ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка притязает на преимущества приоритета заявки на патент Кореи № 2015-0052773, поданной 29 апреля 2016 в Ведомство по интеллектуальной собственности Кореи, раскрытие которой включено в данный документ путем ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область
Варианты осуществления настоящего раскрытия изобретения относятся к катетеру Фолея и к способу его изготовления и, более конкретно, к катетеру Фолея, в котором расширяемая часть образована посредством использования процесса предварительной обработки, и к способу его изготовления.
2. Описание предшествующего уровня техники
Как правило, устройство медицинского назначения следует понимать как включающее в себя механизм, машину, устройство, материал или аналогичный продукт, который может быть использован отдельно или в комбинации для людей или животных. В соответствии с Актом по устройствам медицинского назначения имеются приблизительно пятьдесят тысяч изделий из приблизительно 2100 многопродуктовых отраслей. В техническом отношении промышленность по производству устройств медицинского назначения представляет собой отрасль промышленности с междисциплинарными знаниями, в которой медицинская наука и технология, связанная с электричеством, электронная технология, технология производства материалов, оптическая технология и биотехнология «сливаются» или применяются.
Примеры главных областей устройств медицинского назначения включают область диагностических устройств, в которой исследуются и разрабатываются изделия, подлежащие использованию для диагностики заболеваний, травм или нарушений здоровья, область терапевтических устройств, в которой исследуются и разрабатываются машины и устройства, подлежащие использованию для лечения или врачевания болезней, травм или нарушений здоровья, область медицинских принадлежностей, в которой исследуются и разрабатываются медицинские материалы и принадлежности для лечения или врачевания болезней, травм или нарушений здоровья, область стоматологических материалов, в которой исследуются и разрабатываются продукты, подлежащие использованию для заполнения поврежденного зуба металлом, пластиком, керамическими материалами или композиционным материалом из них или для нанесения металла, пластика, керамических материалов или композиционного материала из них на поврежденный зуб, и так далее.
Среди различных устройств медицинского назначения катетер Фолея наиболее широко используется в качестве уретрального катетера. По мере старения населения рынок для катетера Фолея будет иметь возрастающий тренд.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, одним аспектом настоящего раскрытия изобретения является разработка катетера Фолея, который является простым в изготовлении, и способа его изготовления.
Другим аспектом настоящего раскрытия изобретения является разработка катетера Фолея, который является дешевым в изготовлении, и способа его изготовления.
Еще одним аспектом настоящего раскрытия изобретения является разработка катетера Фолея, имеющего улучшенные антибактериальные свойства, и способа его изготовления.
Тем не менее, технические цели раскрытия изобретения не ограничены данными.
Дополнительные аспекты раскрытия изобретения будут приведены частично в нижеследующем описании и частично будут очевидными из описания или могут быть изучены при реализации раскрытия изобретения на практике.
Для обеспечения вышеприведенных аспектов раскрытия изобретения в раскрытии изобретения представлен способ изготовления катетера Фолея.
В соответствии с одним вариантом осуществления настоящего раскрытия изобретения предложен способ изготовления катетера Фолея, при этом способ включает: подготовку трубки, проходящей в первом направлении, и выполнение процесса предварительной обработки на части наружной поверхности трубки для образования целевой зоны и общей зоны на наружной поверхности трубки, при этом процесс предварительной обработки выполняют на целевой зоне и не выполняют на общей зоне, и подачу первого силиконового материала к общей зоне трубки и второго силиконового материала к целевой зоне трубки для образования расширяемой части, закрывающей целевую зону, и нерасширяемой части, закрывающей общую зону, при этом второй силиконовый материал имеет более высокий коэффициент удлинения, чем коэффициент удлинения первого силиконового материала.
Кроме того, трубка содержит канал для вдувания воздуха у ее внутренней поверхности, при этом канал для вдувания воздуха проходит в первом направлении, при этом канал для вдувания воздуха содержит отверстие, проходящее через целевую зону, при этом отверстие образуют после образования целевой зоны путем выполнения процесса предварительной обработки.
Кроме того, воздух, вдуваемый через канал для вдувания воздуха, подают в расширяемую часть, закрывающую целевую зону, через отверстие, и расширяемую часть расширяют посредством воздуха, подаваемого в нее.
Кроме того, процесс предварительной обработки обеспечивает активацию поверхности контакта в целевой зоне.
