УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к установке для сборки шин для наложения лент наполнителя на борта, чтобы образовать узел борт-наполнитель.
Из европейского патента № 1755874 В1 известна установка для сборки шин для наложения ленты наполнителя на борт, чтобы образовать узел борт-наполнитель. Известная установка для сборки шин содержит захватное устройство для перемещения наполнителя к борту. Упомянутое захватное устройство содержит зажимные губки для вхождения в контакт с и отсоединения от ленты наполнителя. Управление зажимными губками осуществляется посредством приводов в виде пневматических цилиндров, закрепленных на захватном устройстве. Такая установка для сборки шин является сложной вследствие соединений, которые необходимо осуществлять с приводами захватного устройства и конструкции самого захватного устройства.
Задачей настоящего изобретения является создание усовершенствованной установки для сборки шин для наложения лент наполнителя на борт, чтобы образовать узел борт-наполнитель.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом, настоящее изобретение обеспечивает установку для сборки шин для наложения лент наполнителя на борта, чтобы образовать узлы борт-наполнитель для невулканизированной шины, содержащей держатель борта для удерживания бортов, причем упомянутая установка для сборки шин содержит первое захватное устройство и второе захватное устройство для захвата и перемещения лент наполнителя в направлении подачи к борту, причем упомянутое первое захватное устройство выполнено с возможностью перемещении между первым начальным положением и первым конечным положением, а упомянутое второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением, причем упомянутая установка для изготовления шин содержит первый клин, второй клин, третий клин и четвертый клин, причем упомянутое первое захватное устройство и упомянутое второе захватное устройство смещены в рабочее состояние, в котором упомянутые захватные устройства приспособлены для захвата лент наполнителя, и при этом упомянутые клинья приспособлены для противодействия упомянутому смещению захватных устройств, когда захватные устройства находятся в одном из начальных положений или конечных положений.
Упомянутые клинья способны противодействовать смещению захватных устройств, тем самым вызывая отсоединение захватных устройств от лент наполнителя в начальных положениях и конечных положениях. Таким образом, сами захватные устройства не обязаны содержать клинья и поэтому могут иметь относительно простую конструкцию.
В варианте осуществления упомянутой установки для сборки шин приспособлен для перемещения лент наполнителя в первой плоскости, при этом первое захватное устройство и второе захватное устройство выполнены с возможностью перемещения между упомянутой первой плоскостью и второй плоскостью на заднем плане относительно упомянутой первой плоскости, при этом упомянутые захватные устройства приспособлены для перемещения из их соответствующих начальных положений в их соответствующие конечные положения в упомянутой первой плоскости, и при этом захватные устройства приспособлены для возврата из их соответствующих конечных положений в их соответствующие начальные положения в упомянутой второй плоскости. Захватные устройства выполнены с возможностью возврата через вторую плоскость на заднем плане, в то время как другие этапы способа, такие как резка, могут осуществляться в первой плоскости без помех со стороны захватных устройств. Кроме того, уменьшается риск повреждения наполнителя в первой плоскости захватными устройствами.
В варианте осуществления захватные устройства приспособлены для перемещения из первой плоскости во вторую плоскость и наоборот только тогда, когда захватные устройства находятся в их соответствующих начальных положениях или конечных положениях. Предпочтительно, захватные устройства приспособлены для перемещения из первой плоскости во вторую плоскость и наоборот только тогда, когда они остановлены в неподвижном положении относительно лент наполнителя. Таким образом, может быть предотвращено повреждение наполнителя в результате относительного перемещения захватных устройств в направлении подачи.
В варианте осуществления захватные устройства каждое содержит первый захватывающий элемент и второй захватывающий элемент, причем по меньшей мере один из упомянутых захватывающих элементов подвергается смещению посредством элемента смещения, чтобы перемещаться к другому из упомянутых захватывающих элементов, для того чтобы во взаимодействии с упомянутым другим из захватывающих элементов зажимать ленты наполнителя с двух противоположных сторон, при этом упомянутые клинья каждый содержит выступ, который приспособлен для противодействия смещению упомянутого элемента смещения. Упомянутый по меньшей мере один смещенный захватывающий элемент будет автоматически входить в контакт с наполнителем, когда его смещению не противодействует ни один из клиньев. Таким образом, только перемещение клиньев относительно захватных устройств способно автоматически вынуждать захватные устройства захватывать и высвобождать наполнитель.
В варианте осуществления упомянутый выступ содержит первую поверхность качения для перемещения одного смещенного захватывающего элемента в направлении, противоположном его смещению. Поскольку сама форма клина способна вызывать перемещение одного смещенного захватывающего элемента, клин может иметь относительно простую конструкцию.
В варианте осуществления оба захватывающих элемента подвергаются смещению посредством элементов смещения, причем упомянутый выступ содержит вторую поверхность качения для перемещения другого из смещенных захватывающих элементов в направлении, противоположном смещению его элемента смещения. Посредством смещения обоих захватывающих элементов наполнитель может быть активно захвачен с двух противоположных сторон. Поскольку сама форма клина способна вызывать перемещение обоих захватывающих элементов, клин может иметь относительно простую конструкцию.
В варианте осуществления захватывающие элементы каждый содержит колесо для контактирования и качения по соответствующим поверхностям качения клина. Упомянутые колеса способны уменьшать износ между захватывающими элементами и поверхностями качения.
В варианте осуществления первый клин, второй клин, третий клин и четвертый клин расположены в или около первого начального положения, первого конечного положения, второго начального положения и второго конечного положения, соответственно. Таким образом, клинья способны противодействовать смещению захватных устройств в упомянутых начальных положениях или упомянутых конечных положениях.
В варианте осуществления упомянутая установка для сборки шин содержит приводы, которые соединены с упомянутыми клиньями для перемещения клиньев к или отвода клиньев от захватных устройств. Клинья выполнены с возможностью активного управления для перемещения к или отвода от захватных устройств, пока захватные устройства являются неподвижными. Это позволяет захватным устройствам захватывать ленты наполнителя, пока захватные устройства являются неподвижными относительно лент наполнителя, чтобы предотвратить повреждение лент наполнителя.
В варианте осуществления один из захватывающих элементов содержит платформу для поддержки лент наполнителя, а другой из захватывающих элементов содержит прижимающий элемент, причем упомянутый прижимающий элемент содержит решетку прижимных штифтов, которые обращены к упомянутой платформе, причем упомянутые прижимные штифты приспособлены для контактирования с упомянутой платформой и поддерживаемым на ней наполнителем. Прижимные штифты способны обеспечить равномерное приложение давления поперек лент наполнителя, независимо от формы поперечного сечения упомянутой ленты наполнителя. Равномерно прикладываемое давление предохраняет ленты наполнителя от сдавливания на бок.
В варианте осуществления прижимные штифты выполнены с возможностью перемещения к упомянутой платформе, причем когда захватывающие элементы перемещают друг к другу, чтобы захватывать ленты наполнителя, по меньшей мере некоторые из прижимных штифтов приспособлены для контактирования с лентами наполнителя и приспособлены для оттеснения назад вопреки их смещению в результате упомянутого контакта. В результате, взаимные положения прижимных штифтов могут быть приспособлены так, чтобы соответствовать контуру или профилю наполнителя, и посредством прижимающего элемента через прижимные штифты фактически может быть обеспечено равномерное распределение усилий, прикладываемых к лентам наполнителя. Таким образом, может быть предотвращено повреждение лент наполнителя.
В варианте осуществления прижимающий элемент содержит множество цилиндрических отверстий для приема прижимных штифтов, причем каждый прижимной штифт содержит ось, которая приспособлена для скольжения внутри упомянутого цилиндрического отверстия, причем упомянутая ось содержит частично некруглую, многогранную или сплющенную периферию, которая, в сочетании с упомянутым отверстием, образует зазор между упомянутой осью и упомянутым цилиндрическим отверстием, причем упомянутый зазор находится в открытом сообщении с внешней средой на стороне прижимающего элемента, обращенной к упомянутой платформе. Форма штифтов способна предотвращать скапливание отходов и в конечном итоге блокирование перемещения штифтов. Таким образом, может быть предотвращено нарушение нормальной работы прижимных штифтов, что уменьшает вероятность повреждения наполнителя прижимными штифтами вследствие неравномерного распределения прижимающих усилий.
В варианте осуществления упомянутая ось содержит по меньшей мере три части своей периферии, которые приспособлены для размещения в скользящем контакте с упомянутым цилиндрическим отверстием, и по меньшей мере три по существу сплющенные поверхности для образования, в установленном положении, по меньшей мере трех зазоров между упомянутой осью и упомянутым цилиндрическим отверстием. Предпочтительно, упомянутые по меньшей мере три по существу сплющенные поверхности равномерно распределены вдоль периферии. Более предпочтительно, упомянутая ось имеет по существу квадратное поперечное сечение.
В варианте осуществления упомянутая ось выполнена с возможностью вращения внутри упомянутого цилиндрического отверстия, причем, предпочтительно, упомянутые части периферии оси, которые приспособлены для размещения в скользящем контакте с цилиндрическим отверстием, представляют собой части одной и той же окружности, предпочтительно, одной и той же идеальной окружности. Вследствие упомянутого вращения, упомянутые части периферии, которые находятся в скользящем контакте с цилиндрическим отверстием, способны соскабливать отходы, которые могут впоследствии выпадать через зазоры и из цилиндрического отверстия.
В варианте осуществления упомянутая установка для сборки шин дополнительно содержит режущее устройство для разрезания по существу непрерывной длины наполнителя на последовательные ленты наполнителя, содержащие передний конец и/или задний конец относительно борта, причем первое захватное устройство и второе захватное устройство приспособлены для захвата упомянутого переднего конца и упомянутого заднего конца, соответственно, лент наполнителя. Упомянутый передний конец выполнен с возможностью захвата посредством первого захватного устройства для перемещения соответствующей ленты наполнителя к борту. Упомянутый задний конец выполнен с возможностью захвата посредством второго захватного устройства для удерживания соответствующей ленты наполнителя во время ее наложения на борт.
В варианте осуществления упомянутое режущее устройство расположено впереди по ходу от борта относительно направления подачи, причем упомянутое первое начальное положение находится впереди по ходу от режущего устройства и/или упомянутое второе начальное положение находится позади по ходу от режущего устройства. Первое захватное устройство выполнено с возможностью перемещения в первое начальное положение для вхождения в контакт с передним концом ленты, образованным непосредственно впереди по ходу от режущего устройства. Второе захватное устройство выполнено с возможностью перемещения во второе начальное положение для сцепления с задним концом ленты, образованным непосредственно позади по ходу от режущего устройства.
В варианте осуществления упомянутая установка для сборки шин дополнительно содержит зажим-аппликатор для переноса переднего конца одной из лент на борт в держателе борта, причем упомянутое первое конечное положение находится в упомянутом зажиме-аппликаторе и/или упомянутое второе конечное положение находится в упомянутом держателе борта. Первое захватное устройство выполнено с возможностью перемещения в первое конечное положение для переноса переднего конца одной из лент с первого захватного устройства на зажим-аппликатор. Второе захватное устройство выполнено с возможностью перемещения во второе конечное положение для переноса заднего конца одной из лент на борт.
В варианте осуществления упомянутая установка для сборки шин дополнительно содержит привод, предпочтительно, в виде одного или нескольких зубчатых ремней, для приведения в движение первого захватного устройства и второго захватного устройства между их соответствующими начальными положениями и их соответствующими конечными положениями. Захватные устройства выполнены с возможностью приведения в движение на переднем плане из их соответствующих начальных положений в их соответствующие конечные положения для подачи наполнителя или ленты наполнителя. На заднем плане, захватные устройства выполнены с возможностью приведения в движение для возврата из их исходных начальных положений без повреждения наполнителя.
В варианте осуществления первое захватное устройство и второе захватное устройство расположены на направляющих с возможностью перемещения в направлении, параллельном направлению подачи. Таким образом, наполнитель, захваченный упомянутыми захватными устройствами, может быть перемещен вдоль упомянутых направляющих, параллельных направлению подачи.
В варианте осуществления упомянутая установка для сборки шин содержит транспортер для размещения лент наполнителя вдоль по существу прямолинейной траектории, параллельной направлению подачи, при этом, предпочтительно, упомянутая прямолинейная траектория расположена по касательной к периферии борта, удерживаемой в держателе борта. Ленты наполнителя могут быть перемещены вдоль упомянутой прямолинейной траектории к борту и могут быть поданы к и наложена на борта по касательной.
В соответствии с вторым аспектом, изобретение обеспечивает прижимной штифт для использования в цилиндрическом отверстии прижимающего элемента захватного устройства для захвата ленты наполнителя для невулканизированной шины, причем упомянутый прижимной штифт содержит ось, которая приспособлена для размещения с возможностью скольжения в цилиндрическом отверстии, причем упомянутая ось содержит частично круглую периферию, которая приспособлена для размещения в скользящем контакте с цилиндрическим отверстием, и частично некруглую, многогранную или сплющенную периферию, которая, в сочетании с упомянутым отверстием, приспособлена для образования зазора между упомянутой осью и упомянутым цилиндрическим отверстием, причем упомянутый зазор находится в открытом сообщении с внешней средой на стороне прижимающего элемента, которая обращена к ленте наполнителя во время использования. Упомянутый зазор способен предотвращать скапливание отходов и в конечном итоге блокирование перемещения штифтов. Прижимные штифты могут подвергаться износу и должны регулярно заменяться. Прижимные штифты могут быть предусмотрены в виде запасных деталей.
В варианте осуществления упомянутая ось содержит по меньшей мере три части своей периферии, которые приспособлены для размещения в скользящем контакте с цилиндрическим отверстием, и по меньшей мере три по существу сплющенные поверхности для образования, в установленном положении, по меньшей мере трех зазоров между упомянутой осью и упомянутым цилиндрическим отверстием. Предпочтительно, упомянутые по меньшей мере три по существу сплющенные поверхности равномерно распределены вдоль периферии. Наиболее предпочтительно, упомянутая ось имеет по существу квадратное поперечное сечение. Форма штифтов способна предотвращать скапливание отходов и в конечном итоге блокирование перемещения штифтов. Таким образом, может быть предотвращено нарушение нормальной работы прижимных штифтов, что уменьшает вероятность повреждения наполнителя прижимными штифтами вследствие неравномерного распределения прижимающих усилий.
В варианте осуществления упомянутая ось выполнена с возможностью вращения внутри цилиндрического отверстия, при этом, предпочтительно, упомянутые части периферии оси, которые приспособлены для размещения в скользящем контакте с цилиндрическим отверстием, представляют собой части одной и той же окружности, предпочтительно, одной и той же идеальной окружности. Вследствие упомянутого вращения, части периферии, которые находятся в скользящем контакте с цилиндрическим отверстием, способны соскабливать отходы, которые могут впоследствии выпадать через зазоры и из цилиндрического отверстия.
