ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА СМЕЖНЫЕ ЗАЯВКИ
Настоящая заявка испрашивает преимущество предварительной заявки на патент США № 61/580679, поданной 28 декабря 2011 г., озаглавленной «Пленки и способы производства», содержание которой полностью включено в настоящий документ путем ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение по существу относится к пленкам (например, полимерным пленкам) и способам производства, а по меньшей мере в некоторых вариантах осуществления - к перфорированным пленкам и способам производства для медицинского применения.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном варианте осуществления имеется гибкое тело, содержащее пленку (например, полимерную пленку), имеющую первую поверхность и противоположную вторую поверхность, причем пленка имеет множество отверстий, проходящих от первой поверхности до второй поверхности, и множество приподнятых выступов, выдающихся из первой поверхности так, что каждое из множества отверстий окружено одним из множества приподнятых выступов. В предпочтительном варианте осуществления пленка образована из полимерного материала (т.е. полимерная пленка). В одном варианте осуществления полимерная пленка содержит биорассасывающийся полимер. В одном варианте осуществления биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида, D-лактида, D,L-лактида, гликолида, лактона, лактама, триметиленкарбоната, циклического карбоната, циклического эфира, парадиоксанона, бета-гидроксимасляной кислоты, бета-гидроксипропионовой кислоты, бета-гидроксивалериановой кислоты и их комбинации. В одном варианте осуществления биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида, D-лактида, D,L-лактида, ε-капролактона, триметиленкарбоната, парадиоксанона и их комбинации. В одном варианте осуществления биорассасывающийся полимер представляет собой сополимер гликолида, триметиленкарбоната, лактида и капролактона.
В одном варианте осуществления первая поверхность включает прилегающую плоскую часть, проходящую между множеством приподнятых выдающихся выступов. В одном варианте осуществления каждое множество приподнятых выдающихся выступов имеет наружный край, который приподнят над прилегающей плоской частью на величину от приблизительно 0,1 мм до приблизительно 1,0 мм. В одном варианте осуществления полимерная пленка содержит множество отдельных элюируемых лекарственных компонентов, причем полимерная пленка выполнена с возможностью элюировать множество отдельных лекарственных компонентов в разные периоды времени после имплантации гибкого тела. В дополнительном варианте осуществления гибкое тело содержит по меньшей мере один шов, выполненный с возможностью образовывать оболочку из полимерной пленки. В одном варианте осуществления полимерная пленка имеет первый предел прочности в первом плоском направлении и второй предел прочности во втором плоском направлении, перпендикулярном первому плоскому направлению, причем первый предел прочности по существу равен второму пределу прочности. В одном варианте осуществления полимерная пленка имеет номинальную толщину не более 0,06 мм. В одном варианте осуществления первая поверхность имеет первое тактильное ощущение, которое отличается от второго тактильного ощущения второй поверхности.
В другом варианте осуществления имеется способ получения полимерной пленки, содержащий: помещение раствора полимера в одностороннюю форму для литья, имеющую множество возвышений, проходящих от дна формы для литья, причем раствор полимера характеризуется вязкостью, которая подавляет самостоятельный ток полимера по форме для литья; распределение раствора полимера вокруг каждого из множества возвышений; и отверждение раствора полимера. В одном варианте осуществления форма для литья включает форму периметра, проходящую до приподнятости, которая по существу равна приподнятости каждого из множества возвышений. В одном варианте осуществления распределение