Изобретение относится к нефтяной и газовой промышленности, в частности к способам и устройствам утилизации низконапорных углеводородных газов факельных систем с целью получения топливного газа для технологических печей из продуктов нефте- и газопереработки.
Известен способ утилизации низкопотенциальных углеводородных газов (патент №2560188, РФ, МПК C10L 3/10, B01D 53/52), который включает абсорбционную колонну для очистки углеводородных газов, с подведенной к ней линией подачи водного раствора моноэтаноламина (МЭА), снабженной насосом и теплообменником для охлаждения водного раствора МЭА, сепаратор для осушки очищенных углеводородных газов, два параллельно расположенных газоструйных эжектора с подведенными к ним линиями подачи очищенных и осушенных углеводородных газов и ВСГ, сепаратор для осушки и теплообменник для нагрева полученного топливного газа.
Недостатком данного способа является то, что при эжектировании факельных газов не исключена возможность возникновения вакуума в факельном коллекторе, вследствие отсутствия автоматического регулирования.
Известен способ утилизации низкопотенциальных газов (патент №1805727, РФ, МПК F04F 5/54), в котором низконапорный газ подают в первичный сепаратор, откуда его эжектируют жидкостью, поступающей из насоса с подачей смеси во вторичный сепаратор, а подачу жидкости из первичного сепаратора в первичный на рециркуляцию осуществляют с одновременным ее охлаждением.
Недостатками этого способа являются:
- повышенные энергетические затраты на поднятие давления в насосе от давления жидкости, равного низконапорному газу, до давления на выходе насоса, необходимого для эжектирования газа;
- невозможность эжектирования двух и более потоков с разными параметрами или различными по составу;
- проведение процесса в двух аппаратах, сепараторе и трехфазном разделителе, что ведет к повышенным капитальным затратам.
Известен способ утилизации низкопотенциальных углеводородных газов (патент РФ №2179660, МПК F04F 5/54, приоритет 25.05.2000), включающий эжекционное сжатие двух низкопотенциальных газов различного состава высоконапорной жидкостью (одного состава, давления и температуры) и последующее разделение смесей в отдельных сепараторах на сжатый газ и жидкость, подачу газов потребителю. В указанном способе устранен недостаток по невозможности эжектирования двух и более потоков.
Недостаток по повышенным энергетическим затратам на насосах устранен частично, т.к. давление насосом поднимают не от давления низкопотенциальных газов, а от давления, равного давлению на выходе эжекторов, т.е. от давления сжатых газов. Однако при разных давлениях низконапорных газов давление активной жидкости необходимо поддерживать максимальным исходя из компримирования газа более низкого давления, что ведет к повышенным энергетическим затратам.
Недостаток по проведению процесса в двух сепараторах различной конструкции сохраняется. Кроме этого активная жидкость, рециркулируемая насосом, насыщается различными газами, что не всегда допустимо с точки зрения пожарной безопасности или насыщения жидкости коррозионными компонентами.
Известен способ утилизации низкопотенциальных газов (патент №2435990, РФ, МПК F04F 5/54). Установка включает эжекторы для сжатия низкопотенциальных газов потоками высоконапорной жидкости от насосов рециркуляции, трехфазный сепаратор для разделения газожидкостной смеси на газ, углеводородную и водную жидкости, сепарационно-коалесцирующие насадки для сепарации газа от жидкости, а также сепарационно-коалесцирующие насадки для окончательного разделения углеводородной жидкости на углеводородную и водную фазы.
Недостатком данного способа является сложность технологического оборудования, высокие энергетические затраты и невозможность одновременной и полной переработки низкопотенциальных газов.
Задачей изобретения является разработка установки, обеспечивающей возможность утилизации низконапорных углеводородных газов факельных систем с целью получения топливного газа для технологических печей. Поставленная задача решается путем утилизации низконапорных углеводородных газов факельных систем с избыточным давлением от 0,0001 до 0,3 МПа, с использованием узла компримирования и очистки топливных газов, включающего компрессор, сепараторы, водяной и воздушный холодильники, эжекторный струйный насос, аминовый абсорбер. Узел компримирования и очистки топливных газов работает следующим образом: часть компримированного, охлажденного и отсепарированного газа с нагнетания компрессора смешивается с отбираемыми из факельных систем газами при помощи эжекторного струйного насоса и возвращается в поток углеводородного газа, поступающего с технологических установок в приемный сепаратор компрессора для последующего сжатия, охлаждения и аминовой очистки с целью получения очищенного топливного газа для технологических печей, при этом оптимальный отбор углеводородных газов факельных систем, при котором обеспечивается устойчивое горение факела обеспечивается системой автоматического регулирования.
Применение процесса утилизации низконапорных углеводородных газов факельных систем путем эжектирования потоком компримированного газа позволяет максимально извлечь углеводородные газы из факельных коллекторов с избыточным давлением от 0,0001 до 0,3 МПа, с целью их последующего использования в качестве топливного газа, то есть минимизировать поток низконапорного углеводородного газа, сжигаемого на факеле.
