Изобретение относится к области производства клееных деревянных конструкций и может быть использовано для изготовления панелей из листовых материалов, используемых в качестве декоративных панелей или панелей плоскостного расположения. В частности, изобретение рассматривает способ склеивания в единую конструкцию тонких листовых материалов, таких как шпоновые листы, полимерные пластины, картонные листы или бумажные листы, фанерные листы и, в общем, любые листы, которые могут быть между собой склеены, за исключением металлических, каменных и стеклянных листов. Предлагаемый способ рассматривается на примере склеивания шпоновых листов.
При массовом производстве мебели, дверей и др. фанерованных изделий из недорогих сортов древесины (а также его заменителей - МДФ и ДСП) для придания изделию законченного декоративного вида используется такой натуральный продукт, как шпон (древесный материал, представляющий собой тонкие листы древесины толщиной от 0,1 до 10 мм) из древесины.
Шпон - это изготовленные различными методами тонкие листы древесины. Например, его изготавливают лущением, пилением или строганием. Для изготовления шпона используются лущильные станки, фанеропильные станки или шпонострогальные станки. Сырьем обычно служат короткие бревна или бруски древесины. Толщина строганного шпона от 0,2 до 5 мм, он производится из ценных пород дерева с красивой текстурой, таких как вяз, тис, карельская береза, ясень, красное дерево, орех, бук, дуб и многие другие. В зависимости от древесного узора для разных пород дерева выбирают разное направление строгания. В итоге получают радиальный, тангентально-торцовый, тангентальный шпон. От 1 до 10 мм изготавливается пиленый шпон, обычно из древесины хвойных деревьев: ели, кедра и пихты. Такой шпон может применяться для изготовления музыкальных инструментов, таких как декоративная скрипка, так как его качество довольно высокое. Самый распространенный шпон - это лущеный шпон. Он производится из таких пород деревьев как дуб, сосна, береза, ольха. Технология его изготовления - тонкая «луста», очень похожая на стружку, которая снимается вкруговую с полена. Данный метод позволяет снять максимум годной древесины с одного чурбака.
Вначале кряжи со склада поступают на тепловую обработку, которая необходима для увеличения пластичности. Далее на окорочном станке с них срезается кора, а вместе с ней удалятся грязь и песок. Далее кряжи пилой режутся на заготовки требуемых размеров - чураки. Чурак подвергается оцилиндровке. С оцилиндрованного чурака на лущильном станке срезают ленту шпона. Лента конвейером подается на ножницы для разрезки на листы нужных размеров. Листы складываются в пачки, которые перевозят в роликовую сушилку. После сушилки листы на конвейере сортируют и раскладывают в пачки по сортам.
Следует учитывать, что прочностные свойства шпона прямо связаны со строением древесины. Древесина состоит из клеток разнообразной формы, разных размеров, выполняющих различные функции в жизни растения. Основная масса древесины имеет клетки удлиненной формы, расположенные вдоль оси ствола. У хвойных пород их называют трахеидами, у лиственных - либриформом. Различают два вида клеток: тонкостенные с небольшой разницей между длиной и шириной - паренхимные и толстостенные, у которых длина больше ширины - прозенхимные. Ткань из паренхимных клеток более мягкая и рыхлая, чем ткань из прозенхимных. Паренхимные клетки содержат запас питательных веществ, прозенхимные - образуют древесную ткань, несущую основную механическую нагрузку. У хвойных пород трахеиды занимают 89-95% общего объема древесины. Это мертвые клетки, имеющие лишь оболочку. Трахеиды не изолированы друг от друга. В стенках двух соприкасающихся трахеид есть отверстия, затянутые мембраной, - поры. Через поры возможна передача влаги и питательных веществ в соседнюю клетку.