Кроме того, первый силиконовый материал не прикрепляют к целевой зоне, и второй силиконовый материал прикрепляют к общей зоне.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и/или другие аспекты раскрытия изобретения станут очевидными и легче понимаемыми из нижеприведенного описания вариантов осуществления, рассматриваемого совместно с сопровождающими чертежами, на которых:
фиг.1 представляет собой схематическое изображение, иллюстрирующее способ изготовления катетера Фолея в соответствии с одним вариантом осуществления настоящего раскрытия изобретения;
фиг.2 представляет собой схематическое изображение, иллюстрирующее катетер Фолея, изготовленный в соответствии со способом изготовления катетера Фолея согласно одному варианту осуществления настоящего раскрытия изобретения;
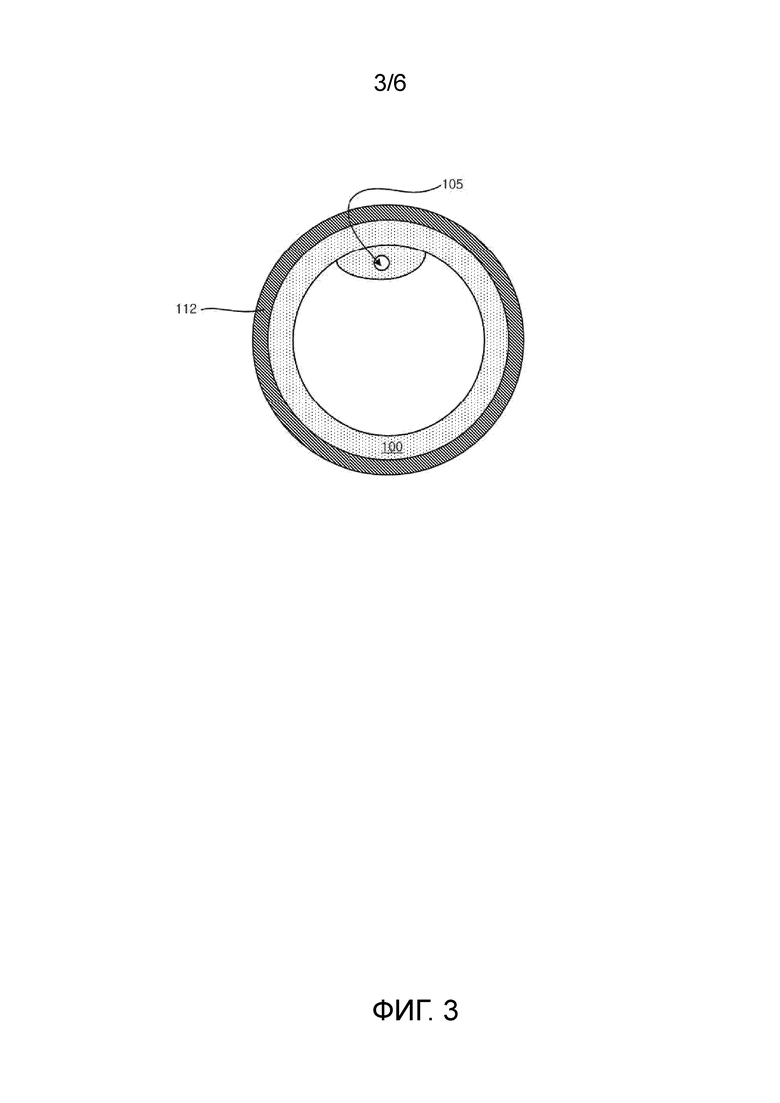
фиг.3 представляет собой поперечное сечение, выполненное по линии А-В на фиг.1;
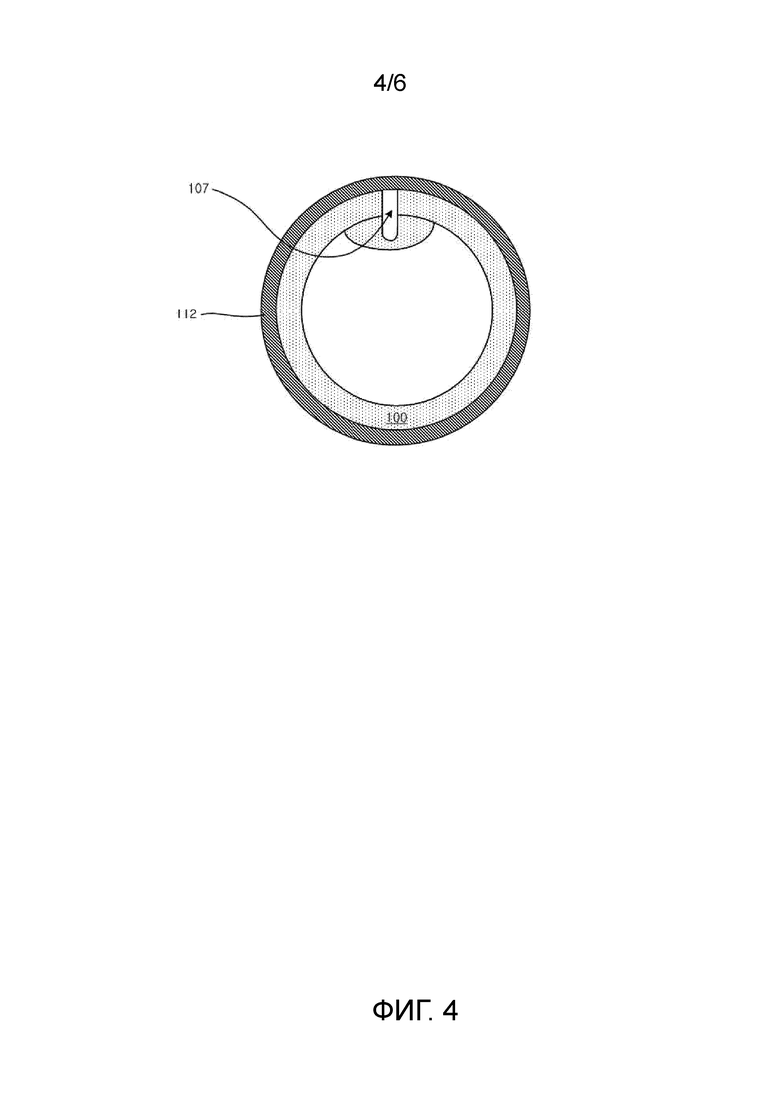
фиг.4 представляет собой поперечное сечение, выполненное по линии C-D на фиг.1;
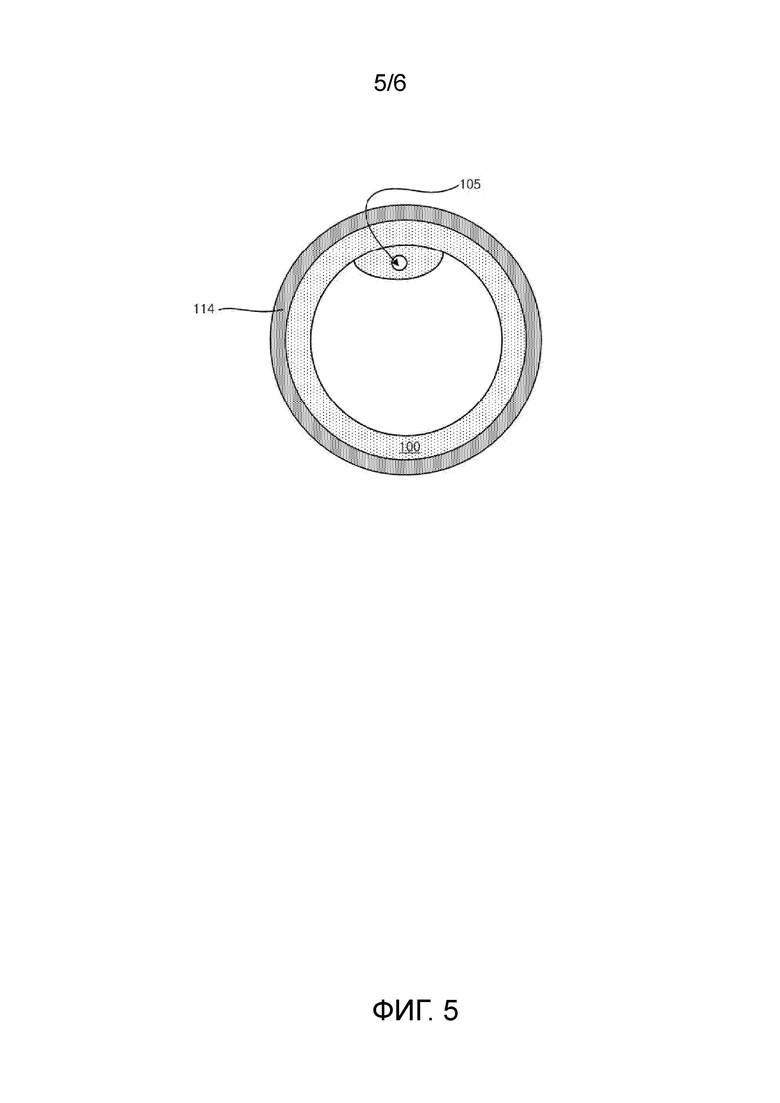
фиг.5 представляет собой поперечное сечение, выполненное по линии E-F на фиг.1; и
фиг.6 представляет собой схематическое изображение, иллюстрирующее расширение расширяемой части катетера Фолея, изготовленного в соответствии со способом изготовления катетера Фолея согласно одному варианту осуществления настоящего раскрытия изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
В дальнейшем приведенные в качестве примера варианты осуществления раскрытия изобретения будут описаны подробно со ссылкой на сопровождающие чертежи. Тем не менее, техническая идея раскрытия изобретения может быть воплощена в многих других вариантах и не должна рассматриваться как ограниченная