содержит проведение распределяющего средства, такого как лезвие, пластина, скребок или валик, по форме периметра и множеству возвышений для обеспечения тока раствора полимера вокруг множества возвышений и по форме для литья так, чтобы раствор полимера имел по существу однородную толщину. В одном варианте осуществления после проведения наружная поверхность каждого из возвышений по существу свободна от раствора полимера. В одном варианте осуществления стадия помещения включает внесение раствора полимера в форму для литья так, чтобы часть раствора полимера находилась над приподнятостью формы периметра и возвышениями.
В одном варианте осуществления отверждение раствора полимера включает уменьшение толщины раствора полимера. В одном варианте осуществления отверждение раствора полимера включает образование мениска отвержденного полимера вокруг каждого из множества возвышений. В одном варианте осуществления расстояние от дна формы для литья до верха каждого из множества возвышений составляет менее приблизительно 0,3 мм. В одном варианте осуществления раствор полимера содержит лекарственное средство. В одном варианте осуществления раствор полимера образован путем комбинирования растворителя, полимера и лекарственного средства при температуре ниже 90°C. В одном варианте осуществления форма периметра образует общую площадь формы для литья, а множество возвышений образует площадь, которая составляет по меньшей мере приблизительно 15% общей площади формы для литья. В дополнительном варианте осуществления способ содержит отслаивание пленки с элюируемым лекарственным средством от формы для литья.
В одном варианте осуществления раствор полимера содержит раствор поперечносшиваемого форполимера. В одном варианте осуществления стадия отверждения включает поперечное сшивание полимера путем применения УФ-излучения, изменения температуры, катализаторов полимеризации, растворимых поперечносшивающих агентов или их комбинаций к раствору полимера. В одном варианте осуществления раствор полимера включает отдельные блоки лекарственных средств. В одном варианте осуществления раствор полимера содержит первый растворитель и полимер, а стадия отверждения включает воздействие на раствор полимера второго растворителя, в котором растворим первый растворитель, но в котором нерастворимы полимер и лекарственное средство, так что первый растворитель по меньшей мере по существу удаляется из раствора полимера и полимер отверждается с содержащимся лекарственным средством.
КРАТКОЕ ОПИСАНИЕ НЕКОТОРЫХ ВИДОВ ЧЕРТЕЖЕЙ
Предшествующий краткий обзор, а также следующее подробное описание вариантов осуществления полимерных пленок и способов производства можно будет лучше понять при рассмотрении вместе с приложенными рисунками примеров осуществления. Однако следует понимать, что настоящее изобретение не ограничено показанными точными механизмами и устройствами.
На фигурах показано следующее.
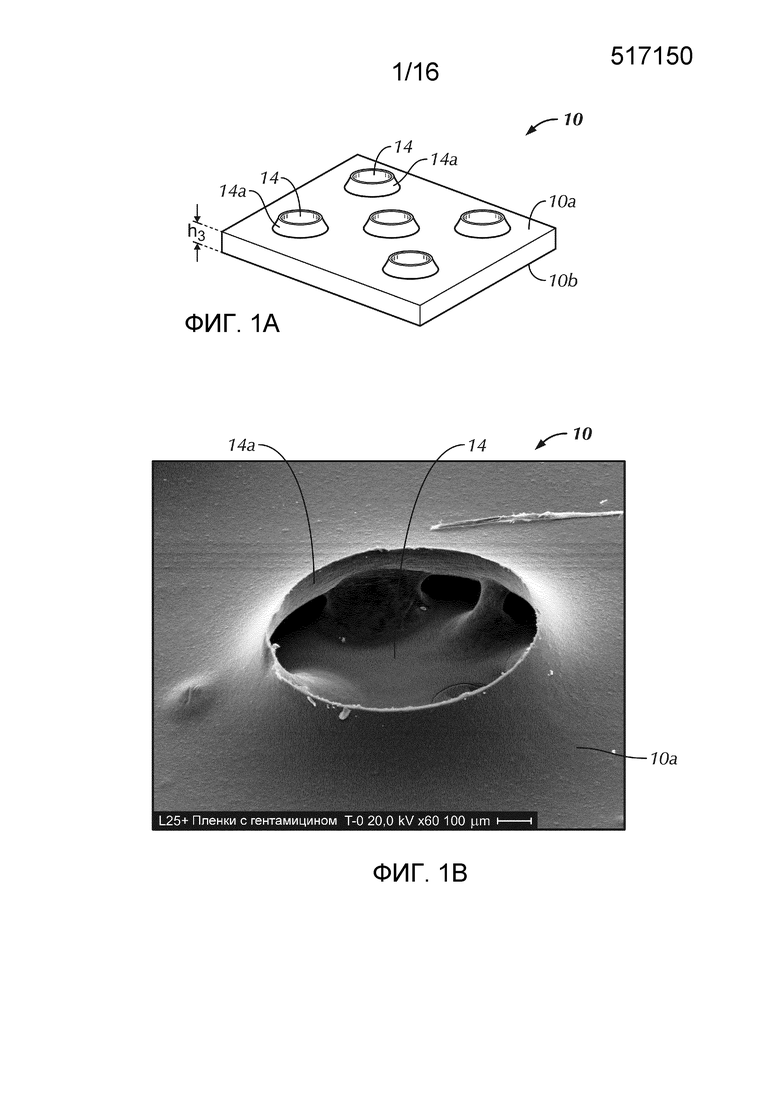
На фиг. 1A представлен увеличенный схематический вид в перспективе части пленки (в данном случае - полимерной пленки) в соответствии с примером осуществления настоящего изобретения;
на фиг. 1B представлена фотография отверстия полимерной пленки с 60-кратным увеличением в соответствии с примером осуществления настоящего изобретения;
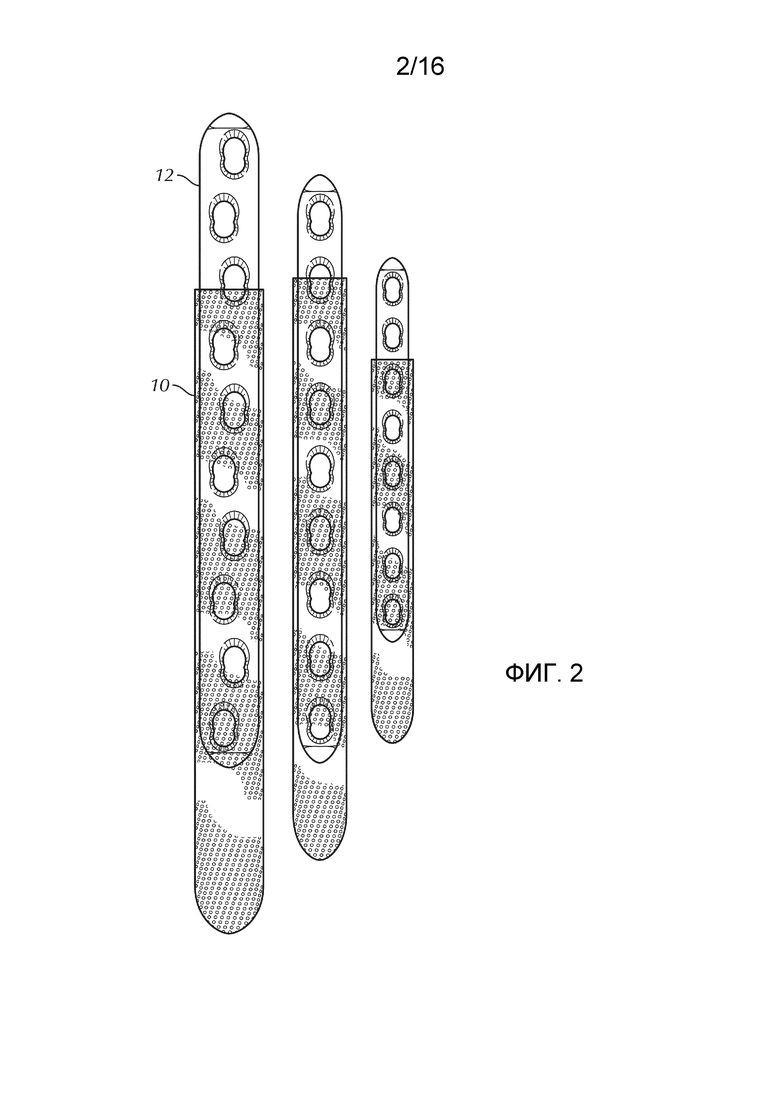
на фиг. 2 представлен вид сверху трех примеров оболочек, образованных из полимерной пленки, изображенной на фиг. 1B, в комбинации с соответствующим имплантируемым медицинским устройством;
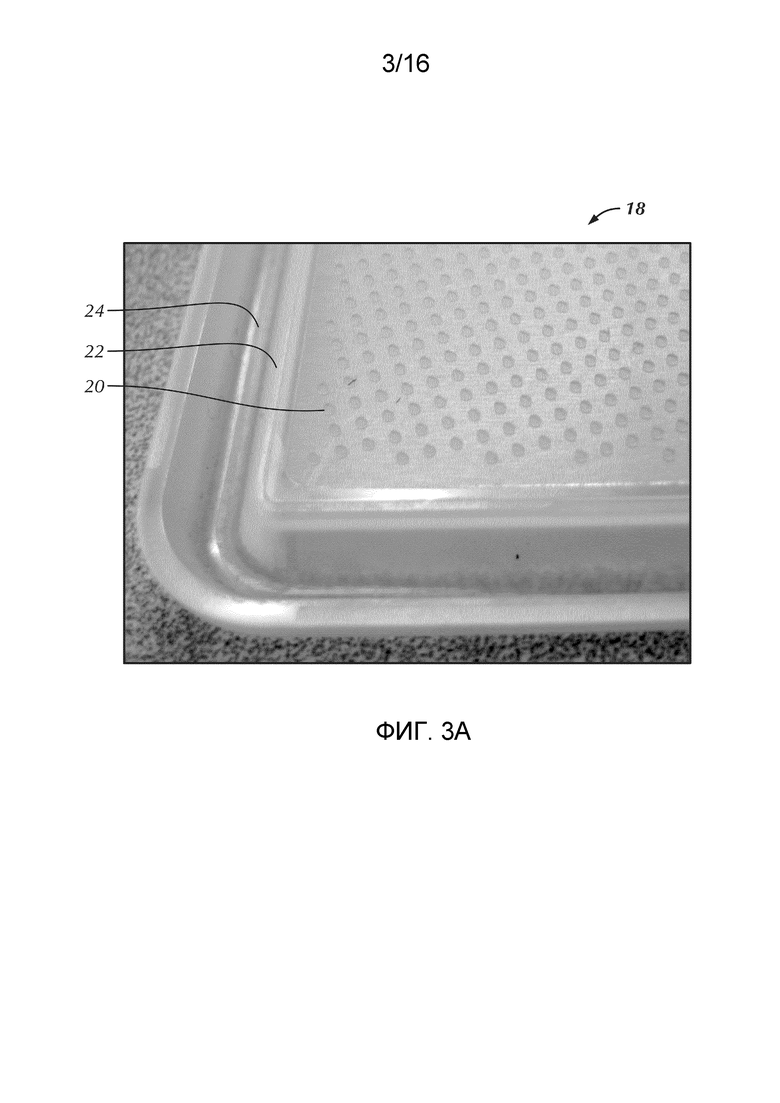
на фиг. 3A представлена фотография в перспективе части формы для литья в соответствии с примером осуществления настоящего изобретения;
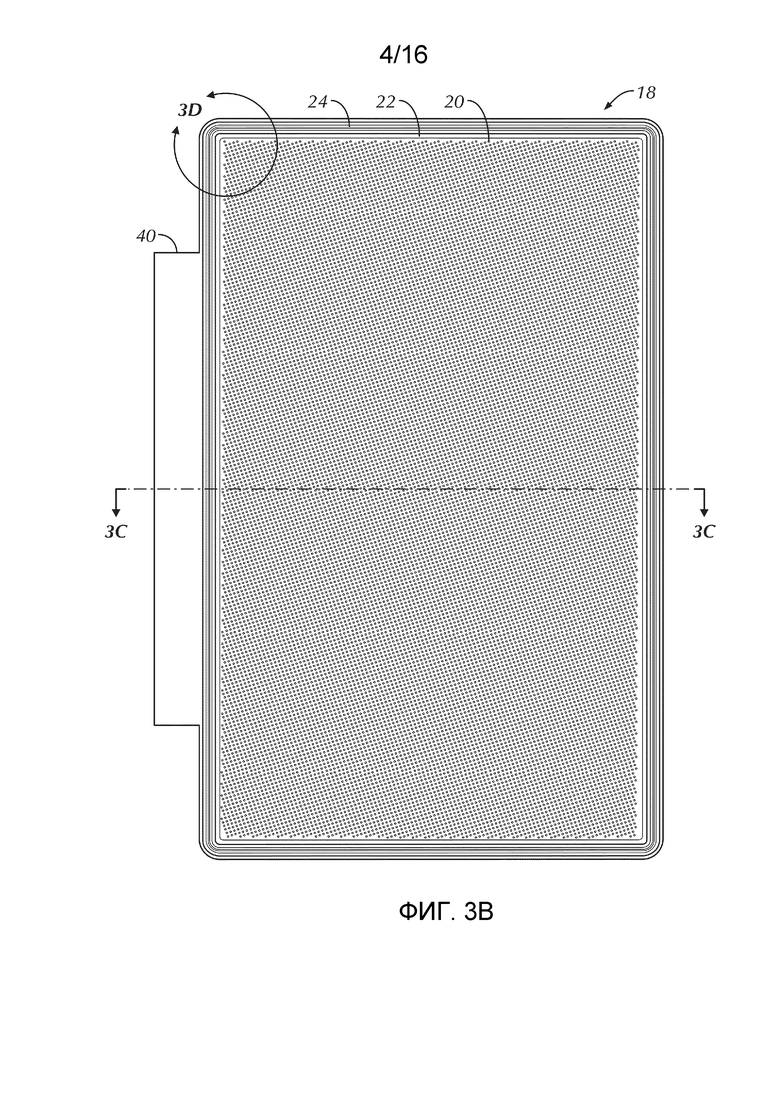
на фиг. 3B представлен вид сверху в горизонтальной проекции формы для литья, изображенной на фиг. 3A;
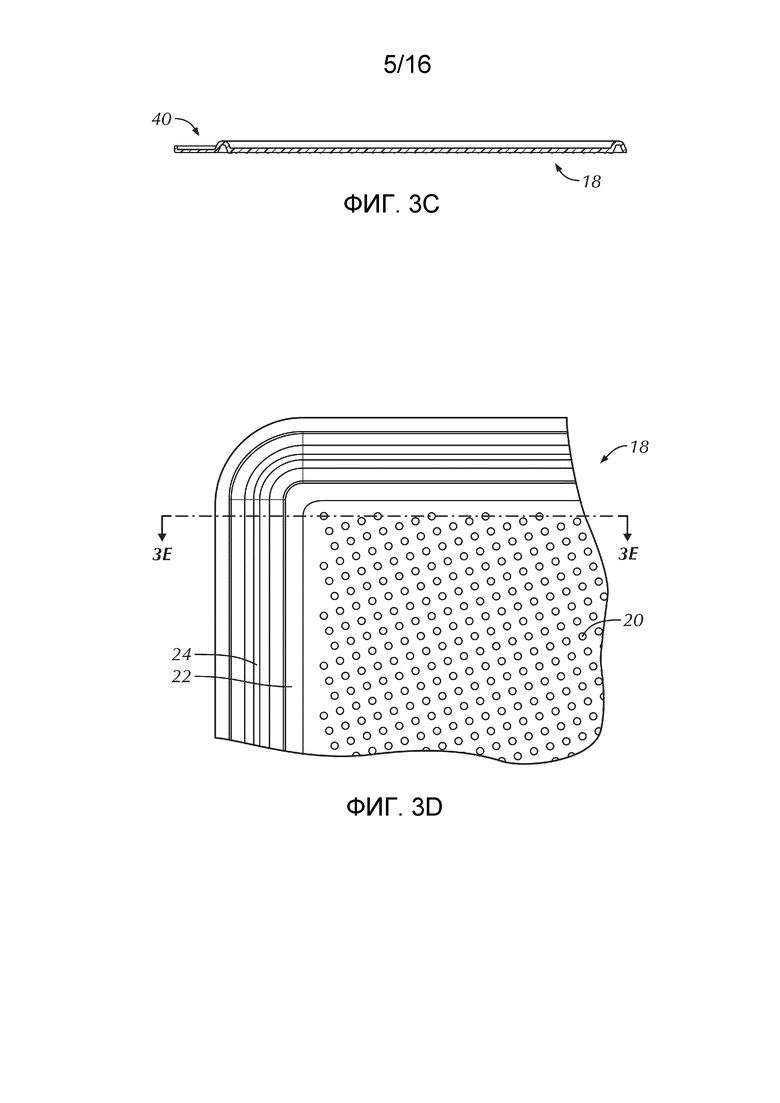
