае, если в качестве покровного материала используют материалы, термически нестабильные при температуре вспенивания поли(мет)акрилимида.
Другая задача изобретения состояла в том, чтобы предлагаемый способ можно было осуществлять быстро, на небольшом количестве технологических стадий и экономично. В частности, должна быть предоставлена возможность реализации способа, требующая лишь минимального модифицирования существующих установок.
Кроме того, задача изобретения состояла в том, чтобы способ можно было осуществлять в непрерывном режиме.
Другая задача, положенная в основу настоящая изобретения, состояла в том, чтобы предложить новые заполненные поли(мет)акрилимидным пенопластом полые профили, которые характеризуются а) отсутствием липкого слоя между покровным материалом полого профиля и наполнителем из поли(мет)акрилимидного пенопласта, b) отсутствием стыков и с) прочным соединением покровного материала с наполнителем из поли(мет)-акрилимидного пенопласта. В частности, необходимо было предложить полые профили, покровным материалом которых является связываемый посредством полимерной смолы волокнистый материал, а наполнителем - поли(мет)акрилимидный пенопласт, причем должна быть предоставлена возможность гибкого регулирования размера пор пенопластового наполнителя, а, следовательно, его плотности.
Другие не указанные в явной форме задачи настоящего изобретения вытекают из его описания, а также прилагаемого к описанию чертежа или, соответственно, примера.
Указанные выше задачи решаются посредством нового способа непрерывного изготовления армированных волокнами бесконечных профилей, заполненных наполнителем из поли(мет)акрилимидного пенопласта. Под предлагаемым в изобретении способом подразумевают пултрузию, при котором в середину вводят наполнитель из поли(мет)акрилимидного пенопласта. Кроме того, вокруг указанного пенопластового наполнителя посредством пултрузии формируют покровный слой из волокнистого материала и термопласта или реактопласта. Подобную новую технологию пултрузии, предусматривающую введение наполнителя из поли(мет)акрилимидного пенопласта в продукт пултрузии, ниже называют технологией Pul-Core.
На первой стадии пултрузии, известной также как технология непрерывного формования профилей из препрегов, некоторое количество волокон или ровниц пропитывают смолой. При этом различают так называемую открытую технологию пултрузии, в соответствии с которой пропитку смолой выполняют в пропиточной ванне, через которую пропускают волокна, а также закрытую технологию пултрузии, в соответствии с которой пропитку смолой выполняют лишь в непосредственном формующем инструменте под давлением. Пултрузионные установки, как правило, оборудованы расположенными перед узлом пропитки устройствами, например, такими как решетка Кадьера, посредством которых волокна распределяют необходимым для последующего формования образом и уложенные на которые ровницы при необходимости можно разделять на отдельные волокна. В качестве альтернативы или в дополнение к ровницам, соответственно волокнам, в качестве волокнистого материала можно использовать также нетканые материалы, ткань и/или холст.
После пропитки волокнистого материала смолой его подвергают последующему формованию посредством одного или нескольких формующих инструментов, причем в случае закрытой технологии формование выполняют одновременно с пропиткой. Подобное формование можно выполнять, например, посредством одного или нескольких раструбов формующего инструмента. При этом согласно изобретению волокнистый материал подают отдельно, предпочтительно не пропуская через пропиточную ванну, таким образом, чтобы он окружал направляемый в формующий инструмент пенопластовый наполнитель непосредственно перед входом в формующий инструмент.
В формующем инструменте одновременно выполняют окончательное формование, отверждение смолы и калибровку. Формование можно осуществлять таким образом, чтобы окружающие пенопластовый наполнитель волокна были ориентированы в направлении переработки параллельно друг другу. Однако волокна предпочтительно образуют характерную для ткани структуру, окружающую пенопластовый наполнитель. Это позволяет обеспечивать особенно высокую механическую прочность конечной заготовки.
