Изобретение относится к области цветной металлургии, в частности к составам сплавов на основе цинка для пайки алюминия.
Известен сплав на основе цинка, содержащий, вес. %: алюминий - 22,0-28,0; медь - 1,0-20,0; магний 0,005-0,02; железо 0,1; бор 0,002-0,02. [1]. Недостаток сплава заключается в его широком диапазоне содержаний компонентов, что ограничивает его применение.
Известен и принят за прототип сплав на основе цинка, содержащий, вес. %: алюминий - 13-21; медь - 1,7-3,7; кремний - 0,8-2,4; железо 0,05-0,5; магний 0,01-0,07; бор - 0,01-0,03 [2].
Недостатком указанного сплава является низкая способность к обжатию из-за высокого содержания кремния. При производстве прутков прокаткой или прессованием происходит продольное расслаивание. Это не позволяет производить прутки диаметром 2-5 мм, необходимые для пайки. Кроме того, припой из такого сплава плохо растекается по алюминию, собирается в шарики.
Известен способ приготовления припоя для пайки алюминия, принятый за прототип, включающий приготовление медно-цинковой лигатуры, добавление цинка и обработку припоя расплавом солей [3]. Недостатком такого способа получения припоя является стадийность манипулирования тиглями с расплавами.
Целью изобретения является получение цинкового сплава, способного к деформации обжатием прокаткой или прессованием для получения сечения 2-3 мм, удобного для пайки газовой горелкой и обладающего повышенной растекаемостью.
Технический результат достигается тем, что в припой на основе цинка, содержащий алюминий, медь, кремний, дополнительно введены цирконий и олово и припой содержит компоненты в следующем соотношении, вес. %: алюминий - 2-7; медь - 1-3; кремний - 0,01-0,03; цирконий 0,01-0,08; олово - 0,01-0,2; остальное - цинк.
Общие признаки предложенного состава и прототипа в том, что они содержат алюминий, медь и кремний.
Отличительные признаки предложенного припоя в том, что он содержит более низкие содержания алюминия, кремния и дополнительно содержит цирконий и олово. Снижение содержания алюминия до 2-7% и меди до 1-3% понижает температуру плавления припоя и улучшает условия прессования. Снижение содержания кремния до 0,01-0,03% предотвращает расслаивание при прокатке, которое проявляется при содержании более 0,05% кремния.
Введение в цинковый припой циркония позволяет снизить выделение интерметаллидных фракций при кристаллизации сплава и обеспечить многократную его прокатку.
Введение в цинковый сплав олова в указанных пределах повышает его растекаемость по алюминию, чем улучшает пайку изделий. При более низком содержании способность к растеканию снижается и требуется царапание поверхности алюминия, что затрудняет процесс пайки. При повышении содержания олова выше 0,2% ухудшается процесс прокатки появлением трещин.
Неожиданное влияние соотношения компонентов проявилось в резком улучшении способности припоя к прокатке и прессованию и улучшении растекаемости.
Способ получения припоя на основе цинка для пайки алюминия осуществляется следующим образом. Цинк плавят при 750-700°С с добавкой медно-алюминиевой лигатуры и кремний-алюминиевой лигатуры до требуемых содержаний, охлаждают до 600-650°С, вмешивают 0,1-0,2% олова и расплав припоя перед розливом перемешивают с флюсом из плавленой смеси солей: хлористого калия - 60-62%; фтористого калия - 38-40% с расходом 0,1-0,5% от веса припоя с добавкой в смесь фторцирконата калия с расходом 0,04-0,3% от веса припоя.
Обработка расплава припоя перед розливом плавленым флюсом с добавкой фторцирконата калия способствует зачистке поверхности от окисной пленки и прохождению реакции ввода циркония в припой:
K3ZrF6+Al=Zr(прип)+K3AlF6.
На поверхности расплавленного припоя образуются густой шлак, не препятствующий розливу прутков припоя.
Повышение расхода плавленого флюса и фторцирконата калия выше указанного увеличивает жидкотекучесть шлакового слоя, затрудняющую розлив чистых прутков для прокатки.