на фиг. 3C представлен вид сбоку формы для литья, изображенной на фиг. 3B, в сечении приблизительно по линии C-C, изображенной на фиг. 3B;
на фиг. 3D представлено увеличенное угловое сечение формы для литья, изображенной на фиг. 3B;
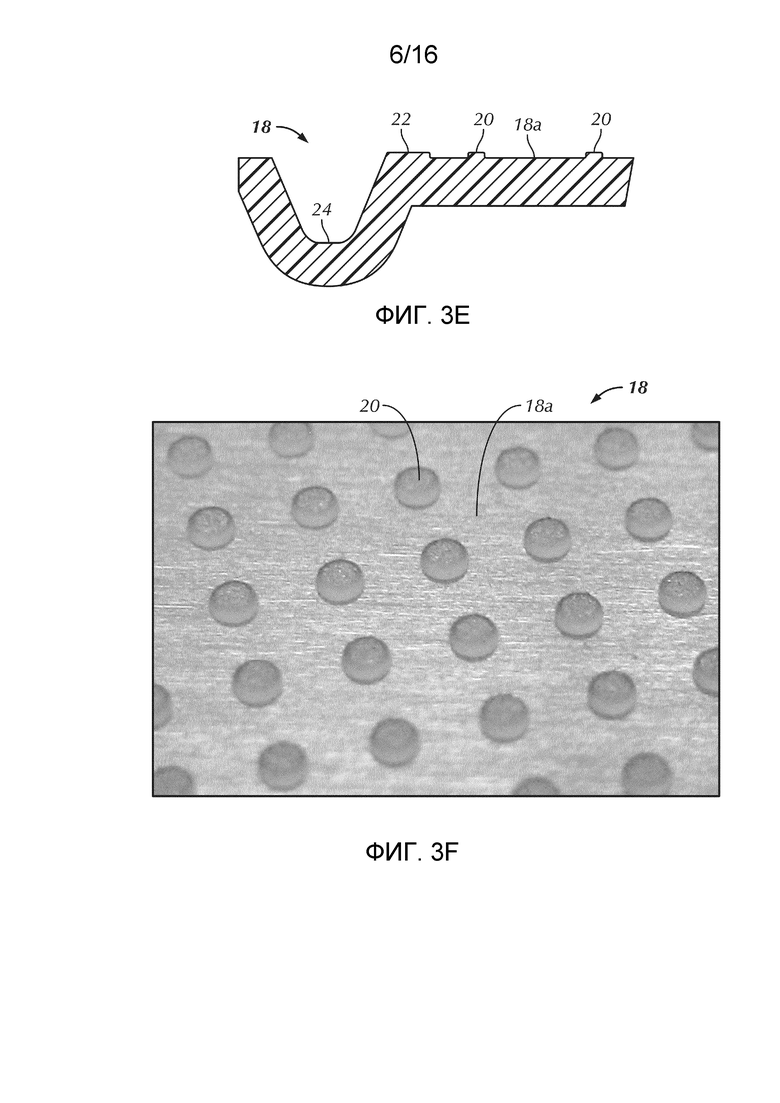
на фиг. 3E представлено увеличенное изображение формы для литья, изображенной на фиг. 3D, в сечении вдоль линии B-B;
на фиг. 3F представлена увеличенная фотография в перспективе формы для литья, изображенной на фиг. 3A;
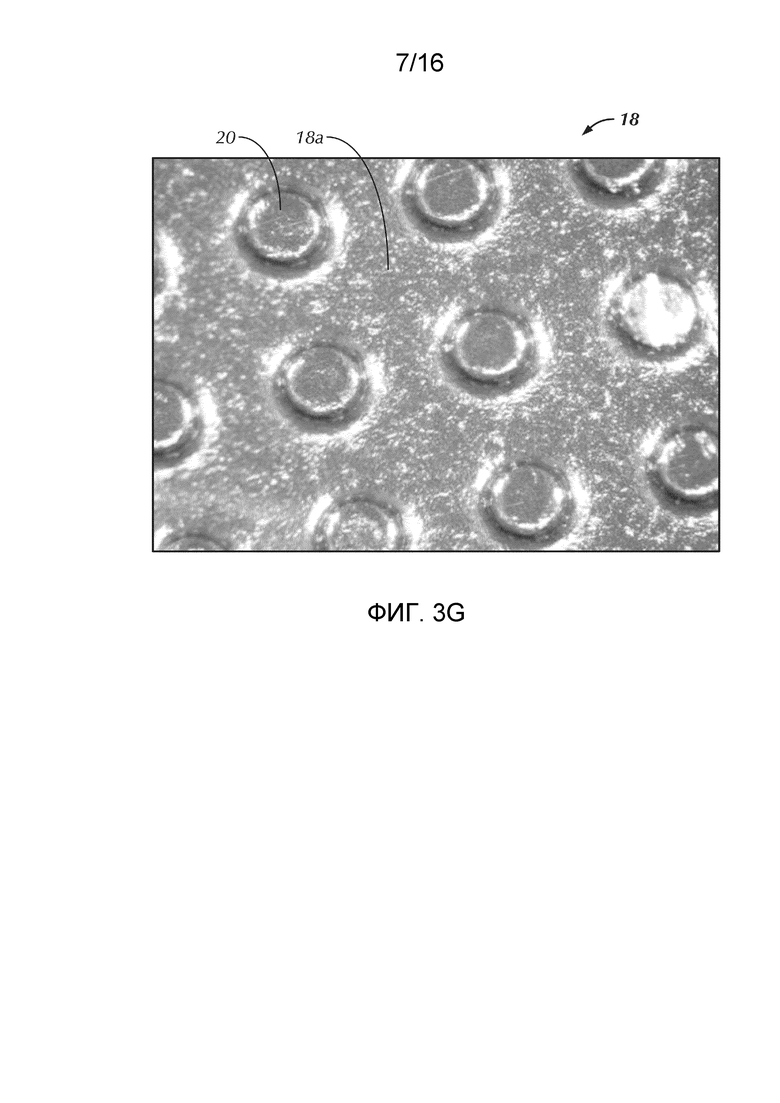
на фиг. 3G представлена увеличенная фотография в перспективе формы для литья в соответствии с другим примером осуществления настоящего изобретения;
на фиг. 4A представлен схематический вид сбоку в сечении формы для литья, изображенной на фиг. 3A, с добавленным полимером;
на фиг. 4B представлен схематический вид сбоку в сечении формы для литья, изображенной на фиг. 4A, на котором показано проводящее устройство, которое проводит полимер по форме для литья;
на фиг. 4C представлен схематический вид сбоку в сечении формы для литья, изображенной на фиг. 4A, на котором показан полимер после проведения по форме для литья и отверждения с образованием полимерной пленки;
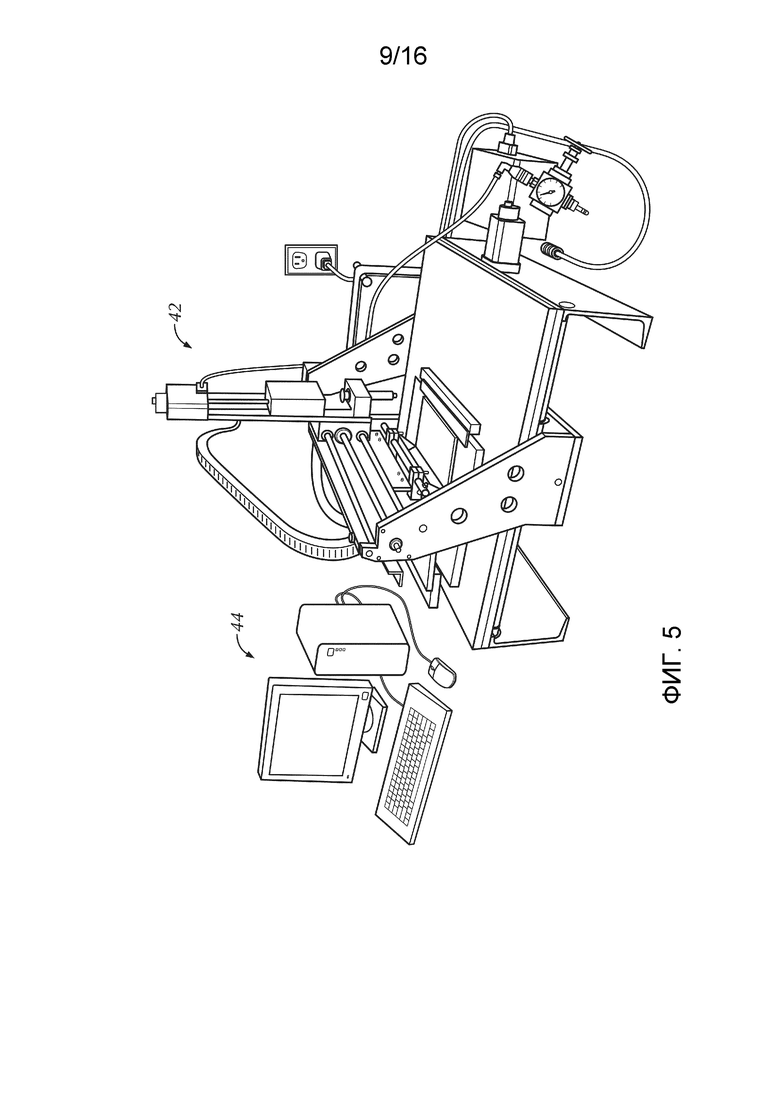
на фиг. 5 представлен вид в перспективе автоматического устройства для литья в соответствии с примером осуществления настоящего изобретения;
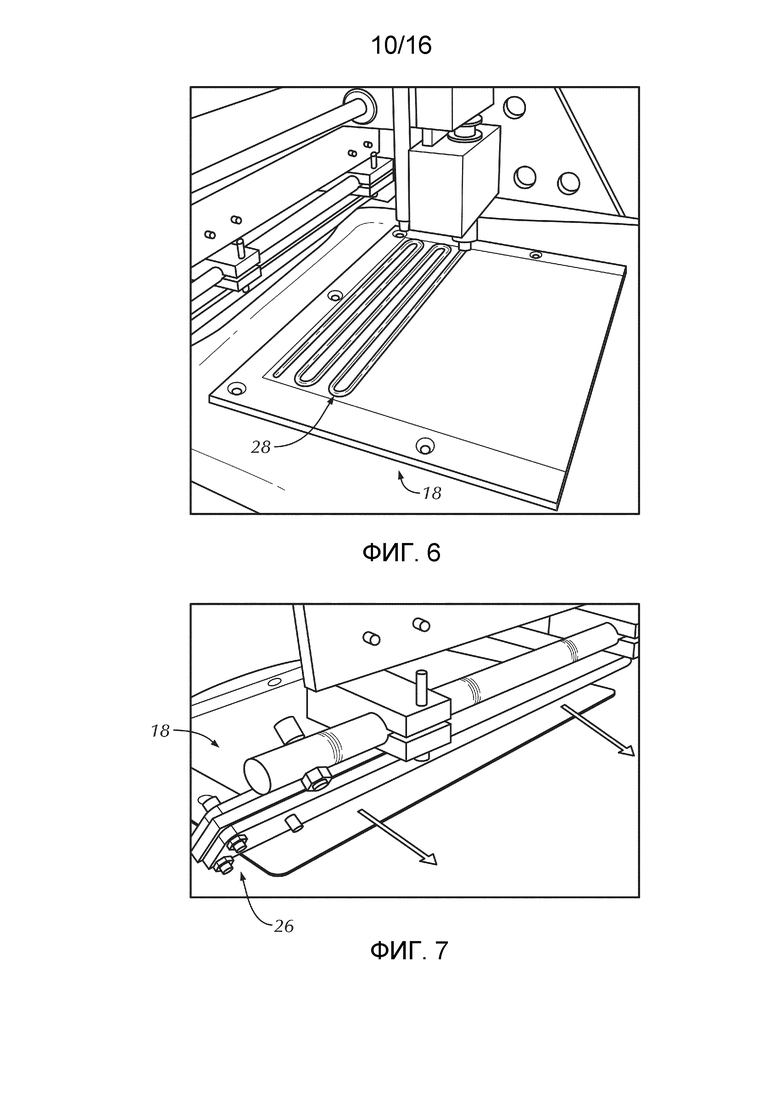
на фиг. 6 представлен вид в перспективе автоматического устройства для литья, изображенного на фиг. 5, на котором показан полимер, добавляемый в форму для литья;
на фиг. 7 представлен вид в перспективе автоматического устройства для литья, изображенного на фиг. 5, на котором показано проводящее устройство, которое проводит полимер по форме для литья;
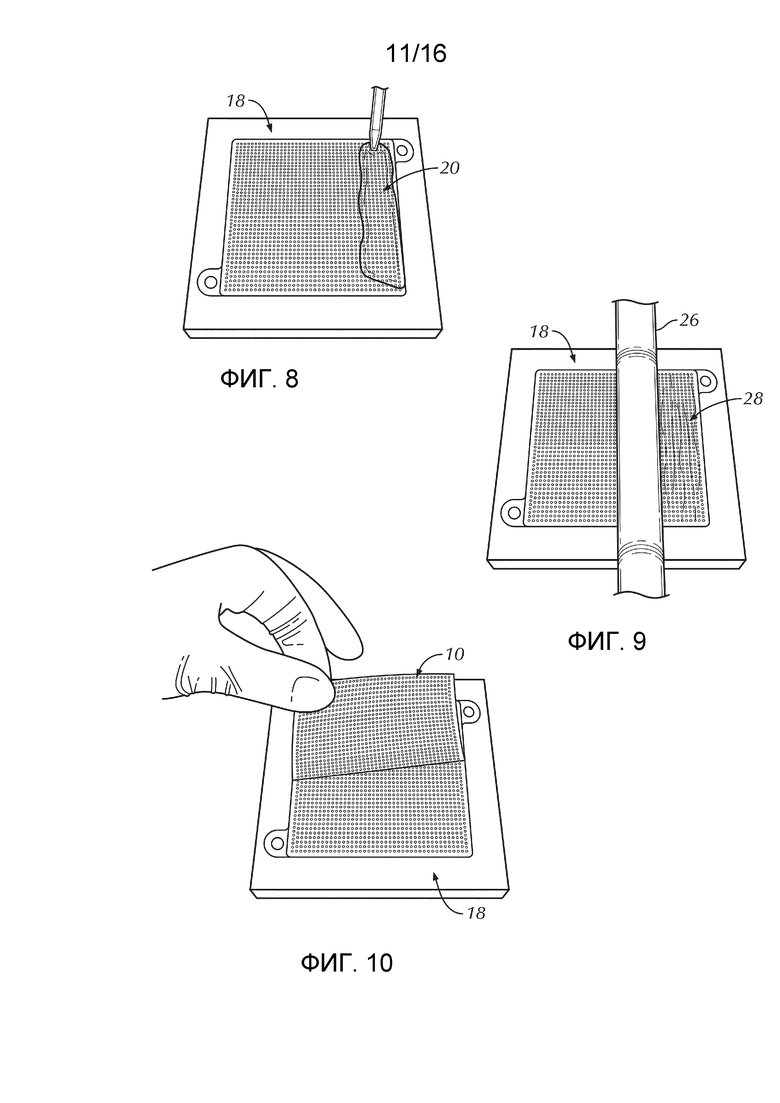
на фиг. 8 представлен вид в перспективе полимера, добавляемого в форму для литья, в соответствии с другим примером осуществления настоящего изобретения;
на фиг. 9 представлен вид в перспективе формы для литья, изображенной на фиг. 8, на котором показано проводящее устройство, которое проводит полимер по форме для литья;
на фиг. 10 представлен вид в перспективе формы для литья, изображенной на фиг. 8, на котором показана полимерная пленка, извлекаемая из формы для литья;
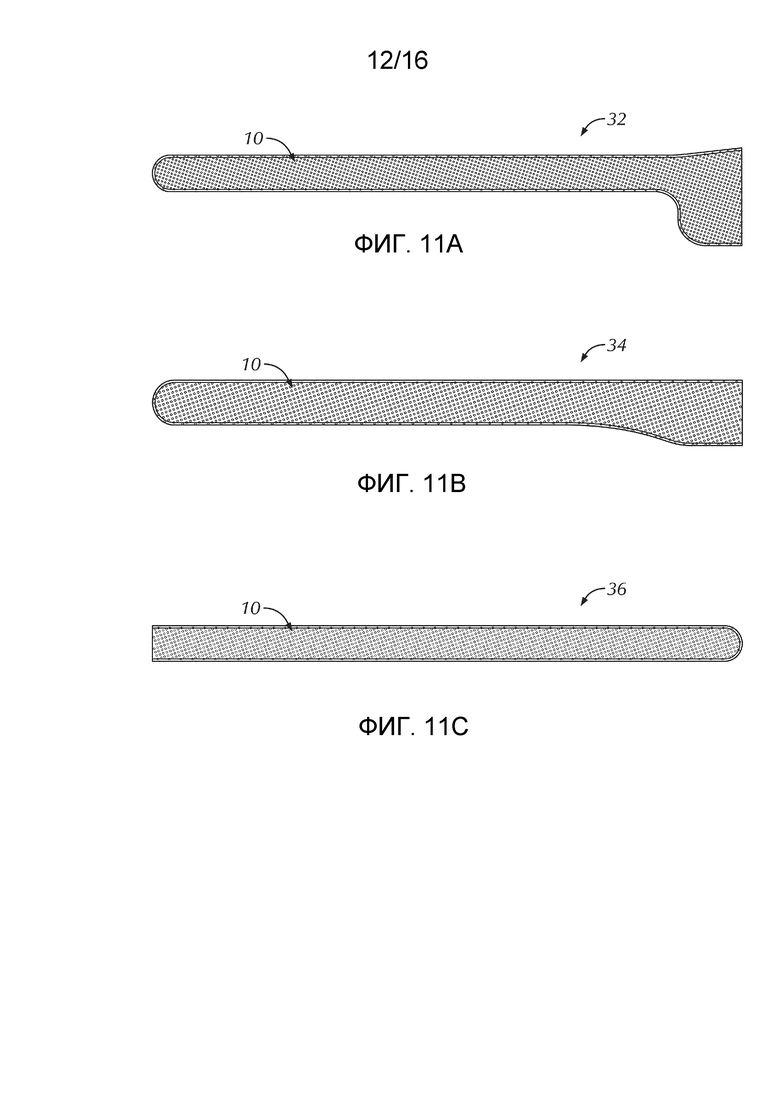
на фиг. 11A представлен вид сверху в горизонтальной проекции оболочки, образованной с применением полимерной пленки, изображенной на фиг. 1, которая показана в первой конфигурации;
на фиг. 11B представлен вид сверху в горизонтальной проекции оболочки, образованной с применением полимерной пленки, изображенной на фиг. 1, которая показана во второй конфигурации;
на фиг. 11C представлен вид сверху в горизонтальной проекции оболочки, образованной с применением полимерной пленки, изображенной на фиг. 1, которая показана в третьей конфигурации;
на фиг. 11D представлен вид сверху в горизонтальной проекции оболочки, образованной с применением полимерной пленки, изображенной на фиг. 1, которая показана в четвертой конфигурации;
на фиг. 11E представлена площадь внутри окружности B, изображенной на фиг. 11D;
на фиг. 11F представлено увеличенное изображение шва оболочки, такого же как швы, изображенные на фиг. 11A-11D;
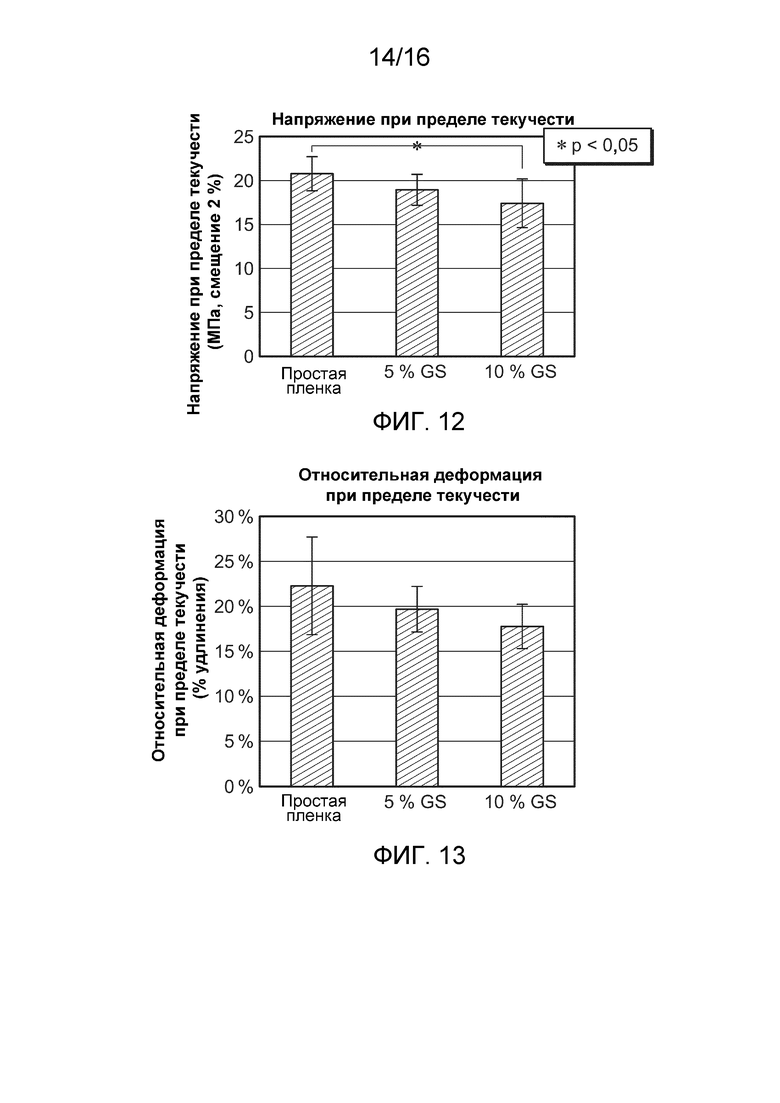
на фиг. 12 представлен график напряжения при пределе текучести полимерной пленки в соответствии с примером осуществления настоящего изобретения;
на фиг. 13 представлен график относительной деформации при пределе текучести полимерной пленки в соответствии с примером осуществления настоящего изобретения;
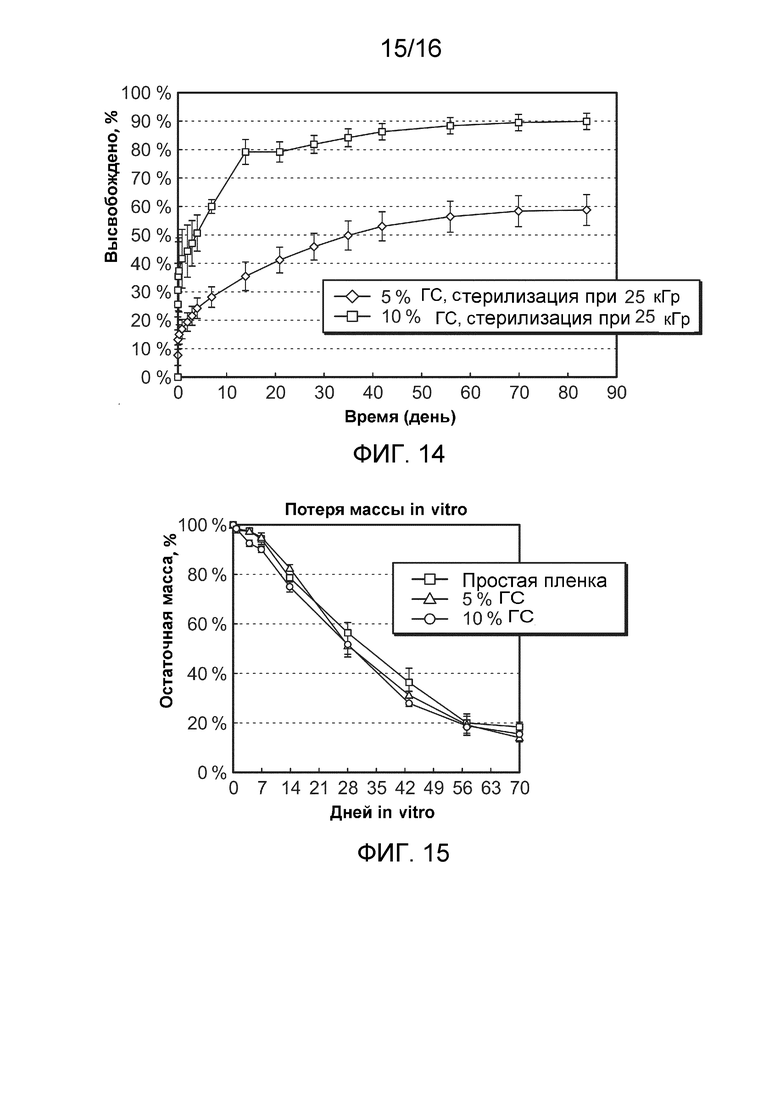
на фиг. 14 представлен график, иллюстрирующий скорость высвобождения лекарственного средства в зависимости от времени, когда гильза в соответствии с примером осуществления настоящего изобретения помещена в солевой раствор;
на фиг. 15 представлен график потери массы полимерной пленки in vitro в соответствии с примером осуществления настоящего изобретения; и