Древесина лиственных пород в отличие от хвойных имеет более сложное строение. Основная масса древесины образована идущими вдоль оси ствола волокнами либриформа и сосудами. Сосуды - основной водопроводящий элемент лиственных пород. Они представляют собой длинные тонкостенные трубки, образованные из коротких клеток, соединенных торцами. В торцовых перегородках клеток имеются отверстия. Сосуды в древесине составляют от 10% (береза) до 56% (липа) общего ее объема. Либриформ - основная ткань ствола, воспринимающая механические нагрузки. Волокна либриформа в большинстве своем - мертвые элементы ствола. Они составляют от 36 (липа) до 75% (береза) объема древесины (http://www.znaytovar.ru/new2532.html).
Именно такое строение древесины формирует ее недостаток - анизотропность, т.е. изменение механических характеристик в зависимости от породы, места произрастания, зоны в поперечном сечении ствола (заболонь, ядро, сердцевина), направления волокон, наличия пороков и их расположения, влажности и других факторов. Изменение размеров и формы в результате усушки, разбухания, коробления, особенно под воздействием изменения температуры и влажности воздуха. Из-за неравномерного удаления влаги возникают напряжения, которые приводят к растрескиванию материала. Растрескивание - отрицательное свойство древесины, но в некоторых случаях оно приносит пользу, обеспечивая плотность соединения (в емкостях, деревянных трубах, судах и т.п.). При закреплении разбухающих деталей из древесины возникает давление разбухания в пределах 8-32 кгс/см2. Низкое сопротивление раскалыванию.
В связи с этим и для устранения этого недостатка в последнее время на рынке шпоновых изделий появились панели, выполненные из двух или трех слоев склеенного между собой листового шпона. Склейка двух-трех (иногда больше) листовых шпонов позволила повысить прочностные качества шпоновой панели за счет того, что один из слоев становится опорным для другого. Как правило, в качестве опорного используется шпоновый лист более низкого качества. Но за счет проникновения клеевого состава или связующего в поры двух листов шпоновый лист, являющийся лицевым, приобретает некоторое упрочнение. Это позволило исключить быстрое разрушение шпонового листа при перегибах. Кроме того, в таких панелях стало возможным прессованием формировать тиснение (узор) на лицевом листе шпона, что придала таким панелям дополнительную привлекательность. Так примером такого исполнения является декоративно-отделочная панель, представляющая собой два тонких шпоновых листа древесины толщиной от 0,1 до 10 мм каждый, склеенных между собой с образованием лицевой и обратной поверхностей панели из шпона (ст. "Все, что нужно знать о шпоне", выложенная в сети Интернет на сайте "look'likes" компании "DECOSPAN" (Бельгия) в разделе "PLY" в режиме он-лайн доступа по адресу: http://www.looklikesdecospan.com/ru/, обнаружено в 2015 г.) (копия статьи прилагается - приложение 1).
Крайним случаем исполнения таких панелей является изготовление фанеры.
Так, известен способ склеивания шпоновых листов в многослойной панели, заключающийся в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух тонких шпоновых листов древесины толщиной от 0,1 до 10 мм каждый между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одного из тонких шпоновых листов древесины до полимеризации этого слоя (ст. "Установление технологических и технико-организационных параметров участка склеивания шпона", выложенная 18.02.2013 г. в сети Интернет на сайте "Allbest" в режиме он-лайн доступа по адресу: http://knowledge.allbest.ru/manufacture/3c0b65635a2bc68a4c43b88521216d36_0.html). Это решение принято в качестве прототипа.
Особенностью данного способа склейки шпоновых листов является то, что он основан на пропитке шпоновых листов, имеющих влажность 6-10(±2%)%, клеевым составом. Это требует применения большого количества клеевого состава. Например, При этом способе клей наносится на обе стороны шпона. Этим способом можно наносить не вспененный и вспененный клей вязкостью 60…300 с по ВЗ-4 с расходом 90…240 г/м2 при потере клея до 10%. Если изготавливается панель из двух слоев шпонового листа размером 1×2,5 м, то общий расход клея на такую панель будет составлять 245-...620 г. А при изготовлении четырехслойной панели того же размера - 735…1860 г. При этом потери клея составят 73-186 г.