Заявителями и авторами не обнаружены аналогичные признаки, которые могли бы обеспечить утилизацию низконапорных углеводородных газов факельных систем из факельных коллекторов при помощи потока компримированного газа.
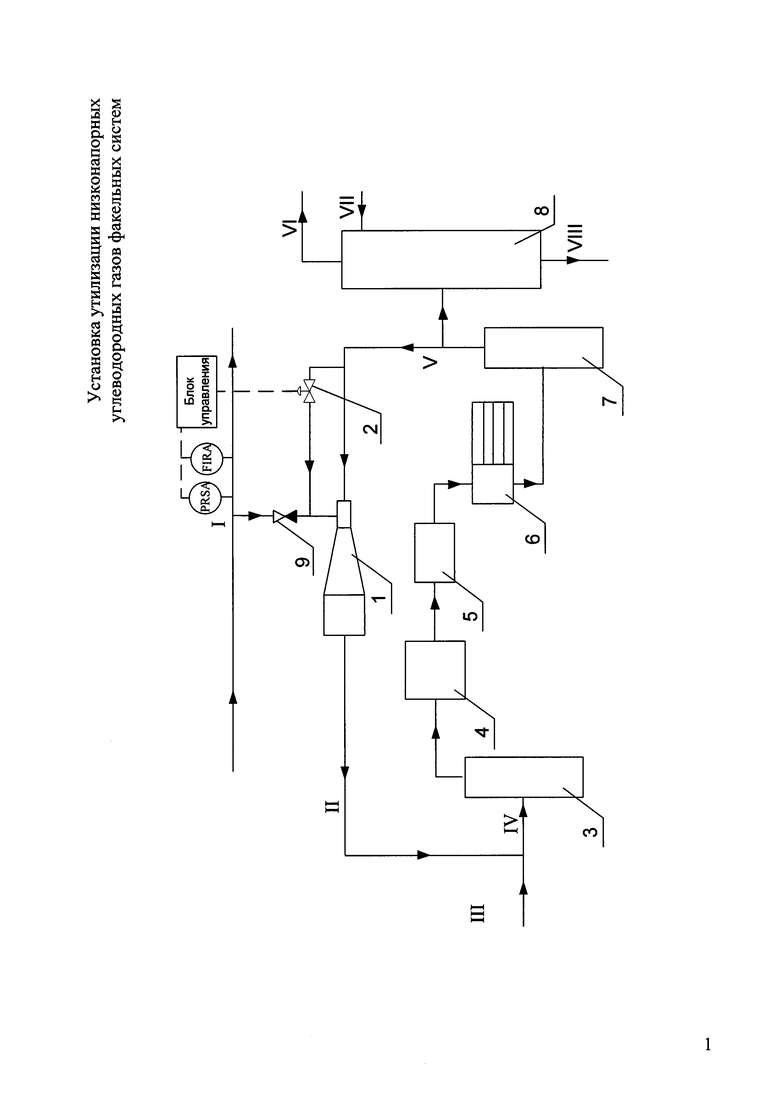
На фиг. представлена схема утилизации низконапорных углеводородных газов факельных систем, на которой изображены позиции следующих аппаратов:
1 - эжектор;
2 - запорно-регулирующий клапан
3 - приемный сепаратор компрессора;
4 - компрессор;
5 - аппарат воздушного охлаждения;
6 - водяной холодильник;
7 - сепаратор компримированного газа;
8 - колонна-абсорбер для очистки газового потока раствором метилдиэтаноламина (далее по тексту МДЭА);
9 - обратный клапан.
На фиг. отмечены следующие потоки:
I - поток низконапорного углеводородного газа факельной системы, отбираемый из факельных коллекторов;
II - поток эжектированного углеводородного газа;
III - поток углеводородного газа от технологических установок;
IV - объединенный поток углеводородного газа;
V - компримированный и охлажденный углеводородный газ;
VI - углеводородный газ, прошедший очистку раствором МДЭА;
VII - регенерированный водный раствор МДЭА;
VIII- насыщенный сероводородом водный раствор МДЭА.
На фиг. изображена схема, иллюстрирующая предлагаемый способ утилизации низконапорных углеводородных газов факельных систем с избыточным давлением от 0,0001 до 0,3 МПа.
Отбор низконапорного углеводородного газа факельной системы из существующих факельных коллекторов (I) осуществляется эжектором 1. Для этого часть компримированного и охлажденного газа (V) после сепаратора компримированного газа 7, давление которого выше давления эжектируемых низконапорных углеводородных газов факельных систем, подается на эжектор 1.