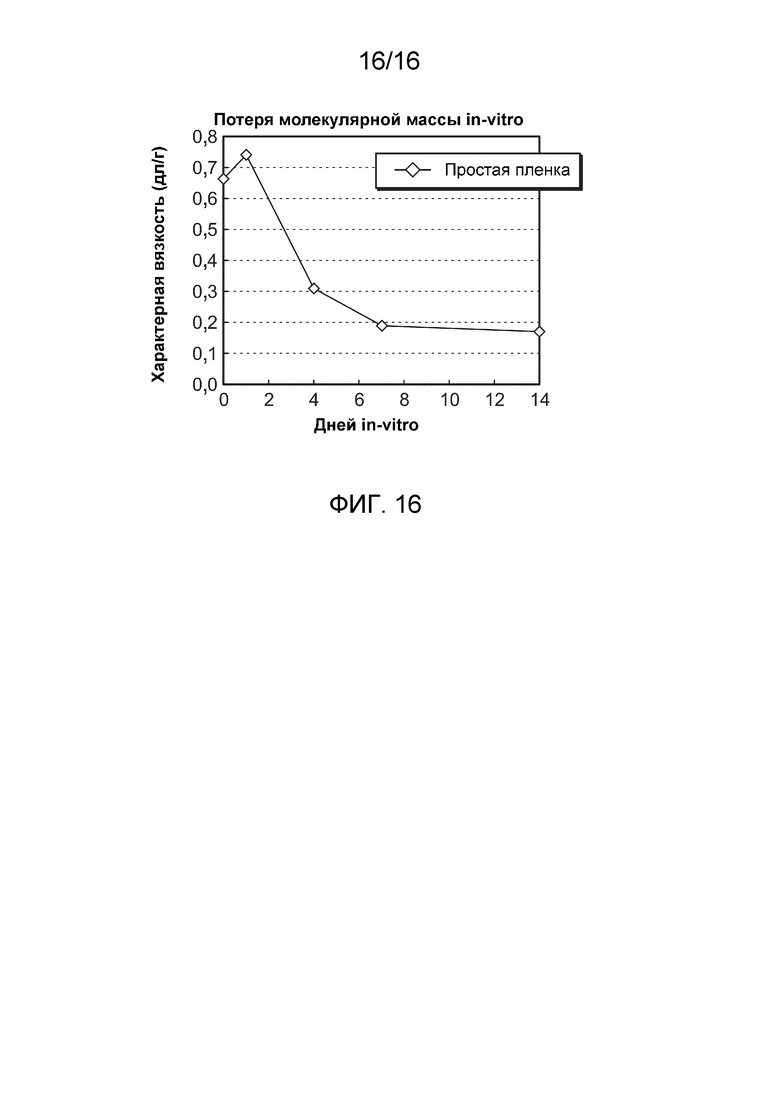
на фиг. 16 представлен график потери молекулярной массы полимерной пленки in vitro в соответствии с примером осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Инфекции представляют собой одну из основных проблем в ортопедической и травматологической хирургии. Несмотря на профилактические мероприятия, такие как асептика и антисептика, место хирургического вмешательства по-прежнему представляет собой место проникновения локальных патогенов, которые становятся вирулентными и вызывают инфекции.
Покрытие имплантируемого устройства лекарственным средством, таким как антибиотик, было эффективным способом снижения вероятности развития инфекции. Однако, учитывая большое количество, размеры и формы имплантатов и других медицинских устройств, издержки, связанные с регламентированием, финансированием и логистическим обеспечением покрытия для каждого устройства, являются огромными. Проблема усиливается, если в составе покрытия предполагается применение дополнительных лекарственных средств, таких как обезболивающие, противоопухолевые средства и усиливающие рост вещества.
Варианты осуществления настоящего изобретения относятся к улучшенным перфорированным полимерным пленкам и инновационным способам получения таких пленок путем литья. В некоторых вариантах осуществления пленки предназначены для применения с имплантируемыми медицинскими устройствами, хотя пленки могут применяться в любой сфере применения.
Существующие в настоящее время коммерческие способы образования перфорированной пленки по существу включают образование твердой пленки на первой стадии, а затем пробивки или вырезания отверстий в пленке на второй стадии. Преимущество по меньшей мере некоторых из вариантов осуществления, описанных в настоящем документе, заключается в том, что отверстия или перфорации в пленке образуются в то же время, когда образуется пленка. Это может быть полезным, когда образованная полимерная пленка является очень тонкой и подвержена риску повреждения вследствие последующих манипуляций или обработки или когда толщина и/или прочность пленки создают сложности при пробивке или вырезании традиционными способами без повреждения пленки. Такой процесс также может давать преимущество, когда раствор полимера содержит лекарственное средство или другое активное вещество, которое может быть повреждено при последующих стадиях вырезания или пробивки.
Варианты осуществления настоящего изобретения также могут быть полезны при получении таких количеств литой пленки, которые считаются слишком малыми для экономичного изготовления традиционными способами, которые, как правило, представляют собой непрерывные процессы, предназначенные для крупносерийного производства. Дополнительным преимуществом по меньшей мере некоторых вариантов осуществления настоящего изобретения является то, что перфорации, образованные на отлитом листе, могут иметь сложные формы. Дополнительным преимуществом по меньшей мере некоторых из вариантов осуществления настоящего изобретения является то, что по меньшей мере одна сторона пленки может быть образована так, чтобы иметь неплоскую поверхность, которая в некоторых вариантах осуществления повышает трение и придает улучшенные тактильные ощущения. Такие и другие преимущества настоящего изобретения дополнительно более подробно описаны ниже.
Как подробно показано на рисунках, на которых одинаковые числовые обозначения указывают на одинаковые элементы, на фиг. 1A и 1B представлены полимерные пленки, по существу обозначенные 10, и формы для литья, по существу обозначенные 18, в соответствии с примерами вариантов осуществления настоящего изобретения.
Как показано в варианте осуществления, представленном на фиг. 1A, пленка 10 (например, полимерная пленка) представляет собой гибкое тело, имеющее первую поверхность 10a и противоположную вторую поверхность 10b.
