Область техники, к которой относится изобретение
Настоящее изобретение относится к новому способу производства новых армированных волокном материалов профиля, содержащих наполнитель из жесткой пены, в частности, наполнитель из вспененного ПМИ (полиметакрилимидной пены). В частности, настоящее изобретение относится к новому способу, который могут осуществлять в двух вариантах: способ протягивания-прессования и способ протягивания-придания формы. На одном этапе предлагаемого способа непрерывно изготавливают материал сложного армированного волокном профиля и одновременно помещают в него жесткий пенонаполнитель. Кроме того, на этом же этапе обеспечивается очень хорошее связывание твердого пенонаполнителя с материалом армированного волокном профиля.
Известный уровень техники
В соответствии с известным уровнем техники, полые тела, содержащие вспененный ПМИ, можно изготавливать посредством того, что известно как «способ в форме». В этом способе гранулированный материал загружают в готовые полые тела, после чего их термически вспенивают и тем самым сшивают. Недостатком этого способа является то, что он требует нескольких этапов, а именно: изготовление полого тела, загрузка гранулированного материала и вспенивание. Еще один недостаток заключает в том, что из-за относительно высоких температур вспенивания ПМИ невозможно использовать нетермостойкие материалы, например композит, изготовленный из углеродных волокон и эпоксидной смолы. Кроме того, в способе вспенивания происходит лишь слабое связывание между пеной и наружным слоем. Этот тип способа в форме описан как пример в публикации WO 2012/013393. Альтернативно, в соответствии с известным уровнем техники материалы заполнителя из пенополиуретана инжектируют как жидкость в полость, после чего вспенивают и отверждают. Однако этот способ, во-первых, обладает недостатками, подобными недостаткам описанного способа заполнения вспененным ПМИ, и, кроме того, не применим к ПМИ.
Альтернативно, части оболочки с открытым верхом могут заполнять нарезанным до требуемого размера пенонаполнителем, после чего для образования полого профиля к первой части оболочки могут приклеивать или приваривать вторую часть оболочки. Для того чтобы повысить связывание пенонаполнителя, на поверхности сопряжения могут дополнительно наносить слой клея. Недостатки этого способа заключаются в том, что требуется большое число этапов, отнимающих много времени, что готовый продукт имеет сростки, и что при производстве пенонаполнителя может образовываться большое количество обрезного материала, в зависимости от его формы.
В одном варианте, описанном в работе WO 2012/052219, пенонаполнитель помещают вместе с текстильным материалом, например, углеродными волокнами, в форму, а смолу, например, эпоксидную смолу, инжектируют в эту форму и отверждают. Хотя этот способ позволяет избежать сростков, это достигается за счет недостатков, тех же, что и недостатки способа, описанного ранее, в отношении обрезного материала, скорости и сложности способа.
Пултрузионный способ – это установившийся способ, основанный на первоначальных разработках в начале 1950-х годов. Пултрузионный способ используется для непрерывного производства армированных волокном полимерных профилей, примеры которых включают полые профили, в частности трубы. Первоначально в этом способе использовали полиэфирную или эпоксидную смолу для пропитывания нескольких стекловолокон (стеклянных ровингов), которые затем объединяют посредством одной или нескольких придающих форму форм с приданием окончательной формы. Наконец, смола отверждается, и непрерывно производимый профиль нарезают на отдельные заготовки.
В частности, пултрузионный способ – это способ, позволяющий на первом этапе осуществлять пропитывание нескольких волокон или ровингов смолой. В настоящем описании проводится различие между тем, что известно как открытый пултрузионный способ, в котором это пропитывание смолой происходит в лотке для пропитывания, через который пропускают волокна, и закрытым способом, в котором пропитывание смолой происходит только на более поздней стадии: в инструменте для фактического придания формы, под давлением. Установки обычно имеют устройства предварительного пропитывания, такие как чесальные решетки, посредством которых волокна распределяются так, как требуется для последующего придания формы, и факультативно предусмотренные ровинги могут разделяться на отдельные волокна. Как альтернатива ровингам и/или волокнам или в дополнение к ним как волокнистый материал могут также использоваться нетканые материалы, текстильные ткани и/или неплотно сотканные ткани.
В международной патентной заявке WO 2013/174665 описывается то, что известно как «pul-core process» - пултрузионный способ с введением наполнителя из вспененного ПМИ в продукт пултрузии для производства профилей с пенонаполнителем и с композитной оболочкой. Однако этот тип способа ограничен производством неизменяющихся, например, трубчатых, поперечных сечений. Более сложные формы, например – в простейшем случае – изменения поперечного сечения в материале профиля, в соответствии с известным уровнем техники могут быть реализованы лишь посредством отнимающего много времени способа с ручной выкладкой или периодического способа RTM-формования (трансферного формования пластмасс).
Цель
Целью настоящего изобретения было, в частности, создание нового способа для производства армированных волокном профилей, содержащих жесткий вспененный материал, такой как вспененный ПМИ, причем этот способ должен также подходить для сложных форм или изменений поперечного сечения у заготовки.
В частности, целью настоящего изобретения было создание способа, позволяющего реализовать большое число единиц сложных профилей слоистой структуры с наружной оболочкой из ВПК (волоконно-полимерного композита) и жесткими пенонаполнителями, такими как пенонаполнители из П(М)И (поли(мет)акрилимида).
Одной конкретной целью была возможность осуществления способа непрерывно.
Еще одной целью настоящего изобретения было создание способа, обеспечивающего очень хорошее связывание между пенонаполнителем и наружными слоями. Кроме того, целью настоящего изобретения была возможность использования посредством предлагаемого способа как наружного материала даже материалов, не являющихся термостойкими при температуре вспенивания ПМИ.
Еще одной целью настоящего изобретения была возможность проведения предлагаемого способа быстро, с малым числом этапов и низкими расходами.