В соответствии с третьим аспектом, изобретение обеспечивает способ наложения лент наполнителя на борта, чтобы образовать узел борт-наполнитель для невулканизированной шины, причем упомянутый способ включает этапы захвата лент наполнителя первым захватным устройством и вторым захватным устройством и перемещения захваченных лент наполнителя в направлении подачи к борту, причем упомянутое первое захватное устройство выполнено с возможностью перемещения между первым начальным положением и первым конечным положением, а упомянутое второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением, причем упомянутый способ дополнительно включает этапы смещения захватных устройств в рабочее положение, в котором они захватывают ленты наполнителя, перемещения захватных устройств вперед и назад между их соответствующими начальными положениями и их соответствующими конечными положениями и противодействия смещению захватных устройства посредством клиньев, когда захватные устройства находятся в одном из упомянутых начальных положений или упомянутых конечных положений.
Упомянутые клинья способны противодействовать смещению захватных устройств, тем самым вызывая отсоединение захватных устройств от лент наполнителя в упомянутых начальных положениях или упомянутых конечных положениях. В результате, сами захватные устройства не обязаны содержать клинья и поэтому могут иметь относительно простую конструкцию.
В варианте осуществления перемещение захватных устройств осуществляется циклами, причем каждый цикл включает этапы перемещения захватных устройств из их соответствующих начальных положений в их соответствующие конечные положения и возврат захватных устройств из их соответствующих конечных положений в их соответствующие начальные положения. Циклы могут повторяться как часть по существу непрерывного процесса, причем окончание каждого цикла является началом следующего цикла.
В варианте осуществления подача наполнителя осуществляется в первой плоскости, причем первое захватное устройство и второе захватное устройство выполнены с возможностью перемещения между упомянутой первой плоскостью и второй плоскостью на заднем плане относительно упомянутой первой плоскости, при этом захватные устройства перемещаются из их соответствующих начальных положений в их соответствующие конечные положения в упомянутой первой плоскости и при этом захватные устройства возвращаются из их соответствующих конечных положений в их начальные положения в упомянутой второй плоскости. Захватные устройства выполнены с возможностью возврата через вторую плоскость на заднем плане, в то время как другие этапы упомянутого способа, такие как резка, могут осуществляться в первой плоскости без помех со стороны захватных устройств. Кроме того, уменьшается риск повреждения наполнителя в первой плоскости захватными устройствами.
В варианте осуществления захватные устройства перемещают из первой плоскости во вторую плоскость и наоборот только тогда, когда захватные устройства находятся в их соответствующих начальных положениях или конечных положениях. Предпочтительно, захватные устройства перемещают из первой плоскости во вторую плоскость и наоборот только тогда, когда они остановлены в неподвижном положении относительно лент наполнителя. Таким образом, может быть предотвращено повреждение лент наполнителя при относительном перемещении захватных устройств в направлении подачи.
В варианте осуществления упомянутые клинья вставляют в или отводят из захватных устройств, когда захватные устройства остановлены в их соответствующих начальных положениях или конечных положениях. Клинья выполнены с возможностью активного управления, чтобы перемещать их к или отводить их от захватных устройств, пока захватные устройства являются неподвижными. Это позволяет захватным устройствам захватывать ленты наполнителя, пока захватные устройства являются неподвижными относительно лент наполнителя, чтобы предотвратить повреждение лент наполнителя.
В варианте осуществления, во время каждого цикла захватных устройств, следующая лента наполнителя захватывается и перемещается посредством первого захватного устройства к борту, а другая, ранее перемещенная лента наполнителя накладывается на борт, будучи захваченной вторым захватным устройством. Благодаря одновременному перемещению нового отрезка наполнителя и уже отрезанной ленты наполнителя во время одного цикла, процесс перемещения и наложения наполнителя на борт может быть значительно ускорен.
В варианте осуществления захватные устройства одновременно перемещаются из их соответствующих начальных положений в их соответствующие конечные положения. Передний конец одной из лент можно захватывать и перемещать посредством первого захватного устройства вслед за или сразу после заднего конца другой, ранее перемещенной ленты, захваченным вторым захватным устройством. Таким образом, можно сэкономить значительное время, подготавливая следующую ленту к наложению. Таким образом, время цикла может быть уменьшено до менее 10 секунд, в некоторых случаях даже до менее 7 секунд.
В варианте осуществления захватные устройства одновременно возвращаются из их соответствующих конечных положений в их соответствующие начальные положения. Управление захватными устройствами может быть синхронизировано, тем самым уменьшая сложность взаимных перемещений.
Различные аспекты и признаки, описанные и показанные в данном описании, могут быть использованы в отдельности по возможности. Данные отдельные аспекты, в частности аспекты и признаки, описанные в прилагаемых зависимых пунктах формулы изобретения, могут стать предметом отдельных заявок на патенты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано на основе примерного варианта осуществления, показанного в прилагаемых схематичных чертежах, на которых:
Фиг.1, 3 и 5-11 - виды спереди установки для сборки шин с захватными устройствами в соответствии с примерным вариантом осуществления изобретения, во время этапов способа образования узла борт-наполнитель;
