Изобретение относится к легкой промышленности и касается устройства и способа изготовления полуфабриката (конечной продукции, например, губок), предназначенного для уборки, мытья или обработки различных предметов и поверхностей, состоящего из двух и более разнородных слоев, скрепленных между собой за счет проникновения вспенивающегося полимера в пористый материал в процессе полимеризации.
Так в ЕР 0141863, ЕР 0141864 описан способ получения губки для чистки, имеющей часть для удержания из мягкого пенополиуретана и соединенную с ней часть для чистки, состоянию из грубого нетканого материала, который может содержать абразив, причем часть для удержания соединена с частью для чистки поверхностным вспениванием без клея, а нетканый материал, пронизан по меньшей мере в его пограничном слое пенополиуретаном.
Чистящая губка изготавливается с использованием вышеописанного гибкого пенополиуретана путем взаимодействия компонентов при формовании одновременно со вспениванием и связыванием предварительно изготовленного, необязательно абразивного, нетканого полотна во время вспенивания полиуретановой композиции. Нетканый материал, плотно соединяется с полиуретановой губкой, которая проникает в пограничный слой в порах нетканого материала и после отверждения образует в значительной степени или полностью непроницаемую абразивную часть. Пенополиуретан обычно проникает только частично и в пограничный слой нетканого материала. Абразивный нетканый материал также можно наносить с обеих сторон пены.
При смешивании исходных растворов пенополиуретана в требуемых весовых соотношениях вспенивание смешанной массы начинается в течение нескольких секунд с выделением СО2, а через несколько минут образующаяся пена затвердевает. В течение этого времени абразивный нетканый материал должен быть немедленно помещен на вспенивающуюся массу, благодаря чему желаемое твердое соединение происходит очень быстро. Процесс, таким образом, чрезвычайно прост и экономичен.
В GB 945636 (опубл. в 1964 г.) описан способ изготовления средства для очистки, представляющее собой композитную губку (то есть состоянию из двух слоев разнородных материалов), содержащую проницаемый для жидкости губчатый элемент, предпочтительно из регенерированной целлюлозы, одна сторона которого имеет встроенное абразивное полотно низкой плотности. Другие подходящие губчатые материалы включают полиуретан, пластифицированный полистирол и гелеобразный поливиниловый спирт.
Способ изготовления этого средства для очистки включает приведение поверхности нетканого открытого волокнистого абразивного полотна низкой плотности в контакт с жидкостью, образующей губчатую массу, под давлением, достаточным, по меньшей мере, для частичного проникновения волокна в массу вдоль границы раздела полотна и массы, а затем путем полимеризации превращают массу в пористое твердое вещество. Жидкую массу непрерывно наносят на поверхность абразивного полотна до затвердевания массы. Затем композитный продукт нарезается до нужного размера. В полученном композитном продукте губка прочно соединяется с волокнистым полотном.
Устройство для изготовления композитной губки состоит из бункера, подающего жидкую губчатую массу на бесконечную ленту и ролика 30 для направления волокнистого полотна на верхнюю поверхность губчатого образующего слоя, который проникает на глубину, определяемую вязкостью губчатой жидкости и высотой жидкости. Коагуляция осуществляется путем пропускания электрического тока через массу и регенерации путем последующего погружения коагулированной массы в горячую водную жидкость выше температуры регенерации целлюлозы.
А в ЕР 2626184 (В29С 44/12, 44/32, опубл. 14.08.2013 г.) описан способ непрерывного производства композитной губки, включающий стадии введения вспенивающегося материала (полиуретана, смеси полиуретана и полиэстера или полиуретана и полиэфира) в удлиненную литьевую форму посредством подачи через экструзионное сопло вспенивающегося материала, причем либо подающее сопло, либо литьевая форма перемещаются так, что происходит непрерывная подача полимера. Абразивный слой (абразивный текстильный материал) губки подается из рулона. Устройство имеет прижимной ролик, который прижимает абразивный слой сверху к вспенивающемуся материалу, который, по меньшей мере, частично проникает в абразивный слой и входит в соединение с ним.
Данное решение принято в качестве прототипа для заявленных объектов.