Еще одной целью настоящего изобретения было создание новых полых профилей, содержащих жесткую пену и (a) не имеющих клеевого слоя между наружным материалом полого профиля и жестким пенонаполнителем, (b) не имеющих сростков и (c) имеющих хорошее связывание между наружным материалом и жестким пенонаполнителем. Одной конкретной целью настоящего изобретения было создание полых профилей с наружными материалами, состоящими из связанного полимерной смолой волокнистого материала, и с наполнителем, состоящим из жесткого пенонаполнителя, причем чтобы размер пор и, следовательно, плотность пенонаполнителя можно было гибко регулировать.
Другие цели, четко не упомянутые на данный момент, могут быть очевидными из описания, графического материала и/или примеров.
Достижение цели
Поставленные цели достигаются посредством нового способа непрерывного производства сложных армированных волокном профилей, содержащих жесткий пенонаполнитель, в частности пенонаполнитель из П(М)И, предпочтительно, пенонаполнитель из ПМИ. Первые этапы этого способа – пултрузионный способ, в котором пенонаполнитель, изготовленный из ПМИ, вводят в средине, а последние этапы – это способ, больше напоминающий способ RTM-формования. В соответствии с настоящим изобретением пенонаполнитель обертывают волокнистым материалом посредством способа, аналогичного пултрузионному способу, но в соответствии с настоящим изобретением указанный волокнистый материал не пропитан уже смолой. Пропитывание смолой для образования наружного слоя, изготовленного из волокнистого материала и смолы, которая может быть термопластической или реактивной смолой, образующей термореактопласт, предпочтительно, осуществляют, но в этом случае в отличие от известного пултрузионного способа, только обертывания пенонаполнителя. Хотя в соответствии с настоящим изобретением пропитывание волокнистого материала смолой могут осуществлять и до обертывания, например путем пропускания волокон через лоток со смолой, по сравнению с предпочтительным вариантом осуществления эта процедура имеет недостаток, заключающийся в необходимости дополнительного этапа.
Предлагаемый способ непрерывного производства армированных волокном профилей, содержащих пенонаполнитель, включает следующие этапы:
a) введение пенонаполнителей и соединение вновь введенного пенонаполнителя с концом последнего ранее введенного пенонаполнителя;
b) наматывание волокнистого материала на пенонаполнитель;
c) пропитывание смолой намотки из волокнистого материала;
d) факультативное формование намотанного пенонаполнителя в первой пресс-форме;
e) нагревание и, тем самым, факультативное отверждение смолы во второй пресс-форме;
f) охлаждение намотанного пенонаполнителя в третьей пресс-форме;
g) разделение отдельных профилей посредством разрезания или распиливания и удаление готовой заготовки.
В указанной последовательности выполнение этапов (b) и (c) необязательно. В одном альтернативном варианте осуществления волокна могут также вначале пропускать через пропиточное устройство, такое как пропиточная ванна, после чего наматывать на пенонаполнитель.
Для того чтобы предлагаемый способ можно было осуществлять непрерывно, вторая и третья формы должны перемещаться взад-вперед в соответственно взаимно противоположном направлении, предпочтительно, на тележках. В соответствии с настоящим изобретением две формы достигают соответствующей точки поворота почти одновременно, и сразу же после достижения этой точки форма перемещается в соответствующем противоположном направлении.
В первой точке поворота двух форм они находятся на максимальном расстоянии друг от друга. В этом положении предпочтительно одновременно происходит следующее: удаление готового профиля или (этот термин далее по тексту будет использоваться синонимично) заготовки из третьей формы и прием во вторую форму пенонаполнителя, обернутого волокнистым материалом. Для этого две формы на последней части пути перед достижением указанного положения могут уже быть открытыми, или при своем перемещении из другой точки поворота в указанное положение вторая форма, которая на этой стадии пуста, также может быть открытой.
Во второй точке поворота две формы достигли положения, в котором они находятся на самом маленьком расстоянии друг от друга. В этой точке нагретая секция профиля, сформованная на этапе (d), передается из второй формы в третью. Для этого две формы на последней части пути перед достижением указанного положения могут уже быть открытыми, или при своем перемещении из другой точки поворота в указанное положение третья форма, которая на этой стадии пуста, также может быть открытой.
На протяжении предлагаемого способа имеются различные возможности транспортировки непрерывного профиля. Непрерывный профиль может продвигаться посредством валков или крюков перед этапом (b) или сразу же после него. Возможно также использование соответствующих устройств для протягивания непрерывного профиля перед этапом (g). Предпочтительно, транспортировка происходит посредством второй и третьей форм, или, точнее, посредством соответствующей формы, содержащей отрезок непрерывного профиля. Однако этот вариант требует помощи от дополнительного транспортировочного механизма для передачи отрезка непрерывного профиля второй формы в третью. Кроме того, различные варианты можно комбинировать.
Этап (a): Поскольку в отличие от волокнистого материала пенонаполнитель невозможно подавать на валках с несколькими сотнями метров материала, подача предпочтительно принимает форму нескольких последовательных отдельных кусков, непрерывно проходящих в установку. Эта операция может осуществляться вручную или, в частности, может автоматизироваться с использованием кусков пенонаполнителя стандартной длины. Затем эти отдельные куски предпочтительно соединяются между собой посредством соединения склеиванием или вставки или путем добавления соединительной детали. В случае вставки пенонаполнители могут предварительно изготавливаться с соответствующими канавками или пазами, предназначенными для этой цели. В случае соединения склеиванием важно, чтобы соответствующий клей быстро отверждался. Нанесение клея на одну из поверхностей с этой целью может происходить вручную даже в случае непрерывной работы. В свою очередь, возможны предварительно изготовленные соединительные детали, находящиеся на каждом из двух концов подаваемых отрезков пенонаполнителя. Второй отрезок пенонаполнителя может затем просто передвигаться в указанную соединительную деталь. Еще одной возможной альтернативой являются соединительные детали, состоящие из двух частей, которые дополняющим друга образом расположены на двух концах вспененной заготовки и которые могут, как пример, соединяться между собой путем простого механизма защелки.