Фиг.2 и 4 - виды сбоку установки для сборки шин с фиг.1, 3 и 5-11, во время этапов способа образования узла борт-наполнитель;
Фиг.12А и 12В - виды сбоку одного их захватных устройств установки для сборки шин с фиг.2 и 4;
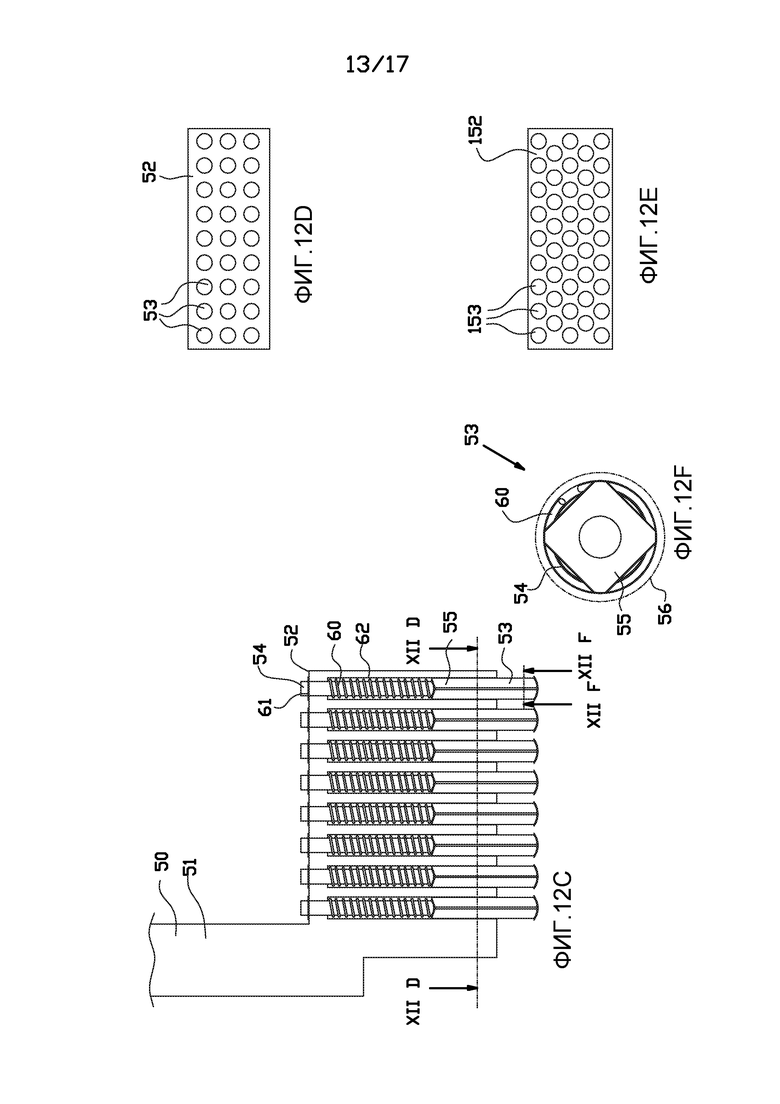
Фиг.12С - деталь захватного устройства с фиг.12А;
Фиг.12D - вид в разрезе детали захватного устройства по линии XII D - XII D с фиг.12С;
Фиг.12Е - альтернативный вариант осуществления захватного устройства с фиг.12D;
Фиг.12F - деталь в разрезе захватного устройства по линии XII F - XII F с фиг.12С; и
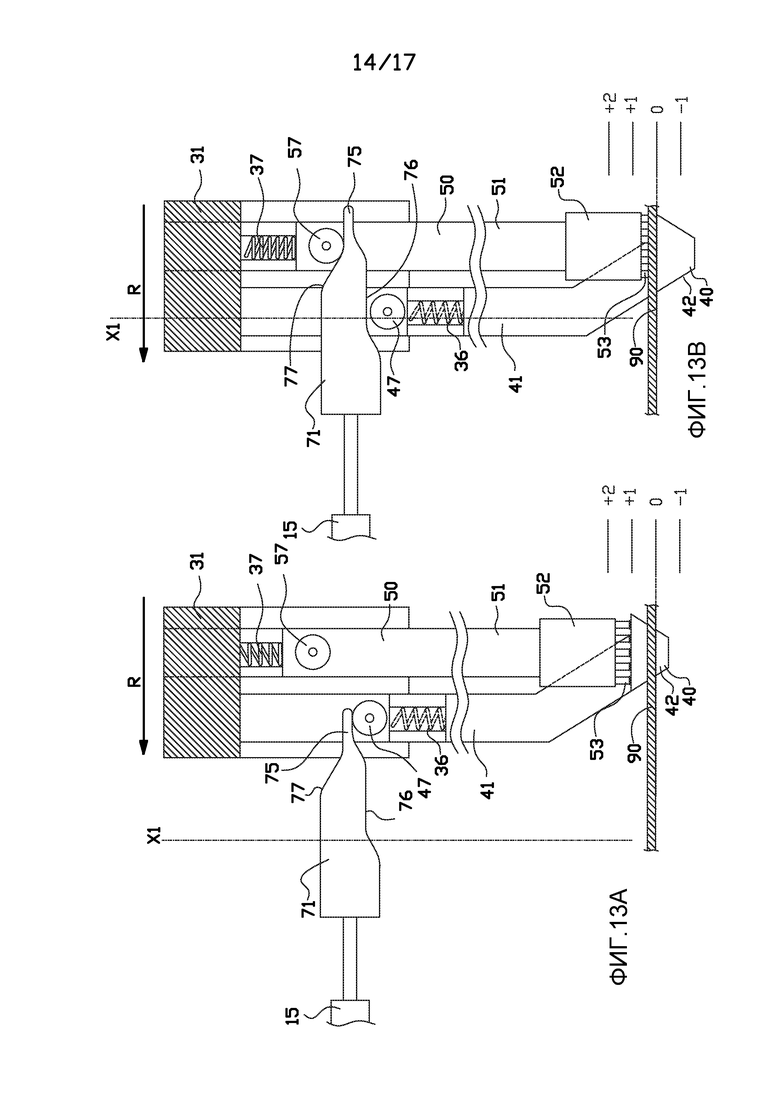
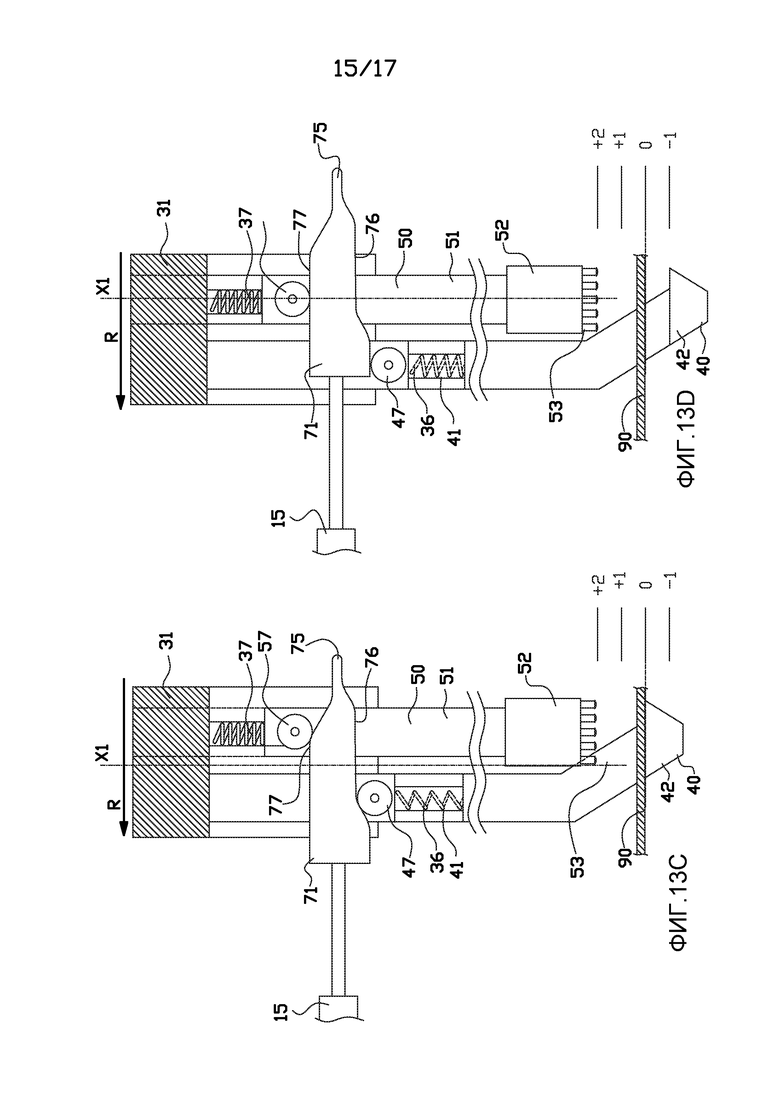
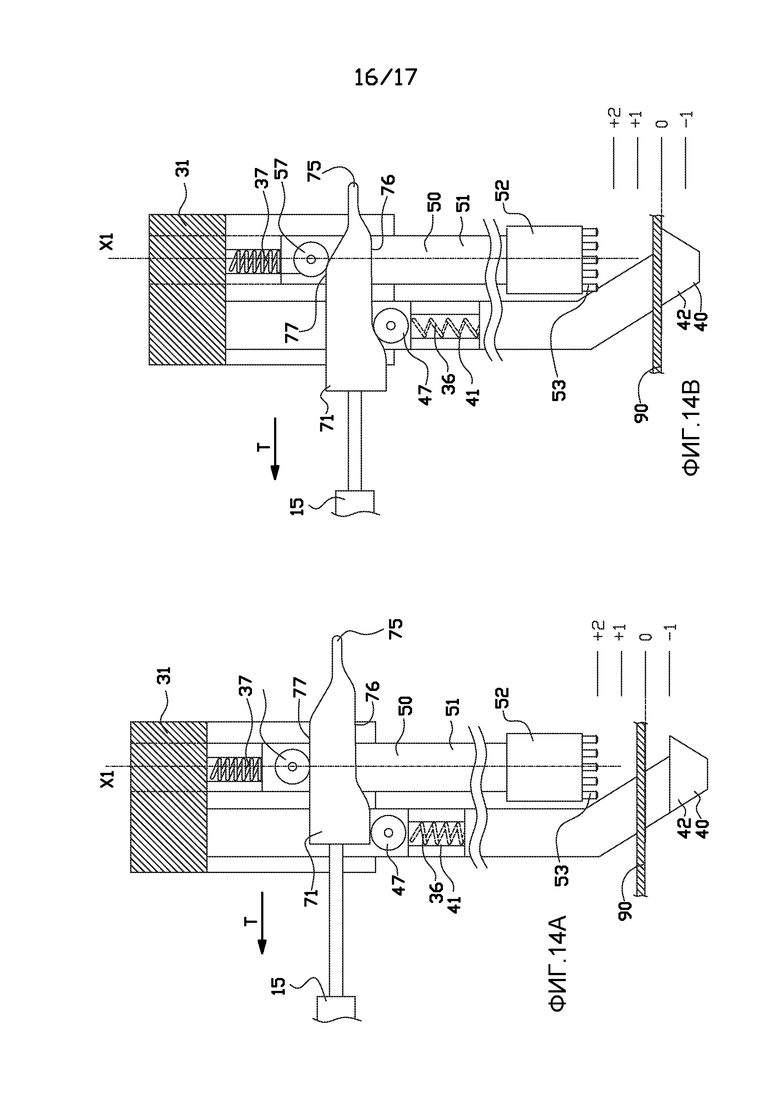
Фиг.13А-D и 14А-D - виды спереди одного из захватных устройств установки для сборки шин с фиг.1, 3 и 5-11 во время этапов способа образования узла борт-наполнитель.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
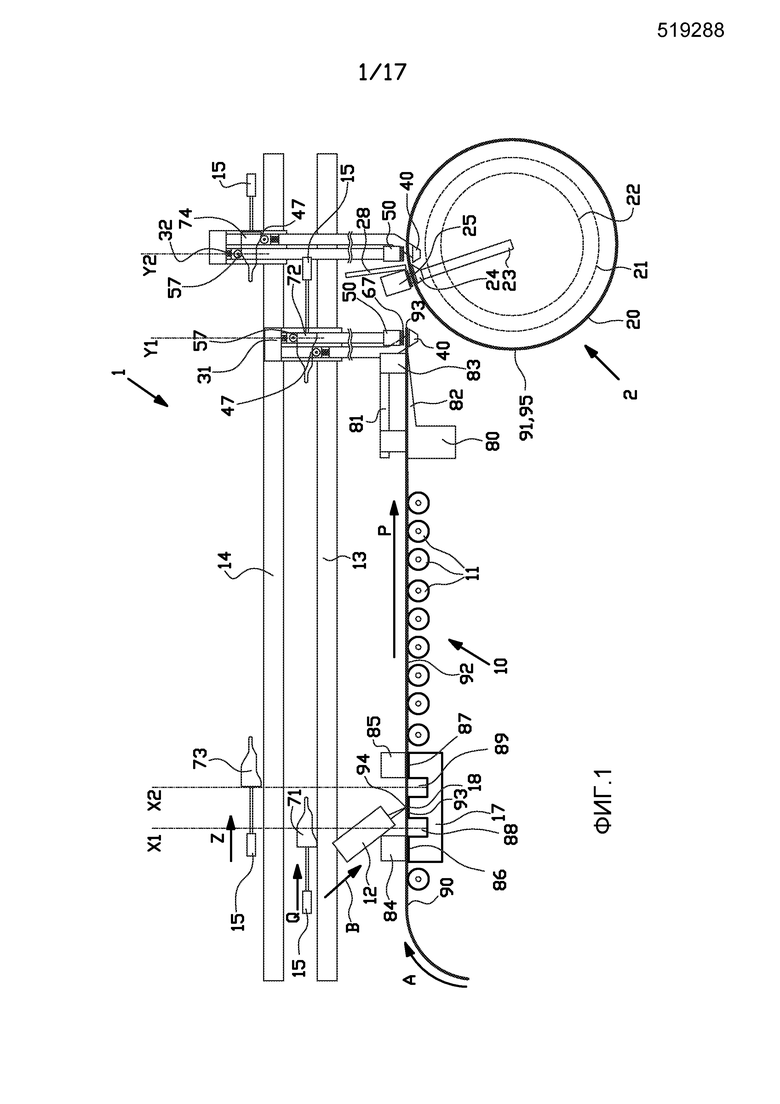
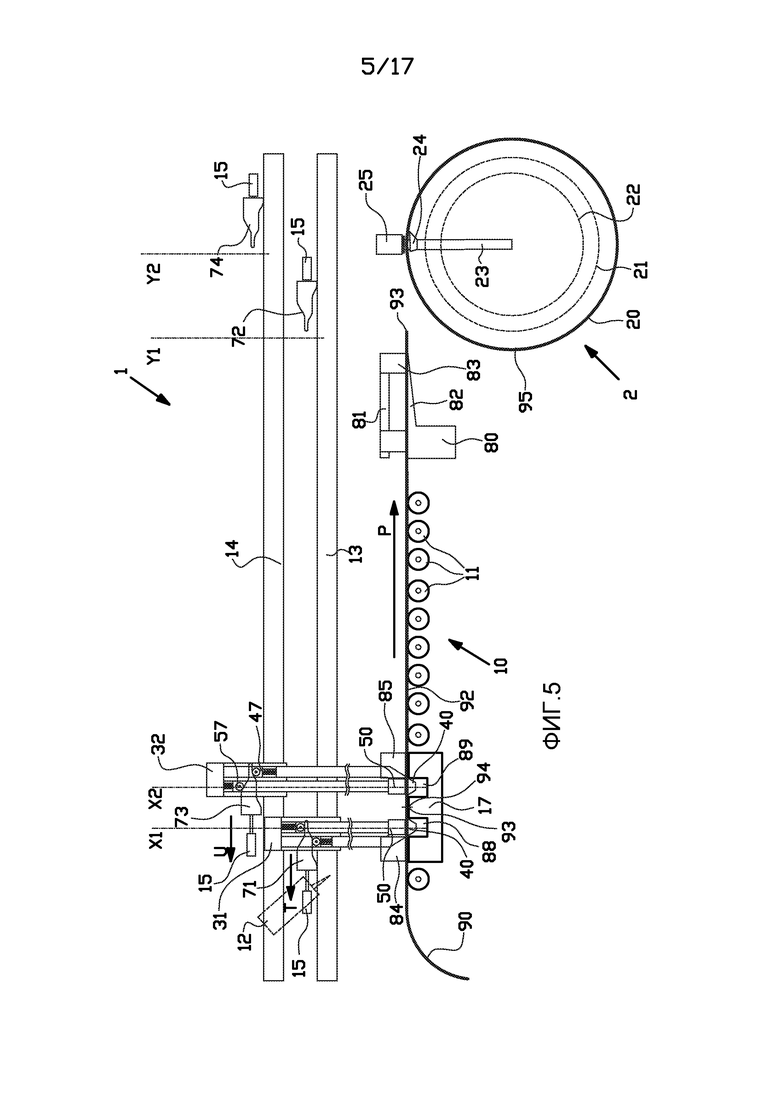
На фиг.1-11 показана установка 1 для сборки шин для наложения отрезка наполнителя 90 из невулканизированного, эластомерного или резинового материала, разрезанного на ленты 91, 92 наполнителя, на борта 95, чтобы образовать узел борт-наполнитель для невулканизированной шины, в соответствии с примерным вариантом осуществления изобретения.
Как показано на фиг.1, установка 1 для сборки шин содержит держатель 2 борта для удерживания борта 95 в бесконечной, по существу круглой конфигурации. Держатель 2 борта может представлять собой барабан, содержащий реальную периферийную поверхность 20 или виртуальную траекторию барабана, вокруг которой образован борт 95, как если бы он был образован вокруг реальной периферийной поверхности 20. Держатель 2 борта может представлять собой деталь револьверной головки (не показанной). Конфигурация борта 95, в частности диаметр борта 95 может быть изменен посредством изменения диаметра реальной периферийной поверхности 20 или посредством изменения виртуальной траектории барабана, вокруг которой образован борт 95. Два альтернативных диаметра реальной периферийной поверхности 20 или виртуальной траектории барабана показаны ссылочными позициями 21 и 22. Держатель 2 барабана содержит вращающийся зажим барабана, зажим борта-наполнителя или зажим 23 наполнителя, который приспособлен для вращения коаксиально относительно держателя 2 борта и прижатия наполнителя 90 к борту 95.
Установка 1 для сборки шин содержит роликовый транспортер 10 с множеством пассивных роликов 11. На верхней стороне или стороне перемещения роликового транспортера 10, ролики 11 образуют плоскость подачи, на которой наполнитель 90 может быть перемещен вдоль по существу прямолинейной траектории в направлении подачи Р. Относительные высоты роликового транспортера 10 и держателя 2 борта установлены или отрегулированы таким образом, что плоскость подачи расположена относительно борта 95 с возможностью подачи по касательной наполнителя 90 в направлении подачи Р к борту 95.
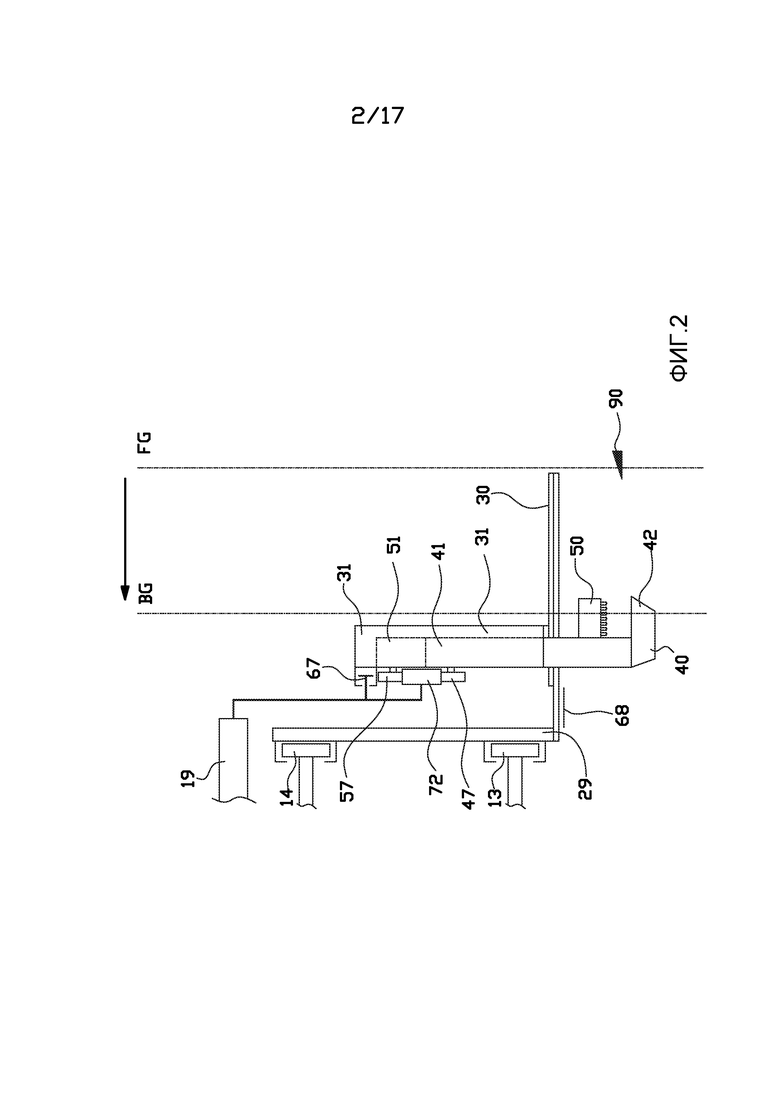
Над плоскостью подачи и параллельно направлению подачи Р, установка 1 для сборки шин содержит первую рельсовую направляющую 13 и вторую рельсовую направляющую 14. Установка 1 для сборки шин содержит первое захватное устройство 31 и второе захватное устройство 32, которые расположены на первой рельсовой направляющей 13 и второй рельсовой направляющей 14 с возможностью перемещения в продольном направлении рельсовых направляющих 13, 14. Две рельсовые направляющие 13, 14 предпочтительны для равномерного распределения усилий захватных устройств 31, 32, подвешенных на них, и для уменьшения материальных затрат. В качестве альтернативы, установка 1 для сборки шин может содержать одну широкую рельсовую направляющую (не показанную), на которой размещаются оба захватных устройства 31, 32. Установка 1 для сборки шин содержит приводы (не показанные), которые независимо управляют перемещением первого захватного устройства 31 вдоль первой рельсовой направляющей 13 между первым начальным положением X1 и первым конечным положением Y1 и перемещением второго захватного устройства 32 вдоль второй рельсовой направляющей 14 между вторым начальным положением X2 и вторым конечным положением Y2. Упомянутые приводы могут представлять собой линейные электродвигатели, установленные на захватных устройствах 31, 32, или зубчатые ремни 68, размещенные вдоль рельсовых направляющих 13, 14, как схематично показано на фиг.2.
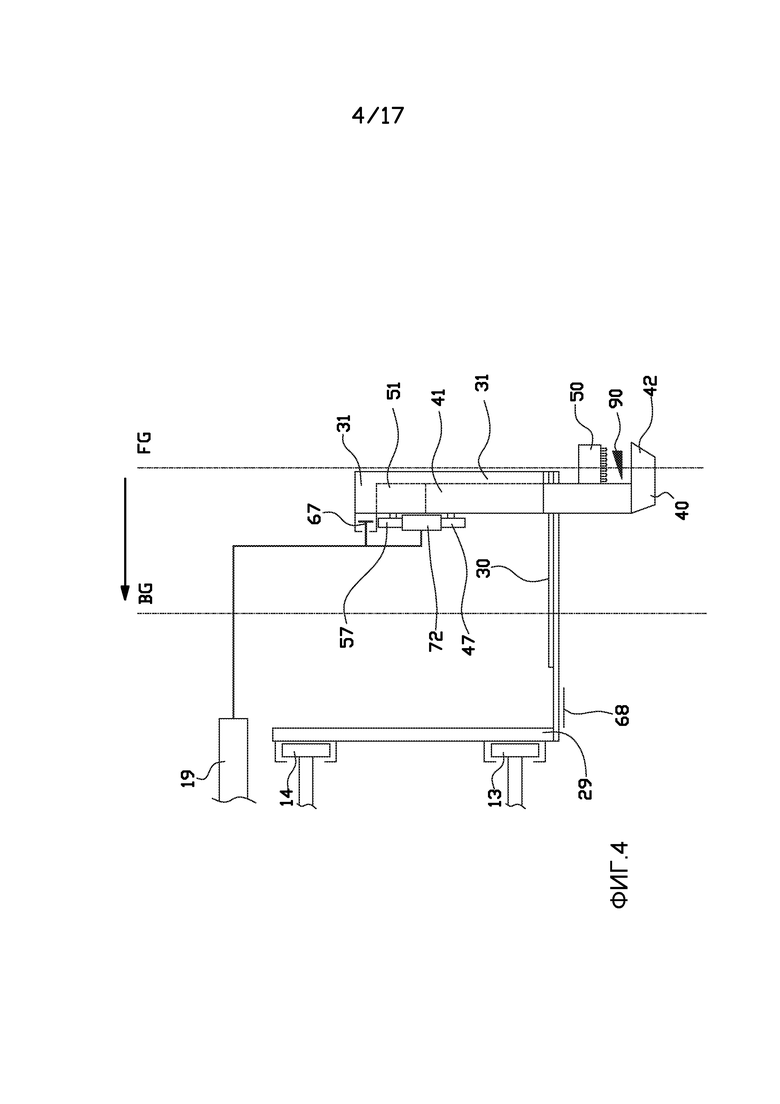
На фиг.2 в виде сбоку показаны первое захватное устройство 31, рельсовые направляющие 13, 14 и расположение первого захватного устройства 31 на рельсовых направляющих 13, 14. Второе захватное устройство 32 расположено на рельсовых направляющих 13, 14 аналогичным образом. Первое захватное устройство 31 установлено на рельсовых направляющих 13, 14 посредством рамы 29. Рама 29 содержит направляющую 30 скольжения, по которой первое захватное устройство 31 может перемещаться в направлении, поперечном направлению подачи Р. Первое захватное устройство 31 установлено на направляющей 67 смещения, которая проходит параллельно рельсовым направляющим 13, 14. Направляющая 67 смещения установлена на приводе или группе приводов 19, таких как поршни или толкающие/тянущие рычаги, которые равномерно распределены вдоль направляющей 67 смещения. Привод 19 приспособлен для перемещения направляющей 67 смещения в направлении, поперечном направлению подачи Р. В результате, первое захватное устройство 31, установленное на направляющей 67 смещения, перемещается по направляющей 30 скольжения рамы 29 между передней плоскостью и передним планом FG на наполнителе 90 и задней плоскостью или задним планом BG, который расположен позади или на расстоянии от первой плоскости или переднего плана FG.