Отверждение смолы, которую можно называть также упрочняющим материалом, как правило выполняют термически. Используемая при этом в формующем инструменте температура зависит от соответствующей исходной смолы и может быть легко определена специалистами. Указанная температура как правило находится в диапазоне от 100 до 200°C. При этом для равномерного отверждения заготовок следует обеспечивать равномерное распределение температуры внутри формующего инструмента.
К формующему инструменту как правило присоединено устройство для охлаждения готового полого профиля.
В случае, если смола позже не становится реактопластом, а речь идет о термопластичном материале, в качестве альтернативы ее можно наносить на волокна также при температуре, превышающей температуру плавления, соответственно температуру стеклования, и «отверждение» в формующем инструменте можно выполнять при охлаждении.
Транспорт волокон как правило осуществляют путем протягивания бесконечного профилированного изделия, например, посредством упорядоченного в конце пултрузионной установки гусеничного протягивающего устройства или реверсивного гидравлического грейфера.
Важным преимуществом описанного выше формования является возможность его непрерывного осуществления, а, следовательно, возможность изготовления бесконечного профиля. Получаемый бесконечный профиль в конце пултрузионной установки в полностью автоматизированном режиме распиливают на отдельные заготовки необходимой длины.
Использование указанной новой технологии Pul-Core позволяет изготавливать бесконечные профили разных типов. Профили могут иметь одну или несколько камер.
Профили с одной камерой могут являться, например, трубами круглого сечения или камера может обладать прямоугольной или квадратной формой. Кроме того, можно изготавливать бесконечные профили более сложной формы, то есть с двумя или более камерами варьируемой формы или варьируемого размера. Трубы круглого сечения не только могут обладать простой круглой формой, но и могут иметь, например, круглый пенопластовый наполнитель и круглую рубашку, а также, например, круглый пенопластовый наполнитель и многогранную рубашку, соответственно многогранный пенопластовый наполнитель и круглую рубашку. Независимо от формы и количества камер можно получать бесконечный профиль с варьируемой толщиной стенок, соответственно варьируемыми размерами пенопластового наполнителя.
Предлагаемые в изобретении заготовки обладают очень хорошими механическими свойствами, в частности чрезвычайно высокими показателями стойкости к образованию вздутий, прочности при продольном изгибе и прочности при сжатии. Они отличаются также особенно высоким пределом прочности при сжатии и повышенным поглощением энергии при ударной нагрузке, в связи с чем их применение в автомобилестроении способствует повышению стойкости автомобильных кузовов к дефромированию, например, при столкновениях. Кроме того, при их применении в автомобильных кузовах они могут обусловливать улучшенные акустические свойства по сравнению с полыми металлическими деталями, в частности незаполненными металлическими деталями, то есть меньший шум от ходовой части автомобиля.
Существует несколько вариантов пултрузии, некоторые из которых применимы к предлагаемой в настоящем изобретении технологии Pul-Core, предусматривающей дополнительное введение пенопластового наполнителя.
В соответствии с технологией Pul-preforming для придания профилю необходимых свойств используют предварительно выполненные из волокнистого материала заготовки. При этом достигают, в частности, более высоких многонаправленных показателей прочности. Причем под предварительно выполненными заготовками подразумевают определенную ткань, холст, шланги или другие предварительно выполненные сухие заготовки, которые в ходе непрерывного процесса соединяют с матричным материалом посредством пропитки при окунании, соответственно инжекции. Согласно данному варианту при изготовлении предварительно выполненных заготовок в них можно вводить пенопластовый наполнитель. Смолой пропитывают соответствующую предварительно выполненную заготовку, содержащую пенопластовый наполнитель. При этом в связи с замкнутой пористой структурой поли(мет)акрилимидного пенопласта смола заполняет лишь открытые поры, находящиеся на наружной поверхности пенопласта.