Повышенный расход клеевого состава определен особенностями технологии изготовления панелей. Суть это технологии состоит в пропитке шлифованных шпоновых листов, то есть в заполнении всех пор в листе, создании межлистового клеевого слоя, соединяемого с клеевыми частицами, попавшими в поры древесины листа, в результате чего в панели после полимеризации этого состава образуется клеевой остов или корсет, который держит в связке все шпоновые листы в едином блоке. Для этой цели перед склеиванием производят сначала шлифовку листов (для обеспечения большей поверхности контактного прилегания), а затем нагрев шпоновых листов, обеспечивающий расширение (как бы раскрытие) пор в древесине и повышающий вероятность заполнения этих пор клеевым составом.
В результате изделие приобретает жестко застывшую структуру, в которой все деформации шпоновых листов удерживаются клеевым каркасом. Это позволяет получать панели с заданными прочностными свойствами, которые сразу после изготовления представляют собой прекрасный материал для использования в мебельном или строительном производстве.
Однако нельзя забывать, что в момент полимеризации под прессовым усилием древесные волокна деформированы и находятся в напряженном состоянии (в ненапряженном состоянии шпоновый лист не имеет плоскостности). Готовое изделие, попадая во внешнюю среду, отличную по температуре и влажности, которая была соблюдена по технологии склейки в заводских условиях, насыщается влагой в тех порах волокон, которые не были заполнены клеевым составом. Происходит возбуждение внутренних деформаций структуры древесины, приводящее к расслоению, короблению, растрескиванию (появлению трещин) и т.д. Эти проявления хорошо видны на кусках старой фанеры. Это объясняется тем, что при повышении влажности древесина набухает, а потом при снижении влажности - высыхает, но не возвращается в прежние размеры. Волокна деформируются и находят новое равновесное положение по отношению к клеевому корсету, который не претерпевает деформационных и пространственных изменений.
Эти процессы являются негативными для таких изделий как шпоновые многослойные панели.
Многослойные шпоновые панели в виде фанерных листов сегодня нашли широкое применение, но существует большая потребность в панелях, не всегда несущих силовую нагрузку в такой мере, как прессованная фанера. Шпоновые многослойные панели, которые используются для декорирования поверхностей, должны обладать таким свойством как сохранение плоскостности наружной (лицевой поверхности), обладать возможностью упрощенного изготовления и снижения деформационных процессов.
Настоящее изобретение направлено на достижение технического результата, заключающегося в упрощении способа склеивания и снижении расхода клеевого состава.
Указанный технический результат достигается тем, что в способе листовых пластин в многослойной панели, заключающемся в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух листовых пластин между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одной из листовых пластин до полимеризации этого слоя, для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава или их удаляют и укладывают на сухую поверхность по всей площади одной из листовых пластин, а затем на сетку с другой ее стороны укладывают другую листовую пластину с последующим приложением к одной из листовых пластин указанного прессового усилия.
Указанный технический результат так же достигается тем, что в способе склеивания шпоновых листов в многослойной панели, заключающемся в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух тонких шпоновых листов древесины толщиной от 0,1 до 10 мм каждый между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одного из тонких шпоновых листов древесины до полимеризации этого слоя, для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава или их удаляют и укладывают на сухую поверхность по всей площади одного из тонких шпоновых листов древесины, а затем на сетку укладывают другой тонкий шпоновый лист древесины с последующим приложением к верхнерасположенному тонкому шпоновому листу древесины указанного прессового усилия.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который наглядно демонстрирует возможность достижения требуемого технического результата.