Установка 1 для сборки шин дополнительно содержит режущее устройство 12, содержащее режущий нож, который расположен над плоскостью подачи, и опору 17, которая расположена прямо под плоскостью подачи. Опора 17 содержит поверхность 18 резания и две поверхности 86, 87 прижима. Режущий нож режущего устройства 12 выполнен с возможностью перемещения к поверхности 18 резания опоры 17 для разрезания длины наполнителя 90 на ленту 91, 92 наполнителя, содержащую передний конец 93 и задний конец 94. Установка 1 для сборки шин содержит два зажимающих блока 84, 85, которые приспособлены для перемещения к поверхностям 86, 86 прижима. Зажимающие блоки 84, 85 выполнены с возможностью подъема вверх для удаления с траектории захватных устройств 31, 32. В промежуточном положении между поверхностью 18 резания и поверхностями 86, 87 прижима, опора 17 содержит углубления 88, 89 для приема захватных устройств 31, 32.
Длина ленты 91, 92 наполнителя по существу соответствует окружной длине борта 95. Если используется один из альтернативных диаметров 21, 22 для борта 95, то режущее устройство 12, опора 17 и начальные положения Х1, Х2 захватных устройств 31, 32 должны быть отрегулированы таким образом, чтобы компенсировать более короткую окружную длину борта 95. Первое захватное устройство 31 и второе захватное устройство 32 приспособлены для перемещения в углубления 88, 89 опоры 17 для захвата наполнителя 90 и/или ленты 91, 92 наполнителя так, как будет описано ниже.
Поскольку захватные устройства 31, 32 по существу аналогичны друг другу и функционируют одинаково, на фиг.12А, 12В и 12С более подробно показано только первое захватное устройство 31. Тем не менее, приведенное ниже описание первого захватного устройства 31 относится также ко второму захватному устройству 32.
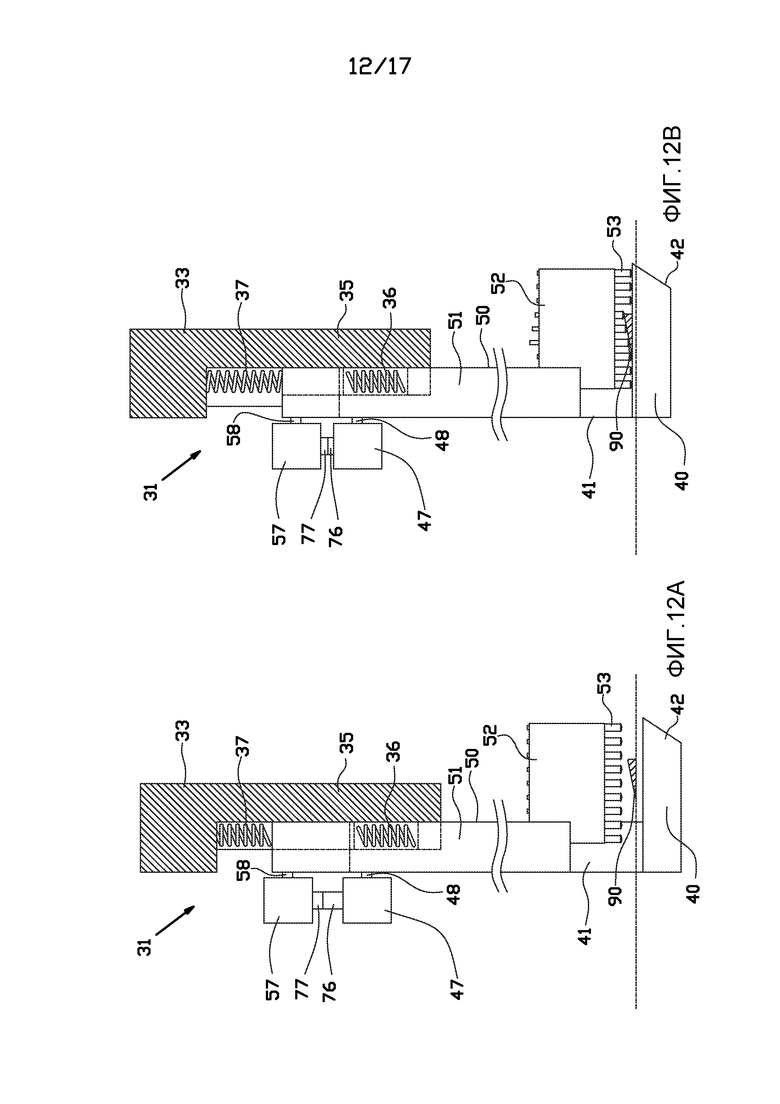
Как показано на фиг.12А и 13D, первое захватное устройство 31 содержит корпус 33, из которого подвешены первый захватывающий элемент 40 и второй захватывающий элемент 50. Корпус 33 соединен с приводом 19, как показано на фиг.2. Первый захватывающий элемент 40 подвешен в положение ниже плоскости подачи, а второй захватывающий элемент 50 подвешен в положение выше плоскости подачи. Первое захватное устройство 31 содержит первый элемент смещения в виде первой пружины 36, которая смещает первый захватывающий элемент 40 так, чтобы перемещаться вверх к второму захватывающему элементу 50, и второй элемент смещения в виде второй пружины 37, которая смещает второй захватывающий элемент 50 так, чтобы перемещаться вниз к первому захватывающему элементу 40. Таким образом, первый захватывающий элемент 40 и второй захватывающий элемент 50 выполнены с возможностью перемещения друг к другу из нерабочего состояния в рабочее состояние для, при взаимодействии, зажима наполнителя 90 в плоскости подачи с двух противоположных сторон. Первая пружина 36 более сильная, чем вторая пружина 37, так что, при вхождении в соприкосновение друг с другом, первый захватывающий элемент 40 поджимает второй захватывающий элемент 50 вверх, как показано на фиг.13А и 14D.
Первый захватывающий элемент 40 содержит ножку 41, продолжающуюся вертикально вниз из корпуса 33, и плоский участок или платформу 42 в дистальном конце ножки 41. Платформа 42 приспособлена для перемещения ниже плоскости подачи в направлении, поперечном направлению подачи Р, в углубления 88, 89 опоры 17, для захвата наполнителя 90 с нижней стороны плоскости подачи. Второй захватывающий элемент 50 содержит ножку 51, продолжающуюся вертикально вниз из корпуса 33, и прижимающий элемент 52 в дистальном конце ножки 51. Прижимающий элемент 52 расположен на одной линии прямо над платформой 42 первого захватывающего элемента 40 для захвата наполнителя 90 сверху плоскости подачи.
Как показано на фиг.12А и 13D и более подробно на фиг.12С-12F, прижимающий элемент 52 содержит множество прижимных штифтов 53, обращенных к платформе 42. Каждый прижимной штифт 53 содержит первую, круглую ось 54, которая установлена с возможностью скольжения в цилиндрическом отверстии 62 прижимающего элемента 52, и вторую ось 55, которая продолжается из нижней части цилиндрического отверстия в прижимающем элементе 52. Вторая ось 55 содержит частично круглую периферию, которая плотно размещается в или в скользящем контакте с цилиндрическим отверстием 62, и некруглую, многогранную или сплющенную периферию. В дистальном конце второй оси 55, прижимной штифт 53 содержит коническую, выпуклую или немного закругленную головку 56 для прижатия к наполнителю 90. Прижимной штифт 53 дополнительно содержит пружину 60 вокруг первой оси 54, которая подпружинивает прижимной штифт 53 таким образом, чтобы перемещать вниз к плоскости передачи. Усилие пружины может также вызывать небольшое вращение прижимного штифта 53 внутри цилиндрического отверстия 62 вокруг продольной оси пружины 60. Прижимной штифт 53 содержит блокировочное кольцо 61, которое предохраняет прижимной штифт 53 от выпадения через цилиндрическое отверстие 62 прижимающих элементов 52.
Ось 54 прижимного штифта 53 выполнена с возможностью оттеснения назад против усилия пружины 60 на короткое расстояние в цилиндрическое отверстие прижимающего элемента 52. Прижимные штифты 53 выполнены таким образом, что отходы, такие как грязь, пыль или резина, не скапливаются и в конечном итоге не блокируют перемещение штифтов 53. В частности, некруглая, многогранная или сплющенная периферийная поверхность или поперечное сечение второй оси 55 уменьшает площадь скользящего контакта второй оси 55 с цилиндрической стенкой цилиндрического отверстия. Предпочтительно, вторая ось 55 содержит по меньшей мере три некруглые или сплющенные поверхности, более предпочтительно, по существу квадратное поперечное сечение с четырьмя одинаковыми поверхностями, как показано в разрезе на фиг.12F, и по желанию больше чем четырьмя некруглыми или плоскими поверхностями. Упомянутые сплющенные или некруглые поверхности второй оси 55 равномерно распределены вдоль периферии оси 55. Упомянутые поверхности, в сочетании с цилиндрической стенкой цилиндрического отверстия 62, образуют зазор между второй осью 55 и цилиндрическим отверстием 62. Упомянутый зазор находится в открытом сообщении с или является открытым для внешней среды на стороне прижимающего элемента 52, обращенной к платформе 42. Под действием гравитации, скапливающиеся отходы просто выпадают из данного зазора, когда прижимной штифт 53 перемещается вверх и вниз в цилиндрическом отверстии 62. При перемещении вверх и вниз прижимного штифта 53, пружина 60 вызывает небольшое вращение прижимного штифта 53 внутри цилиндрического отверстия 62, так что части второй оси 55, которые находятся в скользящем контакте с цилиндрическим отверстием 62, могут выполнять функцию скребков для соскабливания остающихся отходов.
Прижимные штифты 53 могут быть легко извлечены из прижимающего элемента 52 посредством удаления блокировочного кольца 61 и затем вытягивания прижимных штифтов 53 за из головки 56 из цилиндрических отверстий 59. Это важно, поскольку прижимные штифты 53 подвергаются износу и должны регулярно заменяться запасными прижимными штифтами 53.
Как показано на фиг.12D, штифты 53 равномерно распределены по рядам и столбцам на нижней стороне прижимающего элемента 52, образуя по существу квадратную или прямоугольную сетку или решетку прижимных штифтов 53. В качестве альтернативы, штифты 153 могут быть размещены на нижней стороне прижимающего элемента 152 по-другому, например, в сотовом расположении, как показано на фиг.12Е. Такое расположение увеличивает плотность штифтов 153 по площади поверхности, что может приводить к более равномерному распределению усилий по наполнителю и, как результат, меньшим оттискам на наполнителе.
Как показано на фиг.12В, решетка прижимных штифтов 53 второго захватывающего элемента 50 приспособлена, во взаимодействии с платформой 42 первого захватывающего элемента 50, для контактирования, примыкания, зажима и захвата наполнителя 90. Второй захватывающий элемент 50 перемещают к первому захватывающему элементу 40, тем самым перемещая прижимающий элемент 52 к платформе 42 до тех пор, пока прижимные штифты 53 не будут расположены прямо под платформой 42, и наполнитель 90, поддерживаемый на платформе 42, не оказывается зажатым между прижимными штифтами 53 и платформой 42. Вследствие неровного треугольного профиля поперечного сечения наполнителя 90, некоторые прижимные штифты 53 оттесняются назад дальше, чем другие прижимные штифты 53. Таким образом, решетка прижимных штифтов 53 приспосабливается к профилю наполнителя 90 и равномерно оказывает мягкое давление на весь профиль наполнителя 90. Усилие смещения пружины 60 и форму головки 56 выбирают так, что когда головка 56 прижимного штифта 53 контактирует с наполнителем 90, головка 56 не оставляет оттисков на наполнителе 90. Предпочтительно, головка 56 является по возможности плоской, без ослабления захвата наполнителя 90.
Как показано на фиг.12А и 12В, первый захватывающий элемент 40 содержит первое колесо 47, которое вращательно установлено на оси 48. Ось 48 неподвижно прикреплена к ножке 41 первого захватывающего элемента 40. Второй захватывающий элемент 50 содержит второе колесо 57, которое вращательно установлено на оси 58. Ось 58 неподвижно прикреплена к ножке 51 второго захватывающего элемента 50. Оси 48, 58 расположены относительно ножек 41, 51 таким образом, что колеса 47, 57 расположены на небольшом расстоянии друг от друга.
Как показано на фиг.1, установка 1 для сборки шин содержит первый клин 71 и второй клин 72, которые расположены в или около первого начального положения Х1 и первого конечного положения Y1, соответственно, для первого захватного устройства 31. Установка 1 для сборки шин содержит третий клин 71 и четвертый клин 72, которые расположены в или около второго начального положения Х2 и второго конечного положения Y2, соответственно, для второго захватного устройства 32. Установка 1 для сборки шин содержит приводы 15, такие как поршни или линейные приводы, которые приспособлены для активного управления положениями или перемещением клиньев 71-74 к или от их соответствующих положений Х1, Х2, Y2, Y2 и таким образом для перемещения клиньев 71-74 к и от захватных устройств 31, 32, когда они находятся в одном из положений Х1, Х2, Y2, Y2.
Как показано на фиг.13А-D, каждый клин 71-74 содержит выступ 75, который направлен на соответствующее захватное устройство 31, 32. На фиг.13А-D показано только первое захватное устройство 31. В смещенном состоянии, колеса 47, 57 первого захватного устройства 31 расположены друг от друга на расстоянии, которое меньше чем выступ 75. Если смотреть в продольном направлении рельсовых направляющих 13, 14, то колеса 47, 57 приспособлены для вхождения в примыкание с выступом 75, предпочтительно, первое колесо 47 первым. Как показано на фиг.1-11, управление захватными устройствами 31, 32 осуществляется посредством их соответствующих линейных приводов или зубчатых ремней для перемещения циклами из их соответствующих конечных положений Y1, Y2 в их соответствующие начальные положения Х1, Х2 и обратно. Когда захватные устройства 31, 32 находятся в начальных положениях Х1, Х2 и в конечных положениях Y1, Y2, соответствующие клинья 71-74 приводятся в движение между захватными устройствами 31, 32 посредством их соответствующих приводов 15. Клинья 71-74 вынуждают двигаться или приводятся в движение между колесами 47, 57 первого захватывающего элемента 40 и второго захватывающего элемента 50, тем самым удаляя друг от друга захватывающие элементы 40, 50 вопреки смещению их соответствующих элементов 36, 37 смещения.