В одном варианте осуществления пленка 10 может быть образована из одного тонкого листа биологически совместимого материала. В одном варианте осуществления пленка 10 образована из двух или более листов материала. В предпочтительном варианте осуществления биологически совместимый материал является биорассасывающимся. В вариантах осуществления, применяемых в медицинском устройстве 12 (см. фиг. 2), пленка 10 в некоторых вариантах осуществления при имплантации in vivo полностью растворится с течением времени и абсорбируется в организме пациента, оставляя после себя только медицинское устройство 12 (например, если медицинское устройство 12 не изготовлено из биорассасывающегося материала). В других вариантах осуществления медицинское устройство 12 также может быть изготовлено из биорассасывающегося материала, и в этом случае как медицинское устройство 12, так и пленка 10 в конечном итоге растворятся. В некоторых вариантах осуществления пленка 10 может быть выполнена с возможностью абсорбировать из абсорбируемого медицинского устройства 12 с разной скоростью (например, с более высокой или более медленной скоростью).
В некоторых вариантах осуществления биорассасывающаяся пленка 10 имеет преимущества перед нерассасывающимися сетками, которые, например, могут полностью покрываться или встраиваться в плотную фиброзную ткань или вызывать другие проблемы, связанные с продолжительным воздействием инородного тела. В некоторых вариантах осуществления пленка 10 является лишь частично биорассасывающейся.
Для обеспечения контролируемого высвобождения лекарственного средства, такого как антибиотик, с определенным конечным периодом может применяться биологически абсорбируемый полимер. Непрерывное продолжительное присутствие антибиотика зачастую нежелательно, поскольку это может создавать условия для развития бактерий, резистентных к антибиотику. В одном варианте осуществления полное разложение пленки 10 гарантирует, что лекарственное средство будет полностью высвобождено за предварительно определенное и/или выбранное время. В одном варианте осуществления лекарственное средство может быть полностью высвобождено или по существу полностью высвобождено, даже когда пленка 10 абсорбирована не полностью.
Абсорбция пленки 10 также может влиять на и/или контролировать высвобождение антибиотика во время фазы непрерывного высвобождения. Например, по мере разложения пленки проницаемость пленки может увеличиваться, и может высвобождаться больше лекарственного средства. В некоторых вариантах осуществления применяемый полимер должен представлять собой полимер для гибкой структуры, иметь относительно высокий предел прочности и свойства, позволяющие обрабатывать его путем отливки из раствора. В одном варианте осуществления пленка 10 образована из сополимера, который включает один или более из четырех мономеров; гликолид, лактид, капролактон и триметиленкарбонат. Гликолид может быть включен и может иметь эффект ускорения разложения пленки 10. Лактид также может быть включен и может иметь эффект усиления механической прочности пленки 10. Могут применяться капролактон и триметиленкарбонат, которые могут иметь эффект увеличения гибкости пленки 10.
В одном варианте осуществления биорассасывающийся полимер включает одно или более из полимолочной кислоты (PLA), полигликолевой кислоты (PGA), поликапролактона, полидиоксанона, триметиленкарбоната (TMC) и их сополимеров. В одном варианте осуществления биорассасывающийся полимер получен из сополимера гликолевой кислоты, капролактона, молочной кислоты и триметиленкарбоната. В одном варианте осуществления биорассасывающийся полимер получен из сополимера, состоящего из приблизительно 60% гликолевой кислоты, приблизительно 20% капролактона, приблизительно 10% молочной кислоты и приблизительно 10% триметиленкарбоната. В одном варианте осуществления биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида, D-лактида, D,L-лактида, гликолида, лактона, лактама, триметиленкарбоната, циклического карбоната, циклического эфира, парадиоксанона, бета-гидроксимасляной кислоты, бета-гидроксипропионовой кислоты, бета-гидроксивалериановой кислоты и их комбинации. В одном варианте осуществления биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида; D-лактида, D,L-лактида, ε-капролактона, триметиленкарбоната, парадиоксанона и их комбинации. В одном варианте осуществления биорассасывающийся полимер представляет собой сополимер гликолида, триметиленкарбоната, лактида и капролактона. Пленка 10 также или альтернативно может включать естественные биополимеры, такие как альгинат, хитозан, коллаген, желатин, гиалуронат, зеин и другие.
Как также показано на фиг. 1A, пленка 10 может быть выполнена с возможностью иметь любые предпочтительные размеры, включая толщину h3, измеренную между первой поверхностью 10a и второй поверхностью 10b, не включая приподнятые выступы 14a, которые на фиг. 1A и 1B представлены как выступы, окружающие отверстия 14. В одном варианте осуществления пленка 10 должна быть достаточно тонкой, чтобы не препятствовать механической блокировке между пластиной 12 и винтами, применяемыми для фиксации (например, если пленка захвачена между пластиной и винтом). В некоторых вариантах осуществления толщину h3 сводят к минимуму как можно больше. В одном варианте осуществления толщина пленки 10 выбрана так, чтобы разложение пленки 10 не приводило к значительному ослаблению соединения с медицинским устройством 12, такого как конструкция пластина-винт.
В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,05 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно не более 0,05 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет менее приблизительно 0,05 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,06 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,07 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,08 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,09 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,1 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,2 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,3 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,4 мм. В некоторых вариантах осуществления толщина h3 пленки 10 составляет приблизительно 0,5 мм.
В одном варианте осуществления толщина h3 пленки 10 является приблизительно однородной по пленке 10. В некоторых вариантах осуществления пленка 10 сужается по направлению к одному или более краям вдоль наружной периферии. В некоторых вариантах осуществления толщина h3 пленки 10 различна в двух или более участках, что позволяет контролировать прочность или доставку лекарственного средства на каждом участке.
В некоторых вариантах осуществления пленка 10 должна иметь достаточную прочность, чтобы выдерживать механические усилия, такие как имплантация, сверление и размещение винта. В одном варианте осуществления пленка 10 имеет первый предел прочности в первом плоском направлении и второй предел прочности во втором плоском направлении, перпендикулярном первому плоскому направлению, причем первый предел прочности по существу равен второму пределу прочности. В одном варианте осуществления пленка 10 имеет характеристики прочности, перечисленные в таблицах 1-3 ниже.
В одном варианте осуществления пленка 10 имеет относительную деформацию растяжения при пределе текучести (смещение 0,2%) от приблизительно 2% до приблизительно 4% и/или среднюю относительную деформацию растяжения приблизительно 3%. В одном варианте осуществления пленка 10 имеет напряжение растяжения при пределе текучести (смещение 0,2%) от приблизительно 9 МПа до приблизительно 14 МПа и/или среднее напряжение растяжения при пределе текучести приблизительно 12,5 МПа. В одном варианте осуществления пленка 10 имеет напряжение растяжения при максимальной нагрузке от приблизительно 25 МПа до приблизительно 30 МПа и/или среднее напряжение растяжения при максимальной нагрузке приблизительно 27 МПа. В одном варианте осуществления пленка 10 имеет относительную деформацию растяжения при разрыве (стандартную) от приблизительно 30% до приблизительно 215% и/или среднюю относительную деформацию растяжения при разрыве приблизительно 89%. В одном варианте осуществления пленка 10 имеет автоматический модуль Юнга от приблизительно 430 МПа до приблизительно 750 МПа и/или средний автоматический модуль Юнга приблизительно 590 МПа. Пленка 10 может характеризоваться комбинацией одного или более из вышеупомянутых свойств.
Как показано на фиг. 1A, 1B, 2 и 11E, в некоторых вариантах осуществления пленка 10 включает множество перфораций или отверстий 14. В одном варианте осуществления отверстия 14 позволяют пропустить или транспортировать текучие среды через пленку 10 (например, при имплантации поблизости от живой ткани). В некоторых вариантах осуществления может быть важно обеспечить ток текучей среды от одной стороны гильзы до другой (изнутри наружу), например, во избежание образования «мертвого пространства» между пленкой 10 и медицинским устройством 12. Дополнительно преимуществом может быть то, что перфорации 14 могут обеспечить более равномерное, чем гильза без таких перфораций, распределение лекарственного средства или биологического агента в смежной ткани и кости по мере того, как материал вымывает полимер.
Отверстия 14 могут быть выполнены любого размера и формы. В одном варианте осуществления отверстия 14 образованы по существу цилиндрическими боковыми стенками. В некоторых вариантах осуществления отверстия 14 имеют боковые стенки, имеющие сегменты, которые представляют собой обращенные внутрь выпуклые поверхности. В некоторых вариантах осуществления обращенная внутрь выпуклая поверхность является по существу параболической. Отверстия 14 необязательно должны быть идеально круглыми в сечении и в некоторых вариантах осуществления могут быть овоидной, эллиптической, звездообразной или ромбовидной формы. В некоторых вариантах осуществления отверстия 14 проходят до одной или более вершин. В одном варианте осуществления такие вершины способствуют образованию разрывов в пленке 10 в процессе применения (например, в зонах слабости, создаваемых отверстием). В одном варианте осуществления отверстия 14 проходят полностью через лист 12 от внутренней поверхности 10b к наружной поверхности 10a (см. фиг. 4C). В одном варианте осуществления одно или более отверстий 14 проходят лишь частично через пленку 10 для контроля высвобождения лекарственного средства или увеличения первоначальной прочности пленки 10.
Отверстия 14 могут быть выполнены с возможностью обеспечения любой желаемой пористости пленки 10. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,01. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,02. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,03. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,04. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,05. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,06. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,07. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,08. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,09. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,10. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,11. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,12. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,13. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,15. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,15. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,16. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,17. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,18. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,19. В одном варианте осуществления пористость пленки 10 составляет более приблизительно 0,20.
Как показано на фиг. 11E, в одном варианте осуществления отверстия 14 имеют диаметр приблизительно 0,75 мм и разнесены на приблизительно 1,75 мм. В одном варианте осуществления отверстия 14 расположены в правильном порядке (например, выровненные ряды и столбцы, как показано на фиг. 11D). В одном варианте осуществления отверстия 14 расположены в неправильном порядке.
Как показано на фиг. 1A, 1B и 4C, в некоторых вариантах осуществления каждое отверстие 14 находится поблизости от по меньшей мере одного приподнятого выступа 14a, выдающегося из первой поверхности 10a. Преимущество приподнятого выступа 14a вокруг каждой перфорации 14 может включать обеспечение упрочнения или втулки для каждой перфорации 14, что эффективно повышает механическую прочность пленки 10 относительно аналогичной перфорированной пленки без приподнятых выступов 14a. Преимущество выступов 14a может включать текстурную поверхность на первой поверхности 10a. Такая текстура может быть преимуществом с точки зрения тактильного ощущения или с целью повышения (или уменьшения) трения первой поверхности 10a пленки 10, когда, например, первая поверхность 10a находится в контакте с другой поверхностью. В одном варианте осуществления выступ 14a снижает склонность пленки 10 к прилипанию к поверхности, такой как металлическая поверхность имплантата, что упрощает скольжение гильзы, изготовленной из пленки 10, по имплантату. В одном варианте осуществления выступы 14a действуют как сдерживающие элементы между имплантатом и пленкой 10, уменьшая площадь поверхности пленки 10, находящейся в контакте с имплантатом.
В одном варианте осуществления первая поверхность 10a включает прилегающую плоскую часть, проходящую между множеством приподнятых выдающихся выступов 14a. В одном варианте осуществления выступ 14a имеет по существу форму наружной поверхности ударного кратера. В одном варианте осуществления выступ 14a включает непрерывную вогнутую поверхность. В одном варианте осуществления выступ 14a включает параболическую вогнутую поверхность. В одном варианте осуществления один или более выступов 14a (или в некоторых вариантах осуществления каждый выступ 14a) имеет вогнутую наружную поверхность и выпуклость, противоположную внутренней поверхности, причем либо каждая, либо обе из них имеют параболическую форму. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на расстояние от приблизительно 0,1 мм до приблизительно 1,0 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,1 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,2 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,3 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,4 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,5 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,6 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,7 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,8 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 0,9 мм. В одном варианте осуществления каждый из выступов 14a имеет край, который приподнят над прилегающей плоской частью первой поверхности 10a на приблизительно 1,0 мм.
В одном варианте осуществления благодаря выступам 14a первая поверхность 10a имеет первое тактильное ощущение, которое отличается (например, различимо для хирурга в хирургической перчатке) от второго тактильного ощущения второй поверхности 10b без выступов 14a. В одном варианте осуществления каждое отверстие 14 в одном или более участках на первой поверхности 10a ограничено приподнятым выступом 14a, а отверстия 14 в одном или более других участков на первой поверхности 10a не ограничены таким образом. В одном варианте осуществления высота h4 (см. фиг. 4C) каждого приподнятого выступа 14a является однородной. В одном варианте осуществления по меньшей мере один приподнятый выступ 14a имеет высоту h4, отличную от по меньшей мере другого выступа 14a. В одном варианте осуществления одно или более отверстий 14 ограничены выступом 14a на одной или обеих из первой поверхности 10a и второй поверхности 10b. Вариант осуществления, такой как представленный на фиг. 1A, может включать один непрерывный выступ 14a, который окружает каждое отверстие 14. Непрерывный выступ может быть по существу однородным по толщине и/или по существу однородным по высоте относительно любого одного отверстия или от отверстия к отверстию. Отверстия 14 могут быть равномерно разнесены по всему полимерному листу или по меньшей мере по части полимерного листа. В других вариантах осуществления по меньшей мере часть полимерного листа характеризуется отверстиями, которые разнесены в соответствии с по меньшей мере двумя разными конфигурациями интервалов.