Технология Pul-winding напоминает традиционную пултрузию. Однако в соответствии с технологией Pul-winding на армирующие волокна посредством ротационных намоточных устройств под разными углами наслаивают матрицу, а затем в формующем инструменте выполняют отверждение. С помощью данной технологии можно изготавливать трубы, стержни или другие профилированные изделия, отвечающие особенно высоким требованиям в отношении восприятия нагрузок. Данную технологию можно реализовать при варьируемых ротационных углах намотки. Угол намотки как правило можно варьировать в интервале от 0° до 85°. При этом на пенопластовый наполнитель наматывают пропитанный смолой волокнистый материал.
Под технологией Pul-braiding подразумевают вариант технологии Pul-winding, в соответствии с которым в навиваемую структуру могут быть переработаны несколько разных слоев волокнистого материала.
Выбор пригодного волокнистого материала не представляет особой трудности для специалистов, поскольку пригодные для переработки волокнистые материалы известны из традиционной технологии пултрузии. Предпочтительными волокнистыми материалами являются углеродные волокна, стеклянные волокна, полимерные волокна, в частности арамидные волокна, или текстильные волокна, причем особенно предпочтительными являются арамидные волокна или углеродные волокна.
То же относится и к матричному материалу, в качестве которого можно использовать любой пригодный для пултрузии термопластичный материал, соответственно смолу, которая в результате сшивания может быть превращена в реактопласт. Предпочтительными являются указанные выше смолы, превращаемые в реактопласт. Речь при этом, в частности, идет о сложных полиэфирах, сложных виниловых эфирах, а также о фенольных, полиуретановых или эпоксидных смолах, особенно предпочтительно полиуретановых или эпоксидных смолах.
Используемым материалом пенопластового наполнителя согласно изобретению является поли(мет)акрилимид. При этом «(мет)акрил» означет мет-акрил, акрил или смеси метакрила с акрилом. Подобные поли(мет)акрил-имидные пенопласты обычно получают двухстадийным способом, включающим а) получение литьевого полимера и b) вспенивание полученного литьевого полимера.
Для получения литьевого полимера сначала выполняют приготовление смеси мономеров, которые в качестве основных компонентов содержат (мет)акриловую кислоту и (мет)акрилонитрил, предпочтительно в молярном отношении от 2:3 до 3:2. Дополнительно можно использовать другие сомономеры, например сложные эфиры акриловой или метакриловой кислоты, стирол, малеиновую кислоту или итаконовую кислоту, соответственно их ангидриды, или винилпирролидон. Однако доля сомономеров в смеси мономеров не должна превышать 30% мас. Можно использовать также небольшие количества сшивающих мономеров, например таких как аллилакрилат. Однако максимальные количества сшивающих мономеров предпочтительно составляют от 0,05 до 2,0% мас.
Кроме того, используемая для сополимеризации смесь содержит порообразователи, которые в примерном температурном интервале от 150 до 250°C распадаются или испаряются с образованием газовой фазы. Полимеризацию осуществляют при температуре ниже указанной, а, следовательно, получают литьевой полимер, который содержит латентный порообразователь. В целесообразном варианте полимеризацию осуществляют между двумя стеклянными пластинами в массе.
На второй стадии при соответствующей температуре выполняют вспенивание литьевого полимера. Получение подобных поли(мет)акрилимидных пенопластов в принципе известно специалистам и описано, например, в Европейских патентах ЕР 1444293 и ЕР 1678244, а также в международной публикации WO 2011/138060.
Пенопластовые детали, необходимые для реализации технологии Pul-Core в качестве материала наполнителя, могут быть изготовлены с использованием описанной выше технологии вспенивания In-Mold или предпочтительно могут быть вырезаны, выпилены или выфрезерованы из пенопластовых пластин. При этом из одной пластины предпочтительно можно нарезать несколько пенопластовых деталей. В качестве особой альтернативы при необходимости можно также разрезать и использовать отходы пенопласта, образующиеся при изготовлении более крупных деталей из поли(мет)акрилимидного пенопласта, применяемых, например, в самолетостроении или при создании ветряных электростанций.