вариантами осуществления, приведенными в данном документе. Напротив, данные варианты осуществления представлены для того, чтобы данное раскрытие изобретения было всесторонним и полным и передавало полную информацию об объеме раскрытия изобретения специалистам в данной области техники.
Следует понимать, что в том случае, когда в раскрытии изобретения элемент упоминается как находящийся «на» другом элементе, элемент может находиться непосредственно на другом элементе или на промежуточных элементах.
Следует понимать, что несмотря на то, что в различных вариантах осуществления термины «первый», «второй», «третий» и т.д. могут быть использованы в данном документе для описания различных элементов, данные элементы не должны быть ограничены данными терминами. Данные термины используются только для того, чтобы провести различие между одним элементом и другим элементом. Таким образом, первый элемент, рассмотренный ниже, может быть назван вторым элементом без отхода от идей раскрытия изобретения. Каждый из вариантов осуществления, описанных и проиллюстрированных в данном документе, следует понимать как включающий в себя вариант осуществления, комплементарный по отношению к нему. В используемом в данном документе смысле термин «и/или» охватывает любой и все комбинации из одного или более из соответствующих перечисленных объектов.
В используемом в данном документе смысле предусмотрено, что формы единственного числа с артиклями ʺaʺ, ʺanʺ и ʺtheʺ включают в себя также формы множественного числа, если контекст явным образом не указывает иное. Кроме того, следует понимать, что термины «содержать» и/или «содержащий» при их использовании в раскрытии изобретения указывают на наличие приведенных признаков, целых чисел, этапов, операций, элементов