Пониженный расход плавленого флюса и фторцирконата калия ниже указанного приводит к образованию сыпучей порошкообразной пленки на поверхности расплава. При розливе частицы увлекаются расплавом и при прокатке способствуют образованию трещин.
Предлагаемый припой на основе цинка в виде тонких прутков 2*2 мм, удобных для пайки алюминия газовой горелкой. Изделия прогреваются, затем нагревается пруток до оплавления. Припой смачивает и растекается по нагретым алюминиевым поверхностям. Для затекания припоя в зазор предпочтительно наносить флюс, например 34А или АФ-4А. Способ осуществления получения припоя предлагаемого состава показан примерами.
Пример 1. В навеску 100 г цинка для получения припоя с 2% меди добавляют 7,18 г медно-алюминиевой лигатуры, содержащей 30% меди с температурой плавления 545°С. В шихту для получения припоя с 0,02% кремния добавляют 0,18 г кремний-алюминиевой лигатуры с содержанием 12% кремния с эвтектической температурой плавления 572°С. В шихту добавляют еще 0,2 г алюминия для получения припоя с 5% алюминия. Шихту компонентов в графитовом тигле расплавляют в муфеле при температуре 750°С. После расплавления припоя в расплав вмешивают 0,1 г олова до содержания 0,1%. Расплав припоя охлаждают до 650 град. и перемешивают с навеской 0,3 г порошкового флюса (расход 0,3% от веса припоя) из предварительно плавленой смеси 61% хлористого калия и 39% фтористого калия, измельченного в порошок. В смесь добавляют еще порошка 0,17 г фторцирконата калия (до расхода 0,17% от веса припоя) и расплав припоя перемешивают. Расплав разливают в изложницу на прутки диаметром 6 мм. Прутки прокатывают в проволоку на вальцах до диаметра 2 мм как готовую продукцию.
Проволоку припоя испытывают на способность пайки алюминия путем проверки растекание по алюминиевой пластинке и на затекание в зазор после нагрева газовой горелкой.
Сравнение качества растекания определяли по принятой методике.
На поверхность взвешенной пластины алюминия размером 20×20 мм толщиной 0,2 мм помещают каплю флюса, взвешивают, накладывают припой и снова взвешивают. Так же готовится образец с контрольной пробой. Образцы загружают в камеру муфельной печи, нагревают до 500°С и выдерживают при этой температуре 2-3 мин.
Пластинку фольги взвешивали и замеряли по миллиметровой сетке площадь растекания пятна пайки  . Коэффициент растекания К (площадь пятна пайки отнесенная к навеске припоя) выраженная
. Коэффициент растекания К (площадь пятна пайки отнесенная к навеске припоя) выраженная  .
.
Испытания припоя указанного состава показывают его способность к многократной деформации до размеров, удобных для пайки горелкой, и растекаемость по неподготовленной поверхности алюминия.
Пример 2. В навеску 100 г цинка для получения припоя с 3,5% меди добавляют 13,4 г медно-алюминиевой лигатуры с содержанием 30% меди. В шихту для получения припоя с 0,04% кремния добавляют 0,4 г кремний-алюминиевой лигатуры с содержанием 12% кремния. В шихту добавляют еще 0,6 г алюминия для получения припоя с 9% алюминия. Шихту для припоя в графитовом тигле расплавляют в муфеле при температуре 750 град. После расплавления припоя в расплав вмешивают 0,3 г олова до содержания 0,3%. Расплав припоя охлаждают до 650 град и перемешивают с навеской 0,5 г порошкового флюса из предварительно плавленой смеси 61% хлористого калия и 39% фтористого калия, измельченного в порошок, с добавлением в порошок 0,29 г фторцирконата калия. Расплав разливают в изложницу на прутки диаметром 6 мм. Прутки прокатывают в проволоку на вальцах до размера 2*2 мм. Проволоку припоя испытывают на растекание по алюминиевой пластинке затекание в зазор при спаивании пластин.