В момент вспенивания в полимерной массе (в объеме ее части, которая вспенивается) образуется несколько повышенное давление, благодаря которому при наложении на нее абразивного полотна происходит зацепление полотна с массой (частично вспененная масса под давлением проникает в поры полотняного плетения, а в основном сцепление происходит за счет увязывания волокон полотна в вспененной массе, обладающей некоторой адгезией). При плотном плетении ткани соединение вспененной массы с полотном происходит исключительно за счет прилипания массы пены к полотну. Соединение двух слоев в композите имеет место, но оно недолговечно и ненадежно. При эксплуатации композитной губки (выжимание, сдавливание, скручивание и т.д.) полотно, как абразивная часть губки, отслаивается от губчатой части композитной губки. Губка теряет функциональную способность отвечать своему назначению.
Ненадежность прикрепления абразивного полотна к губчатой части обусловлена особенностью процесса образования губки. В этом процессе вспенивающаяся полимерная масса течет по желобу (имеющему в поперечном сечении форму губчатой части губки), процесс вспенивания идет в соответствии с естественным протеканием химической реакции. И именно в этот момент сверху на вспененную массу укладывают абразивное полотно. Это полотно прижимают роликом к массе. Но не учитывается повышенное давление в пене, которое по закону Паскаля распространяется одинаково во всех направлениях. То есть, по сути давление в пене действует на стенки желоба и на полотно. Опорная реакция стенок желоба, существенно выше оказываемого на них давления, поэтому давление в пене переносится в сторону полотна. Именно это и обеспечивает приклеивание пены полимерной массы к полотну. Но в реальности к моменту наложения полотна процесс вспенивания (именно в момент вспенивания проявляется адгезивность) уже практически заканчивается, то есть находится на конечном этапе образования пены, на котором адгезия пены снижается до нуля. Поэтому приклеивание полотна к пене проходит только на тех участках вспенивания, на которых этот процесс еще не окончательно завершился. Ролик, оказывающий давление на полотно, по сути, обеспечивает внедрение выступающих из ткани полотна волокон в полимеризующуюся пену. Это и формирует причины ненадежного соединения частей композитной губки и ее недолговечность в эксплуатации.
Настоящее изобретение направлено на достижение технического результата, заключающегося в повышении надежности и долговечности композитного чистящего средства, состоящего из разнородных слоев, путем повышения механических характеристик на разрыв и увеличения стойкости к агрессивным моющим средствам.
Указанный технический результат достигается тем, что способ изготовления многослойного чистящего средства, представляющего собой композит из губчатой части из вспененного полимерного материала и абразивного слоя, заключается в формировании подлежащей вспениванию полимерной смеси и подачи ее в закрытый по периметру рабочий канал, две противоположно расположенные стенки которого образованы транспортерными лентами двух вертикально ориентированных транспортеров и опираются снаружи на ролики, размещении вдоль одной из этих стенок рабочего канала ленты, из пористого материала, выполненной из материала, отличного от материала губчатой части, являющейся абразивным слоем, размещении вдоль другой стенки рабочего канала ленты в виде пленки или бумаги или ленты из пористого материала, выполненного из материала, отличного от материала губчатой части, и при движении транспортерных лент подают подлежащую вспениванию исходную композицию в пространство рабочего канала между указанными лентами и пленкой или бумагой или в пространство между указанными лентами, выполненными из материала, отличного от материала губчатой части, а затем протягивают между роликами транспортерные ленты до окончания процесса вспенивания. При этом в качестве ленты из пористого материала используют ленту, выполненную из нетканого материала или целлюлозы, или вискозы, или меламина, или пенополиуретана, или их смеси. В качестве материала губчатой части используют эластичный пенополиуретан на основе простых или сложных полиэфиров с кажущейся плотностью 10-50 кг/м3. Так же в качестве ленты из пористого материала можно использовать тканые и нетканые материалы из растительных, восстановленных или синтетических волокон с абразивным покрытием или без него, или с нанесенной связующей полимерной композицией, содержащий абразивные частицы и/или, пигменты красителя и/или пленкообразующие вещества.
Указанный технический результат также достигается тем, что устройство для изготовления многослойного чистящего средства представляет собой по крайней мере два вертикально ориентированных транспортера, в которых перемещаемые транспортерные ленты обращены навстречу друг другу для образования рабочего канала, две другие стенки которого закрыты для получения закрытого по периметру рабочего канала, при этом в нижней части транспортера расположен первый узел подачи вдоль одной боковой стенки рабочего канала ленты из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства, второй узел подачи вдоль другой боковой стенки рабочего канала ленты из полимерной пленки или бумаги или ленты из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства, и емкость для приема смешанной полимерной смеси из узла смешивания, выполненная с возможностью подачи смешанной полимерной смеси в рабочий канал транспортера между располагаемыми по стенкам этого канала лентами.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
На фиг. 1 - фрагмент чистящей губки или полотна для получения губок;
фиг. 2 - пример исполнения устройства для изготовления многослойного чистящего средства.
