Область техники
Настоящее изобретение относится к приспособлениям для чистки предметов домашнего обихода и к способу их производства, а именно к губкам для мытья посуды.
Уровень техники
Известны различные устройства и приспособления для отчистки предметов домашнего обихода, а также губки для мытья посуды. Существует множество решений, облегчающих отчистку или мойку благодаря конструктивным особенностям устройства.
Из патента CN 202821229 на полезную модель известно трехслойное чистящее приспособление, состоящее из слоев прессованной целлюлозы, губки и чистящей поверхности, причем слои прессованной целлюлозы и чистящей поверхности расположены на нижней и верхней частях губки соответственно. Это сделано для увеличения функциональности чистящего приспособления.
Из патента US 13576422 известно приспособление для чистки, состоящее из губки и листа текстильного материала, который содержит чистящие частицы пластика, которые повышают чистящие свойства приспособления для чистки. Лист текстильного материала герметично покрывает всю поверхность губки, увеличивая ее стойкость к гидролизу.
Наиболее близким аналогом предлагаемого изобретения является чистящая губка по патенту на полезную модель CN 202386636, состоящая из двух частей: чистящей и захватной, причем чистящая часть разделена на прямоугольные или квадратные секции за счет разрезов на поверхности чистящей части для обеспечения отчистки внутренних углов отчищаемого объекта. Благодаря такой конструкции решена проблема отчистки труднодоступных мест посуды и других предметов домашнего обихода.
Однако в силу интенсивного трения между губкой и очищаемым объектом и постоянными деформациями и внутренними напряжениями, которые испытывает
губка при мытье, губка быстро изнашивается, теряет исходную структуру, что приводит к ухудшению ее очищающих свойств и необходимости замены. Таким образом, актуальной является задача повышения срока службы губок.
Раскрытие изобретения
Задачей настоящего изобретения является повышение срока службы губки для мытья посуды.
Поставленная задача решена путем создания губки для мытья посуды, содержащей компоненты, выполненные из пористого материала и соединенные связующим агентом, плотность которого превышает плотность пористого материала по меньшей мере в 5 раз. Благодаря тому, что плотность связующего агента больше материала компонентов губки, образуется ячеистая структура из связующего агента. Эта ячеистая структура является каркасом губки, благодаря которому губка для мытья посуды дольше сохраняет свою форму. Это обеспечивает технический результат в виде упрочнения губки и усиления ее конструкции, что, в свою очередь, продлевает ее срок службы по сравнению с аналогами.
В одном из вариантов исполнения губки компоненты губки выполнены из пористого синтетического материала, например пенополиуретана, а связующим агентом является однокомпонентный полиуретановый клей, при этом отношение плотности связующего агента к плотности компонентов губки лежит в диапазоне от 5 до 100.
В материалах настоящей заявки, включая описание и формулу, указание на диапазон значений величины означает указания на все значения этого диапазона, включая граничные значения.
В одном из вариантов реализации изобретения компоненты губки измельчают. При измельчении компонентов губки их диаметр становится меньше, следовательно, ячеистая структура становится более мелкой и увеличивается общая плотность губки. Это увеличивает прочность каркаса. При этом измельчение компонентов губки приводит к тому, что итоговый продукт становится более равномерным по плотности.
В одном из вариантов реализации предложенного устройства часть поверхности губки покрыта фиброй. Наличие фибры на одной из поверхностей губки повышает чистящие качества.
Указанная задача также решена благодаря способу производства губки для мытья посуды, согласно которому компоненты губки, выполненные из пористого материала, соединяют связующим агентом, плотность которого превышает плотность пористого материала по меньшей мере в 5 раз.
В одном из вариантов реализации предложенного способа смешанные компоненты со связующим агентом выдерживают в форме для прессовки под давлением. Связывание компонентов под давлением увеличивает прочность связи между компонентами и увеличивает прочность всей губки. При этом связывание под давлением позволяет уменьшить вероятность образования воздушных пузырей.
В одном из вариантов реализации предложенного способа распыляют связующий агент с одновременным смешиванием компонентов со связующим агентом, что позволяет эффективнее провести процесс связывания и равномерно распределить связывающий агент в промежутках между компонентами. Это увеличивает прочность каркаса.