В некоторых вариантах осуществления пленка 10 включает одно или более лекарственных средств или другое вещество для доставки в организм. Такие лекарственные средства включают, без ограничений, антимикробные агенты, противофиброзные агенты, анестетики и противовоспалительные агенты, а также другие классы лекарственных средств, включая биологические агенты, такие как белки, ингибиторы роста и т.п.
В одном варианте осуществления пленка 10 включает антибиотик. Выбранный антибиотик может быть активен в отношении большинства бактерий, вызывающих инфекции, связанные с ортопедическим имплантатом. Они включают преимущественно стафилококки и грамотрицательные бациллы.
В одном варианте осуществления выбранное лекарственное средство должно быть стабильным во время производственных процессов, необходимых для изготовления имплантата. В одном варианте осуществления пленка 10 включает гентамицин. Сульфат гентамицина является термически стабильным при температуре выше 100°C, а также стабильным при воздействии органических растворителей, включая диметилсульфоксид (DMSO), который применяется в производственном процессе в некоторых вариантах осуществления.
Как показано на фиг. 4A-4C, в одном варианте осуществления пленка 10 содержит множество отдельных элюируемых лекарственных компонентов 30. В одном варианте осуществления пленка 10 выполнена с возможностью элюировать множество отдельных лекарственных компонентов 30 в разные периоды времени после имплантации. В одном варианте осуществления элюирование гентамицина in vivo представляет собой двухфазный процесс с массивным высвобождением, происходящим, когда пленка 10 вступает в контакт с водой или текучей средой организма, и второй фазой, которая контролируется скоростью разложения полимера. В некоторых вариантах осуществления желательно обеспечить первоначальное массивное высвобождение гентамицина для уменьшения бактериального загрязнения раневой поверхности при начальной имплантации, а затем - более низкий уровень высвобождения гентамицина в течение периода времени от дней до недель с целью предотвращения роста любых выживших бактерий. В одном варианте осуществления пленка 10 выполнена с возможностью элюировать до приблизительно 60 процентов лекарственного средства, содержащегося внутри пленки 10, в течение приблизительно 1 недели после имплантации пленки 10 в контакте с живой тканью. В одном варианте осуществления комбинация размера частиц и скорости разложения полимера контролируют профиль высвобождения лекарственного средства и обеспечивают желательное 2-фазное высвобождение. В одном варианте осуществления лекарственное средство высвобождается в течение периода времени от 2 до 3 недель. В других вариантах осуществления лекарственное средство высвобождается в течение более короткого или более продолжительного периода времени.
В одном варианте осуществления относительные количества лекарственного средства, высвобождаемые во время этих двух фаз, контролируются размером частиц. В одном варианте осуществления лекарственные компоненты 30 равномерно распределены по пленке 10, и любые лекарственные компоненты 30, находящиеся в контакте с поверхностью пленки 10, растворяются быстрее, чем лекарственный компонент 30, который не находится в контакте с поверхностью пленки 10. В одном варианте осуществления количество лекарственных компонентов 30, находящихся в контакте с поверхностью пленки 10 после имплантации, выполнено с возможностью массивного высвобождения после имплантации. В одном варианте осуществления чем больше размер лекарственных компонентов 30, тем выше доля лекарственных компонентов 30, находящихся в контакте с поверхностью, и тем более активно массивное высвобождение. По этой причине в одном варианте осуществления размер лекарственных компонентов 30 составляет менее 10 микрон в диаметре, что снижает массивное высвобождение до приблизительно 20-35% общего содержания лекарственного средства. В одном варианте осуществления диаметр лекарственных компонентов 30 составляет менее 20 микрон.
В одном варианте осуществления пленка 10 выполнена с возможностью доставки множества лекарственных средств из одного или более независимых слоев, некоторые из которых могут не содержать лекарственного средства. В другом варианте осуществления пленка 10 может включать множество лекарственных компонентов, каждый из которых характеризуется разной скоростью высвобождения из пленки 10, так что первое лекарственное средство связано с первым профилем высвобождения, отличным от второго профиля высвобождения второго лекарственного средства.
На фиг. 3A-11F представлены устройства, применяемые в способе производства пленок 10 в соответствии с примерами осуществления настоящего изобретения.
В одном варианте осуществления способ производства полимерных пленок 10 разработан с целью получения полимерных пленок 10 для применения в качестве мембран для доставки лекарственного средства. В одном варианте осуществления пленка 10 изготовлена способом литья с растворителем. В некоторых вариантах осуществления способы литья с растворителем являются преимуществом при производстве пленок 10, содержащих лекарственный компонент 30, который может быть потенциально поврежден путем воздействия тепла и сдвигового усилия в процессах плавления, таких как экструзионное прессование пленки с раздувом. Получение пленок с применением пуансонного пресса (например, с несколькими сотнями или тысячами отверстий или отверстий со сложной геометрией) также может требовать большого количества времени и затрат. В некоторых вариантах осуществления растворитель и лекарственное средство 30 прежде всего перемешивают для образования хорошо распределенной суспензии, а затем в раствор добавляют полимер.
В некоторых вариантах осуществления способы, описанные в настоящем документе, позволяют образовать тонкие пленки 10 и образовать отверстия 14 в рамках одной стадии. В некоторых вариантах осуществления способы, описанные в настоящем документе, позволяют получить пленку 10 с тысячами отверстий 14 при точном контроле геометрии и размещения и точном контроле толщины пленки.
Как показано на фиг. 3A-3G, в некоторых вариантах осуществления пленка 10 отлита с применением формы для литья 18. В одном варианте осуществления форма для литья 18 включает множество возвышений или столбиков 20, проходящих от дна 18a формы для литья 18 для образования отверстий 14. В одном варианте осуществления форма для литья 18 образована из полипропилена, полученного литьем под давлением. Форма для литья может быть изготовлена из других материалов, включая полимеры (см. фиг. 3F), стекло, металлы (см. фиг. 3G) или керамику. В одном варианте осуществления форма для литья 18 образована из двух или более материалов. Например, форма для литья 18 может иметь основание, изготовленное из металла с полимерным покрытием, для уменьшения адгезии отлитой пленки к форме для литья и/или для образования столбиков 20. Полость в форме для литья может быть образована в процессе литья, процессе литья с прессованием, процессе литья под давлением, процессе химического травления или процессе механической обработки.
В одном варианте осуществления форма для литья 18 включает полость глубиной приблизительно 0,25 мм. В одном варианте осуществления расстояние от дна формы для литья 18a до верха каждого из множества столбиков 20 равно глубине полости (т.е. высоте периферической стенки 22) или наоборот. В одном варианте осуществления столбики 20 являются более длинными, чем желательная толщина пленки 10. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,3 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,2 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,25 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,3 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,35 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,4 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,45 мм. В одном варианте осуществления столбики 20 проходят от дна формы для литья 18a на 0,5 мм.
В одном варианте осуществления столбики 20 размещены так, чтобы получить выбранные размер, форму, схему и расположение отверстий 14, описанных выше. В одном варианте осуществления форма периметра или периферическая стенка 22 образует общую площадь формы для литья, а множество столбиков 20 образуют площадь, которая по существу равна или соответствует открытой пористой площади пленки 10.
В одном варианте осуществления форма для литья 18 включает желобок 24, который проходит по меньшей мере частично вокруг периферической стенки 22 формы для литья 18. В одном варианте осуществления желобок 24 проходит вокруг всей периферической стенки 22 формы для литья 18. В некоторых вариантах осуществления желобок 24 удерживает любой избыток полимера, который течет или распределяется по периферической стенке 22. В одном варианте осуществления форма для литья 18 включает удлиненный конец 40, проходящий сбоку от по меньшей мере одного наружного края формы для литья 18. В одном варианте осуществления удлиненный конец 40 обеспечен для захвата и манипуляции формой для литья 18 без контакта с раствором полимера внутри формы для литья 18.
В одном варианте осуществления образован раствор полимера 28 для добавления в форму для литья 18. В одном варианте осуществления полимерный материал растворяют в DMSO в соотношении растворитель к полимеру 4:1 при повышенной температуре, после чего добавляют лекарственное средство сульфат гентамицина в количестве 13% по весу. В одном варианте осуществления раствор полимера 28 образуют путем введения блоков лекарственного средства 30 в смесь полимера и растворителя при температуре ниже 90°C. В одном варианте осуществления раствор полимера 28 содержит поперечносшиваемый форполимер, такой как полиуретаны, полифумараты, полиметакрилаты и т.д.
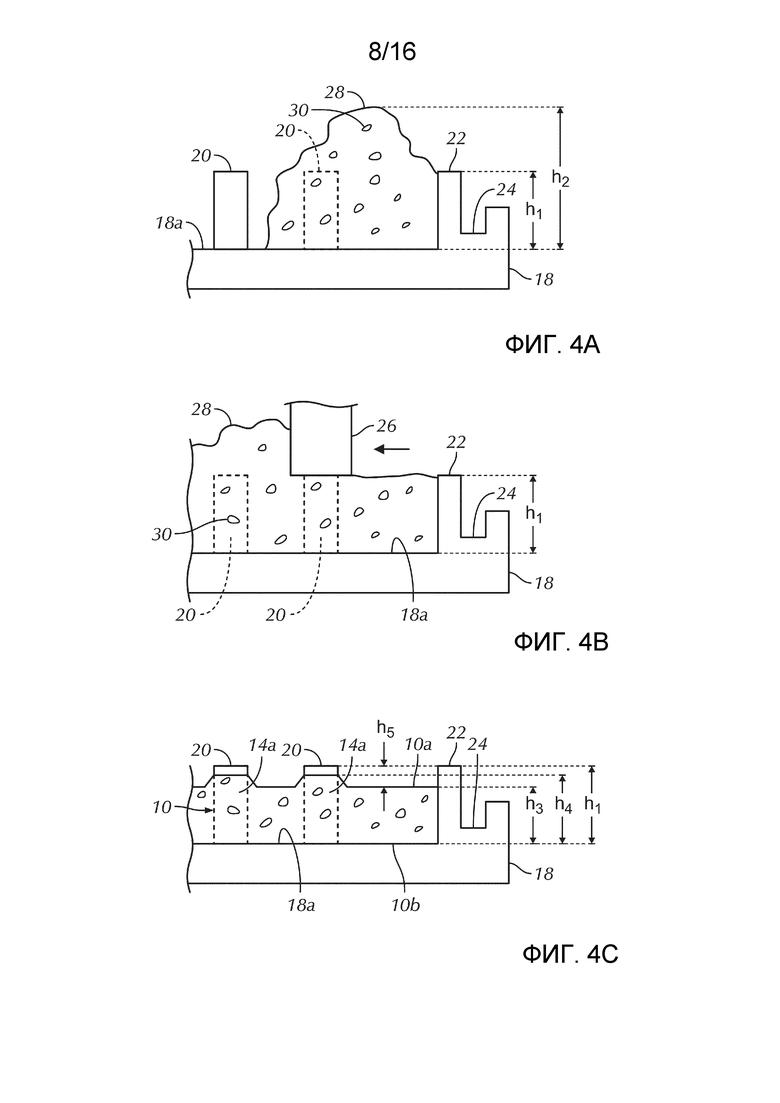
Как показано на фиг. 4A, 6 и 8, после приготовления раствора полимера 28 раствор полимера 28 помещают в одностороннюю форму для литья 18. В некоторых вариантах осуществления вязкость раствора полимера 28 и/или плотность столбиков 20 по существу подавляют самостоятельный ток полимера 28 по форме для литья 18. В одном варианте осуществления после добавления раствора полимера 28 в форму для литья 18 верхняя поверхность раствора полимера 28 представляет собой высоту h2 над основанием 18a формы для литья 18, которая превышает высоту h1 полости формы для литья и столбиков 20.
Как показано на фиг. 4B, 7 и 9, в одном варианте осуществления после добавления раствора полимера 28 в форму для литья 18 применяется распределяющее устройство 26 для распределения раствора полимера вокруг каждого из множества столбиков 20. В одном варианте осуществления распределяющее устройство 26 включает лезвие, пластину, скребок или валик, который скользит, или же форма для литья 18 перемещается относительно распределяющего средства 26 по форме периметра 22 и верху столбиков 20 для обеспечения тока раствора полимера 28 вокруг столбиков 20 и по форме для литья 18 так, чтобы раствор полимера 28 имел по существу однородную толщину. В одном варианте осуществления проведение распределяющего устройства 26 по форме для литья 18 способствует удалению избытка материала с верхней поверхности столбиков 20. В одном варианте осуществления после проведения наружная поверхность каждого столбика 20 по существу свободна от раствора полимера 28.
Как показано на фиг. 4C, после проведения или распределения раствора полимера 28 по форме для литья 18 раствор полимера 28 отверждается с образованием пленки 10. В одном варианте осуществления форму для литья 18 помещают в печь для сушки растворителя при повышенной температуре для удаления растворителя и получения тонкой литой пленки. В одном варианте осуществления раствор полимера 28 отверждают способом поперечного сшивания полимера путем применения УФ-излучения, изменения температуры, катализаторов полимеризации, растворимых поперечносшивающих агентов или их комбинаций к раствору полимера 28. В одном варианте осуществления стадия отверждения включает воздействие на форму для литья 18, содержащую раствор полимера 28, второго растворителя. В одном варианте осуществления, где, например, раствор полимера 28 включает полимер, лекарственное средство и первый растворитель, первый растворитель растворим во втором растворителе, но полимер и лекарственный компонент нерастворимы во втором растворителе. Таким образом, при воздействии на раствор полимера 28 второго растворителя первый растворитель удаляется из раствора полимера, после чего полимер и лекарственное средство отверждаются с образованием, например, пленки.