Этап (b): Выбор подходящего волокнистого материала, используемого на этапе (b) для наматывания на пенонаполнитель, не представляет проблему для специалиста в данной области техники, к которой относится изобретение, поскольку волокнистые материалы, которые могут обрабатываться, известны из установившейся технологии пултрузии. Предпочтительно, волокнистый материал представляет собой углеродные волокна, стекловолокно, полимерные волокна, в частности арамидные волокна, или текстильные волокна, особенно предпочтительно, арамидные или углеродные волокна. Используемый волокнистый материал может принимать вид отдельных волокон или ровингов и/или нетканых материалов, текстильных тканей и/или неплотно сотканных тканей. Предпочтительно, используемый волокнистый материал принимает вид волокон в виде непрерывных нитей или непрерывных ровингов.
Транспортировка волокон обычно происходит путем протягивания непрерывного профиля на конце установки, например, путем использования гусеничного приемного устройства или путем использования гидравлических захватов с возвратно-поступательным движением.
В способе придания формы возможно, что ориентация волокон является параллельной в направлении обработки вокруг пенонаполнителя. Однако предпочтительно, чтобы волокна образовывали вокруг пенонаполнителя текстильную структуру. Такое решение позволяет добиться особенной механической прочности последующей заготовки.
Есть несколько вариантов пултрузионного способа, и их аспекты могут передаваться на этап (b) предлагаемого способа путем обеспечения дополнительного введения пенонаполнителя.
способ протягивания-намотки (pul-winding) подобен базовому пултрузионному способу. Однако в этом способе с использованием вращающегося намоточного оборудования армирующие волокна покрываются матрицей под разными углами и затем отверждаются в форме для придания формы. При использовании этой технологии можно добиться удовлетворения особенно жестких нагрузочных требований, действующих в отношении труб, стержней или иных профилей. Этот способ может разрабатываться с самыми разными углами вращения. Эти углы обычно регулируются от 0° до 85°. В этом случае пенонаполнитель окружен и обмотан пропитанным смолой волокнистым материалом.
Способ протягивания-оплетки (pul-braiding) – это вариант способа протягивания-намотки, в котором несколько разных слоев волокнистого материала можно обрабатывать в структуре оплетки.
В способе протягивания-предформования (pul-preforming) для обеспечения необходимых свойств профиля используются предварительно изготовленные преформы из волокнистого материала. Это приводит, в частности, к относительно высоким значениям разнонаправленной прочности. Термин «преформы» в настоящем описании означает определенные текстильные ткани, неплотно сотканные ткани или иные предварительно изготовленные сухие преформы, связанные с материалом матрицы в непрерывном способе посредством способа погружения-пропитывания или способа инжекции. В этом варианте предлагаемого способа пенонаполнитель можно вводить во время производства преформ. Соответственно, пропитывание смолой происходит на преформе, содержащей пенонаполнитель. Из-за структуры материала вспененного ПМИ с закрытыми порами смола поступает только в открытые поры, присутствующие на наружной поверхности.
На этапе (c) происходит пропитывание смолой. Используемая смола, которая впоследствии образует связующий или матричный материал оболочки из волоконно-полимерного композита профиля, может представлять собой любой термопластический материал, подходящий для пултрузии, или любую смолу, которая может реагировать с образованием термореактопласта после сшивания. Предпочтение отдается указанным смолам, которые могут реагировать с образованием термореактопласта. В частности, это полиэфирные, винилэфирные, фенольные, полиуретановые или эпоксидные смолы, из которых особенно предпочтительными являются полиуретановые или эпоксидные смолы.
Этап (d): После пропитывания смолой или одновременно с ним может происходить придание профилю формы, например посредством непрерывного термического придания формы, на этапе (d). Это придание формы может, например, происходить путем использования одной или нескольких форм-гильз. В частности, придание формы происходит в пресс-форме для прямого прессования на основе способа RTM-формования. Для этого иначе непрерывная транспортировка непрерывного пенонаполнителя, а также оболочки с волокнистым материалом может ненадолго останавливаться для указанного прессования, хотя при этом пресс-форма для прямого прессования остается закрытой. В соответствии с настоящим изобретением волокнистый материал в данном случае полностью окружает материал пенонаполнителя. Кроме того, предпочтительно, при использовании пресс-формы для прямого прессования концы спрессованного отрезка непрерывного пенонаполнителя спрессовываются намоткой из пропитанного смолой волокна так, что пропитанный смолой волокнистый материал полностью или почти полностью охватывает пенонаполнитель. Температура для способа придания формы в большой степени зависит от используемой смоляной системы. Для эпоксидных смол, например, эта температура предпочтительно находится в пределах от 20 до 100 °С, особенно предпочтительно, от 50 до 80 °C.
Одно из основных преимуществ этого способа придания формы заключается в том, что он может происходить непрерывно, и что таким образом затем получается непрерывный профиль, разделенный на отрезки. В конце установки на этапе (g) этот непрерывный профиль полностью автоматически разделяется на отдельные заготовки требуемой длины.
Этап (e): Параллельно с этапом (d) или после него незаконченный профиль, созданный на этапах (a)-(b) и, соответственно, (c) нагревают в форме, которая, если следующая, является второй формой. В случае смол, которые отверждаются с образованием термореактопластов, наружный материал, таким образом, отверждается, и данная форма заготовки, таким образом, также фиксируется. Отверждение смолы, которая может также именоваться армирующим материалом, в данном случае обычно происходит термическим путем. Температура, используемая для этой цели в форме для придания формы, зависит от соответствующей используемой смолы и специалистом в данной области техники, к которой относится изобретение, может быть легко определена. Эти температуры обычно находятся в пределах от 100 до 300°C. Для того чтобы обеспечить равномерное отверждение заготовок, необходимо обеспечить равномерное распределение температур в форме.