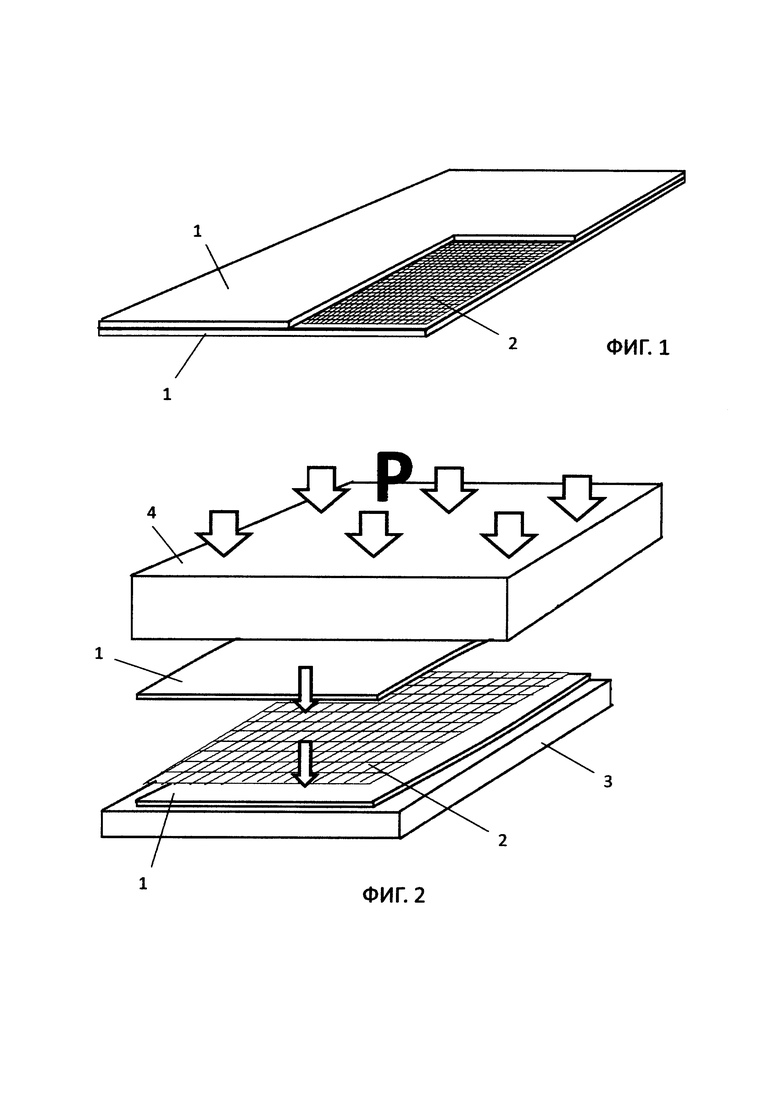
На фиг. 1 - общий вид двухслойно шпоновой панели;
фиг. 2 - показана технология склейки панели.
Согласно настоящему изобретению рассматривается способ получения многослойной панели путем склеивания листовых пластин. Этот способ заключается в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух листовых пластин между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одной из листовых пластин до полимеризации этого слоя. А для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава и укладывают на сухую поверхность по всей площади одной из листовых пластин. Затем на сетку с другой ее стороны укладывают другую листовую пластину с последующим приложением к одной из листовых пластин указанного прессового усилия.
Под понятием листовых пластин понимается лист из любого материала (шпоновые листы, полимерные пластины, картонные листы или бумажные листы, фанерные листы и, в общем, любые листы, которые могут быть между собой склеены). Так как по данному способу решается задача упрощения способа склеивания (за счет исключения следующих за склеиванием операций по очистке панели) и снижения расхода клеевого состава, то толщина и сам материал листов не играет существенной роли.
Рассмотрим данный способ на примере использования шпоновых листов в многослойной панели. В результате использования такого способа получают декоративно-отделочную панель из шпона, представляющую собой два тонких шпоновых листа 1 древесины толщиной от 0,1 до 10 мм каждый, склеенных между собой с образованием лицевой и обратной поверхностей панели из шпона. Полученный любым известным способом (лущением, пилением или строганием) шпон различается по лицевой (правой) и обратной (левой) стороне. Лицевая - это наружная сторона. Верхний слой на лицевой стороне шпона уплотнен сильнее. На левой (обратной) стороне шпона верхний слой более рыхлый, на нем могут появляться микротрещины. Лицевая сторона шпона - Поверхность шпона противоположная оборотной (ГОСТ 15812-87). Панель склеивается таким образом, что в склеенном состоянии лицевая поверхность панели - это лицевая сторона одного из листовых шпонов. А шпоновый лист более низкого качества выступает на обратной стороне.