и/или компонентов, но не означают исключения наличия или добавления одного/одной или более других признаков, целых чисел, этапов, операций, элементов, компонентов и/или их групп. Кроме того, термины «соединять» и «сцеплять» следует понимать как охватывающие непрямое соединение/сцепление множества элементов и прямое соединение/сцепление множества элементов.
В нижеприведенном описании хорошо известные функции или конструкции не описаны подробно, если определено, что они будут затруднять понимание раскрытия изобретения из-за ненужных подробностей.
Фиг.1 представляет собой схематическое изображение, иллюстрирующее способ изготовления катетера Фолея в соответствии с одним вариантом осуществления настоящего раскрытия изобретения. Фиг.2 представляет собой схематическое изображение, иллюстрирующее катетер Фолея, изготовленный в соответствии со способом изготовления катетера Фолея согласно одному варианту осуществления настоящего раскрытия изобретения. Фиг.3 представляет собой поперечное сечение, выполненное по линии А-В на фиг.1. Фиг.4 представляет собой поперечное сечение, выполненное по линии C-D на фиг.1. Фиг.5 представляет собой поперечное сечение, выполненное по линии E-F на фиг.1. Фиг.6 представляет собой схематическое изображение, иллюстрирующее расширение расширяемой части катетера Фолея, изготовленного в соответствии со способом изготовления катетера Фолея согласно одному варианту осуществления настоящего раскрытия изобретения.
Как показано на фиг.1-6, подготовлена трубка 100, проходящая в первом направлении. Трубка 100 может включать в себя канал 105 для вдувания воздуха. Канал 105 для вдувания воздуха может быть выполнен у внутренней поверхности трубки 100 и может проходить вдоль трубки 100 в первом направлении.