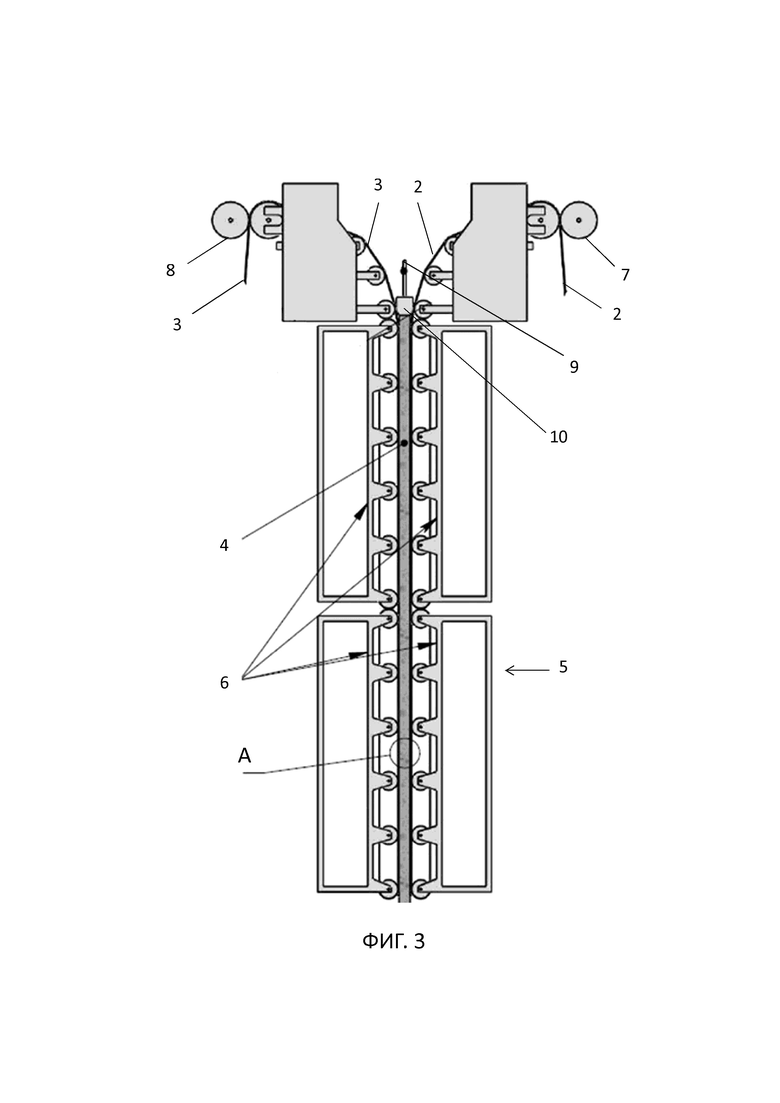
фиг. 3-пример исполнения устройства для изготовления многослойного чистящего средства, при котором транспортерные ленты вертикально ориентированных транспортера обращены навстречу друг другу и перемещаются вниз.
Согласно настоящего изобретения рассматривается новый способ изготовления полуфабриката (конечной продукции), предназначенного для уборки, мытья или обработки различных предметов и поверхностей, состоящего из двух и более разнородных слоев, один из которых представляет собой вспененный полимер (например, пенополиуретан), а другой (или другие) -пористый материал (например, нетканое абразивное полотно), скрепленные между собой за счет проникновения вспенивающегося полимера в пористый материал в процессе полимеризации.
Согласно этого способа вспенивающийся мономер полимеризуется в момент непосредственного контакта с внешним пористым слоем, расположенным с одной, двух или более сторон от полимеризуемого мономера, который, частично проникает внутрь поверхности пористого материала. Именно это обеспечивает образование надежного соединения слоев и позволяет исключить использование дополнительных связующих или скрепляющих веществ, а также дополнительных производственных процессов.