Так как шпоновый лист обладает анизотропностью и в высушенном состоянии приобретает повышенную хрупкость и трещинность в зонах между волокнами (это не позволяет более двух-трех раз перегибать лист или изгибать его), то предлагается такие еще не подверженные изгибам и перегибам шпоновые листы склеить между собой через армирующий слой в виде сетки 2. Таким образом, между двумя тонкими шпоновыми листами древесины размещают армирующий слой из сетки, а указанные тонкие шпоновые листы древесины приклеивают к разным сторонам этой сетки.
В качестве сетки может выступать сеточное полотно или сетка полимерная или из натуральных волокон. При сжатии такой панели контактными поверхностями каждый лист шпона опирается на нити сетки, поэтому в местах опирания образуются участки, на которых имеется связующее или клеевой состав. Таким образом, клеевой состав, или адгезив, или связующее располагаются либо точечно либо локально, либо линейно, но равномерно распределено по поверхности склейки. Иначе говоря, отдельные клеевые участки не имеют постоянной устойчивой связи или соединения со шпоновыми листами по всей их поверхности, то есть не образуется монолитный слой полимеризовавшегося связующего.
Склейка сетки со шпоновыми листами может осуществляться с использованием известных технологий ламинирования или наклейки шпона в мебельном производстве. Могут использоваться клей-расплав Дорус КУ 819 на основе сополимеров ЭВА, ПВА, клей на основе карбамидоформальдегидной смолы горячего отвердения марки КФ-О (ГОСТ 14231-88), различные жидкостные абразивы и связующие. При склеивании связующий состав локально или точечно (зависит от размеров ячейки сетки) проникает в поры древесной структуры и заполняет их, а после полимеризации в древесной структуре формируется внутренний затвердевший слой, препятствующий деформации волокон в шпоне.
Согласно настоящего изобретения способ склеивания шпоновых листов в многослойной панели заключается в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух тонких шпоновых листов древесины толщиной от 0,1 до 10 мм каждый между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одного из тонких шпоновых листов древесины до полимеризации этого слоя. Особенностью нового способа является то, что для образования слоя клеевого, или адгезивного, или связующего состава используют сетку 2, которую смачивают этим составом, дают стечь излишкам этого состава или их удаляют и укладывают на сухую поверхность по всей площади одного из тонких шпоновых листов древесины, а затем на сетку укладывают другой тонкий шпоновый лист древесины с последующим приложением к верхне расположенному тонкому шпоновому листу древесины указанного прессового усилия Р.
На опорное основание 3 укладывают нижнерасполагаемый в будущей панели шпоновый лист 1. При склейке клей, или абразив, или связующее наносится на сетку 2, которая сверху укладывается на нижний шпоновый лист 1. Затем другой шпоновый лист 1 укладывают сверху на сетку. Прессовым усилием Р (например, используется плита 4 прижима гидравлического пресса) осуществляют прижатие шпонов к сетке для выравнивания панели и до полной полимеризации связующего состава. Такой порядок склейки обусловлен тем, что при нанесении клеевого состава на шпоновый лист происходит насыщение этого листа этим составом, что приводит к разбуханию волокон. Поэтому смачивают составом именно сетку, и на сетке этот состав остается только на ее нитях и в местах переплетений нитей. Это позволяет организовать сетевой рисунок расположения клеевого состава. А склеенная через такую сетку панель приобретает не только прочность за счет того, что один из шпоновых листов становится опорным для другого, но упругость в некоторой области изгиба всей панели за счет того, что сами шпоновые листы сохраняют ограниченную подвижность в межволоконных соединениях.