В данном случае вторая форма также может использоваться для способа армирующего придания формы или для дополнительного придания формы путем использования соответствующего формования внутренней части формы.
Если смола не является смолой, которая впоследствии образует термореактопласт, а вместо этого является термопластическим материалом, еще одна альтернативная возможность заключается в том, что на этапе (c) смолу наносят на волокна при температуре выше точки плавления или температуры стеклования, и что «отверждение» задерживается до этапа (f) с охлаждением.
Этап (f): За первой формой для придания формы и второй формой для нагревания следует третья форма, предназначенная для охлаждения готового полого профиля. В идеальном случае внутренняя часть этой третьей формы также в точности повторяется формы отрезка сформованного профиля, вставленного в эту третью форму. В случае термопластических смол происходит также отверждение наружного слоя. Для способа охлаждения может присутствовать жакет формы, содержащий воздух или воду или содержащий другие хладагенты. Температуры, при которых происходит способ охлаждения, обычно находятся в пределах от 0 до 120 °C, предпочтительно, от 10 до 50 °C и, особенно предпочтительно, от 20 до 30 °C.
Этап (g): Разделение отдельных профилей происходит посредством разрезания или распиливания. В одном предпочтительном варианте осуществления это разделение происходит одновременно с приданием формы другому отрезку профиля на этапе (d), когда транспортировка непрерывного профиля ненадолго останавливается для способа придания формы. После способа разделения происходят удаление готовой заготовки, например, посредством руки робота, и факультативная приемка в систему хранения.
Компоненты профиля, произведенные посредством предлагаемого способа, имеют слоистую структуру с пенонаполнителями. Одно из основных преимуществ этого нового предлагаемого способа заключается в том, что он может проводиться как непрерывный способ с использованием двух устройств сжатия, рассчитанных на параллельный режим работы – первой и второй форм. Следовательно, преимущества, которые могут использоваться, выглядят следующим образом:
- непрерывное производство сложных геометрий с подрезаниями и изменениями поперечного сечения;
- придание формы и направление на одном этапе;
- отсутствие проблем в обращении с волокнами преформ:
- матричный материал может плавиться или желатинизироваться в первой форме. Таким образом, можно добиться дополнительного сокращения времени способа;
- формы являются формами с регулируемой температурой, и, следовательно, возможно обрабатывать не только матрицы из термореактопластов, но и термопластические матрицы;
- одна или две формы являются нагреваемыми, и одна форма является охлаждаемой. Таким образом, можно добиться узких технологических допусков, быстрого отверждения и коротких периодов циклов;
- два устройства сжатия могут служить для приема профиля и могут поддерживать профиль под натяжением. Таким образом, можно добиться идеальной ориентации волокон;
- короткие периоды циклов и, таким образом, достижение большого числа единиц и возможность массового производства;
- факультативное соединение отдельных сформованных материалов пенонаполнителя посредством соединителей.
В частности, есть два особенно предпочтительных варианта осуществления настоящего изобретения.
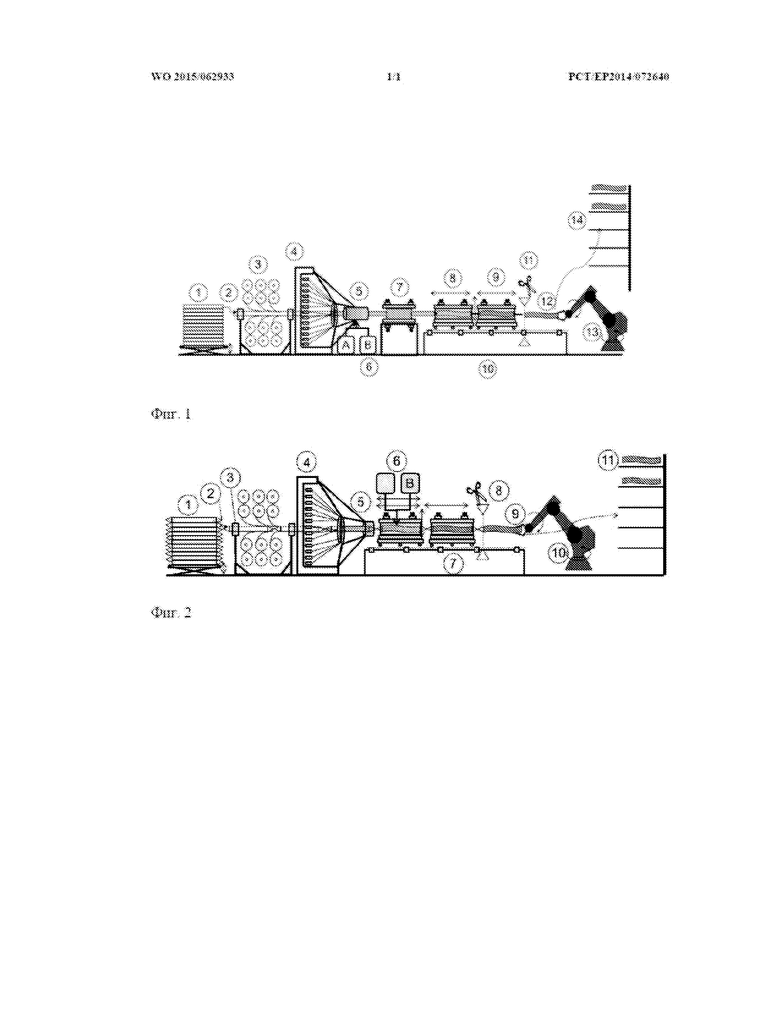
Первый предпочтительный вариант осуществления способа – это вариант, который можно назвать способом протягивания-прессования. В этом варианте осуществления, схематически представленном на фиг. 1, этапы (a)-(g) происходят в формах, и, соответственно, устройствах, отделенных одно от другого. Этот вариант осуществления может быть реализован в существующих пултрузионных установках с относительно малыми переналадками и, в частности, подходит для сформованных заготовок, которые, однако, относительно прямые в направлении транспортировки.