В качестве материала пенопластового наполнителя предпочтительно используют поли(мет)акрилимидные пенопласты, плотность которых находится в диапазоне от 30 до 200 кг/м3. Пригодными поли(мет)акрилимидными пенопластами, в частности, являются материалы Rohacell®, выпускаемые фирмой Evonik Industries AG.
При этом заготовки пенопластовой сердцевины, получаемые посредством распиливания, разрезания или фрезерования, обладают преимуществом по сравнению с получаемыми методом In-Mold вспенивания заготовками, поскольку на поверхности нарезанных заготовок находятся открытые поры. При контактировании подобных заготовок с пропитанными смолой волокнами часть еще неотвержденной смолы проникает в открытые поверхностные поры пенопластовой сердцевины. Благодаря этому после отверждения достигают особенно сильной адгезии на границе раздела между пенопластовой сердцевиной и покровным материалом.
Поскольку в отличие от волокнистого материала пенопластовый наполнитель не может быть предоставлен в виде намотанного в рулоны материала длиной несколько сот метров, его предпочтительно подают на пултрузионную установку в виде непрерывно следующих одна за другой отдельных заготовок. Подобную подачу можно выполнять вручную или, в частности, в случае заготовок нормированной длины, в автоматизированном режиме.
Помимо описанного выше способа объектом настоящего изобретения являются новые полые профили, состоящие из одного или нескольких наполнителей из поли(мет)акрилимидного пенопласта и покровного материала, сформированного из волокнистого материала и матричного материала. Используемые при этом материалы указаны выше при описании способа. Под матричным материалом предпочтительно подразумевают реактопласт, в частности отвержденную эпоксидную или полиуретановую смолу. Под волокнистым материалом подразумевают, в частности, углеродные или стеклянные волокна.
Подобный предлагаемый в изобретении полый профиль, заполненный поли(мет)акрилимидным пенопластом, отличается, в частности, тем, что покровным материалом является усиленный волокнистым материалом реактопласт, в то время как пенопластовым наполнителем является поли(мет)-акрилимидный пенопласт, причем заполненный поли(мет)акрилимидным пенопластом полый профиль не имеет клеевых слоев и стыков.
Подобный новый полый профиль с наполнителем из поли(мет)акрилимидного пенопласта отличается от уровня техники рядом существенных преимуществ. Следствием отсутствия стыков является равномерность восприятия механической нагрузки и повышенная общая стабильность подобного полого профиля. Отсутствие клеевых слоев обусловливает экономию за счет уменьшения массы и гораздо большую простоту изготовления при по меньшей мере сопоставимой допустимой механической нагрузке.
В особом варианте осуществления изобретения поли(мет)акрилимидный пенопласт может включать другой материал из металла или другого полимера, заделанный в пенопластовый материал. Подобный другой материал может обладать, например, формой трубы. Подобная труба при применении в прозводстве кузовов может выполнять, например, функцию кабелепровода.
В дополнение или независимо от этого поли(мет)акрилимидный пенопласт может включать, в частности, металлические вставные элементы. Подобные вставные элементы используют в качестве мест присоединения той или иной детали при последующем применении полого профиля, например в автомобилестроении или самолетостроении. При этом в качестве вставного элемента можно использовать, например, металлический вкладыш, в котором затем нарезают резьбу, которую можно использовать для последующего привинчивания деталей.
Предлагаемые в изобретении полые профили с наполнителем из поли-(мет)акрилимидного пенопласта, соответственно получаемые предлагаемым в изобретении способом полые тела с наполнителем из поли(мет)-акрилимидного пенопласта, могут находить самое разнообразное применение. При этом основной сферой их применения могут являться облегченные конструкции, хотя изобретение и не ограничивается только этой сферой. Речь идет, в частности, об автомобилестроении, производстве грузовых автомобилей, судостроении, самолетостроении, вертолетостроении, конструировании ветросиловых электростанций и космонавтике. В случае применения полых профилей в автомобилестроении следует упомянуть, в частности, конструирование зон деформации в виде так называемого аварийного корпуса, упорядоченного, например, в передней части автомобиля. При подобном применении предлагаемые в изобретении полые профили, заделанные в соответствующую матрицу, например поли(мет)акрилимидную пенопластовую матрицу, представляют собой механически почти равнозначную альтернативу алюминию или стали, но при этом обладают гораздо меньшей массой.