В соответствии с одним вариантом осуществления настоящего раскрытия изобретения трубка 100 может быть образована из силикона (например, hr1160, hr1170 или hr1165) и может иметь твердость от 60 до 70. Процесс предварительной обработки может быть выполнен на части трубки 100. Когда процесс предварительной обработки выполняют на части трубки 100, целевая зона 102 и общая зона 104 могут быть образованы на наружной поверхности трубки 100. Другими словами, наружная поверхность части трубки 100, на которой выполняют процесс предварительной обработки, может быть определена как целевая зона 102, и наружная поверхность остальной зоны трубки 100, на которой процесс предварительной обработки не выполняют, может быть определена как общая зона 104.
В соответствии с одним вариантом осуществления процесс предварительной обработки может представлять собой процесс активации поверхности контакта посредством использования поверхностно-активного вещества. Таким образом, целевая зона 102 может представлять собой зону с активированной поверхностью контакта, и общая зона 104 может представлять собой зону с неактивированной поверхностью контакта. Например, поверхностно-активное вещество может представлять собой поверхностно-активное вещество с отрицательными ионами (например, сополимер акрилонитрила, бутадиена и стирола (ABS), соль карбоновой кислоты, соль сульфоновой кислоты, сульфат сложного эфира, фосфат сложного эфира или тому подобное), поверхностно-активное вещество с положительными ионами (например, галид аммония или тому подобное) или амфолитное поверхностно-активное вещество (например, производные мидазолина, бетаин, сульфобетаин, фосфатид или тому подобное). В качестве другого примера поверхностно-активное вещество может представлять собой природное поверхностно-активное вещество (например, лецитин или тому подобное), силиконовое поверхностно-активное вещество (например, сополимер диметикона и алкилдиметикона или тому подобное) или полимерное поверхностно-активное вещество (например, аравийскую камедь, альгиновую кислоту, производные крахмала или тому подобное).
Трубка 100 может быть введена в машину для формования силикона. После ввода трубки 100 в машину для формования силикона первый силиконовый материал и второй силиконовый материал могут быть поданы в машину для формования силикона через канал для ввода исходного материала. В соответствии с одним вариантом осуществления второй силиконовый материал может иметь более высокий коэффициент удлинения, чем коэффициент удлинения первого силиконового материала. Более подробно, первый силиконовый материал может представлять собой, например, hr1160, производимый компанией HRS, и второй силиконовый материал может представлять собой, например, hr1130, производимый компанией HRS.
В соответствии с одним вариантом осуществления первый силиконовый материал и второй силиконовый материал могут быть поданы одновременно через один канал для ввода исходного материала. В соответствии с другим вариантом осуществления первый силиконовый материал может быть подан через первый канал для ввода исходного материала (непоказанное) и второй силиконовый материал может быть подан через второй канал для ввода силиконового материала (непоказанное). В соответствии с еще одним вариантом осуществления второй силиконовый материал может быть подан после подачи первого силиконового материала через канал для ввода исходного материала. В соответствии с еще одним вариантом осуществления первый силиконовый материал может быть подан после подачи второго силиконового материала через канал для ввода исходного материала. В соответствии с еще одним вариантом осуществления трубка 100 может быть вставлена в первую трубку с маской, которая открывает для воздействия общую зону 104 и закрывает целевую зону 102, первый силиконовый материал может быть подан к открытой для воздействия общей зоне 104, трубка 100 может быть вставлена во вторую трубку с маской, которая закрывает общую зону 104 и открывает для воздействия целевую зону 102, и затем второй силиконовый материал может быть подан к открытой для воздействия целевой зоне 102. В вариантах осуществления раскрытия изобретения порядок, в котором подают первый силиконовый материал и второй силиконовый материал, не ограничен описанными выше и может быть модифицирован различными способами.
Первый силиконовый материал может быть прикреплен к общей зоне 104, на которой процесс предварительной обработки не выполняют. Второй силиконовый материал может быть присоединен к целевой зоне 102, на которой процесс предварительной обработки выполняют. Таким образом, первый силиконовый материал может быть подан к общей зоне 104 трубки 100, и второй силиконовый материал может быть подан к целевой зоне 102 трубки 100.