Краткое описание чертежей
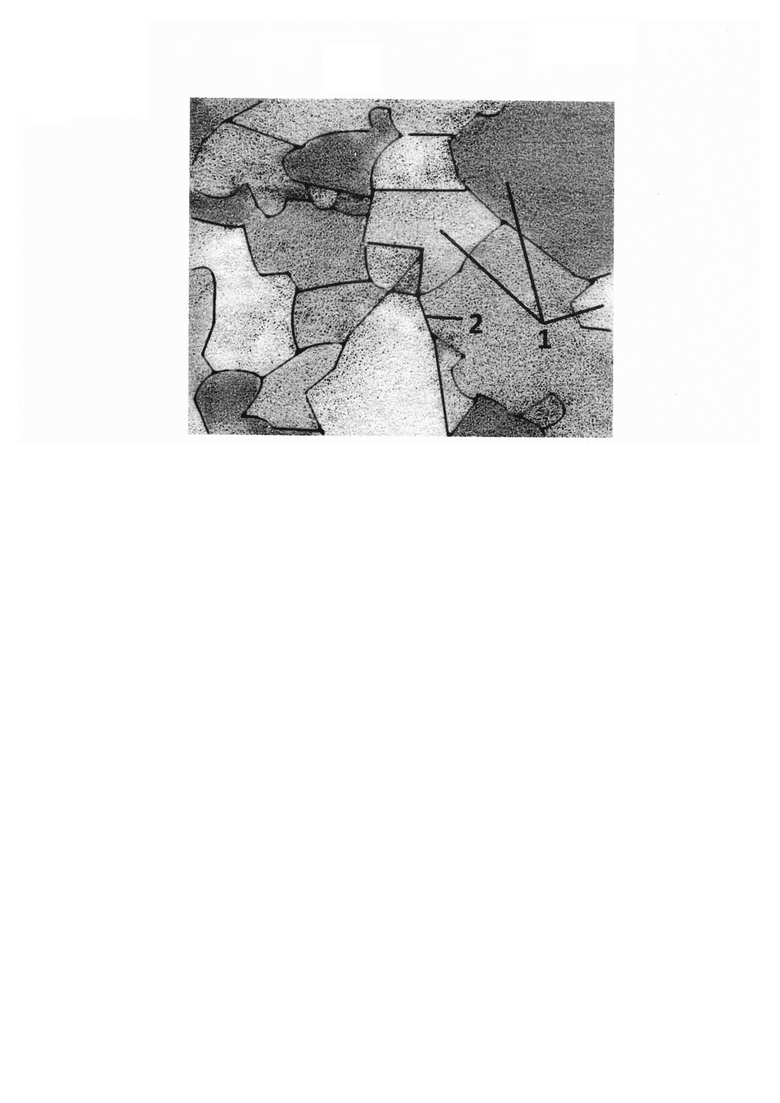
На фигуре показана конструкция губки согласно одному из вариантов реализации настоящего изобретения.
Осуществление изобретения
На фигуре показана конструкция губки согласно одному из вариантов реализации настоящего изобретения. Компоненты губки 1 соединены связующим агентом 2 с образованием каркаса из связующего агента в объеме всей губки. Компоненты губки имеют произвольную форму и характеристический размер от 5 до 35 мм.
В одном из вариантов реализации предложенного устройства губка имеет форму прямоугольного параллелепипеда. Компонентами губки является крошка измельченного пенополиуретана марки ST1823 или ST2238, связанная однокомпонентным полиуретановым клеем TOP-UR15E с использованием, при необходимости, растворителя. На одну из сторон губок наклеен лист фибры.
Плотность пенополиуретана марки ST1823 составляет 18 кг/м3, плотность пенополиуретана марки ST2238 составляет 22 кг/м3. Плотность однокомпонентного полиуретаного клея марки TOP-UR15E составляет 1100 кг/м3.
Разница плотностей в 5 раз обуславливает наличие каркаса из связующего агента, как и разница в 100 раз, но одним из предпочтительных является отношением плотностей связующего агента и компонентов губки равное 55, которое достигается при использовании в качестве компонентов губки крошки измельченного пенополиуретана марки ST1823 и ST2238 в равной пропорции и однокомпонентного полиуретанового клея TOP-UR15E в качестве связующего. При разнице плотностей меньше чем в 5 раз, для создания каркаса нужной прочности необходимо затратить неприемлемо большое количество связующего агента с целью увеличить толщину стенок и, следовательно, прочность. При отношении плотностей больше чем 100 раз также возможно создание каркаса, но при этом высокая плотность связующего агента внесет большой вклад в общую плотность губки, следовательно, заметно увеличит массу губки.