В общем случае, способ изготовления многослойного чистящего средства, представляющего собой композит (фиг. 1) из губчатой части из вспененного полимерного материала и абразивного слоя (вариант губки, например, для хозяйственных нужд), заключается:
- в формировании подлежащей вспениванию полимерной смеси и подачи ее непрерывно или порционно в закрытый по периметру рабочий канал, две противоположно расположенные стенки которого образованы транспортерными лентами 1 двух вертикально ориентированных транспортеров и опираются снаружи на ролики;
- размещении вдоль одной из этих стенок рабочего канала ленты 2 из пористого материала, выполненной из материала, отличного от материала губчатой части, являющейся абразивным слоем;
- размещении вдоль другой стенки рабочего канала ленты 3 в виде пленки или бумаги, или ленты из пористого материала, выполненного из материала, отличного от материала губчатой части;
- при движении транспортерных лент подают подлежащую вспениванию исходную композицию 4 (полимерную смесь) в пространство рабочего канала между указанными лентами и пленкой или бумагой, или в пространство между указанными лентами, выполненными из материала, отличного от материала губчатой части;
- затем протягивают между роликами транспортерные ленты до окончания процесса вспенивания.
В этом способе в качестве ленты 2 из пористого материала используют ленту, выполненную из нетканого материала или целлюлозы, или вискозы, или меламина, или пенополиуретана. В качестве материала губчатой части используют эластичный пенополиуретан на основе простых или сложных полиэфиров с кажущейся плотностью 10-50 кг/м3. Возможно применение и других полимеров. Так же в качестве ленты 2 из пористого материала можно использовать тканые и нетканые материалы из растительных, восстановленных или синтетических волокон с абразивным покрытием или без него, или с нанесенной связующей полимерной композицией, содержащий абразивные частицы и/или, пигменты красителя и/или пленкообразующие вещества.
Особенностью данного способа является то, что при производстве композитной губки учитывается физическое состояние пены полимерного материала. Подаваемая в емкость полимерная смесь, содержащая компонент, образующий вспенивание, в начальный момент имеет жидкое состояние с низкой вязкостью, что позволяет ей занимать полость между разделительными слоями у стенок транспортерной ленты. В этот момент вязкость низка и адгезивные качества смеси не ярко проявляются. В это же время начинается химическая реакция вспенивания, в результате которой начинает образовываться пена, имеющая в начальный момент достаточно низкую вязкость при том, что внутри пены образуется повышенное давление (например, при использовании пенополиуретана при вспенивании развивается давление 0,3-0,5 МПа). Из-за этого давления и из-за ограниченного объема пространства между стенками транспортерной ленты расширяющаяся по объему пена проникает в поры ленты из пористого материала (является абразивным слоем губки из, например, тканого или нетканого полотна). Размер пор этой ленты не играет важной роли, так как давление достаточное, а вязкость пены низкая. Но при вспенивании вязкость очень быстро начинает расти как результат проходящей полимеризации полимера и через 1-2 мин (пример для пенополиуретана) процесс вспенивания заканчивается. В этот момент проявляется высокая адгезия почти полимеризованного пенного объема, удерживающего абразивное полотно на губчатой части чистящей губки за счет прилипаемости к основному полотну и за счет проникновения пены в поры.
Согласно этого способа можно получать как композитные полотна, так и отдельные блоки, из которых можно нарезать губки.
Данный способ реализуется устройством, схема которого представлена на фиг. 2.
Устройство для изготовления многослойного чистящего средства в виде полотна для нарезки чистящих губок представляет собой вертикально ориентированный транспортер 5, в котором перемещаемая в направлении вверх транспортерная лента на рабочем участке перемещения выполнена желобообразной с образованием рабочего канала, состоящего по крайней мере из трех стенок, которые по пути перемещения этой ленты оснащены роликовыми опорами 6.
В реальности формирование рабочей части в виде желобообразно расположенной транспортерной ленты вполне возможно, но при этом возникают сложности с разворотом ленты на обратной ветке транспортера, где лента должна выправляться. Более практичным является применение двух вертикально ориентированных транспортеров, транспортерные ленты которых обращены навстречу друг другу. Транспортеры могут перемещать разные или одинаковые ленты. Например, один из транспортеров используется для перемещения ленты 2 из пористого материала, а другой транспортер перемещает тонколистовую ленту 3. Между этими транспортерами размещены с двух сторон ограничители, например, плоские листы из металла или полимера (с низкой адгезией каждый по отношению к вспенивающему полимеру). Так же возможен вариант, когда рабочий канал образован четырьмя вертикально ориентированными транспортерами. В этом случае два конвейера, применяемые в качестве ограничителей, могут быть пассивными, то есть не иметь привода.