Как более подробно показано на фиг.13А-13D, выступ 75 каждого клина 71-74 содержит первую поверхность 76 качения и вторую поверхность 77 качения. Поверхности 76, 77 качения сближаются в форме клина, который должен быть вставлен в или отведен из середины между первым колесом 47 и вторым колесом 57 соответствующего захватного устройства 31, 32. Первая поверхность 76 качения приспособлена для вхождения в примыкание с первым колесом 47 и для перемещения первого колеса 47 в направлении вниз вопреки усилию первого элемента 36 смещения. Вторая поверхность 77 качения приспособлена для вхождения в примыкание с вторым колесом 57 и для перемещения второго колеса 57 в направлении вверх вопреки усилию второго элемента 37 смещения. Перемещение колес 47, 57 вызывает удаление соответствующих захватывающих элементов 40, 50 друг от друга.
Профили кривизны поверхностей 76, 77 качения выполнены на основе требуемого действия захватывающих элементов 40, 50, когда они перемещаются. В данном примере, поверхности 76, 77 качения имеют плавную конфигурацию с прямолинейными участками, которые соединяются друг с другом через закругленные переходы. Кроме того, поверхности 76, 77 качения выполнены таким образом, что первое колесо 47 будет входить в контакт с первой поверхностью 76 качения раньше, чем второе колесо 57 будет входить в контакт с второй поверхностью 77 качения. Однако для специалиста в данной области техники будет очевидно, что могут быть образованы другие поверхности качения, вызывающие аналогичное или эквивалентное действие. Например, поверхности 76, 77 качения могут быть разделены на большее количество участков, меньшее количество участков или содержать участки, имеющие более плавную или более прямолинейную форму, или их сочетания. В конкретном варианте осуществления (не показанном), профиль второй поверхности 77 качения в нижней части выступа 75 четвертого клина 74 имеет меньшую разность высот по сравнению с другими клиньями 71-73, так что первый захватывающий элемент 40 второго захватного устройства 32 лишь немного размыкается. Это позволяет заднему концу 94 следующей ленты 92 наполнителя высвобождаться в пределах ограниченного пространства, доступного в держателе 2 борта около второго конечного положения Y2.
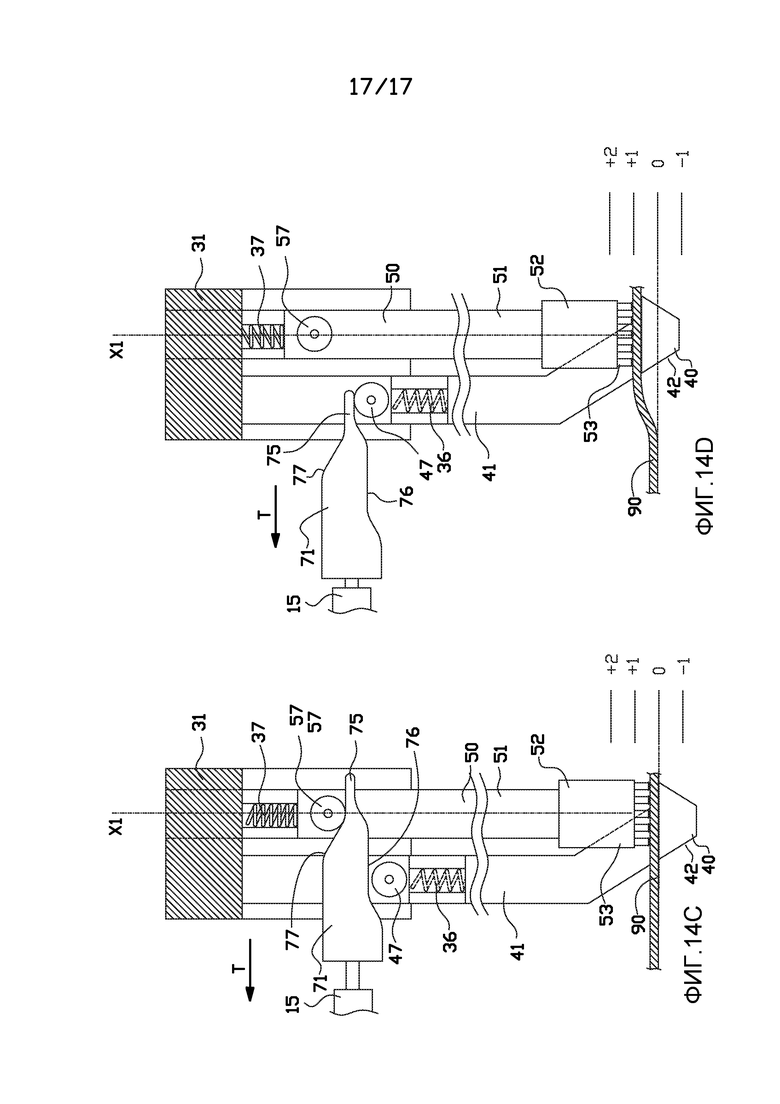
На фиг.13А-13D схематично показаны четыре последовательных этапа вставки первого клина 71 между колесами 47, 57 первого захватного устройства 31, когда первое захватное устройство 31 находится на заднем плане BG, как показано на фиг.2. Данные этапы являются также характерными для второго захватного устройства 32 и третьего клина 73. На фиг.13D, захватывающие элементы 40, 50 первого захватного устройства 31 полностью разведены друг от друга, и первое захватное устройство 31 смещено в полностью нерабочее состояние. Для того чтобы показать степень упомянутого смещения, добавлены опорные линии, показывающие уровни высоты захватывающих элементов 40, 50, при этом уровень «0» представляет собой уровень плоскости подачи или поверхности 18 резания опоры 17. Уровни «+1» и «+2» обозначают относительные уровни выше плоскости подачи и уровень «-1» обозначает относительный уровень ниже плоскости подачи. На фиг.14А-14D схематично показаны четыре последовательных этапа отвода первого клина 71 из положения между колесами 47, 57 первого захватного устройства 31, когда первое захватное устройство 31 находится на переднем плане FG в соответствии с фиг.4. Колеса 47, 57 имеют возможность снова перемещаться друг к другу, поскольку они подвергаются смещению посредством элементов 36, 37 смещения. В результате соответствующие захватывающие элементы 40, 50 будут перемещаться друг к другу и первое захватное устройство 31 переместится в рабочее положение, в котором первое захватное устройство 31 будет осторожно захватывать наполнитель 90.
Как показано на фиг.1, установка 1 для сборки шин дополнительно содержит зажим-аппликатор 80 для приема наполнителя 90 из первого захватного устройства 31 и переноса наполнителя 90 на зажим 23 наполнителя. Для этой цели зажим-аппликатор 80 содержит зажимающий рычаг 81 для зажима наполнителя 90 и платформу 82 для поддержки зажатого наполнителя 90 в плоскости подачи. В данном примере, зажимающий рычаг 81 содержит прижимающий элемент 83, содержащий такие же прижимные штифты, которые описаны по отношению к захватным устройствам 31, 32. Аналогичным образом, зажим 23 наполнителя может быть также подобен в работе зажимным устройствам 31, 32 тем, что он содержит платформу 24 и прижимающий элемент 25, содержащий такие же прижимные штифты, которые описаны по отношению к захватным устройствам 31, 32.
В приведенном ниже описании, способ наложения наполнителя 90 на борт 95, чтобы образовать узел борт-наполнитель для невулканизированной шины, будет описан на основе фиг.1-11, с редкой ссылкой на детали фиг.12А-12F, 13А-13D и 14А-D.
На фиг.1-11 показаны этапы одного цикла захватных устройств 31, 32 во время по существу непрерывного процесса. Упомянутый непрерывный процесс обычно включает в себя множество циклов захватных устройств 31, 32 при многократно повторяющемся разрезании по существу непрерывного наполнителя 90 для получения следующей ленты 92 и затем перемещении и наложении упомянутой следующей ленты 92 на следующие борта 95 в держателе 2 борта.
Обычно, в начальной точке примерного цикла, предыдущая лента 91 наполнителя наложена вокруг борта 95 и образующийся в результате узел 91, 95 борт-наполнитель готов для удаления с держателя 2 борта. В то же время, следующий отрезок наполнителя 90 отрезают посредством режущего устройства 12 от свежеформованного наполнителя 90 для получения следующей ленты 92, имеющей определенную длину. Затем захватные устройства 31, 32 возвращают в их начальные положения Х1, Х2, чтобы подхватывать передний конец 93 оставшегося свежеформованного наполнителя 90 и направлять задний конец 94 позднее отрезанной ленты 92 наполнителя к борту 95. Передний конец 93 формованного наполнителя 90 перемещают к борту 95 и затем переносят посредством зажима-аппликатора 80 к зажиму 23 наполнителя, в то же время при упомянутом перемещении задний конец 94 следующей ленты 92 накладывают на борт 95.
Во время каждого перемещения заднего конца 94 следующей ленты 92 посредством второго захватного устройства 32 из второго начального положения Х2 во второе конечное положение Y2, передний конец 93 только что свежеформованного наполнителя 90 уже захватывается первым захватным устройством 31 и перемещается из первого начального положения Х1 в первое конечное положение Y1 к борту 95, где он переносится посредством зажима-аппликатора 80 к зажиму 23 наполнителя. Таким образом, в каждом следующем цикле, первое захватное устройство 31 может точно отслеживать или перемещаться вместе с вторым захватным устройством 32, тем самым перемещая и подготавливая свежеформованный наполнитель 90 к отрезанию куска определенной длины для последующего наложения в качестве следующей ленты 92 наполнителя на борт 95 непосредственно впереди по ходу от уже наложенной ленты 91.
В приведенном ниже описании более подробно описан только один цикл захватных устройств 31, 32.
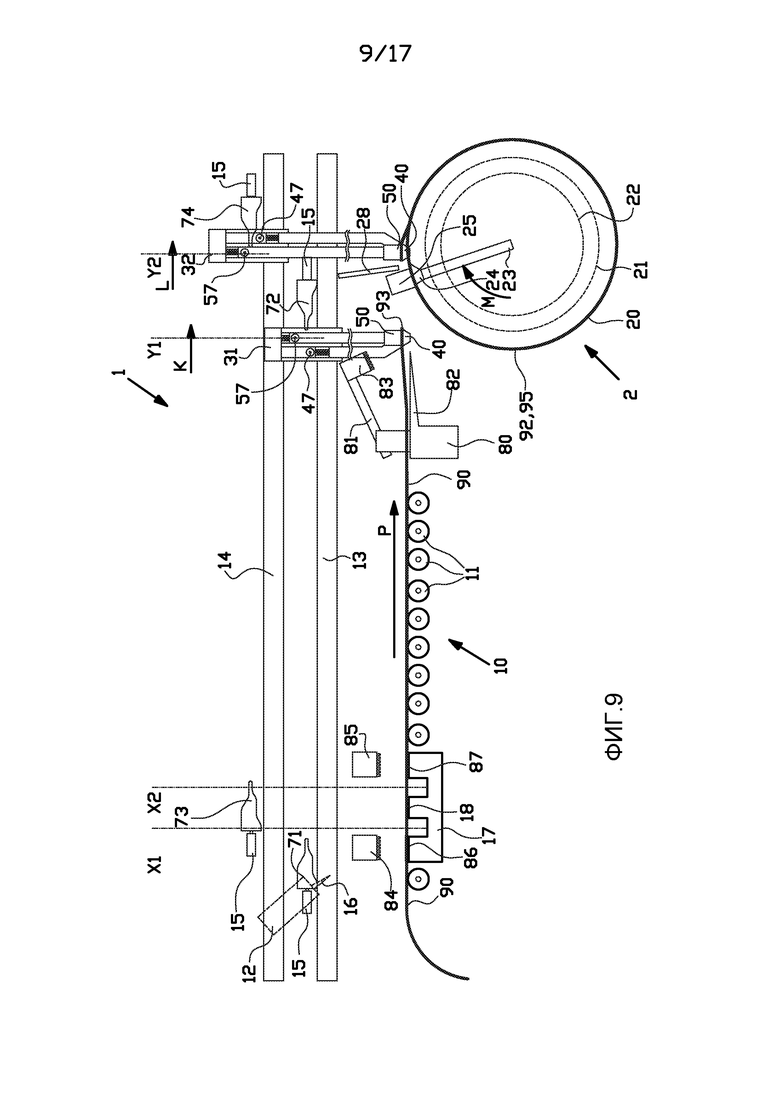
На фиг.1 показано положение, в котором предыдущая лента 91 наполнителя уже наложена на борт 95 на держателе 2 борта. Этапы наложения предыдущей ленты 91 наполнителя здесь не описаны, поскольку данные этапы будут описаны ниже по отношению к следующей ленте 92 в следующем цикле. Клинья 72, 74 вынуждают захватывающие элементы 40, 50 захватных устройств 31, 32 удаляться друг от друга. Первое захватное устройство 31, второе захватное устройство 32 и зажим 23 наполнителя разомкнуты. Теперь узел 91, 95 борт-наполнитель может быть удален.
Во время предыдущего цикла свежеформованный непрерывный наполнитель 90 получают из экструдера (не показанного) и подают к опоре 17, как показано стрелкой А подачи. Его передний конец 93 перемещен посредством первого захватного устройства 31 во время предыдущего цикла захватных устройств 31, 32. Этапы перемещения переднего конца 93 свежеформованного наполнителя 90 здесь не описаны, поскольку данные этапы будут описаны ниже по отношению к следующему циклу. При этом важно отметить, что свежеформованный наполнитель 90 зажат посредством зажима-аппликатора 80 около его переднего конца 93. Захватные устройства 31, 32 находятся в их соответствующих конечных положениях Y1, Y2.
Как показано на фиг.1, новый цикл начинается с зажима свежеформованного наполнителя 90 с обеих сторон поверхности 18 резания посредством зажимающих блоков 84, 85 и в его переднем конце 93 посредством зажима-аппликатора 80, чтобы зафиксировать его положение. Такой зажим свежеформованного наполнителя 90 может быть осуществлен уже во время последних этапов предыдущего цикла, как будет показано ниже. После зажима, нож режущего устройства 12 перемещают в направлении В резания, чтобы разрезать свежеформованный наполнитель 90 на опоре 17 для получения следующей ленты 92 наполнителя требуемой длины. Разрез образует задний конец 94 для следующей ленты 92 наполнителя позади по ходу от опоры 17 и одновременно образует передний конец 93 для оставшегося свежеформованного наполнителя 90 впереди по ходу от опоры 17.
На фиг.1 первое захватное устройство 31 и второе захватное устройство 32 остановлены, застопорены или неподвижны относительно наполнителя 90 в их соответствующих конечных положениях Y1, Y2. В их конечных положениях Y1, Y2, захватывающие элементы 40, 50 удалены друг от друга посредством клиньев 72, 74, так что платформа 42 и прижимающий элемент 52 осторожно разжали наполнитель 90. Таким образом, захватные устройства 31, 32 могут быть безопасно отведены с переднего плана FG на задний план BG без повреждения наполнителя 90, как показано стрелкой на фиг.2.