Применение нового способа позволяет сохранить древесную структуру каждого шпонового листа, что позволило этим листам нормально формировать внутреннее равновесие по расположению волокон даже в условиях внешней деформации. При сжатии листов деформация волокон происходит в области прилегания к сетке, а наружно располагаемые волокна остаются в уравновешенном состоянии и не подвергаются пространственной деформации.
Кроме того, нет необходимости разогревать листы и их шлифовать. Применение сетки позволяет компенсировать шероховатости и неровности на срезах листов. При сжатии под прессом сетка, деформируясь по листу, принимает то положение, которое соответствует профилю листа. Это упрощает технологию склеивания. Кроме того, исключен большой расход клеевого состава, при сеточной структуре расположения клеевых линий исключается создание клеевого корсета, а связь между шпоновыми листами остается. Листы находятся не в перенапряженном состоянии, так как при прессовании под давлением волокна древесины смещаются в область расположения сетки и в этом положении принимают равновесное состояние. Непроклеенные области между листами становятся областями, компенсирующими перенапряжение в склеенных волокнах.
Настоящее изобретение промышленно применимо и может быть изготовлено по технологиям, применяемым в мебельном производстве при отделке панелей. Изобретение позволяет получить многослойные шпоновые панели при минимальном расходе клеевого состава, при этом упрощается процесс склеивания за счет исключения операций по нагреву и шлифованию.
Позволяет облицовывать, фанеровать и одновременно укреплять (упрочнять) толстые листы ДСП, МДФ, различные щитовые материалы. Способ применим для склейки щитов типа CLT (перекрестно-клееные деревянные плиты, др. названия X-LAM, BSP, KLH, Crossplan, Holz massiv). Обычная фанера ломается следующим образом, сначала рвутся поверхностные слои шпона и далее по нарастающей до полного излома. А сетку (или техническую ткань, тканые рогожи и т.д.) использовать в качестве клеевого слоя, то порвать уже сложнее.
Частный случай, толстую фанеру используют для упаковки тяжелых грузов, оборудования. Если в середину такой фанеры с армированием внешних слоев можно использовать мусорные материалы, которые обычно не включают, дабы не ослаблять готовую фанеру, а измельчаются и сжигаются в котельных. Или низкосортную древесину, тополь и т.д.
Способ подходит для материалов с рыхлой структурой, например. Пробка или тот же пенопласт, который славится своей хрупкостью, но который используют, т.к. он дешевый, легкий и теплый. Производители рады бы еще снизить плотность пенопласта, но он будет рассыпаться в руках. Лить или мазать полиуретановый клей на такой лист нельзя, т.к. клей будет прожигать поверхность, а заявленный способ идеально решает эту задачу, еще и облицовывать каким-нибудь дешевеньким картоном или бумагой для изготовления гипсокартона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СТРОИТЕЛЬНО-ДЕКОРАТИВНОЙ ПАНЕЛИ (ВАРИАНТЫ) | 2014 |
|
RU2580115C2 |
| Способ получения декоративно-отделочных панелей | 2016 |
|
RU2611073C1 |
| КАМЕРНАЯ ДЕРЕВЯННАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2015 |
|
RU2596236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СЛОИСТОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2494874C1 |