В нижней части транспортера расположен первый узел 7 подачи вдоль одной боковой стенки рабочего канала, например, ленты 2 из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства, второй узел 8 подачи вдоль другой боковой стенки рабочего канала ленты 3 из полимерной пленки или бумаги, или ленты из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства.
Также в нижней части транспортера на входе в рабочий канал расположена емкость для приема смешанной полимерной смеси из узла смешивания, выполненная с возможностью подачи смешанной полимерной смеси в рабочий канал транспортера между располагаемыми по стенкам этого канала лентами 2 и 3. Процесс образования смеси проходит при температуре 20±1°С, давление в смесительной головке 2-6 бар.
Получение двухслойного изделия возможно, если один из внешних слоев заменить на слой бумаги или полиэтилена либо другого материала с низкой адгезией к полимеру. После процесса основной полимеризации этот слой убирается и остается скрепленный дублированный материал.
Компоненты полимерной смеси с помощью насосов непрерывно подаются в смесительную головку, снабженную динамической мешалкой (скорость 1000-5000 об/мин), далее смешанная композиция по трубопроводам 9 необходимой длины поступает во вспениватель 10, где начинается химические реакции, приводящие к интенсивному образованию пены. Пенящийся материал переливается через края вспенивателя на движущийся с двух сторон слой материала (тканые и нетканые материалы из растительных, восстановленных или синтетических волокон со специальной пропиткой или без нее (целлюлоза, вискоза, меламиновое полотно, простые и сложные полиэфиры, и т.п.)). В процессе совместного движения полимера и внешних слоев материала, происходит полимеризация исходной композиции и скрепления ее с внешними слоями. Скорость подачи полимера обуславливается количеством поданных компонентов. Скорость конвейера зависит от конечной плотности полимера (ниже плотность, выше скорость конвейера), от требуемой конечной толщины готового материала (больше толщина, меньше скорость), от общего количества смешанных компонентов (при равной толщине, большее количество смеси, больше скорость).
На фиг. 3 приведен пример осуществления изобретения, в котором транспортерные ленты вертикально ориентированных транспортеров, перемещаются в направлении вниз. Смесь подается сверху вниз и «ложится» на уже сформированную пену, что не дает ей стечь.
Скорость конвейера зависит:
- от конечной плотности полимера (ниже плотность, выше скорость конвейера) - более низкие плотности имеют более высокую скорость отверждения, соответственно объем вспенивателя будет заполнятся быстрее и надо либо уменьшать общую подачу компонентов, либо увеличивать скорость конвейера;
- от требуемой конечной толщины готового материала (больше толщина, меньше скорость) - при неизменной производительности и ширине, толщина зависит от скорости;
Глубина проникновения будет зависеть от отношения сил поверхностного натяжения и вязкости проникающего вещества. Вязкость исходной композиции увеличивается в процессе полимеризации. Поэтому глубина проникновения вспенивающегося полимера регулируется временем от начала сменивания компонентов до момента контакта полимера с внешними слоями материала.
Скорость затвердевания полимера регулируется:
1) изменением кол-ва химического вспенивателя (вода), физического вспенивателя (низкокипящие органические жидкости), диизоционата;
2) изменением количества аминного и/или оловоорганического катализаторов;
3) изменением температуры компонентов;
4) зависит от характеристик полимера и пористого внешнего (абразивного) слоя.
Изобретение промышленно применимо и позволяет получить продукт с улучшенными механическими характеристиками на разрыв, а также увеличенной стойкостью к агрессивным моющим средствам за счет исключения клеящего слоя из состава материала и взаимного проникновения соединяемых материалов, обеспечивающее высокую механическую адгезию. Использование указанного метода позволяет повысить эксплуатационные качества средств уборки, а также уменьшить количество операций при их изготовлении.