В одном варианте осуществления отверждение раствора полимера уменьшает толщину раствора полимера с толщины h1 до толщины h3. В одном варианте осуществления отверждение раствора полимера уменьшает толщину раствора полимера в непосредственной близости от столбиков 20 с толщины h1 до толщины h4. В одном варианте осуществления толщина h4 пленки 10 в непосредственной близости от столбиков 20 превышает толщину h1 пленки 10 между столбиками 20. В одном варианте осуществления выступы 14a образованы раствором полимера, образующим мениск вокруг каждого из столбиков 20 во время отверждения раствора полимера 28 с образованием пленки 10. В одном варианте осуществления мениск или выступ 14a имеет приблизительно такую же высоту h4, как и высота или глубина h1 формы для литья 18. В одном варианте осуществления высота h4 выступов 14a может контролироваться тщательным выбором материала и геометрией столбиков 20 или покрытием столбиков 20, например, смазочным материалом, таким как фторполимер или силиконовая антиадгезионная смазка для формы для литья. В одном варианте осуществления высота h4 выступов 14a контролируется концентрацией раствора полимера.
Как показано на фиг. 10, после отверждения раствора полимера 28 форму для литья 18 и пленку извлекают из печи для охлаждения, а литую перфорированную пленку 10 отслаивают от формы для литья 18.
Как показано на фиг. 5-7, способ изготовления пленки 10 может включать автоматическую или частично автоматическую машину для литья 42. В одном варианте осуществления автоматическое устройство для литья включает один или более компьютеров 44, имеющих один или более процессоров и запоминающих устройств (например, одно или более энергонезависимое устройство хранения данных). В некоторых вариантах осуществления запоминающее устройство или машиночитаемый носитель данных хранит программы, модули и структуры данных или их подмножество, чтобы процессор мог контролировать и запускать различные системы и способы, описанные в настоящем документе. В одном варианте осуществления машиночитаемый носитель данных, имеющий сохраненные на нем инструкции, исполняемые компьютером, при их исполнении процессором выполняет один или более способов, описанных в настоящем документе.
Пленку 10 можно изготовить альтернативными способами. В одном варианте осуществления раствор полимера 28 может быть отлит на перфорированном пленочном материале с подлежащим впитывающим слоем, затем перфорированную пленку отделяют от впитывающего слоя, удаляя раствор для литья там, где в отлитом листе были отверстия. Одно отличие такого процесса от процессов, описанных выше, заключается в том, что в некоторых вариантах осуществления он не приводит к образованию приподнятого выступа вокруг отверстий 14.
В другом варианте осуществления пористые пленки также могут быть образованы способом лиофилизации или сублимационной сушки. В одном варианте осуществления тонкую твердую пленку раствора полимера отливают в форме для литья, затем форму для литья охлаждают до температуры ниже точки замерзания раствора и помещают в вакуум для удаления растворителя из пленки. В некоторых вариантах осуществления данный процесс также позволит получить мелкие поры, размер которых гораздо меньше размера, описанного в некоторых вариантах осуществления выше.
В одном варианте осуществления полимерный материал, применяемый для образования литой пленки, может представлять собой жидкость из поперечносшиваемого форполимера, которую заливают в форму для литья пленки, как описано выше, прокатывают валиком с целью заполнения формы для литья и удаления избытка материала, после чего поперечно сшивают на месте с помощью УФ-излучения, температуры, катализатора или других средств. В одном варианте осуществления данный процесс позволяет получить конечный продукт, очень похожий на описанный выше, за исключением того, что конечная толщина литой пленки будет приближена или равна глубине формы для литья, а мениск или выступ 14a вокруг отверстия 14 будет небольшим или полностью отсутствующим.
В другом варианте осуществления тонкая пористая пленка может быть образована процессом трафаретной печати. В одном варианте осуществления слой раствора печатают через трафарет с окончательной схемой, после чего высушивают. В одном варианте осуществления это позволяет получить гораздо более тонкую пленку, однако трафаретной печатью можно изготовить множество слоев полимера, после чего высушить их один поверх другого для получения пленки желательной толщины.
В другом варианте осуществления можно выполнить аналогичный процесс литья в соответствии с описанием выше, применяя стеклянную пластину со схемой, изготовленной из гидрофобного полимера, такого как силикон, в форме желательных перфораций. В одном варианте осуществления при отливке тонкого слоя раствора полимера на пластину разница поверхностного натяжения между стеклом и полимером, образующим схему, воздействует на раствор так, что он концентрируется на стеклянной поверхности и отталкивается от поверхности гидрофобного полимера, образующего схему. В одном варианте осуществления после этого раствор подвергают сушке для образования твердой пленки с перфорациями в виде схемы, образованной силиконовым полимером. В одном варианте осуществления данный процесс также можно выполнить с использованием жидкости с поперечносшиваемым форполимером, как описано выше.
В другом варианте осуществления тонкая пористая полимерная пленка изготавливается с применением двухсторонней формы для литья, где раствор растворителя полимера вводят в форму для литья и охлаждают для отверждения раствора. Затем в одном варианте осуществления форму для литья открывают и одну сторону удаляют, оставляя охлажденный раствор в стороне с полостью. В одном варианте осуществления сторону формы с охлажденным раствором помещают в печь для сушки раствора полимера и образования пленки 10.
Как показано на фиг. 2 и 11A-11D, после создания пленки 10 пленке 10 придают желательную форму и вид. В одном варианте осуществления пленке 10 придают такие форму и вид, чтобы она по существу соответствовала размеру и форме медицинского устройства 12. В некоторых вариантах осуществления пленке 10 придают форму и вид оболочки или гильзы 32, 34, 36, 38.
Как показано на фиг. 11A-11F, гильза 32, 34, 36, 38 включает по меньшей мере один шов 16, выполненный с возможностью образования оболочки из пленки 10. В одном варианте осуществления гильза 32, 34, 36, 38 образована путем прикрепления первой пленки 10 ко второй пленке 10 вокруг наружной периферии. В одном варианте осуществления пленка 10 сложена и по меньшей мере частично прикреплена к самой себе. Например, пленке 10 можно придать форму цилиндра для соединения двух противоположных краев. В одном варианте осуществления вторую поверхность 10b перекрывают с первой поверхностью 10a для образования шва 16. В одном варианте осуществления вторую поверхность 10b перекрывают со второй поверхностью 10b для образования шва 16. В одном варианте осуществления шов 16 закрепляют путем нагревания перекрывающихся частей пленки 10 и обеспечения повторного отверждения. В одном варианте осуществления оба конца гильзы 32, 34, 36, 38 оставляют открытыми для введения медицинского устройства 12. В одном варианте осуществления один или более концов являются закрытыми. В одном варианте осуществления полимерному листу прежде всего придают желательные размер и форму до образования гильзы 32, 34, 36, 38.
В дополнение к гильзам 32, 34, 36, 38 в некоторых вариантах осуществления пленку 10 можно применять в других медицинских сферах применения, таких как сетка для герниопластики, противоспаечный барьер, аугментация мягких тканей, фильтрующие мембраны, мембраны для доставки лекарственного средства, локализация костного трансплантата (например, для удержания костного трансплантата на месте, например, при процедуре артродеза или пластике сегментарного дефекта длинной кости), или в составе продуктов для лечения ран, таких как бандажи.
Пример 1
В одном примере осуществления имплантаты тестировали путем имплантации в организм овцы. Имплантаты представляли собой металлические пластины с тонкими (0,05-0,08 мм) трубчатыми прозрачными полимерными гильзами, осторожно надетыми на металлические пластины непосредственно перед хирургическим введением и прикрепленными к кости. Гильзы плотно обтягивали и полностью покрывали металлические пластины по всей длине, хотя и были открыты с обоих концов пластин. Гильзы были образованы из синтетического сополиэфира (гликолид, капролактон, триметиленкарбонат, лактид) с отверстиями перфорации 1,5 мм в диаметре, равномерно разнесенными по площади. Одна группа гильз содержала триклозан (2,4,4ʹ-трихлор-2ʹ-гидроксидифениловый эфир) в концентрации 1%, одна группа гильз содержала гентамицин в концентрации 10%, и одна группа гильз содержала комбинацию как триклозана (1%), так и гентамицина (10%). Концентрацию гентамицина и триклозана выбирали на основании тестирования in vitro так, чтобы определить терапевтическое окно для каждого компонента.
Гидрофобный триклозан был полностью растворен внутри полимера, в отличие от гидрофильного гентамицина, который оставался суспендированным в виде малых частиц 10-20 мкм. Тестирование in vitro показало, что благодаря его низкой растворимости в воде триклозан высвобождался из этих пленок медленно на протяжении периода до 3 недель с минимальным первоначальным массивным высвобождением.
Приблизительно 50% более водорастворимого гентамицина, находящегося на поверхности гильз, высвобождалось в смежную ткань в течение 24 часов после введения. Оставшийся гентамицин, инкапсулированный в глубине полимера, растворялся более медленно и высвобождался в течение периода времени 2-3 недели после имплантации. Полимер был выполнен с возможностью разложения путем гидролиза в течение 60 дней после хирургического вмешательства.
Было доказано, что гильзы с или без бактерицидных агентов являются биосовместимыми, оказывают минимальный эффект на заживление мягкой ткани и кости и не вызывают коррозии металлических имплантатов. Дополнительную информацию по эксперименту можно найти в журнале Vet Surg. от 12 января 2012 г. в статье Biodegradable Sleeves for Metal Implants to Prevent Implant-Associated Infection: An Experimental In Vivo Study in Sheep авторов von Plocki SC, Armbruster D, Klein K, Kämpf K, Zlinszky K, Hilbe M, Kronen P, Gruskin E, von Rechenberg B., которая полностью включена в настоящий документ путем ссылки.
Пример 2
В одном примере осуществления пленку 10 изготовили следующим способом.
Определение влагосодержания гентамицина
Влагосодержание порошка сульфата гентамицина измеряли способом потери при сушке. Приблизительно 0,5 грамм гентамицина взвешивали в стеклянном сосуде, затем нагревали в вакууме до 110°C в течение 3 часов и взвешивали второй раз. Потерю массы фиксировали как содержание влаги, которое применяли для расчета влагосодержания в процентах.
Смешивание раствора
14,69 грамм порошка сульфата гентамицина взвешивали, компенсируя процент влагосодержания, рассчитанный, как описано выше. С помощью лопастного смесителя его перемешивали с 400 г растворителя DMSO в сосуде емкостью 1 л. Смесь перемешивали в течение 30 минут до равномерного распределения гентамицина. К суспензии добавляли 100 г сополимера, содержащего мономеры гликолевой кислоты, капролактона, молочной кислоты и триметиленкарбоната, после чего сосуд для смешивания нагревали до 65°C. Смешивание продолжали в течение 2 часов до полного растворения полимера в растворе, затем температуру раствора снижали до 55°C.
Литье пленки и сушка растворителя
Форму для литья и проводящее лезвие, изготовленные из полиэтилена высокой плотности, применяли для литья тонких перфорированных пленок из раствора полимера. Форму для литья и проводящее лезвие подвергали предварительной очистке с применением раствора щелочного моющего средства и помещали в автоматическое устройство для литья с числовым программным управлением (ЧПУ). 15 мл раствора полимера втягивали в полипропиленовый шприц, который загружали в устройство для литья. Устройство для литья автоматически вводило раствор на форму для литья и проводило лезвие по поверхности формы для литья. Форму для литья с раствором полимера помещали в печь для сушки растворителя при 85°C приблизительно на 90 минут для высушивания пленки. Формы для литья извлекали из печи для сушки и пленки отслаивали от форм для литья в течение 2 минут.
Герметизация гильзы
Для сварки и резки литой пленки с целью придания ей формы гильзы применяли пресс для импульсной термосварки с пресс-формами специальной формы. Две литые пленки помещали в пресс, после чего его закрывали, создавая давление 0,55 МПа (80 psi) и нагревая до температуры 200°C в течение 4 секунд. Гильзы освобождали от избыточного пленочного материала и обрезали до соответствующей длины. Запаянные гильзы можно высушить в вакууме при 50°C и поместить в герметичную гидроизолирующую упаковку для предотвращения разложения биологически абсорбируемого полимера.
Специалистам в данной области будет понятно, что в примеры осуществления, представленные и описанные выше, могут быть внесены изменения без отступления от общей концепции, обладающей признаками изобретения. Таким образом, следует понимать, что настоящее изобретение не ограничено представленными и описанными примерами осуществления, но имеет целью охватить модификации в рамках сущности и объема настоящего изобретения, определяемого пунктами его формулы. Например, конкретные элементы примеров осуществления могут являться или не являться частью заявленного изобретения, а элементы описанных вариантов осуществления могут быть скомбинированы. Если иное конкретно не указано в настоящем документе, термины, обозначающие один предмет, не ограничены одним элементом, а, напротив, должны пониматься в значении «по меньшей мере один».