В одном из вариантов реализации предложенного способа синтетический пористый материал, который является пенополиуретаном марки ST1823 или ST2238, измельчают путем дробления обрезков/отходов пенополиуретана в дробилке с получением компонентов губки. Размер получаемых компонентов зависит от размеров калибровочной сетки, установленной в дробилке, получаются компоненты произвольной формы с максимальным размером одной из сторон не более 35 мм. После измельчения компоненты губки пневмотранспортом подаются в бункер-смеситель, разработанный в ЗАО НПФ «ЭЛПА». Бункер-смеситель представляет собой горизонтальный металлический сосуд со спиралеобразной мешалкой, которая автоматически меняет направление вращения каждые 10-15 с, при необходимости параметры вращения можно изменять посредством регулировок в щите управления. Бункер-смеситель также содержит раскрывающиеся створки дна. После выдержки измельченных компонентов губки в бункере-смесителе в течение 60 минут для исчезновения статического электричества на них в бункере-смесителе распыляют связующий агент, такой как однокомпонентный полиуретановый клей с растворителем, при этом одновременно смешивают компоненты и распыляемый клей в течение 20 минут путем приведения в действие спиралевидной мешалки. Конструкция распылителя представляет собой поршневой насос и автоматическую головку безвоздушного распыления, разработанные в ЗАО НПФ «ЭЛПА». Компоненты губки и связующий агент смешивают из расчета на 20 кг компонентов 1,8 кг клея и 300 г растворителя (метиленхлорида). Далее полученную смесь помещают в форму для прессовки, раскрывая створки дна бункера-сместетеля передвигают форму для прессовки под электромеханический, пресс и выдерживают смесь под давлением не более 4 часов при температуре 20-25°С. После выдержки под давлением блоки выдерживают в нормальных условиях в течении 24 часов. Далее блоки разрезают на отдельные прямоугольные параллелепипеды с размерами 100×63×20. После разделения блока на отдельные губки к ним может быть приклеен лист фибры, целиком покрывающий одну из граней
Применение губки для мытья посуды происходит следующим образом: смочить губку водой, нанести на губку моющее средство, отчистить поверхность посуды или другого объекта, прополоскать губку после использования, отжать воду из губки и оставить на просыхание.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГУБКА, МОЧАЛКА СО СРЕДСТВОМ ДЛЯ МЫТЬЯ, ОЧИСТКИ ПОВЕРХНОСТЕЙ, УХОДА, УБОРКИ И ЛИЧНОЙ ГИГИЕНЫ | 2018 |
|
RU2690722C1 |
| ЖИДКИЙ МОЮЩИЙ СОСТАВ С АБРАЗИВНЫМИ ЧАСТИЦАМИ | 2012 |
|
RU2575241C2 |
| Устройство для изготовления многослойного чистящего средства и способ изготовления этого средства | 2020 |
|
RU2750283C1 |
| ГУБКА СО СКВОЗНОЙ ПОЛОСТЬЮ | 2013 |
|
RU2654197C2 |
| Композитный материал и изделие бытового назначения из этого материала | 2022 |
|
RU2798578C1 |
| СПОСОБ МЫТЬЯ ПОСУДЫ ВРУЧНУЮ СО СТОЙКОЙ ПЕНОЙ | 2010 |
|
RU2552624C2 |
| ЖИДКИЙ ЧИСТЯЩИЙ И/ИЛИ ДЕЗИНФИЦИРУЮЩИЙ СОСТАВ | 2011 |
|
RU2532913C2 |
| ЖИДКИЙ ЧИСТЯЩИЙ И/ИЛИ ДЕЗИНФИЦИРУЮЩИЙ СОСТАВ | 2011 |
|
RU2530020C2 |
| ЖИДКИЙ СОСТАВ ДЛЯ ЧИСТКИ И/ИЛИ ГЛУБОКОЙ ОЧИСТКИ | 2010 |