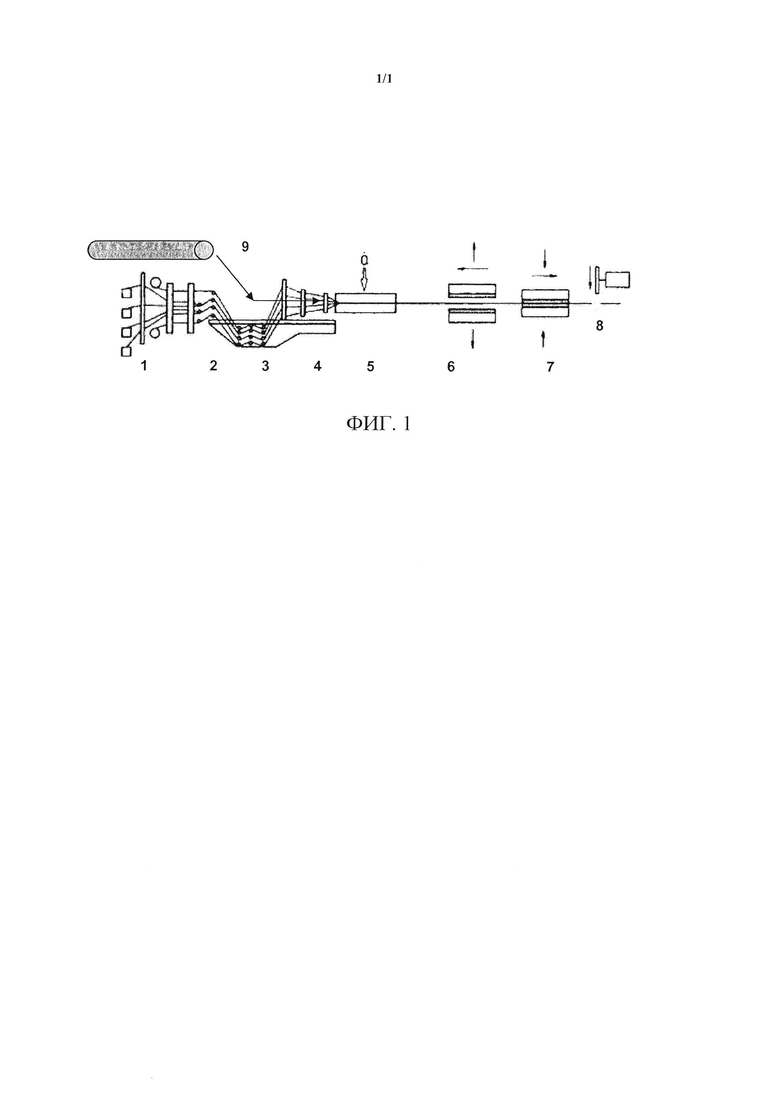
На фиг. 1 в качестве примера схематически показана конструкция установки, пригодной для осуществления предлагаемой в изобретении технологии Pul-Core.
Позиции на фиг. 1 означают:
1) сведение воедино исходных волокон,
2) роспуск ровницы и выравнивание волокон,
3) импрегнирование/пропитка исходных волокон специфической рецептурой смолы в пропиточной ванне,
4) предварительное формование жгута посредством раструба формующего инструмента,
5) формование, отверждение и калибровка в обогреваемом формующем инструменте,
6) участок охлаждения,
7) протягивание,
8) резка посредством пилы,
9) введение пенопластового наполнителя.
