Изобретение относится к области машиностроения, в частности к производству абразивных инструментов из электрокорунда белого на керамических связках с номерами структуры 10-18.
Из уровня техники известен состав абразивной массы, содержащий абразивные зерна из электрокорунда белого, керамическую связку, наполнитель в виде смеси полых сферических частиц из алюмосиликата размером в диапазоне от 5 до 560 мкм в количестве 2-200 об. % абразива и выгорающий наполнитель, например, фруктовые косточки в количестве 5-250 об. % алюмосиликатного наполнителя (Патент РФ №2152298, B24D 3/18, 2000 г.).
В процессе приготовления абразивной массы в ее состав дополнительно вводят клеящие и увлажняющие добавки.
В качестве клеящих и увлажняющих добавок для абразивных масс инструмента нормальных структур с номерами 5-8 и с содержанием абразивного зерна в количестве 52-46 об. % известны жидкое стекло и декстрин. Жидкое стекло рекомендуется для формовочных масс абразивного инструмента на керамической связке из крупно- и среднезернистого электрокорунда белого с зернистостью от F30 до F80 в количестве 1,39 масс. долей на 100 масс. долей связки, а для мелкозернистого инструмента с зернистостью от F90 до F150 - порошковый декстрин до 5-7 об. %. Для этих целей применяют также жидкий бакелит и спиртосульфитный щелок (Основы проектирования и технология изготовления абразивного и алмазного инструмента / Ю.М. Ковальчук, В.А. Букин, Б.А. Глаговский и др. общей ред. Ю.М. Ковальчука / М: Машиностроение, 1984-288 с. (с. 157)).
Известно, что в массе для изготовления абразивного инструмента с содержанием абразивного зерна в количестве 26-42 об. % с номерами структуры 10-18 количество клеящих и увлажняющих добавок составляет 10-15 об. % (Патент РФ №2494853 B24D 3/18, 2012 г.).
Недостатком известных клеящих и увлажняющих добавок является их низкая эффективность в случаях использования в абразивных массах для инструмента с высокими номерами структуры.
С увеличением номера структуры абразивного инструмента уменьшается объемное содержание абразивного зерна. Например, в шлифовальных кругах со структурами 10-18, которые наиболее востребованы в машиностроении на проблемных операциях профильного и глубинного шлифования, а также для обработки без принудительного охлаждения, содержание зерна уменьшается до 42-26% объема инструмента. Создаются предпосылки для увеличения его объемной деформации при высокотемпературном обжиге за счет «стягивания» имеющихся зерен остывающей керамической связкой после ее расплавления.
Чтобы минимизировать объемную деформацию инструмента при обжиге в его состав вводятся твердые компенсаторы в количестве, необходимом для обеспечения объема твердых компонентов в формуемой абразивной массе до 65-75%. Керамическая связка, обеспечивая заданную степень твердости абразивного инструмента, только частично компенсирует недостаточный объем. Большая его часть заполняется наполнителем в виде смеси алюмосиликатных полых сферических частиц и частиц молотых фруктовых косточек - до 25 об. % и более.
Таким образом, качественное изготовление инструмента с высокими номерами структуры обусловлено приготовлением абразивной массы, состав которой представляет собой смесь разнородных по своим физическим, химическим свойствам и морфологическим характеристикам компонентов, которые необходимо прочно скрепить, чтобы противодействовать возможной миграции наиболее тяжелых зерен при смешивании, формовании и сушке инструмента.
При использовании жидкого стекла или декстрина для склеивания органических и неорганических компонентов, имеющих отличные друг от друга степень развитости микрорельефа и химическую активность их поверхностей, включая адсорбцию к влагопоглощению, не обеспечивается прочность их соединения в абразивной массе, необходимая для формования заготовок абразивного инструмента с высокими номерами структуры и их последующим кантованием и транспортировкой для складирования, сушки и обжига.
Технической задачей заявленного изобретения является повышение технологичности изготовления и эксплуатационных характеристик абразивного инструмента.