|
RU2507247C2 |
| ЖИДКИЙ СОСТАВ ДЛЯ ЧИСТКИ И/ИЛИ ГЛУБОКОЙ ОЧИСТКИ | 2010 |
|
RU2518090C2 |
Предложены губка для мытья посуды и способ ее производства. В одном из вариантов исполнения губка для мытья посуды содержит компоненты губки, выполненные из пористого синтетического материала, например пенополиуретана, имеющие произвольную форму. Компоненты губки соединены связующим агентом, являющимся однокомпонентным полиуретановым клеем, плотность которого превышает плотность пористого материала по меньшей мере в 5 раз, с образованием ячеистой структуры из связующего агента. Задачей, решаемой изобретением, является повышение срока службы губки для мытья посуды. 2 н. и 15 з.п. ф-лы, 1 ил.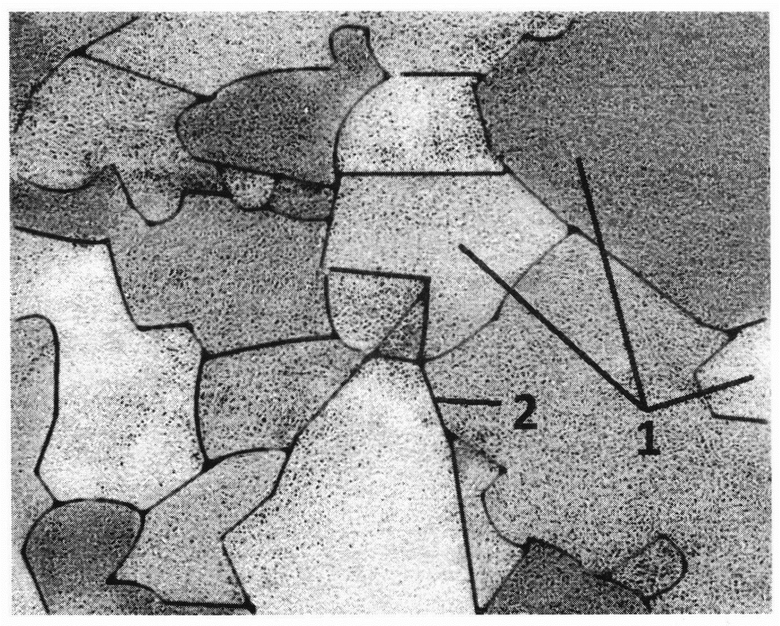
1. Губка для мытья посуды, содержащая
компоненты, выполненные из пористого материала, имеющие произвольную форму и соединенные связующим агентом, плотность которого превышает плотность пористого материала по меньшей мере в 5 раз, с образованием ячеистой структуры из связующего агента.
2. Губка по п. 1, в которой компоненты предварительно измельчены.
3. Губка по п. 1, в которой отношение плотности связующего агента к плотности компонентов лежит в диапазоне от 5 до 100.
4. Губка по п. 1, в которой пористый материал является синтетическим.
5. Губка по п. 4, в которой пористый синтетический материал является пенополиуретаном.
6. Губка по п. 1, в которой связующий агент является однокомпонентным полиуретановым клеем.
7. Губка по п. 6, в которой связующий агент содержит растворитель.
8. Губка по п. 1, в которой по меньшей мере часть поверхности губки покрыта фиброй.
9. Способ производства губки для мытья посуды, согласно которому соединяют компоненты губки, выполненные из пористого материала и имеющие произвольную форму, связующим агентом, плотность которого превышает плотность пористого материала по меньшей мере в 5 раз с образованием ячеистой структуры из связующего агента.
10. Способ по п. 9, согласно которому предварительно измельчают пористый материал с получением компонентов губки, выполненных из пористого материала.
11. Способ по п. 9, в котором указанное соединение выполняют в емкости для смешивания, а связующий агент распыляют в указанную емкость.
12. Способ по п. 9, в котором соединенные компоненты и связующий агент выдерживают в форме для прессовки под давлением.
13. Способ по любому из пп. 10-12, согласно которому компоненты губки выполнены из синтетического пористого материала.
14. Способ по п. 9, в котором отношение плотности связующего агента к плотности компонентов лежит в диапазоне от 5 до 100.
15. Способ по п. 13, в котором пористый синтетический материал является пенополиуретаном.
16. Способ по п. 9, в котором связующий агент является однокомпонентным полиуретановым клеем.
17. Способ по п. 16, в котором связующий агент содержит растворитель.
| СПОСОБ ОЦЕНКИ АГЛОМЕРИРОВАННОЙ РУДЫ И АГЛОМЕРИРОВАННАЯ РУДА | 2022 |
|
RU2832278C2 |
| US4188447 A 12.02.1980 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| WO 2005067779 A1 28.07.2005 | |||
| ПИССУАР С ГИГИЕНИЧЕСКИМ ДУШЕМ | 2005 |
|
RU2374397C2 |