Второй предпочтительный вариант осуществления способа – это вариант, который можно назвать способом протягивания-придания формы. В способе протягивания-придания формы невозможно обрабатывать профили любого требуемого типа или имеющие очень высокие степени сложности. Следовательно, способ протягивания-придания формы имеет более широкие пределы. В этом способе протягивания-придания формы первая и вторая формы представляют собой одну и ту же форму. Кроме того, в этой универсальной форме могут одновременно проводиться этапы (c), (d) и (e). Следовательно, эта форма представляет собой устройство, которое перемещается на тележках, которое является нагреваемым, и в которое проходит смола. Следовательно, в указанной пресс-форме для придания формы одновременно происходит следующее: придание окончательной формы, отверждение смолы, способ калибровки и транспортировка. Термин «способ калибровке» в настоящем описании означает относительно кратковременное тепловое кондиционирование смоляной композиции.
способом протягивания-придания формы можно добиться следующих дополнительных преимуществ:
- экономичная технология с малым числом этапов и соответствующими стоимостными преимуществами;
- инжекция смолы в первую нагреваемую форму с одновременным приданием окончательной формы;
- инжекция в закрытую систему и, таким образом, высокая достижимость отношения волокно-матрица;
- более высокие степени формования, реализуемые благодаря соответствующим образом предформированным сухим полуфабрикатам;
- малое количество обрезного материала.
Как способ протягивания-придания формы, так и способ протягивания-прессования может комбинироваться с технологическими аспектами вышеупомянутых способов протягивания-предформирования, протягивания-намотки или протягивания-оплетки.
При использовании этого нового способа – независимо от варианта его осуществления – можно производить самые разные типы профилей. Профили могут иметь одну или несколько камер. Профили с одной камерой могут, например, принимать вид круглой трубы или еще прямоугольного или квадратного профиля с камерой. Кроме того, возможно производство профилей со сложной формой, т. е. две или более камеры разной формы или разных размеров. Круглые трубы могут, например, иметь не только простую круглую форму с круглым пенонаполнителем и круглой рубашкой, но и могут, например, иметь круглый пенонаполнитель и многоугольную рубашку или многоугольный пенонаполнитель и круглую рубашку. Независимо от формы и числа камер, непрерывный профиль может изготавливаться с разными толщинами стенок и/или размерами пенонаполнителя.
В соответствии с изобретением, возможно, в частности, в частности, посредством описанного способа протягивания-придания, получать криволинейные заготовки, или еще заготовки и, соответственно, профили, имеющие непостоянную форму в направлении транспортировки.
Материалом, используемым для пенонаполнителя, предпочтительно является поли(мет)акрилимид, для которого в тексте настоящего описания используется также сокращение П(М)И. (Мет)акрил- в тексте настоящего описания означает метакрил-, акрил- или их смеси. Особенно предпочтительным является вспененный ПМИ. Этот вспененный ПМИ обычно производится в двухэтапном способе: (a) производство литьевого полимера и (b) вспенивание указанного литьевого полимера. Однако альтернативно возможно использовать пенонаполнители, изготовленные из других жестких пеноматериалов, конкретными примерами которых служат вспененный ПЭТ, вспененный ПВХ, пенополиуретан или пенополипропилен. Однако вспененный ПМИ обладает одним значительным преимуществом, заключающимся в том, что он претерпевает дополнительное вспенивание в первой и/или второй формах, таким образом, обеспечивая особенно хорошее сцепление на границе между пенонаполнителем и наружными слоями.
Части пены, требуемые как материал наполнителя для предлагаемого способа, могут либо изготавливаться технологическим способом с использованием вспенивания в форме, либо еще могут, предпочтительно, нарезаться или измельчаться из листового пенопласта, который может изготавливаться из литьевых полимеров. Предпочтительно, несколько частей пены можно нарезать из одного листа. В одном конкретном альтернативном варианте осуществления факультативно возможно также измельчение и использование обрезного материала из производства относительно крупных деталей из вспененного ПМИ типа, используемого, например, в авиастроении или производстве ветровых турбин.
Производство литьевого полимера начинается с производства смесей мономеров, содержащих как основные составные части метакриловую кислоту и метакрилонитрил, предпочтительно, в молярном отношении от 2:3 до 3:2. Возможно использование и других сомономеров, например сложных эфиров акриловой или метакриловой кислоты, стирола, малеиновой кислоты или итаконовой кислоты или, соответственно, их ангидридов или винилпирролидона. Однако доля сомономеров не должна быть более 30 масс. %. Могут также использоваться небольшие количества сшивающих мономеров, например аллилакрилата. Однако их количества предпочтительно должны быть не более 0,05-2,0 масс. %.
Кроме того, смесь для сополимеризации содержит газообразователи, которые при температурах около 150-250 °C либо распадаются, или испаряются и, таким образом, образуют газовую фазу. Полимеризация происходит при температуре, ниже этой температуры, и, следовательно, литьевой полимер содержит латентный газообразователь. Полимеризация преимущественно происходит в неразъемной форме между двумя стеклянными пластинами.
На втором этапе происходит затем вспенивание литьевого полимера при соответствующей температуре. Производство этого вспененного ПМИ, в принципе, известно специалисту в области техники, к которой относится изобретение, и его описание можно найти, например, в документах EP 1 444 293, EP 1 678 244 или WO 2011/138060.