Пример 3. В навеску 100 г цинка для получения припоя с 0,5% меди добавляют 1,7 г медно-алюминиевой лигатуры с 30% меди с температурой плавления 545°С и для получения припоя с 0,005% кремния добавляют 0,04 г кремний-алюминиевой лигатуры с содержанием 12% кремния с эвтектической температурой плавления 572°С. В шихту добавляют еще 0,3 г алюминия для получения припоя с 1,5% алюминия и шихту в графитовом тигле расплавляют в муфеле при температуре 750 град., после расплавления припоя в расплав вмешивают 0,01 г олова до содержания 0,01%, расплав припоя охлаждают до 650 град. расплав припоя перемешивают с навеской 0,1 г порошкового флюса (расход 0,1% от веса припоя) из предварительно плавленой смеси 61% хлористого калия и 39% фтористого калия, измельченного в порошок, и имеющий температуру плавления 600 град. с добавлением в порошок флюса еще порошка 0,04 г фторцирконата калия (до расхода 0,04% от веса припоя). Расплав разливают в изложницу на прутки диаметром 6 мм. Прутки прокатывают в проволоку на вальцах до размера 2*2 мм. Проволоку припоя испытывают на растекание по алюминиевой пластинке затекание в зазор при спаивании пластин.
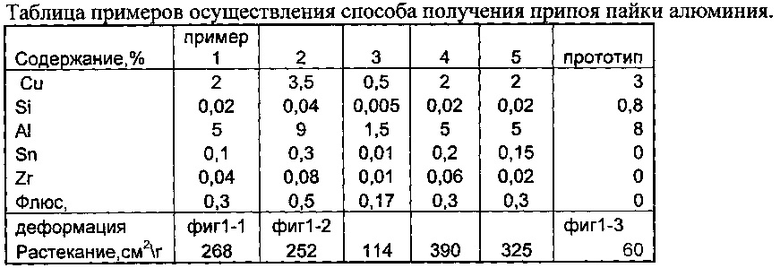
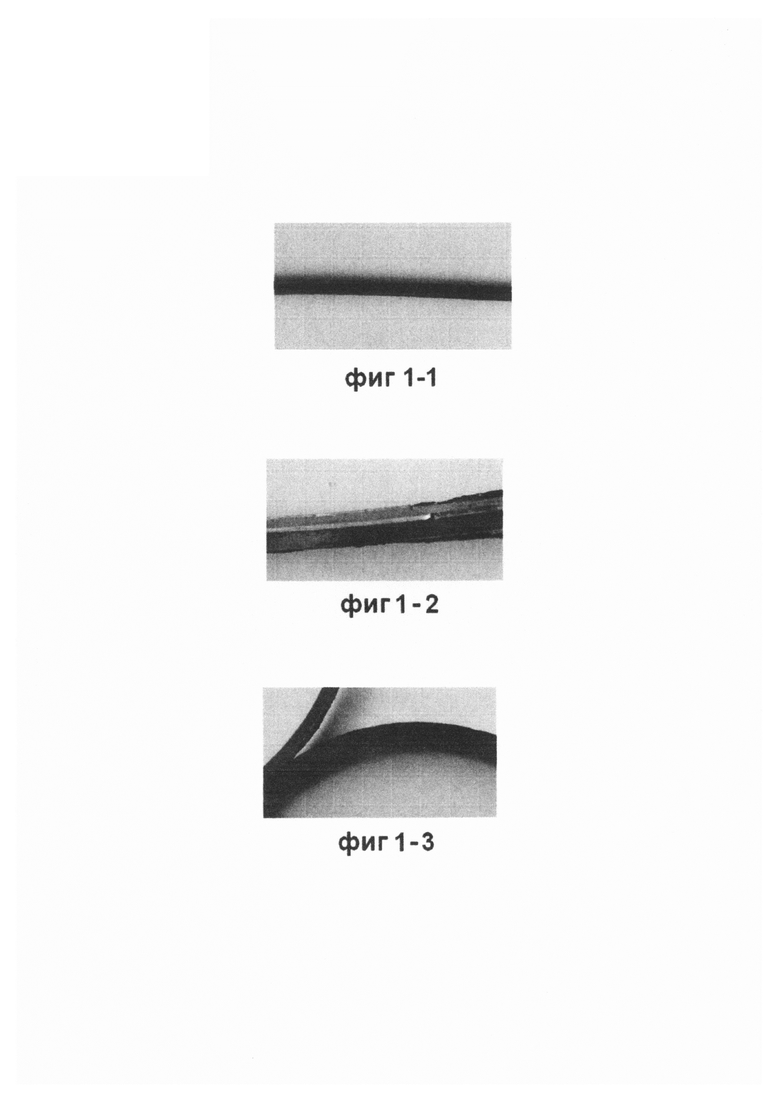
Примеры, приведенные в виде таблицы, поясняют влияние признаков.