Следует понимать, что по меньшей мере некоторые из фигур и описаний настоящего изобретения были упрощены для концентрации на элементах, которые важны для четкого понимания настоящего изобретения, тогда как другие элементы, исключенные для ясности и понятные специалистам в данной области, могут также составлять часть изобретения. Однако поскольку эти элементы хорошо известны специалистам и их описание может не способствовать лучшему пониманию изобретения, описание таких элементов в настоящем документе не предусмотрено.
Дополнительно определенный порядок стадий не должен пониматься как ограничение формулы изобретения до степени, в которой представленные способы не зависят от определенного порядка стадий, описанного в настоящем документе. Пункты формулы изобретения, относящиеся к способам настоящего изобретения, не должны быть ограничены выполнением соответствующих стадий в указанном порядке. Специалисту в данной области будет понятно, что стадии могут варьировать и в то же время оставаться в рамках сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АДГЕЗИВНАЯ СТРУКТУРА С ПРОКАЛЫВАЮЩИМИ ТКАНЬ ВЫСТУПАМИ НА ПОВЕРХНОСТИ | 2012 |
|
RU2635453C2 |
| ХИРУРГИЧЕСКИЙ ИМПЛАНТАТ | 2014 |
|
RU2691307C2 |
| ХИРУРГИЧЕСКИЙ ИМПЛАНТАТ | 2014 |
|
RU2665188C2 |
| БИОРАССАСЫВАЮЩИЙСЯ МНОГОСЛОЙНЫЙ РАСШИРЯЮЩИЙ ТРАНСПЛАНТАТ ДЛЯ НОСОВОГО КЛАПАНА | 2012 |
|
RU2585135C2 |
| УСТРОЙСТВА ДЛЯ ВОССТАНОВЛЕНИЯ ТКАНИ С БЫСТРЫМ ВПИТЫВАНИЕМ ТЕРАПЕВТИЧЕСКИХ СРЕДСТВ | 2012 |
|
RU2608461C2 |
| БИОРАССАСЫВАЮЩИЕСЯ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ, СПОСОБЫ ИХ ОБРАБОТКИ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ МЕДИЦИНСКИЕ УСТРОЙСТВА | 2011 |
|
RU2583007C2 |
| КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ, СОДЕРЖАЩИЙ ПО МЕНЬШЕЙ МЕРЕ ОДНО ЛЕКАРСТВЕННОЕ СРЕДСТВО | 2013 |
|
RU2640005C2 |
| КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ, ИМЕЮЩИЙ УЛУЧШЕННУЮ ВИДИМОСТЬ | 2013 |
|
RU2650206C2 |
| КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ, СОДЕРЖАЩИЙ МНОЖЕСТВО КАПСУЛ | 2013 |
|
RU2648844C2 |
| УСТРОЙСТВА И СПОСОБЫ КРЕПЛЕНИЯ КОМПЕНСИРУЮЩИХ ТОЛЩИНУ ТКАНИ МАТЕРИАЛОВ НА ХИРУРГИЧЕСКИХ СШИВАЮЩИХ ИНСТРУМЕНТАХ | 2013 |
|
RU2635319C2 |

Группа изобретений относится к полимерной и фармацевтической промышленности и может быть использована при изготовлении имплантируемых медицинских устройств. Имплантируемое устройство содержит гибкую полимерную пленку (10), включающую биорассасывающийся полимер и элюируемые лекарственные компоненты. Пленка имеет отверстия (14), проходящие от первой (10а) до противоположной ей второй поверхности (10b), приподнятые выступы (14а). Выступы (14а) выдаются из первой поверхности (10a) так, что каждое отверстие (14) окружено одним из выступов (14а). Для изготовления полимерной пленки получают раствор, содержащий полимер, растворитель и лекарственное средство. Помещают раствор в одностороннюю форму для литья, имеющую возвышения, проходящие от дна формы. Раствор полимера имеет вязкость, подавляющую самостоятельный ток полимера. Распределяют раствор вокруг каждого возвышения с последующим отверждением и образованием мениска отвержденного полимера вокруг каждого возвышения. Обеспечивается повышение эффективности использования имплантируемых устройств за счет повышения прочностных характеристик пленки, удержания лекарственных средств и улучшения тактильных ощущений за счет повышения трения. 2 н. и 29 з.п. ф-лы, 30 ил., 3 табл., 2 пр. 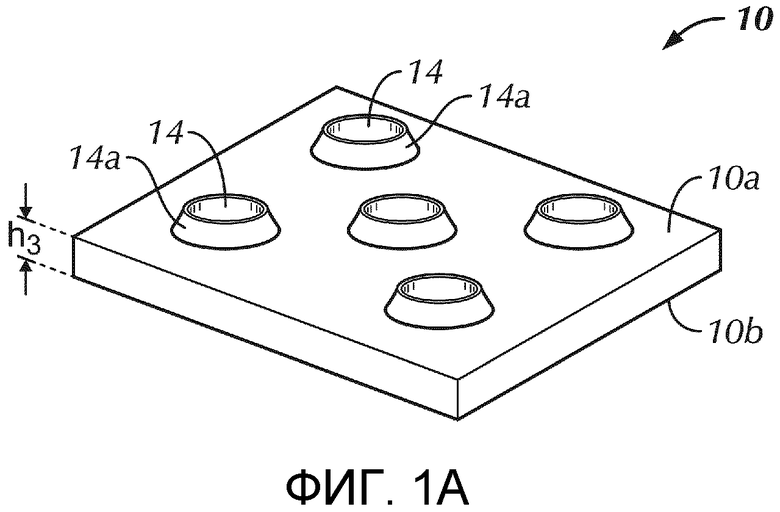
1. Имплантируемое медицинское устройство, содержащее:
гибкую полимерную пленку, включающую биорассасывающийся полимер и имеющую первую поверхность и противоположную вторую поверхность, причем полимерная пленка имеет множество отверстий, проходящих от первой поверхности до второй поверхности, и множество приподнятых выступов, выдающихся из первой поверхности так, что каждое из множества отверстий окружено одним из множества приподнятых выступов,
где пленка включает множество отдельных элюируемых лекарственных компонентов.
2. Имплантируемое медицинское устройство по п. 1, в котором биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида, D-лактида, D,L-лактида, гликолида, лактона, лактама, триметиленкарбоната, циклического карбоната, циклического эфира, парадиоксанона, бета-гидроксимасляной кислоты, бета-гидроксипропионовой кислоты, бета-гидроксивалериановой кислоты и их комбинации.
3. Имплантируемое медицинское устройство по п. 1, в котором биорассасывающийся полимер содержит повторяющиеся звенья, выбранные из группы, состоящей из L-молочной кислоты, D-молочной кислоты, L-лактида, D-лактида, D,L-лактида, ε-капролактона, триметиленкарбоната, парадиоксанона и их комбинации.
4. Имплантируемое медицинское устройство по п. 1, в котором биорассасывающийся полимер является сополимером гликолида, триметиленкарбоната, лактида и капролактона.
5. Имплантируемое медицинское устройство по п. 1, в котором первая поверхность включает прилегающую плоскую часть, проходящую между множеством приподнятых выступов.
6. Имплантируемое медицинское устройство по п. 5, в котором каждое множество приподнятых выступов имеет наружный край, приподнятый над прилегающей плоской частью на величину от приблизительно 0,1 мм до приблизительно 1,0 мм.
7. Имплантируемое медицинское устройство по п. 1, в котором полимерная пленка выполнена с возможностью элюировать множество отдельных элюируемых лекарственных компонентов в разные периоды времени после имплантации гибкого тела.
8. Имплантируемое медицинское устройство п. 1, дополнительно содержащее по меньшей мере один шов, выполненный с возможностью образовывать оболочку из полимерной пленки.
9. Имплантируемое медицинское устройство по п. 1, в котором полимерная пленка имеет первый предел прочности в первом плоском направлении и второй предел прочности во втором плоском направлении, перпендикулярном первому плоскому направлению, причем первый предел прочности по существу равен второму пределу прочности.
10. Имплантируемое медицинское устройство по п. 1, в котором полимерная пленка имеет номинальную толщину не более 0,06 мм.
11. Имплантируемое медицинское устройство по п. 1, в котором первая поверхность имеет первое тактильное ощущение, отличное от второго тактильного ощущения второй поверхности.
12. Способ получения полимерной пленки, включающий:
получение раствора полимера, содержащего полимер, растворитель и лекарственное средство;
помещение раствора полимера в одностороннюю форму для литья, имеющую множество возвышений, проходящих от дна формы для литья, причем раствор полимера характеризуется вязкостью, которая подавляет самостоятельный ток полимера по форме для литья;
распределение раствора полимера вокруг каждого из множества возвышений;
отверждение раствора полимера; и
образование мениска отвержденного полимера вокруг каждого из множества возвышений.
13. Способ по п. 12, в котором форма для литья включает форму периметра, проходящую до приподнятости, которая по существу равна приподнятости каждого из множества возвышений.
14. Способ по п. 13, в котором распределение содержит проведение распределяющего устройства по форме периметра и множеству возвышений для обеспечения тока раствора полимера вокруг множества возвышений и по всей форме для литья так, чтобы раствор полимера имел по существу однородную толщину.
15. Способ по п. 14, в котором после проведения наружная поверхность каждого из возвышений по существу свободна от раствора полимера.
16. Способ по п. 13, в котором стадия помещения включает внесение раствора полимера в форму для литья так, чтобы часть раствора полимера находилась над приподнятостью формы периметра и возвышениями.
17. Способ по п. 12, в котором раствор полимера образован путем комбинирования растворителя, полимера и лекарственного средства при температуре ниже 90°С.
18. Способ по п. 12, в котором лекарственное средство включает отдельные блоки лекарственного средства.
19. Способ по п. 12, в котором отверждение раствора полимера включает уменьшение толщины раствора полимера.
20. Способ по п. 12, в котором расстояние от дна формы для литья до верха каждого из множества возвышений составляет менее приблизительно 0,3 мм.
21. Способ по п. 12, в котором форма периметра образует общую площадь формы для литья, а множество возвышений образует площадь, которая составляет по меньшей мере приблизительно 15% общей площади формы для литья.
22. Способ по п. 12, дополнительно содержащий отслаивание пленки с элюируемым лекарственным средством от формы для литья.
23. Способ по п. 12, в котором раствор полимера содержит раствор поперечносшиваемого форполимера.
24. Способ по п. 12, в котором стадия отверждения включает поперечное сшивание полимера путем применения ультрафиолетового излучения, изменения температуры, катализаторов полимеризации, растворимых поперечносшивающих агентов или их комбинаций к раствору полимера.
25. Способ по п. 12, в котором раствор полимера содержит первый растворитель и полимер, а стадия отверждения включает воздействие на раствор полимера второго растворителя, в котором растворим первый растворитель, но в котором нерастворимы полимер и лекарственное средство, так что первый растворитель по меньшей мере по существу удаляется из раствора полимера и полимер отверждается с содержащимся лекарственным средством.
26. Имплантируемое медицинское устройство по п. 1, в котором множество отдельных элюируемых лекарственных компонентов включают первое количество лекарственных компонентов, которые находятся в контакте с поверхностью пленки, и второе количество лекарственных компонентов, которые не находятся в контакте с поверхностью пленки.
27. Имплантируемое медицинское устройство по п. 1, в котором множество отдельных элюируемых лекарственных компонентов имеет диаметр до 20 микрон.
28. Имплантируемое медицинское устройство по п. 1, в котором множество отдельных элюируемых лекарственных компонентов имеет диаметр до 10 микрон.
29. Имплантируемое медицинское устройство по п. 1, в котором множество отдельных элюируемых лекарственных компонентов выполнено с возможностью элюирования в двухфазном процессе высвобождения, включая массивное высвобождение при имплантации.
30. Имплантируемое медицинское устройство по п. 28, в котором массивное высвобождение составляет приблизительно от 20 до 35% от общего содержания множества отдельных элюируемых лекарственных компонентов.
31. Имплантируемое медицинское устройство по п. 1, в котором пористость пленки составляет от приблизительно 0,1 до приблизительно 0,2.
| WO 9951171 A1, 14.10.1999 | |||
| US 5567431 A, 22.10.1996 | |||
| US 20080128315 A1, 05.06.2008 | |||
| US 2009289395 A1, 26.11.2009 | |||
| Способ получения сшитого полиметилметакрилата | 1977 |
|
SU683207A1 |
| Способ получения пористых пластических масс | 1949 |
|
SU77539A1 |
| US 2009192609 A1, 03.07.2009 | |||
| US 2009069904 A1, 12.03.2009 | |||
| EP 1374817 A1, 02.01.2004 | |||
| US 6180052 B1, 30.01.2001 | |||
| AU 2004202878 A1, 22.07.2004 | |||
| Металлическая связка | 1975 |
|
SU539751A2 |
| FR 1181333 A, 15.06.1959. | |||