Изобретение относится к способу изготовления новых армированных волокнами профильных материалов, заполненных наполнителем из поли(мет)акрилимидного пенопласта. Изобретение относится, в частности, к новой технологии пултрузии (кратко называемой технологией Pul-Core), посредством которой на единственной технологической стадии получают армированный волокнами профильный материал и одновременно заполняют его наполнителем из поли(мет)акрилимидного пенопласта. При этом на одной и той же технологической стадии обеспечивают чрезвычайно прочное соединение наполнителя из поли(мет)акрилимидного пенопласта с армированным волокнами профильным материалом. Изобретение обеспечивает повышение скорости изготовления изделий. 2 н. и 10 з.п. ф-лы, 1 ил.
1. Способ непрерывного изготовления армированных волокнами, наполненных пеноматериалом из поли(мет)акрилимида бесконечных профилей, отличающийся тем, что под способом подразумевают пултрузию, причем в середину вводят пенопластовый наполнитель из поли(мет)акрилимида, вокруг которого посредством пултрузии формируют покровный слой из волокнистого материала и термопласта или реактопласта.
2. Способ по п. 1, отличающийся тем, что на пултрузионную установку непрерывно подают пенопластовый наполнитель в виде нескольких следующих друг за другом отдельных заготовок.
3. Способ по п. 1, отличающийся тем, что волокнистым материалом являются углеродные волокна, стеклянные волокна, полимерные волокна, в частности арамидные волокна, или текстильные волокна, предпочтительно арамидные или углеродные волокна.
4. Способ по п. 1, отличающийся тем, что реактопластом является материал, образованный из сложного полиэфира, сложного винилового эфира или фенольной, полиуретановой или эпоксидной смолы, предпочтительно из полиуретановой или эпоксидной смолы.
5. Способ по п. 1, отличающийся тем, что используют волокнистый материал в виде отдельных волокон, ровниц и/или нетканых материалов, тканей и/или холстов.
6. Способ по п. 1, отличающийся тем, что в качестве материала пенопластового наполнителя из поли(мет)акрилимида используют поли-(мет)акрилимидные пенопласты с плотностью от 30 до 200 кг/м3.
7. Способ по одному из пп. 1-6, отличающийся тем, что под пултрузией подразумевают технологию Pul-preforming, Pul-Winding или Pul-Braiding с модифицированным введением пенопластового наполнителя.
8. Заполненный поли(мет)акрилимидным пенопластом полый профиль, состоящий из пенопластового наполнителя и покровного материала, отличающийся тем, что покровным материалом является усиленный волокнистым материалом реактопласт, а пенопластовым наполнителем поли(мет)акрилимидный пенопласт, причем заполненный поли(мет)-акрилимидным пенопластом полый профиль не имеет клеевых слоев и стыков.
9. Заполненный поли(мет)акрилимидным пенопластом полый профиль по п. 8, отличающийся тем, что на поверхности наполнителя из поли(мет)акрилимидного пенопласта, отделяющей ее от покровного материала, находятся заполненные матричным материалом поры.
10. Заполненный поли(мет)акрилимидным пенопластом полый профиль по п. 8, отличающийся тем, что реактопластом является отвержденная эпоксидная или полиуретановая смола, а волокнистым материалом углеродные или стеклянные волокна.
11. Заполненный поли(мет)акрилимидным пенопластом полый профиль по п. 8, отличающийся тем, что поли(мет)акрилимидный пенопласт содержит другой материал из металла или другого полимера при необходимости в виде трубы.
12. Заполненный поли(мет)акрилимидным пенопластом полый профиль по одному из пп. 8-11, отличающийся тем, что поли(мет)акрилимидный пенопласт включает вставные элементы, в частности металлические вставные элементы.
| US 2005123374 A1, 09.06.2005 | |||
| 0 |
|
SU158118A1 | |
| JPH 07164543 A, 27.06.1998 | |||
| RU 2004128950 A, 27.05.2005. | |||