Предлагаемый состав припоя и способ его осуществления обладает способностью к деформации обжатием прокаткой или прессованием для получения сечений, удобных для пайки газовой горелкой, и имеет способность смачивать и растекаться по алюминию.
Источники информации
1. Пат РФ 2329317 - Сплав на основе цинка, С22С 18/04.
2. Пат РФ 1671722 - Сплав на основе цинка; Опубл. 23.08.1991; С22С 18/04.
3. Авт. св. СССР 126347. Припой для пайки алюминия. Опубл. 01.01.1960, В23K 35/28.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для пайки алюминия | 2016 |
|
RU2627311C2 |
| Флюс гель для пайки алюминия и способ его получения | 2016 |
|
RU2627538C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И ЕЕ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036064C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2441736C1 |
| Припой для пайки металлов | 1989 |
|
SU1611663A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2280548C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| Способ для очистки висмута зонной плавкой, покровный флюс и аппарат для осуществления способа зонной плавки | 2020 |
|
RU2738036C2 |
Изобретение может быть использовано при пайке алюминия припоем из сплава на основе цинка. Припой содержит компоненты в следующем соотношении, вес.%: алюминий 2-7, медь 1-3, кремний 0,01-0,03, олово 0,01-0,2, цирконий 0,01-0,08, цинк – остальное. Для получения упомянутого припоя цинк и алюминий плавят с добавкой медно-алюминиевой лигатуры и кремний-алюминиевой лигатуры с расходом до требуемых содержаний меди, кремния и алюминия. Затем вмешивают в расплав 0,01-0,2% олова и охлаждают до 600-650°C. Расплав припоя перед розливом перемешивают с флюсом из плавленой смеси солей в виде хлористого калия 60-62% и фтористого калия 38-40% с расходом 0,1-0,5% от веса припоя с добавкой в смесь фторцирконата калия с расходом 0,04-0,3% от веса припоя. Введение циркония обеспечивает пайку с высокой растекаемостью по алюминию. Цинковый сплав обладает способностью к деформации обжатием прокаткой или прессованием для получения припоя, удобного для пайки газовой горелкой. 2 н.п. ф-лы, 3 ил., 1 табл., 3 пр.
1. Припой на основе цинка для пайки алюминия, содержащий медь, алюминий и кремний, отличающийся тем, что он дополнительно содержит цирконий и олово при следующем содержании компонентов, вес.%: алюминий 2-7, медь 1-3, кремний 0,01-0,03, олово 0,01-0,2, цирконий 0,01-0,08, цинк - остальное.
2. Способ получения припоя на основе цинка для пайки алюминия по п. 1, заключающийся в том, что цинк и алюминий плавят с добавкой медно-алюминиевой лигатуры и кремний-алюминиевой лигатуры с расходом до требуемых содержаний меди, кремния и алюминия, вмешивают в расплав 0,01-0,2% олова, охлаждают до 600-650°C, при этом расплав припоя перед розливом перемешивают с флюсом из плавленой смеси солей в виде хлористого калия 60-62% и фтористого калия 38-40% с расходом 0,1-0,5% от веса припоя с добавкой в смесь фторцирконата калия с расходом 0,04-0,3% от веса припоя.
| Припой для пайки алюминия | 1955 |
|
SU126347A1 |
| Припой для пайки алюминия | 1972 |
|
SU587851A3 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2441736C1 |
| JP 2001062587 A,13.03.2001 | |||
| US 5286314 A, 15.02.1994. | |||