Следовательно, могут быть образованы расширяемая часть 112, закрывающая целевую зону 102, и нерасширяемая часть 114, закрывающая общую зону 104. Другими словами, расширяемая часть 112 может быть образована при адсорбции второго силиконового материала вдоль целевой зоны 102 трубки 100, и нерасширяемая часть 114 может быть образована при адсорбции первого силиконового материала вдоль общей зоны 104 трубки 100.
Расширяемая часть 112 образуется на целевой зоне 102, на которой процесс предварительной обработки выполняют, как описано выше, и, таким образом, расширяемая часть 112 может быть по существу не соединена с трубкой 100. Таким образом, расширяемая часть 112 может быть размещена на расстоянии от трубки 100. Напротив, нерасширяемая часть 114 образуется на общей зоне 104, на которой процесс предварительной обработки не выполняют, как описано выше, и, таким образом, нерасширяемая часть 114 может быть по существу соединена с трубкой 100. Таким образом, нерасширяемая часть 114 может не находиться на расстоянии от трубки 100. Канал 105 для вдувания воздуха может включать в себя отверстие 107, которое проходит через целевую зону 102. Таким образом, отверстие 107 может быть закрыто расширяемой частью 112, закрывающей целевую зону 102. Другими словами, расширяемая часть 112 может быть открыта для воздействия посредством отверстия 107.
Отверстие 107 может быть образовано после образования целевой зоны 102 в соответствии с процессом предварительной обработки. Другими словами, после образования целевой зоны 102 отверстие 107 может быть образовано так, чтобы оно проходило через целевую зону 102. Таким образом, может быть предотвращено образование отверстия 107 в общей зоне 104, отличной от целевой зоны 102. Кроме того, отверстие 107 может быть образовано после образования целевой зоны 102, и, таким образом, может быть предотвращено выполнение процесса предварительной обработки на боковой стенке отверстия 107. Соответственно, существует возможность предотвращения закупоривания отверстия 107 первым силиконовым материалом, вызываемого тем, что процесс предварительной обработки выполняют на боковой стенке отверстия 107 и, таким образом, первый силиконовый материал подают к отверстию 107.
Воздух может быть введен с наружной стороны через канал 105 для вдувания воздуха. Воздух может проходить вдоль канала 105 для вдувания воздуха в первом направлении и может затем подаваться в расширяемую зону 112, закрывающую целевую зону 102, через отверстие 107. Расширяемая часть 112 может расширяться посредством воздуха, подаваемого в нее, как проиллюстрировано на фиг.6.
Лекарственный препарат может быть введен в трубку 100 и выпущен наружу через канал Н для ввода лекарственного препарата, образованный на одном конце трубки 100. Канал Н для ввода лекарственного препарата может быть образован после образования расширяемой части 112 и нерасширяемой части 114.
Как описано выше, в соответствии с одним вариантом осуществления раскрытия изобретения, целевая зона 102 и общая зона 104 могут быть образованы посредством выполнения процесса предварительной обработки на части наружной поверхности трубки 100, и расширяемая часть 112, закрывающая целевую зону 102, и нерасширяемая часть 114, закрывающая общую зону 104, могут быть образованы посредством подачи первого силиконового материала к общей зоне 104 трубки 100 и второго силиконового материала к целевой зоне 102 трубки 100. Таким образом, расширяемая часть 112 и нерасширяемая часть 114 могут быть образованы легко в соответствии с простым технологическим процессом. Кроме того, поскольку расширяемая часть 112 и нерасширяемая часть 114 могут быть образованы в соответствии с одним и тем же технологическим процессом, наружный диаметр катетера Фолея, включающего в себя расширяемую часть 112 и нерасширяемую часть 114, может быть по существу постоянным в соответствии с местом на трубке 100.
В отличие от вышеприведенного варианта осуществления в том случае, когда расширяемая часть образована на наружной поверхности трубки 100 в соответствии с процессом адгезии, процесс изготовления катетера Фолея является сложным, изготовление катетера Фолея занимает большое количество времени и затруднено изготовление катетера Фолея с постоянным наружным диаметром.
Тем не менее, как описано выше, в соответствии с одним вариантом осуществления раскрытия изобретения расширяемая часть 112 и нерасширяемая часть 114 могут быть образованы посредством образования целевой зоны 102 и общей зоны 104 за счет выполнения процесса предварительной обработки на части трубки 100 и последующей соответствующей подачи первого силиконового материала и второго силиконового материала к целевой зоне 102 и общей зоне 104. Таким образом, может быть разработан способ изготовления высококачественного катетера Фолея при упрощенном технологическом процессе, с более низкими затратами на изготовление и в больших количествах.