Техническим результатом заявленного изобретения является обеспечение повышенной прочности и однородности формовочной массы.
Поставленный технический результат достигается за счет того, что в состав абразивной массы для изготовления инструмента с высокими номерами структуры из электрокорунда белого зернистостью F46-F120 в количестве 26-42 об. % на керамической связке в количестве 5-21 об. % с наполнителем в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм в количестве 2-15 об. % и частиц молотых фруктовых косточек размером в диапазоне от 100 до 630 мкм в количестве 4-12 об. % вводят клеящие и увлажняющие добавки в виде порошкового мелкодисперсного декстрина в количестве 75-150% объемного содержания керамической связки и 50%-ного водного раствора лигносульфоната в количестве 25-75% суммарного объемного содержания наполнителя из алюмосиликата и фруктовой косточки.
Содержание клеящих и увлажняющих добавок в виде декстрина и 50%-ного водного раствора лигносульфоната составляет 15,5-20 об. % абразивной массы.
Декстрин - это полисахарид, модифицированный крахмал, обладающий хорошими клеящими свойствами.
Лигносульфонат является водорастворимым порошком из смеси натриевых солей лигносульфоновых кислот, получаемых из щелоков бисульфитной варки целлюлозы. Обладает универсальными свойствами поверхностно-активных веществ, а также пластифицирующими и диспергирующими свойствами в сочетании с упрочняющим действием. Из опытов установлено, что наиболее полно указанные достоинства лигносульфоната обеспечиваются при его 50%-ной концентрации в водном растворе.
Аддитивный эффект от совокупного действия порошкового декстрина и 50%-ного водного раствора лигносульфоната заключается в увеличении сцепляемости между собой всех разнородных компонент абразивной массы - зерна, керамической связки и частиц наполнителя в виде алюмосиликатных микросфер и фруктовых косточек и, соответственно, в повышении прочности абразивной массы до уровня, необходимого для бездефектного изготовления инструмента с высокими номерами структуры.
Введение в заявленных количествах порошкового декстрина и 50%-ного водного раствора лигносульфоната в состав абразивной массы для инструмента со структурами 10-18 обеспечивает улучшенную технологичность ее приготовления также с точки зрения однородного и быстрого размешивания входящих компонент, отсутствия комкуемости и хорошего рассева через сито.
Примеры заявленного состава абразивной массы приведены ниже.
Пример 1
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А зернистостью F46 со структурой N=10 с введенным наполнителем в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек со средним размером 500 мкм (КФ50) состоит из следующих компонентов, об. %:
Пример 2
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А зернистостью F60 со структурой N=15 с введенным наполнителем в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек со средним размером 250 мкм (КФ25) состоит из следующих компонентов, об. %:
Пример 3
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А зернистостью F80 со структурой N=12 с введенным наполнителем в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек со средним размером 630 мкм (КФ63) состоит из следующих компонентов, об. %:
Пример 4
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А зернистостью F120 со структурой N=18 с введенным наполнителем в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек со средним размером 100 мкм (КФ10) состоит из следующих компонентов, об. %:
В приведенных примерах составов абразивной массы количество клеящих и увлажняющих добавок в виде композиции из порошкового декстрина и 50%-ного водного раствора лигносульфоната представлено в диапазоне 15,5-20 об. %.
Для экспериментальной проверки предлагаемых технических решений были изготовлены 4 массы для лабораторных образцов и шлифовальных кругов в соответствии с примерами, представленными выше.
Прочность сырца абразивной массы измерялась на приборе Ватти на предварительно отформованных брусках размером 250×35×30 мм по специальной методике (Основы проектирования и технология изготовления абразивного и алмазного инструмента / Ю.М. Ковальчук, В.А. Букин, Б.А. Глаговский и др. общей ред. Ю.М. Ковальчука / М: Машиностроение, 1984 - 288 с. (с. 157)).