В положении, показанном на фиг.1, клинья 71, 73 в начальных положениях Х1, Х2 перемещаются управляемым способом посредством их соответствующих приводов 15 в направлениях, показанных стрелками Q и Z, чтобы подготовиться к приходу захватных устройств 31, 32 в начальные положения Х1, Х2.
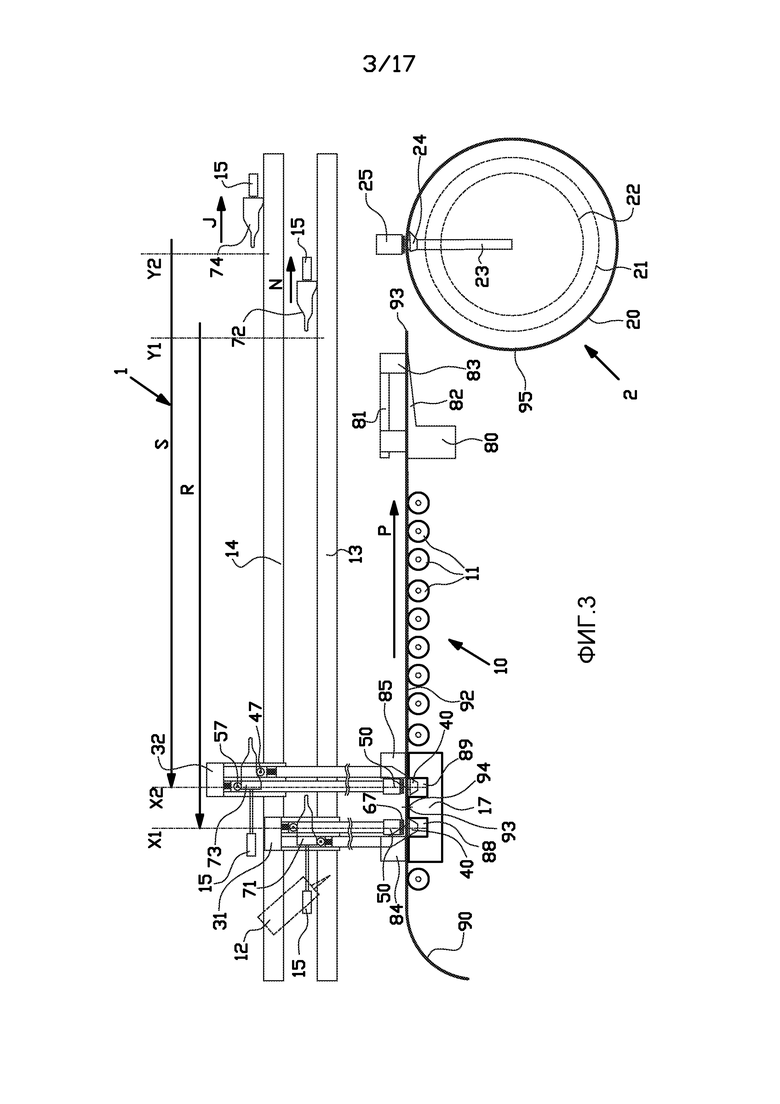
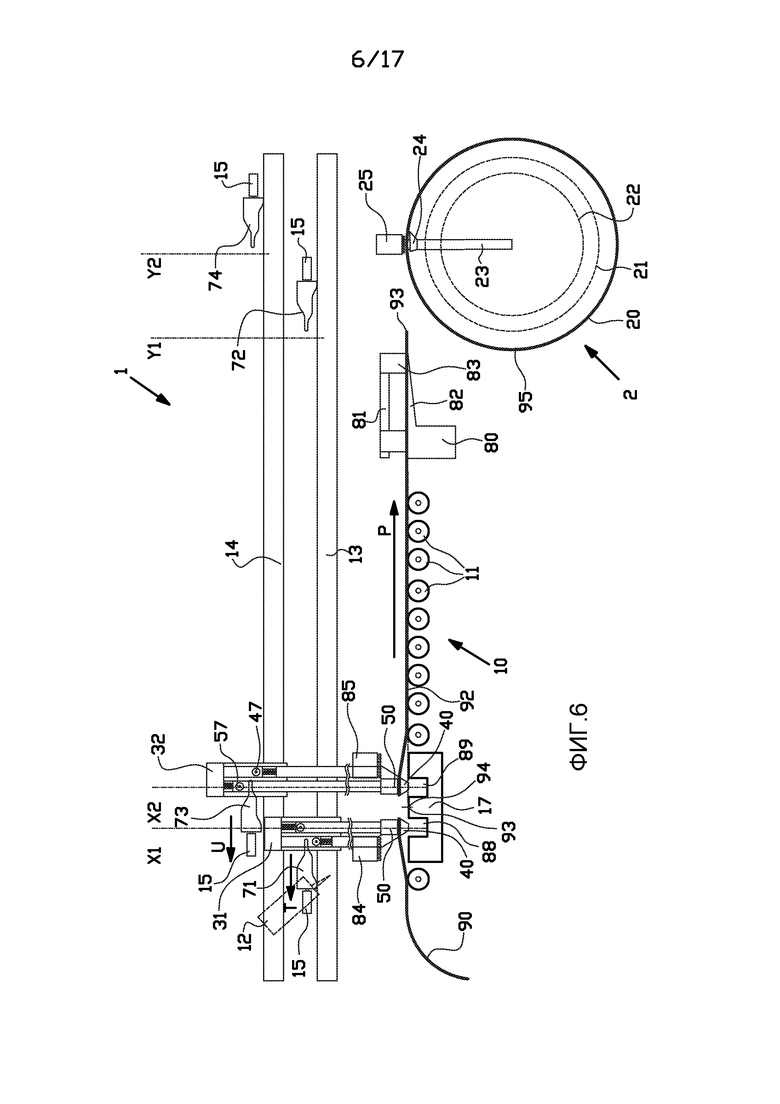
На фиг.3 показано положение, в котором уже собранный узел 91, 95 борт-наполнитель удален из держателя 2 борта, и новый борт 95 установлен на держателе 2 борта. Во время или вскоре после разрезания свежеформованного наполнителя 90 для получения очередной ленты 92 наполнителя, зубчатые ремни или линейные приводы захватных устройств 31, 32 приводятся в действие для перемещения захватных устройств 31, 32 на заднем плане BG вдоль рельсовых направляющих 13, 14 обратно в их соответствующие начальные положения Х1, Х2, как показано стрелками R и S отвода. После того как захватные устройства 31, 32 оставили их конечные положения Y1, Y2, клинья 72, 74 в конечном положении Y1, Y2 отводятся посредством их соответствующих приводов 15 в направлениях, показанных стрелками J и N, чтобы подготовиться к следующему приходу захватных устройств 31, 32 в конечные положения Y1, Y2.
Когда оба захватных устройства 31, 32 приходят в их соответствующие начальные положения Х1, Х2, они сразу же задвигаются полностью на их соответствующие клинья 71, 73. Это экономит время в цикле, но не существенно. Захватные устройства 31, 32 могут также приходить в начальные положения Х1, Х2, после чего осуществляется управление клиньями 71, 73, чтобы противодействовать смещению. Клинья 71, 73 оба удлиненны к захватным устройствам 31, 32, посредством их соответствующих приводов 15 приводят в движение захватывающие элементы 40, 50, удаляя их друг от друга в нерабочее состояние. На фиг.13А-D более подробно показаны последовательные этапы размыкания первого захватного устройства 31. Размыкание второго захватного устройства осуществляется аналогичным образом.
На фиг.13А показано положение, в котором захватывающие элементы 40, 50 первого захватного устройства 31 придвинуты друг к другу в соответствии с их смещением в рабочее положение. Усилие первой пружины 36, действующее на первый захватывающий элемент 40, больше чем усилие второй пружины 37, действующее на второй захватывающий элемент 50. В результате, захватывающие элементы 40, 50 сдвинуты совместно в поднятое положение, немного выше плоскости подачи, как показано линией «+1».
На фиг.13В показано положение, в котором первое захватное устройство 31 переместилось дополнительно в обратном направлении R. Первое колесо 47 первого захватывающего элемента 40 вошло в примыкание и продвинулось вдоль нижней стороны первой поверхности 76 качения первого клина 71. Поверхность 76 качения перемещает первый захватывающий элемент 40 так, чтобы он перемещался вниз до уровня «0». Кроме того, вследствие упомянутого соотношения между усилиями смещения, второй захватывающий элемент 50 перемещается совместно с первым захватывающим элементом 40 до уровня «0».
На фиг.13С показано положение, в котором первое захватное устройство 31 переместилось дополнительно в обратном направлении R. Первое колесо 47 переместилось дополнительно вдоль нижней стороны первой поверхности 76 качения, но еще не сместилось дополнительно вниз. Второе колесо 57 вошло в примыкание с второй поверхностью 77 качения и в данный момент перемещается в направлении вверх. В результате, второй захватывающий элемент 50 переместился до уровня «+2», значительно выше наполнителя 90 на переднем плане.
На фиг.13D показано положение, в котором первое захватное устройство 31 достигло первого начального положения Х1. Первое захватное устройство 31 теперь полностью приводится в движение по первому клину 71. Первый захватывающий элемент 40 максимально смещен посредством первой поверхности 76 качения до уровня «-1», немного ниже наполнителя 90 на переднем плане.
В положении, показанном на фиг.3, первое захватное устройство 31 и второе захватное устройство 32 остановлены, застопорены или неподвижны относительно наполнителя 90 в их соответствующих начальных положениях Х1, Х2, оба в нерабочем состоянии, как показано на фиг.13D. Таким образом, захватные устройства 31, 32 могут быть безопасно перемещены с заднего плана BG на передний план FG без повреждения наполнителя 90, как показано стрелкой на фиг.4.
На фиг.5 показано положение, в котором захватные устройства 31, 32 задвинуты в углубления 88, 89 опоры 17. Первое захватное устройство 31 в первом углублении 89 опоры 17 выровнено с его первым захватывающим элементом 40 прямо под и его вторым захватывающим элементом 50 прямо над передним концом 93 свежеформованного наполнителя 90, который остался после отрезания, впереди по ходу от опоры 17. Второе захватное устройство 32 во втором углублении 88 опоры 17 выровнено с его первым захватывающим элементом 40 прямо под и его вторым захватывающим элементом 50 прямо над задним концом 94 следующей ленты 92, позади по ходу от опоры 17. Теперь клинья 71, 73 могут быть постепенно отведены в направлениях, показанных стрелками Т и U, чтобы позволить захватывающим элементам 40, 50 перемещаться друг к другу в соответствии с их смещением. На фиг.14А-D показаны последовательные этапы замыкания первого захватного устройства 31. Замыкание второго захватного устройства 32 осуществляется аналогичным образом.
На фиг.14А показано положение, в котором захватывающие элементы 40, 50 первого захватного устройства 31 максимально разведены посредством первого клина 71. Данное положение аналогично положению, показанному на фиг.13D, за исключением того, что первое захватное устройство 31 теперь выдвинуто на передний план. Таким образом, платформа 42 первого захватывающего элемента 40 и прижимающий элемент 52 второго захватывающего элемента 50 теперь расположены прямо под и над наполнителем 90, соответственно. Для того чтобы осторожно захватить наполнитель 90, первый клин 71 активно отводят в направлении отвода, показанном стрелкой Т.
На фиг.14В показано положение, в котором первый клин 71 частично отведен в направлении Т отвода. Первое колесо 47 первого захватывающего элемента 40 продвинулось вдоль первой поверхности 76 качения и постепенно может перемещаться вверх. В результате первый захватывающий элемент 40 может перемещаться вверх до уровня «0» в соответствии с его смещением. Платформа 42 первого захватывающего элемента 40 входит в примыкание с наполнителем 90 с нижней стороны. Второе колесо 57 второго захватывающего элемента 50 перемещается по второй поверхности 77 качения, но еще не может перемещаться вниз.
На фиг.14С показано положение, в котором первый клин 71 дополнительно отведен в направлении Т отвода. Второе колесо 57 доходит до ската по изгибу второй поверхности 77 качения и таким образом может перемещаться вниз. В результате, второй захватывающий элемент 50 теперь может перемещаться вниз в соответствии с его смещением до уровня «0». Прижимающий элемент 52 теперь осторожно приводится в примыкание с наполнителем 90 сверху. Таким образом, наполнитель 90 зажимается с двух сторон захватывающими элементами 40, 50 на уровне «0».
Первое захватное устройство 31 теперь находится в рабочем положении. Первое захватное устройство 31 захватило передний конец 93 свежеформованного наполнителя 90, впереди по ходу от поверхности 18 резания, а второе захватное устройство 32 осторожно захватило задний конец 94 следующей ленты 92 наполнителя.
На фиг.6 показано положение, в котором зажимающие блоки 84, 85 подняты до такого уровня, что прижимающие элементы 52 захватных устройств 31, 32 могут проходить внизу. Это может быть осуществлено безопасно, поскольку, в предыдущем положении, показанном на фиг.5, передний конец 93 наполнителя 90 и задний конец 94 следующей ленты 92 наполнителя уже надежно удерживаются захватными устройствами 31, 32. После того как зажимающие блоки 84, 85 подняты, клинья 71, 73 полностью отводят в направлениях, показанных стрелками Т и U.
Как показано на фиг.14D, дополнительный отвод первого клина 71 в направлении Т отвода позволяет захватывающим элементам 40, 50 первого захватного устройства 31 перемещаться в их смещенное положение. Захватывающие элементы 40, 50, еще неподвижные, совместно поднимаются до уровня «+1». Теперь нижние захватывающие элементы 40 захватных устройств 31, 32 освобождены от опоры 17 и могут быть перемещены над опорой 17 к борту 95 без повреждения наполнителя 90 или следующей ленты 92 наполнителя.