| ПЕРЕКРЫТИЕ ДЕРЕВЯННОЕ И ПЛИТА ДЕРЕВЯННАЯ ДЛЯ ЭТОГО ПЕРЕКРЫТИЯ | 2015 |
|
RU2597651C1 |
| ЯЧЕИСТЫЙ НАПОЛНИТЕЛЬ ИЗ БАМБУКА ДЛЯ СЛОИСТЫХ ПАНЕЛЕЙ (ВАРИАНТЫ), БАМБУКОВАЯ ПЛАНКА ДЛЯ ЭТОГО НАПОЛНИТЕЛЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ПЛАНКИ (ВАРИАНТЫ) | 2012 |
|
RU2515640C9 |
| КОМПОЗИТНЫЙ СЛОИСТЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2012 |
|
RU2529687C2 |
| Пресс для склеивания листов шпона | 2024 |
|
RU2823654C1 |
| Клееные лыжи | 1958 |
|
SU123069A1 |
| СПОСОБ ОБРАБОТКИ БАМБУКА И ИЗДЕЛИЕ ИЗ БАМБУКА, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2014 |
|
RU2566058C1 |
Изобретение относится к области производства клееных деревянных конструкций. Способ склеивания шпоновых листов в многослойной панели заключается в нанесении слоя клеевого, или адгезивного, или связующего состава. Затем соединяют по крайней мере два тонких шпоновых листа древесины толщиной от 0,1 до 10 мм каждый между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одного из тонких шпоновых листов древесины до полимеризации этого слоя. Для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава и укладывают на сухую поверхность по всей площади одного из тонких шпоновых листов древесины. Затем на сетку укладывают другой тонкий шпоновый лист древесины с последующим приложением к верхнерасположенному тонкому шпоновому листу древесины указанного прессового усилия. Техническим результатом изобретения является упрощение способа склеивания и снижение расхода клеевого состава. 2 н.п. ф-лы, 2 ил.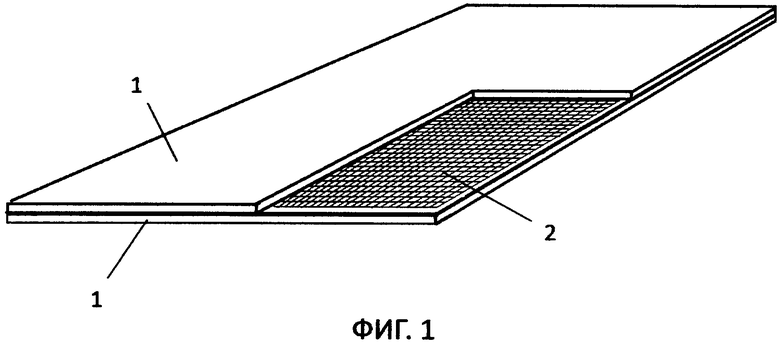
1. Способ склеивания листовых пластин в многослойной панели, заключающийся в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух листовых пластин между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одной из листовых пластин до полимеризации этого слоя, отличающийся тем, что для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава или их удаляют и укладывают на сухую поверхность по всей площади одной из листовых пластин, а затем на сетку с другой ее стороны укладывают другую листовую пластину с последующим приложением к одной из листовых пластин указанного прессового усилия.
2. Способ склеивания шпоновых листов в многослойной панели, заключающийся в нанесении слоя клеевого, или адгезивного, или связующего состава и соединении по крайней мере двух тонких шпоновых листов древесины толщиной от 0,1 до 10 мм каждый между собой через указанный слой посредством приложения прессового усилия по всей площади внешней поверхности одного из тонких шпоновых листов древесины до полимеризации этого слоя, отличающийся тем, что для образования слоя клеевого, или адгезивного, или связующего состава используют сетку, которую смачивают этим составом, дают стечь излишкам этого состава или их удаляют и укладывают на сухую поверхность по всей площади одного из тонких шпоновых листов древесины, а затем на сетку с другой ее стороны укладывают другой тонкий шпоновый лист древесины с последующим приложением к верхнерасположенному тонкому шпоновому листу древесины указанного прессового усилия.
| КУЛИКОВ В.А | |||
| и др | |||
| Технология клееных материалов и плит, Москва, Лесная промышленность, 1984 | |||
| СКЕЛЕТИРОВАННЫЙ КОРРЕГИРУЮЩИЙ КОРСЕТ ДЛЯ ЛЕЧЕНИЯ СКОЛИОЗОВ | 1953 |
|
SU110110A1 |
| US 2011258948 A1, 27.10.2011 | |||
| US 2008295430 A1, 04.12.2008. | |||