Для установления однородности приготовленной массы оценивалась твердость шлифовальных кругов прямого профиля с размерами 80×16×32 мм акустическим методом в соответствии с ГОСТ Р 52710-2007 «Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн». С помощью прибора «Звук-203М» определялись величина звукового индекса (ЗИ) каждого круга, а однородность его состава сравнивалась по величине среднеквадратичного отклонения ЗИ для пяти образцов инструмента, изготовленных из одного состава абразивной массы.
В таблице приведены результаты сравнения свойств заявленной массы и массы по прототипу. Образцы и шлифовальные круги из абразивной массы по прототипу изготавливались с клеящими и увлажняющими добавками из жидкого стекла (примеры 1, 2, 3; зернистостью F46, F60 и F80) и декстрина (пример 4, зернистость F120).
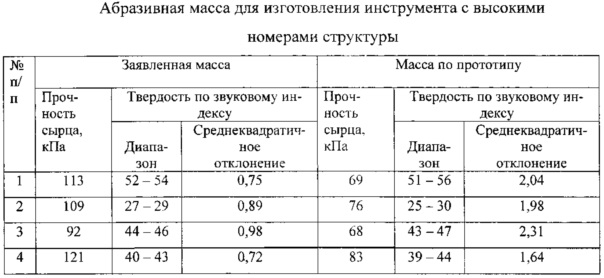
Сравнением полученных результатов установлено, что заявленная совокупность признаков, изложенная в формуле изобретения, позволяет обеспечить повышенную - до 64% прочность сырца, необходимую для формования абразивного инструмента с высокими номерами структуры, и более однородный состав массы для производства инструмента со стабильной твердостью его в объеме.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными "признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для изготовления абразивного инструмента;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требуемым условиям патентоспособности: «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокоструктурного абразивного инструмента с разнородной зернистостью | 2017 |
|
RU2683998C1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2433032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536575C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОЗЕРНИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2016 |
|
RU2630729C1 |
| ПОЛИЗЕРНИСТАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2507057C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
Изобретение относится к области машиностроения, в частности к производству абразивных инструментов из электрокорунда белого на керамических связках с номерами структуры 10-18. Абразивная масса включает абразив, керамическую связку, наполнитель в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек размером в диапазоне от 100 до 630 мкм, клеящие и увлажняющие добавки, при этом в качестве клеящих и увлажняющих добавок в количестве 15,5-20 об. % она содержит порошковый декстрин в количестве 75-150 об. % керамической связки и 50%-ный водный раствор лигносульфоната в количестве 25-75 об. % суммарного содержания наполнителя в виде алюмосиликата и фруктовых косточек, при следующем соотношении компонентов, об. %: абразив 26-42, керамическая связка 5-21, наполнитель из алюмосиликата 2-15, наполнитель из фруктовых косточек 4-12, порошковый декстрин 7,5-12, 50 %-ный водный раствор лигносульфоната 4,5-8, естественные поры остальное. Техническим результатом заявленного изобретения является обеспечение повышенной прочности и однородности формовочной массы. 1 табл., 4 пр.
Абразивная масса для изготовления инструмента с высокими номерами структуры, включающая абразив, керамическую связку, наполнитель в виде алюмосиликатных полых сферических частиц размером в диапазоне от 5 до 560 мкм и частиц молотых фруктовых косточек размером в диапазоне от 100 до 630 мкм, клеящие и увлажняющие добавки, отличающаяся тем, что в качестве клеящих и увлажняющих добавок в количестве 15,5-20 об. % она содержит порошковый декстрин в количестве 75-150 об. % керамической связки и 50 %-ный водный раствор лигносульфоната в количестве 25-75 об. % суммарного содержания наполнителя в виде алюмосиликата и фруктовых косточек, при следующем соотношении компонентов, об. %:
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536575C2 |
| ПРОИЗВОДНЫЕ СОРДАРИНА И ОБЛАДАЮЩИЙ ПРОТИВОГРИБКОВОЙ АКТИВНОСТЬЮ ФАРМАЦЕВТИЧЕСКИЙ СОСТАВ НА ИХ ОСНОВЕ | 1995 |
|
RU2152398C1 |
| CN 104440596 A, 25.03.2015. | |||