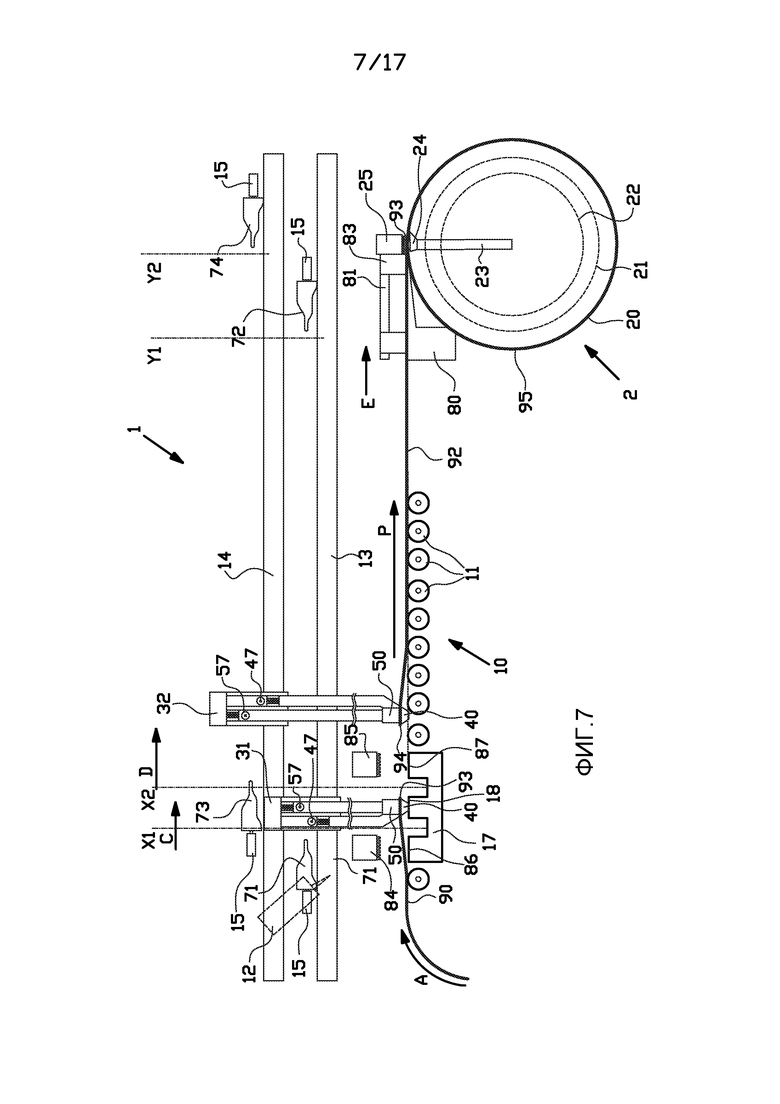
На фиг.7 показано положение, в котором осуществляется управлением зубчатым ремнем или линейным приводом первой направляющей 13 для перемещения первого захватного устройства 31 из первого начального положения Х1, как показано стрелкой С. Одновременно осуществляется управление зубчатым ремнем второй направляющей 14 для перемещения второго захватного устройства 32 из второго начального положения Х2, как показано стрелкой D. Первое захватное устройство 31 оттягивает передний конец 93 свежеформованного наполнителя 90 за поверхность 18 резания опоры 17. Второе захватное устройство 32 направляет задний конец 94 следующей ленты 92 наполнителя, при этом передний конец 93 следующей ленты 92 наполнителя захвачен и подтягивается посредством зажима-аппликатора 80 в направлении Е наложения. Зажим-аппликатор 80 и второе захватное устройство 32 приводятся в движение синхронно для перемещения следующей ленты 92 наполнителя управляемым способом к борту 95.
В положении, показанном на фиг.7, передний конец 93 следующей ленты 92 наполнителя, или по меньшей мере его часть, продолжающаяся за зажимом-аппликатором 80, вставлена в зажим 23 наполнителя.
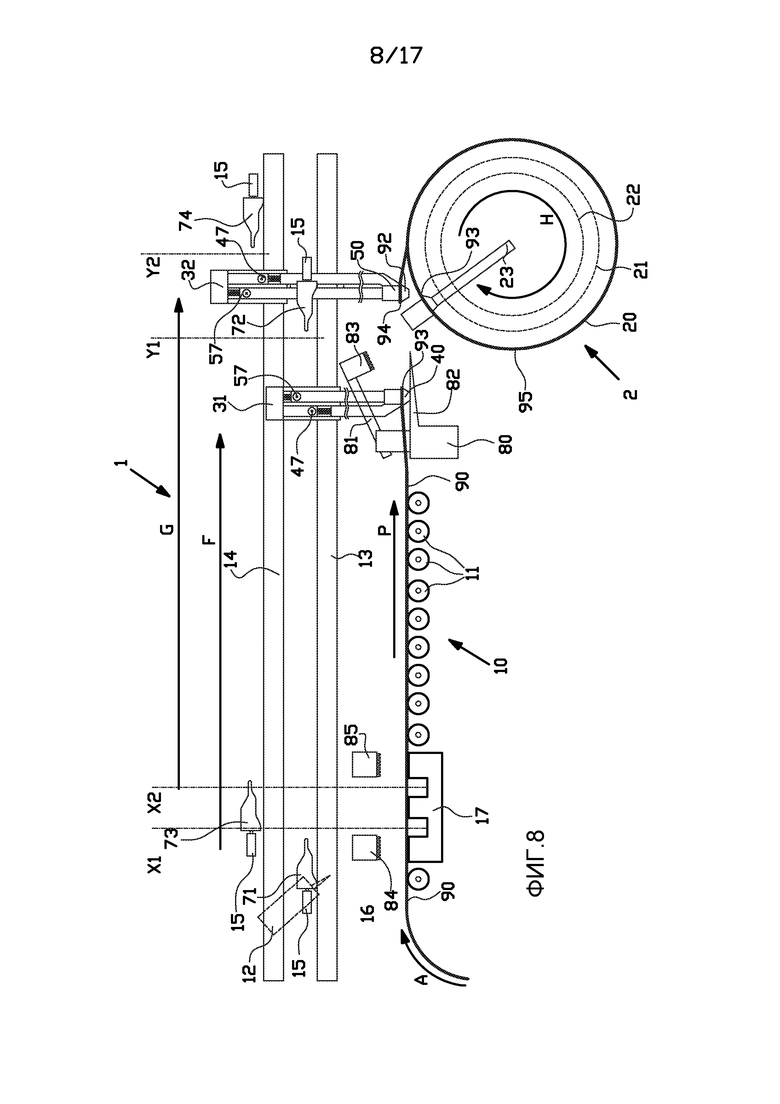
На фиг.8 показано положение, в котором осуществляется управление зажимом 23 наполнителя таким образом, чтобы прижать передний конец 93 следующей ленты 92 наполнителя к борту 95. Передний конец 93 следующей ленты 92 наполнителя теперь перенесен с зажима-аппликатора 80 на зажим 23 наполнителя. Зажим-аппликатор 80 размыкается, первоначально вертикально и затем при повороте, чтобы высвободить следующую ленту 92 наполнителя. Затем зажим 23 наполнителя вращают концентрически вокруг оси держателя 2 борта в направлении Н вращения, чтобы отслеживать реальную периферийную поверхность 20 барабана или виртуальную траекторию барабана. Во время вращения зажима 23 наполнителя в направлении Н вращения, следующую ленту 92 наполнителя натягивает вокруг или вдоль борта 95, вынуждая следующую ленту 92 наполнителя приклеиваться к борту 95. Следующую ленту 92 наполнителя накладывают на внешнюю сторону борта 95, перпендикулярную плоскости, в которой продолжается борт 95.
Зубчатым ремнем или линейным приводом второй рельсовой направляющей 14 управляют так, чтобы перемещать второе захватное устройство 32 синхронно с вращением Н зажима 23 наполнителя во втором направлении G перемещения, параллельном направлению подачи Р, в положение на небольшом расстоянии от второго конечного положения Y2. Таким образом, следующая лента 92 наполнителя может быть наложена на борт 95 управляемым способом, будучи зажатой в обоих концах 93, 94.
Одновременно, зубчатым ремнем или линейным приводом первой направляющей 13 управляют таким образом, чтобы перемещать первое захватное устройство 31 дополнительно в первом направлении F перемещения, параллельном направлению подачи Р. Первое захватное устройство 31 тянет передний конец 93 свежеформованного наполнителя 90, тем самым перемещая свежеформованный наполнитель 90 по роликовому транспортеру 10 в направлении подачи Р. Как уже было описано выше, зажим-аппликатор 80 размыкают посредством поворота. Это позволяет первому захватному устройству 31 со свежеформованным наполнителем 90 перемещаться за зажим-аппликатор 80 в положение в или около зажима-аппликатора 80. В этом положении, первое захватное устройство 31 находится на небольшом расстоянии от его первого конечного положения Y1.
На фиг.9 показано положение, в котором зажим 23 наполнителя повернут дополнительно в направлении М вращения и почти совершил полный оборот вокруг реальной периферийной поверхности 20 или виртуальной траектории барабана держателя 2 борта. Зубчатыми ремнями или линейными приводами рельсовых направляющих 31, 32 управляют таким образом, чтобы перемещать захватные устройства 31, 32 в их соответствующие конечные положения Y1, Y2, как показано стрелками К и L. Передний конец 93 следующей ленты 92 наполнителя подтягивают в положение прямо над, еще и в непосредственной близости к заднему концу 94 данной ленты 92. Начиная с этого момента осуществляются этапы, аналогичные этапам, показанным на фиг.14А-D и фиг.13А-D, но в обратном порядке и в отношении конечных положений Y1, Y2. Данные этапы будут описаны ниже с редкой ссылкой на фиг.14А-D и фиг.13А-D.
В положении, показанном на фиг.9, захватные устройства 31, 32 остановлены или удерживаются неподвижными в их соответствующих конечных положениях Y1, Y2, а клинья 72, 74 в конечных положениях Y1, Y2 могут быть приведены в движение управляемым способом посредством их соответствующих приводов 15 для перемещения к захватным устройствам 31, 32.
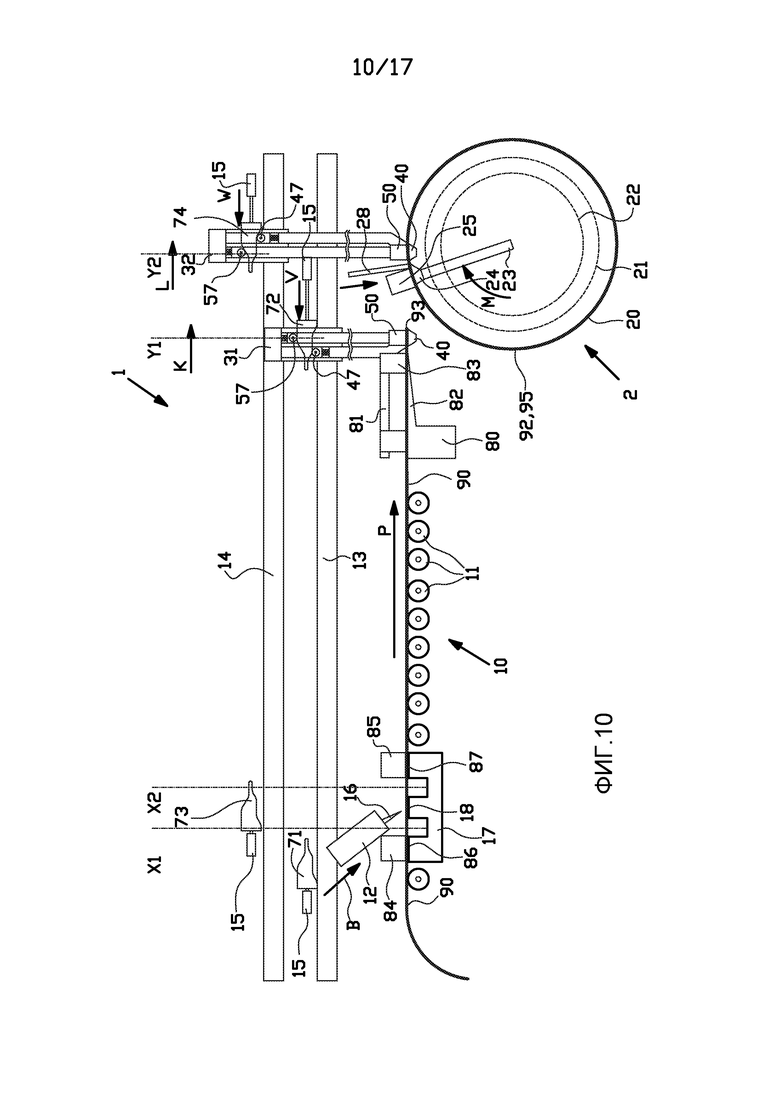
На фиг.10, клинья 72, 74 только частично вставлены между захватывающими элементами 40, 50 захватных устройств 31, 32. Это вынуждает оба захватных устройства 31, 32 осторожно опускаться до уровня «0», как показано на фиг.14С. В результате, передний конец 93 свежеформованного наполнителя 90 осторожно размещается на платформе 82 зажима-аппликатора 80. Сразу после этого зажим-аппликатор 80 замыкается. Прижимающий элемент 83 на конце зажимающего рычага 81, во взаимодействии с платформой 82, осторожно захватывает свежеформованный наполнитель 90 на небольшом расстоянии впереди по ходу от того места, где первое захватное устройство 31 захватывает свежеформованный наполнитель 90 в его переднем конце 94. В этот момент, свежеформованный наполнитель 90 удерживается посредством как первого зажимного устройства 31, так и зажима-аппликатора 80.
Одновременно или сразу после зажима переднего конца 93 свежеформованного наполнителя 90 посредством зажима 80 аппликатора, зажимающие блоки 84, 85 снова приводятся в зажимающее примыкание со свежеформованным наполнителем в зажимающих поверхностях 86, 87 с обеих сторон опоры 17. Теперь свежеформованный наполнитель 90 полностью контролируется и может быть разрезан в соответствии с этапами, описанными со ссылкой на фиг.1. Таким образом, цикл может быть повторен для очередной следующей ленты 92 наполнителя.
Кроме того, на фиг.10 задний конец 94 следующей ленты 92 наполнителя осторожно приводится посредством второго захватного устройства 32 в перекрывающий контакт или примыкание с задним концом 94 упомянутой следующей ленты 92 наполнителя, чтобы образовать соединение внахлестку с передним концом 93 данной ленты 92. Пока передний конец 93 следующей ленты 92 наполнителя захвачен зажимом 23 наполнителя, а задний конец 94 следующей ленты 92 наполнителя захвачен вторым захватным устройством 32, прошивочный ролик 28 прижимается к соединению внахлестку между передним концом 93 и задним концом 94, чтобы сшить упомянутое соединение и образовать очередную ленту 92 наполнителя вокруг или вдоль борта 95, чтобы образовать бесконечный, по существу круговой узел борт-наполнитель.