Как очевидно из вышеприведенного описания, способ изготовления катетера Фолея в соответствии с одним вариантом осуществления раскрытия изобретения может включать подготовку трубки, проходящей в первом направлении; выполнение процесса предварительной обработки на части наружной поверхности трубки для образования - на наружной поверхности трубки - целевой зоны, на которой выполнен процесс предварительной обработки, и общей зоны, на которой не выполнен процесс предварительной обработки; и подачу первого силиконового материала к общей зоне трубки и второго силиконового материала (имеющего более высокий коэффициент удлинения, чем коэффициент удлинения первого силиконового материала) к целевой зоне трубки для образования расширяемой части, закрывающей целевую зону, и нерасширяемой части, закрывающей общую зону. В соответствии со способом изготовления катетера Фолея катетер Фолея может быть изготовлен упрощенным образом и с более низкими затратами на изготовление.
Несмотря на то что несколько вариантов осуществления настоящего раскрытия изобретения были показаны и описаны, объем раскрытия изобретения не ограничен ими, и специалистам в данной области техники будет понятно, что изменения могут быть выполнены в данных вариантах осуществления без отхода от принципов и сущности раскрытия изобретения, объем которого определен в пунктах формулы изобретения и их эквивалентах.



Изобретение относится к области медицинской техники, а именно к способу изготовления катетера Фолея, в котором расширяемая часть образована посредством использования процесса предварительной обработки. Способ изготовления катетера Фолея включает: подготовку трубки, проходящей в первом направлении; выполнение процесса предварительной обработки на части наружной поверхности трубки для образования целевой зоны и общей зоны на наружной поверхности трубки; и подачу первого силиконового материала к общей зоне трубки и второго силиконового материала к целевой зоне трубки для образования расширяемой части, закрывающей целевую зону, и нерасширяемой части, закрывающей общую зону. Процесс предварительной обработки выполняют на целевой зоне и не выполняют на общей зоне. Второй силиконовый материал имеет более высокий коэффициент удлинения, чем коэффициент удлинения первого силиконового материала. Трубка содержит канал для подачи воздуха у ее внутренней поверхности. Канал для подачи воздуха проходит в первом направлении. Канал для подачи воздуха содержит отверстие, проходящее через целевую зону. Отверстие выполняют после образования целевой зоны путем выполнения процесса предварительной обработки. Изобретение обеспечивает получение катетера Фолея с улучшенными антибактериальными свойствами, простого и дешевого в изготовлении. 3 з.п. ф-лы, 6 ил.
1. Способ изготовления катетера Фолея, при этом способ включает:
подготовку трубки, проходящей в первом направлении; и
выполнение процесса предварительной обработки на части наружной поверхности трубки для образования целевой зоны и общей зоны на наружной поверхности трубки, при этом процесс предварительной обработки выполняют на целевой зоне и не выполняют на общей зоне; и
подачу первого силиконового материала к общей зоне трубки и второго силиконового материала к целевой зоне трубки для образования расширяемой части, закрывающей целевую зону, и нерасширяемой части, закрывающей общую зону, при этом второй силиконовый материал имеет более высокий коэффициент удлинения, чем коэффициент удлинения первого силиконового материала, при этом трубка содержит канал для подачи воздуха у ее внутренней поверхности, причем канал для подачи воздуха проходит в первом направлении,
при этом канал для подачи воздуха содержит отверстие, проходящее через целевую зону,
при этом отверстие выполняют после образования целевой зоны путем выполнения процесса предварительной обработки.
2. Способ по п.1, в котором воздух, подаваемый через канал подачи воздуха, подают в расширяемую часть, закрывающую целевую зону, через отверстие, и
расширяемую часть расширяют посредством воздуха, подаваемого в нее.
3. Способ по п.1, в котором процесс предварительной обработки обеспечивает активацию поверхности контакта в целевой зоне.
4. Способ по п.1, в котором первый силиконовый материал не прикрепляют к целевой зоне, а второй силиконовый материал прикрепляют к общей зоне.
| US 3292627 A, 20.12.1966 | |||
| US 3926705 A, 16.12.1975 | |||
| Способ отделочной обработки цилиндрических деталей абразивным бруском | 1972 |
|
SU512041A1 |
| KR 20010084978 A, 07.09.2001 | |||
| US 4670313 A, 11.02.1975. | |||