Особенно предпочтительным является использование в качестве материала для пенонаполнителя вспененный ПМИ с плотностью в пределах от 30 до 200 кг/м3. Вспененный ПМИ, который можно, в частности, упомянуть, - это вспененный ПМИ марки ROHACELL® производства компании Evonik Industries AG.
Преимущество пиленых, резаных или измельченных кусков пенонаполнителя по сравнению с кусками, произведенными посредством вспенивания в форме, заключается в том, что они имеют открытые поры на поверхности. При контакте с волокнами и последующем пропитывании смолой некоторая часть смолы проникает в эти открытые поры на поверхности пенонаполнителя. Преимуществом этого является то, что при отверждении получается особенно прочное сцепление на границе между пенонаполнителем и материалом рубашки.
Как уже отмечалось, предлагаемый способ предусматривает обработку и других жестких пен. В частности, это могут быть жесткий вспененный ПЭТ, жесткий вспененный ПВХ, жесткий пенополиуретан или жесткий пенополипропилен.
Жесткий вспененный ПВХ используется, в основном, как слоистый материал в малотоннажном судостроении, в рабочих лопатках роторов или автомобилях вместе с другими слоями. Вспененный ПВХ с плотностью в пределах от 25 до 300 кг/м3 имеется на рынке и широко используется. Вспененный ПВХ обладает особенно высокой термостойкостью, но лишь ограниченной способностью выдерживать механическую нагрузку.
Пенополипропилен известен, главным образом, как изоляционный материал в транспортной таре и как слоистый материал. Пенополипропилен может содержать наполнители и имеется на рынке с плотностью, главным образом, в пределах от 20-200 кг/м3. Для того чтобы добиться лучшего сцепления, можно, в частности, перед этапом (a) нанести на поверхности пенополипропилена клеевой слой или промотор адгезии.
Жесткий пенополиуретан, в свою очередь, отличается более закрытой структурой пор, чем гибкий пенополиуретан, и более высокой степенью сшивания. Кроме того, жесткий пенополиуретан может содержать относительно большие количества неорганических материалы наполнителя.
Предлагается не только указанный способ, но в равной степени предлагаются новые профили, состоящие из жесткого пенонаполнителя, в частности, из ПМИ-пенонаполнителя, и наружного материала, образованного из волокнистого материала и матричного материала. Описание, приведенное выше в отношении способа, в равной степени применимо к используемым материалам. Предпочтительно, матричный материал представляет собой термореактопласт, в частности, отвержденную эпоксидную смолу или отвержденную полиуретановую смолу. Волокнистый материал представляет собой, в частности, углеродные волокна, арамидные волокна или стекловолокно.
Одним особенным признаком этого типа предлагаемого профиля, содержащего жесткую пену, такую как вспененный ПМИ, является то, что наружный материал представляет собой термореактопласт, армированный волокнистым материалом, а пенонаполнитель представляет собой вспененный ПМИ, и что профиль, содержащий вспененный ПМИ, не имеет клеевого слоя и сростков. Кроме того, наружный материал окружает пенонаполнитель полностью или лишь с очень малыми зазорами. Выражение «очень малые зазоры» означает, что если способ придания формы происходит в пресс-форме для прямого прессования, где концы отрезка, как уже отмечалось, сдавливаются, небольшие области пенонаполнителя могут продолжать оставаться видимыми. Однако особенно предпочтительно, способ сжатия происходит таким образом, что в готовом профиле никакая часть пенонаполнителя не остается вообще отличимой от наружной стороны.
В равной степени предпочтительно, на поверхности сопряжения между жестким пенонаполнителем и наружным материалом жесткий пенонаполнитель имеет открытые поры, содержащие матричный материал.
Этот тип нового профиля с жестким пенонаполнителем обладает значительными преимуществами по сравнению с известным уровнем техники. Отсутствие сростков способствует равномерности механической прочности и повышенной общей устойчивости профиля. Отсутствие клеевых слоев способствует снижению массы и значительно большей легкости производства, при этом механическая прочность является, по меньшей мере, сравнимой.
Кроме того, предлагаемые заготовки обладают очень высокими механическими свойствами, в частности, в отношении очень высокого сопротивления продольному изгибу, и значениями жесткости при сжатии. Кроме того, они демонстрируют особенно высокие значения предела прочности на сжатие и повышенное поглощение энергии при ударе, и при использовании в автомобилестроении они, таким образом, способствуют повышенной устойчивости кузова, например, в случае столкновения. По сравнению с металлическими частями и деталями и, в частности, с полыми телами, не содержащими пенонаполнитель, они, кроме того, могут способствовать лучшей акустике в кузове, т.е. снижению шума, создаваемого шасси.
В одном конкретном варианте осуществления жесткая пена может содержать еще один материал, изготовленный из металла или другого полимера, заделанный в пеноматериал. Этот профиль может быть, например, в виде трубы. Этот тип трубы может, например, функционировать как короб для проводов для использования в кузовостроении.
Дополнительно или альтернативно, жесткая пена может иметь вставки, в частности, металлические вставки. Эти вставки служат впоследствии как точка связывания для компонента при использовании, например, в автомобилестроении или авиастроении. Можно, например, ввести как вставку металлический блок, в котором затем нарезается винтовая резьба, которая впоследствии может использоваться для винтовых соединений.