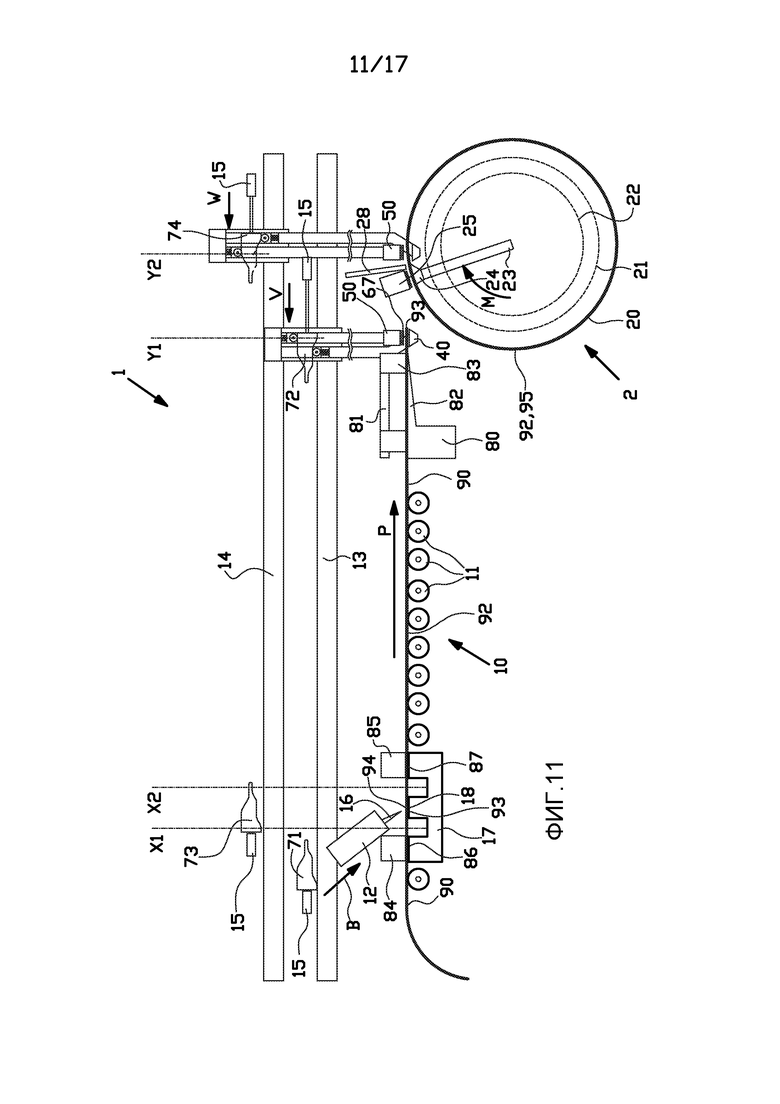
На фиг.11 показано положение, в котором клинья 72, 74 в конечных положениях Y1, Y2 продолжают перемещаться управляемым способом посредством их соответствующих приводов 15 в направлении стрелок V и W. При этом клинья 72, 74 полностью вставлены между захватывающими элементами 40, 50 захватных устройств 31, 32. В результате, захватывающие элементы 40, 50 захватных устройств 31, 32 полностью разведены в нерабочее положение, как показано на фиг.14А. В результате, захватывающие элементы 40, 50 захватных устройств 31, 32 удалены друг от друга и уже не находятся в контакте с передним концом 93 свежеформованного наполнителя 90 и задним концом 94 следующей ленты 92 наполнителя, соответственно.
Начиная от положения, показанного на фиг.11, цикл в соответствии с фиг.1-10 может повторяться снова и снова. В частности, начиная от положения, показанного на фиг.11, можно безопасно снова перемещать захватные устройства 31, 32 с переднего плана FG на задний план BG, как показано на фиг.2, без повреждения впоследствии накладываемой ленты 92 наполнителя или очередной следующей ленты наполнителя 92 следующего цикла. Наложенная следующая лента 92 наполнителя может рассматриваться как уже наложенная лента 91 для следующего цикла. Узел 92, 95 борт-наполнитель, который получен в результате предыдущего цикла, может быть удален, и вышеупомянутый цикл может быть повторен для свежеформованного наполнителя 90, который должен быть разрезан для получения новой следующей ленты 92 наполнителя на фиг.1.
Таким образом, настоящее изобретение относится к установке для сборки шин для наложения наполнителя на борт, чтобы образовать узел борт-наполнитель для невулканизированной шины, причем упомянутая установка для сборки шин содержит первое захватное устройство и второе захватное устройство, причем упомянутое первое захватное устройство выполнено с возможностью перемещения между первым начальным положением и первым конечным положением, а второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением, причем упомянутое первое захватное устройство и упомянутое второе захватное устройство подвергаются смещению так, чтобы захватывать наполнитель, причем упомянутая установка для сборки шин содержит клинья, которые приспособлены для противодействия упомянутому смещению захватных устройств.
Необходимо понимать, что приведенное выше описание включено для иллюстрации работы предпочтительных вариантов осуществления и не ограничивает объем изобретения. Из приведенного выше описания для специалиста в данной области техники будет очевидно множество изменений, которые находятся в пределах сущности и объема настоящего изобретения.
Изобретение относится к установке для сборки шин для наложения лент наполнителя на борт. Техническим результатом является упрощение конструкции установки. Технический результат достигается в установке для сборки шин для наложения лент наполнителя на борт с образованием узла борт-наполнитель для невулканизированной шины. Установка содержит держатель борта для удерживания бортов. Причем установка для сборки шин содержит первое захватное устройство и второе захватное устройство для захвата и перемещения лент наполнителя в направлении подачи к борту. При этом первое захватное устройство выполнено с возможностью перемещения между первым начальным положением и первым конечным положением, а второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением. Причем установка для сборки шин содержит первый клин, второй клин, третий клин и четвертый клин. При этом первое захватное устройство и второе захватное устройство выполнены с возможностью смещения в рабочее положение, в котором захватные устройства захватывают ленты наполнителя. Причем клинья выполнены с возможностью противодействия смещению захватных устройств, когда захватные устройства находятся в одном из начальных положений или конечных положений. 3 н. и 30 з.п. ф-лы, 25 ил.
1. Установка для сборки шин для наложения лент наполнителя на борта, чтобы образовать узел борт-наполнитель для невулканизированной шины, содержащая держатель борта для удерживания бортов, причем установка для сборки шин содержит первое захватное устройство и второе захватное устройство для захвата и перемещения лент наполнителя в направлении подачи к борту, при этом первое захватное устройство выполнено с возможностью перемещения между первым начальным положением и первым конечным положением, а второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением, причем установка для сборки шин содержит первый клин, второй клин, третий клин и четвертый клин, при этом первое захватное устройство и второе захватное устройство выполнены с возможностью смещения в рабочее положение, в котором захватные устройства захватывают ленты наполнителя, причем клинья выполнены с возможностью противодействия смещению захватных устройств, когда захватные устройства находятся в одном из начальных положений или конечных положений.
2. Установка для сборки шин по п. 1, выполненная с возможностью перемещения лент наполнителя в первой плоскости, причем первое захватное устройство и второе захватное устройство выполнены с возможностью перемещения между первой плоскостью и второй плоскостью на заднем плане относительно первой плоскости, при этом захватные устройства выполнены с возможностью перемещения из их соответствующих начальных положений в их соответствующие конечные положения в первой плоскости, и захватные устройства выполнены с возможностью возврата из их соответствующих конечных положений в их соответствующие начальные положения во второй плоскости.
3. Установка для сборки шин по п. 2, в которой захватные устройства выполнены с возможностью перемещения из первой плоскости во вторую плоскость и наоборот только тогда, когда захватные устройства находятся в их соответствующих начальных положениях или конечных положениях или когда захватные устройства находятся в неподвижном положении относительно лент наполнителя.
4. Установка для сборки шин по п. 1, в которой каждое захватное устройство содержит первый захватывающий элемент и второй захватывающий элемент, причем по меньшей мере один из упомянутых захватывающих элементов подвергается смещению посредством элемента смещения так, чтобы перемещаться к другому из захватывающих элементов для того, чтобы во взаимодействии с другим из захватывающих элементов зажимать ленты наполнителя с двух противоположных сторон, причем каждый клин содержит выступ, который выполнен с возможностью противодействия смещению элемента смещения.
5. Установка для сборки шин по п. 4, в которой выступ содержит первую поверхность качения для перемещения одного смещенного захватывающего элемента в направлении, противоположном его смещению.
6. Установка для сборки шин по п. 5, в которой оба захватывающих элемента подвергаются смещению посредством элементов смещения, при этом выступ содержит вторую поверхность качения для перемещения другого из смещенных захватывающих элементов в направлении, противоположном смещению его элемента смещения.
7. Установка для сборки шин по п. 6, в которой каждый захватывающий элемент содержит колесо, выполненное с возможностью контактирования и качения по соответствующим поверхностям качения клина.
8. Установка для сборки шин по п. 1, в которой первый клин, второй клин, третий клин и четвертый клин расположены в или около первого начального положения, первого конечного положения, второго начального положения и второго конечного положения, соответственно.
9. Установка для сборки шин по п. 1, содержащая приводы, которые соединены с клиньями для перемещения клиньев к захватным устройствам или отвода от них.
10. Установка для сборки шин по п. 4, в которой один из захватывающих элементов содержит платформу для поддержки лент наполнителя, а другой из захватывающих элементов содержит прижимающий элемент, причем прижимающий элемент содержит решетку прижимных штифтов, которые обращены к платформе, при этом прижимные штифты выполнены с возможностью контактирования с платформой и поддерживаемым на ней наполнителем.
11. Установка для сборки шин по п. 10, в которой прижимные штифты выполнены с возможностью перемещения к платформе, причем когда захватывающие элементы перемещают друг к другу, чтобы захватывать ленты наполнителя, по меньшей мере некоторые из прижимных штифтов выполнены с возможностью контактирования с лентами наполнителя и выполнены с возможностью оттеснения обратно вопреки их смещению в результате контакта.
12. Установка для сборки шин по п. 10, в которой прижимающий элемент содержит множество цилиндрических отверстий для приема прижимных штифтов, причем каждый прижимной штифт содержит ось, которая выполнена с возможностью скольжения внутри цилиндрического отверстия, причем упомянутая ось содержит частично некруглую, многогранную или сплющенную периферию, которая в сочетании с отверстием образует зазор между осью и цилиндрическим отверстием, при этом зазор находится в открытом сообщении с внешней средой на стороне прижимающего элемента, обращенной к платформе.
13. Установка для сборки шин по п. 12, в которой упомянутая ось содержит по меньшей мере три части своей периферии, которые выполнены с возможностью размещения в скользящем контакте с цилиндрическим отверстием, и по меньшей мере три по существу сплющенные поверхности, приспособленные, в установленном положении, для образования по меньшей мере трех зазоров между осью и цилиндрическим отверстием.
14. Установка для сборки шин по п. 13, в которой упомянутые по меньшей мере три по существу сплющенные поверхности равномерно распределены вдоль упомянутой периферии.
15. Установка для сборки шин по п. 12, в которой упомянутая ось имеет по существу квадратное поперечное сечение.
16. Установка для сборки шин по п. 12, в которой упомянутая ось выполнена с возможностью вращения внутри цилиндрического отверстия, причем упомянутые части периферии оси, которые приспособлены для размещения в скользящем контакте с цилиндрическим отверстием, представляют собой части одной и той же окружности.
17. Установка для сборки шин по п. 1, дополнительно содержащая режущее устройство для разрезания по существу непрерывной длины наполнителя на последовательные ленты наполнителя, содержащие передний конец и/или задний конец относительно борта, причем первое захватное устройство и второе захватное устройство выполнены с возможностью захвата переднего конца и заднего конца, соответственно, лент наполнителя.
18. Установка для сборки шин по п. 17, в которой режущее устройство расположено впереди по ходу от борта относительно направления подачи, причем первое начальное положение находится впереди по ходу от режущего устройства и/или второе начальное положение находится позади по ходу от режущего устройства.
19. Установка для сборки шин по п. 17, дополнительно содержащая зажим-аппликатор для переноса переднего конца одной из упомянутых лент к борту на держателе борта, причем первое конечное положение находится в зажиме-аппликаторе и/или второе конечное положение находится в держателе борта.
20. Прижимной штифт для использования в цилиндрическом отверстии прижимающего элемента захватного устройства для захвата ленты наполнителя для невулканизированной шины, причем прижимной штифт содержит ось, которая выполнена с возможностью скользящего размещения в цилиндрическом отверстии, при этом ось имеет частично круглую периферию, которая приспособлена для нахождения в скользящем контакте с цилиндрическим отверстием, и частично некруглую, многогранную или сплющенную периферию, которая, в сочетании с упомянутым отверстием, приспособлена для образования зазора между осью и цилиндрическим отверстием, причем зазор находится в открытом сообщении с внешней средой на стороне прижимающего элемента, которая обращена к ленте наполнителя при использовании.
21. Прижимной штифт по п. 20, в котором ось содержит по меньшей мере три части своей периферии, которые приспособлены для размещения в скользящем контакте с цилиндрическим отверстием, и по меньшей мере три по существу сплющенные поверхности, приспособленные, в установленном положении, для образования по меньшей мере трех зазоров между осью и цилиндрическим отверстием.
22. Прижимной штифт по п. 21, в котором упомянутые по меньшей мере три по существу сплющенные поверхности равномерно распределены вдоль упомянутой периферии.
23. Прижимной штифт по п. 20, в котором ось имеет по существу квадратное поперечное сечение.
24. Прижимной штифт по п. 21, в котором ось выполнена с возможностью вращения внутри цилиндрического отверстия, причем части периферии оси, которые приспособлены для нахождения в скользящем контакте с цилиндрическим отверстием, представляют собой части одной и той же окружности.
25. Способ наложения лент наполнителя на борта для образования узла борт-наполнитель для невулканизированной шины, причем способ включает этапы захвата лент наполнителя первым захватным устройством и вторым захватным устройством и перемещения захваченных лент наполнителя в направлении подачи к борту, при этом первое захватное устройство выполнено с возможностью перемещения между первым начальным положением и первым конечным положением, а второе захватное устройство выполнено с возможностью перемещения между вторым начальным положением и вторым конечным положением, причем способ дополнительно включает этапы смещения захватных устройств в рабочее положение, в котором они захватывают ленты наполнителя, перемещения захватных устройств вперед и назад между их соответствующими начальными положениями и их соответствующими конечными положениями, и противодействия смещению захватных устройств посредством клиньев, когда захватные устройства находятся в одном из начальных положений или конечных положений.
26. Способ по п. 25, при котором захватные устройства перемещают циклами, причем каждый цикл включает этапы перемещения захватных устройств из их соответствующих начальных положений в их соответствующие конечные положения и возврат захватных устройств из их соответствующих конечных положений в их соответствующие начальные положения.
27. Способ по п. 26, при котором наполнитель подают в первой плоскости, причем первое захватное устройство и второе захватное устройство выполнены с возможностью перемещения между первой плоскостью и второй плоскостью на заднем плане относительно первой плоскости, при это захватные устройства перемещают из их соответствующих начальных положений в их соответствующие конечные положения в первой плоскости, и захватные устройства перемещают из их соответствующих конечных положений в их соответствующие начальные положения во второй плоскости.
28. Способ по п. 27, при котором захватные устройства перемещают из первой плоскости во вторую плоскость и наоборот только тогда, когда захватные устройства находятся в их соответствующих начальных положениях или конечных положениях.
29. Способ по п. 27, при котором захватные устройства перемещают из первой плоскости во вторую плоскость и наоборот только тогда, когда они остановлены в неподвижном положении относительно лент наполнителя.
30. Способ по п. 25, при котором клинья вставляют в или отводят из захватных устройств, когда захватные устройства остановлены в их соответствующих начальных положениях или конечных положениях.
31. Способ по п. 26, при котором, во время каждого цикла захватных устройств, следующая лента наполнителя захватывается и перемещается посредством первого захватного устройства к борту, а другая, ранее перемещенная лента наполнителя накладывается на борт, будучи захваченной посредством второго захватного устройства.
32. Способ по п. 25, при котором захватные устройства одновременно перемещаются из их соответствующих начальных положений в их соответствующие конечные положения.
33. Способ по п. 25, при котором захватные устройства одновременно возвращаются из их соответствующих конечных положений в их соответствующие начальные положения.
| US 20090266474 A1, 29.10.2009 | |||
| US 4933034 A1, 12.06.1990 | |||
| US 5133817 A, 28.07.1992 | |||
| Фильтровальное устройство | 1989 |
|
SU1755874A1 |
| US 6138534 A, 31.10.2000 | |||
| Способ получения гликлазида | 2021 |
|
RU2754708C1 |
| ТИСКИ КОНТУРНЫЕ ДИНАМОМЕТРИЧЕСКИЕ | 1996 |
|
RU2173253C2 |