Изобретение относится к легкой промышленности и касается устройства и способа изготовления полуфабриката (конечной продукции, например, губок), предназначенного для уборки, мытья или обработки различных предметов и поверхностей, состоящего из двух и более разнородных слоев, скрепленных между собой за счет проникновения вспенивающегося полимера в пористый материал в процессе полимеризации. Предложен способ изготовления многослойного чистящего средства, представляющего собой композит из губчатой части из вспененного полимерного материала и абразивного слоя, заключающийся в формировании подлежащей вспениванию полимерной смеси и подаче ее при ее вспенивании в закрытый по периметру рабочий канал, две противоположно расположенные стенки которого образованы транспортерными лентами двух вертикально ориентированных транспортеров и опираются снаружи на ролики, размещении вдоль одной из этих стенок рабочего канала ленты из пористого материала, выполненной из материала, отличного от материала губчатой части, являющейся абразивным слоем, размещении вдоль другой стенки рабочего канала ленты в виде пленки или бумаги или ленты из пористого материала, выполненной из материала, отличного от материала губчатой части, и при движении транспортерных лент подают вспенивающуюся полимерную смесь в пространство рабочего канала между указанными лентами и пленкой или бумагой или в пространство между указанными лентами, выполненными из материала, отличного от материала губчатой части, а затем протягивают между роликами транспортерные ленты до окончания процесса вспенивания. Также описано устройство для изготовления многослойного чистящего средства. Технический результат: повышение надежности и долговечности композитного чистящего средства, состоящего из разнородных слоев, путем повышения механических характеристик на разрыв и увеличения стойкости к агрессивным моющим средствам. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Способ изготовления многослойного чистящего средства, представляющего собой композит из губчатой части из вспененного полимерного материала и абразивного слоя, заключающийся в формировании подлежащей вспениванию полимерной смеси и подаче ее при ее вспенивании в закрытый по периметру рабочий канал, две противоположно расположенные стенки которого образованы транспортерными лентами двух вертикально ориентированных транспортеров и опираются снаружи на ролики, размещении вдоль одной из этих стенок рабочего канала ленты из пористого материала, выполненной из материала, отличного от материала губчатой части, являющейся абразивным слоем, размещении вдоль другой стенки рабочего канала ленты в виде пленки или бумаги или ленты из пористого материала, выполненной из материала, отличного от материала губчатой части, и при движении транспортерных лент подают вспенивающуюся полимерную смесь в пространство рабочего канала между указанными лентами и пленкой или бумагой или в пространство между указанными лентами, выполненными из материала, отличного от материала губчатой части, а затем протягивают между роликами транспортерные ленты до окончания процесса вспенивания.
2. Способ по п. 1, отличающийся тем, что в качестве ленты из пористого материала используют ленту, выполненную из нетканого материала, целлюлозы, или вискозы, или меламина, или пенополиуретана, или их смеси.
3. Способ по п. 1, отличающийся тем, что в качестве материала губчатой части используют эластичный пенополиуретан на основе простых или сложных полиэфиров с кажущейся плотностью 10-50кг/м3.
4. Способ по п. 1, отличающийся тем, что в качестве ленты из пористого материала используют тканые и нетканые материалы из растительных, восстановленных или синтетических волокон с абразивным покрытием или без него или с нанесенной связующей полимерной композицией, содержащей абразивные частицы, и/или пигменты красителя, и/или пленкообразующие вещества.
5. Устройство для изготовления многослойного чистящего средства, характеризующееся тем, что представляет собой по крайней мере два вертикально ориентированных транспортера, в которых перемещаемые транспортерные ленты обращены навстречу друг другу для образования рабочего канала, две другие стенки которого закрыты для получения закрытого по периметру рабочего канала, при этом в нижней части транспортера расположены первый узел подачи вдоль одной боковой стенки рабочего канала ленты из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства, второй узел подачи вдоль другой боковой стенки рабочего канала ленты из полимерной пленки или бумаги или ленты из пористого материала, выполненного из материала, отличного от материала губчатой части чистящего средства, и емкость для приема смешанной полимерной смеси из узла смешивания, выполненная с возможностью подачи смешанной полимерной смеси в рабочий канал транспортера между располагаемыми по стенкам этого канала лентами.
| Гироскоп | 1928 |
|
SU26077A1 |
| WO 2008100842 A1, 21.08.2008 | |||
| WO 2009037322 A1, 26.03.2009 | |||
| Артиллерийский снаряд | 1930 |
|
SU21734A1 |
| WO 2007121135 A2, 25.10.2007. | |||