Предлагаемые профили с пенонаполнителем, в частности, с наполнителем из вспененного ПМИ, или молдинги, изготовленные предлагаемым способом, имеющие пенонаполнитель, могут использоваться в самым разных случаях применения. Областью основного интереса в данном случае является легкая конструкция, но настоящее описание ни в коем случае не должно интерпретироваться как ограничивающее. Это касается, в частности, автомобилестроения, производства грузовых автомобилей, судостроения, самолетостроения, вертолетостроения, строительства установок для получения энергии из ветра, робототехники и аэрокосмической технологии. В автомобилестроении особо отметить можно, например, конструкцию продольных дуг багажника на крыше автомобиля или стоек пола. В воздушных суднах отметить можно, например, использование как опора пола кабины экипажа. В этом типе использования предлагаемые профили создают альтернативу алюминию или стали, почти эквивалентную в части механических свойств, но значительно более легкую.
Примеры
Непрерывное производство сложного волоконно-композитного профиля с жестким наполнителем из вспененного ПМИ:
Пенонаполнители ROHACELL® IG-F 51 нарезают требуемого размера для получения удлиненных прямоугольных форм и затем направляющей системой непрерывно подают в установку. На следующем этапе их покрывают сухими и предварительно пропитанными волокнами: однонаправлено 90 волокон каждое 1600 тексов (Toho Tenax T1600) и 48 волокон каждое 800 тексов (Toho Tenax T800). В пресс-форме для преформ все материалы уплотняют и подвергают окончательному пропитыванию смолой сложных виниловых эфиров. Затем волоконно-композитный материал (пултрудат), еще не отвержденный, непрерывно протягивают в перемещаемое и нагреваемое устройство сжатия (устройство сжатия номер 1) на пути к устройству сжатия для охлаждения (устройство сжатия номер 2). Затем происходят придание формы и отверждение. Время отверждение поддерживается коротким путем использования температуры, подходящей для этих материалов: 120°C. Как только профиль отверждается, устройство сжатия номер 1 достигает своего конечного положения. После этого устройство сжатия для охлаждения номер 2 принимает сложный профиль и при этом продолжает протягивание пултрудата. В это время открытое устройство сжатия номер 1 может перемещаться назад в свое исходное положение, и цикл начинается снова.
Описание графического материала
На фиг. 1 показана как пример схема конструкции установки, подходящей для предлагаемого способа протягивания-прессования. Описание фиг. 1:
(1) Пенонаполнитель (наличный запас)
(2) Пенонаполнитель (подача в установку и соединение с концом предыдущего пенонаполнителя)
(3) Подача волокна, однонаправленная
(4) Устройство намотки, оплетки
(5) Пропитывание смолой
(6) Емкость со смолой (в данном случае 2-компонентная система с компонентами A и В)
(7) Пресс-форма для предварительного придания формы
(8) Пресс-форма тележечного типа с нагреванием
(9) Пресс-форма тележечного типа с охлаждением
(10) Система перемещения с приводом для пресс-форм (8) и (9)
(11) Отрезное устройство
(12) Готовый профиль
(13) Система разгрузки-перемещения-погрузки для профиля (12)
(14) Система хранения.
На фиг. 2 показана как пример схема конструкции установки, подходящей для предлагаемого способа протягивания-придания формы. Описание фиг. 2:
(1) Термоформованный/формованный в пресс-форме пенонаполнитель (наличный запас)
(2) Соединительная деталь (этот вариант может использоваться и в варианте осуществления на фиг. 1)
(3) Направляющая система для пенонаполнителя (аналогичная поз. (2) на фиг. 1)
(4) Подача волокна, однонаправленная, а также устройство намотки, оплетки (аналогичные поз. (3), (4) на фиг. 1)
(5) Направляющая система для сухого полуфабриката
(6) Пресс-форма с пропитыванием смолой с факультативным дополнительным приданием формы, нагреванием и прикрепленная емкость со смолой (в данном случае 2-компонентная система с компонентами A и В); эта форма принимает функции пресс-форм (5), (7) и (8) в варианте осуществления на фиг. 1
(7) Пресс-форма тележечного типа с охлаждением
(8) Отрезное устройство
(9) Готовый профиль
(10) Система разгрузки-перемещения-погрузки для профиля (9)
(11) Система хранения.
В связи с графическим материалом следует отметить, что это просто схемы соответствующих вариантов осуществления. Тележка, на которой перемещаются первая и вторая формы, естественно намного длиннее, чтобы обеспечить адекватный путь транспортировки и, следовательно, адекватно продолжительный способ нагревания и, соответственно, охлаждения. Точная длина будет рассчитана специалистом в области техники, к которой относится изобретение, в частности, в зависимости от рабочей скорости, толщины наружного слоя и свойств используемой смолы.
Изобретение относится к способу производства армированных волокном материалов профиля, содержащих наполнитель из жесткой пены, в частности наполнитель из вспененного ПМИ (полиметакрилимидной пены). Способ непрерывного производства армированных волокном профилей, содержащих пенонаполнитель, включает следующие этапы: a) введение пенонаполнителей и соединение вновь введенного пенонаполнителя с концом последнего ранее введенного пенонаполнителя; b) наматывание волокнистого материала на пенонаполнитель; c) пропитывание смолой намотки из волокнистого материала; d) факультативное формование намотанного пенонаполнителя в первой пресс-форме; e) нагревание и, тем самым, факультативное отверждение смолы во второй пресс-форме; f) охлаждение намотанного пенонаполнителя в третьей пресс-форме; g) разделение отдельных профилей посредством разрезания или распиливания и удаление готовой заготовки, причем вторая и третья пресс-формы перемещаются в соответственно взаимно противоположном направлении на тележках. Изобретение обеспечивает хорошее связывание твердого пенонаполнителя с материалом армированного волокном профиля. 3 н. и 12 з.п. ф-лы, 2 ил.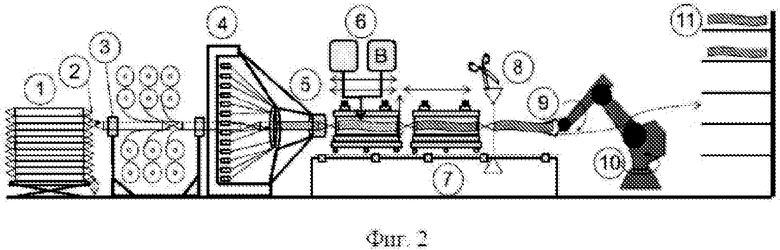
1. Способ непрерывного производства армированных волокном профилей, содержащих пенонаполнитель, отличающийся тем, что способ включает следующие этапы:
a) введение пенонаполнителей и соединение вновь введенного пенонаполнителя с концом последнего ранее введенного пенонаполнителя;
b) наматывание волокнистого материала на пенонаполнитель;
c) пропитывание смолой намотки из волокнистого материала;
d) факультативное формование намотанного пенонаполнителя в первой пресс-форме;
e) нагревание и тем самым факультативное отверждение смолы во второй пресс-форме;
f) охлаждение намотанного пенонаполнителя в третьей пресс-форме;
g) разделение отдельных профилей посредством разрезания или распиливания и удаление готовой заготовки,
причем вторая и третья пресс-формы перемещаются в соответственно взаимно противоположном направлении на тележках.
2. Способ по п. 1, отличающийся тем, что пенонаполнитель принимает вид нескольких последовательных отдельных кусков, когда его непрерывно пропускают в пултрузионную установку и указанные отдельные куски соединяют между собой посредством соединения склеиванием или вставки, или путем добавления соединительной детали.
3. Способ по п. 1 или 2, отличающийся тем, что волокнистый материал представляет собой углеродные волокна, стекловолокно, полимерные волокна, в частности арамидные волокна, или текстильные волокна, предпочтительно, арамидные или углеродные волокна.
4. Способ по п. 1 или 2, отличающийся тем, что смола представляет собой термореактопласт, в частности материал, полученный из полиэфирной смолы, из винилэфирной смолы, из фенольной смолы, из полиуретановой смолы или из эпоксидной смолы, предпочтительно, из полиуретановой смолы или из эпоксидной смолы.
5. Способ по п. 1 или 2, отличающийся тем, что волокнистый материал используют в виде отдельных волокон или ровингов, и/или нетканых материалов, текстильных тканей и/или неплотно сотканных тканей.
6. Способ по п. 1 или 2, отличающийся тем, что пенонаполнитель представляет собой наполнитель, изготовленный из полиметакрилимида.
7. Способ по п. 6, отличающийся тем, что в качестве материала для пенонаполнителя используют полиметакрилимид с плотностью в пределах от 30 до 200 кг/м3.
8. Способ по п. 1 или 2, отличающийся тем, что этап (b) осуществляют по аналогии с пултрузионным способом с введением пенонаполнителя в виде модифицированного способа протягивания-предформования, способа протягивания-намотки или способа протягивания-оплетки.
9. Способ по п. 1 или 2, отличающийся тем, что способ осуществляют как способ протягивания-прессования, в котором этапы (a)-(g) осуществляют в формах или, соответственно, устройствах, отделенных друг от друга.
10. Способ по п. 1 или 2, отличающийся тем, что способ осуществляют как способ протягивания-придания формы, в котором первая и вторая пресс-формы представляют собой одну и ту же форму, и в котором этапы (c), (d) и (e) осуществляют одновременно.
11. Профиль, содержащий жесткую пену и состоящий из пенонаполнителя и наружного материала, отличающийся тем, что наружный материал представляет собой термопластический материал или термореактопласт, армированный волокнистым материалом, а пенонаполнитель представляет собой жесткую пену, при этом профиль, содержащий жесткую пену, не имеет клеевого слоя и сростков, и при этом наружный материал окружает пенонаполнитель полностью или лишь с очень малыми зазорами.
12. Профиль по п. 11, отличающийся тем, что жесткий пенонаполнитель имеет на поверхности сопряжения между жестким пенонаполнителем и материалом рубашки открытые поры, содержащие матричный материал.
13. Профиль по п. 11 или 12, отличающийся тем, что наружный материал представляет собой термореактопласт, армированный волокнистым материалом, и при этом термореактопласт представляет собой отвержденную эпоксидную смолу или отвержденную полиуретановую смолу, и при этом волокнистый материал представляет собой углеродные волокна или стекловолокно.
14. Профиль по п. 11 или 12, отличающийся тем, что жесткая пена представляет собой вспененный ПМИ.
15. Применение профилей по меньшей мере по одному из пп. 11-14, содержащих жесткую пену, в качестве слоистого компонента в автомобилестроении, производстве грузовых автомобилей, судостроении, самолетостроении или вертолетостроении, при строительстве установок для получения энергии из ветра, в робототехнике или в аэрокосмической технологии.
| DE 4416796 A1, 09.11.1995 | |||
| Устройство для автоматического снятия холстов и освобождения скалки на трепальных машинах | 1957 |
|
SU112664A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННОЙ ПРЕФОРМЫ И ПРОФИЛИРОВАННОЙ ДЕТАЛИ ИЗ ВОЛОКНИСТЫХ КОМПОЗИТНЫХ ПЛАСТМАСС, ПУЛТРУЗИОННАЯ УСТАНОВКА, А ТАКЖЕ ПРЕССУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2492051C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВОЛОКОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПРОФИЛИРОВАННЫЙ КОМПОНЕНТ ИЗ ТАКОГО МАТЕРИАЛА, ИМЕЮЩИЙ ПЕРЕМЕННОЕ ПОПЕРЕЧНОЕ СЕЧЕНИЕ ПО СВОЕЙ ДЛИНЕ | 2007 |
|
RU2434749C2 |
| ПУЛТРУЗИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ПРОФИЛЯ | 2007 |
|
RU2446948C2 |
| CN 103244753 A, 14.08.2013 | |||
| DE 29913877 U1, 18.11.1999. | |||