Принцип регулирования расхода углеводородного газа факельной системы: если расход или давление на факельный ствол начинает увеличиваться в факельном коллекторе, то блок управления подает сигнал на прикрытие запорно-регулирующего клапана 2. Это приводит к понижению давления в трубопроводе низконапорного углеводородного газа факельной системы перед эжектором. Следовательно, увеличивается и отсос углеводородного газа из факельного коллектора. В случае уменьшение расхода и давления углеводородного газа в факельном коллекторе происходит все в обратном порядке. Для предотвращения перетекания газа через запорно-регулирующий клапан 2 в факельный коллектор установлен обратный клапан 9. Расход углеводородного газа через сопло эжектора принимается постоянным в зависимости от производительности эжектора. Эжектированный газовый поток (II) далее смешивается с потоком углеводородного газа, поступающего от технологических установок (III).
Далее объединенный поток углеводородных газов (IV) поступает в приемный сепаратор компрессора 3, расположенный на приеме компрессора 4. После сжатия компрессором 4 и последовательного охлаждения при помощи аппарата воздушного охлаждения 5, водяного холодильника 6 и отделения газового конденсата в сепараторе компримированного газа 7, основная часть компримированного углеводородного газового потока (V) поступает в колонну-абсорбер 8 для проведения очистки от сероводорода раствором МДЭА. В верхнюю часть колонны подается охлажденный водный раствор МДЭА (VII). Противоточный контакт водного раствора МДЭА с углеводородным газом приводит к абсорбции сероводорода водным раствором МДЭА.
Насыщенный сероводородом водный раствор МДЭА (VIII) отводится из нижней части абсорбционной колонны 8 и направляется на регенерацию.
Очищенный углеводородный газ (VI) в качестве топливного газа поступает на технологические нужды потребителям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ ГАЗОВ | 2009 |
|
RU2396106C1 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ ГАЗОВ | 2010 |
|
RU2435990C1 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386867C1 |
| СПОСОБ КОМПЛЕКСНОГО ИЗВЛЕЧЕНИЯ ЦЕННЫХ ПРИМЕСЕЙ ИЗ ПРИРОДНОГО ГЕЛИЙСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО ГАЗА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ АЗОТА | 2014 |
|
RU2597081C2 |
| УСТАНОВКА ПОЛУЧЕНИЯ ТОПЛИВНОГО ГАЗА ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПЕЧЕЙ | 2014 |
|
RU2560188C1 |
| Способ низкотемпературной конденсации факельного газа | 2023 |
|
RU2823879C1 |
| УСТАНОВКА АДСОРБЦИОННОЙ ОСУШКИ И ОТБЕНЗИНИВАНИЯ ПРИРОДНОГО ГАЗА | 2022 |
|
RU2803501C1 |
| СПОСОБ ПОДГОТОВКИ И УТИЛИЗАЦИИ ПОПУТНОГО НИЗКОНАПОРНОГО ГАЗА | 2003 |
|
RU2259511C2 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОНАПОРНОГО ГАЗА | 2005 |
|
RU2297520C2 |
| СПОСОБ ДЕГАЗАЦИИ НАСЫЩЕННОГО АМИНОВОГО РАСТВОРА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658412C1 |
Изобретение относится к нефтяной и газовой промышленности, в частности к способам и устройствам утилизации низконапорных углеводородных газов факельных систем. Способ включает утилизацию низконапорных углеводородных газов факельных систем путем их эжектирования из факельных коллекторов потоком компримированного углеводородного газа с целью их вовлечения в поток углеводородных газов перед приемом компрессора, с целью последующего сжатия, аминовой очистки в колонне-абсорбере и дальнейшего использования в качестве топлива для технологических печей. Технический результат - использование в качестве топлива для технологических печей углеводородных газов с низким избыточным давлением, ранее сжигаемых на факельных установках. 1 ил.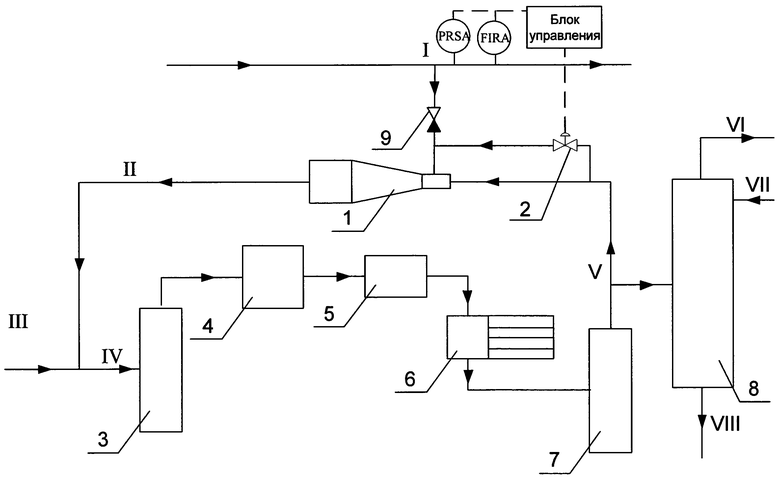
Способ утилизации низконапорных углеводородных газов факельных систем с избыточным давлением от 0,0001 до 0,3 МПа, с использованием узла компримирования и очистки топливных газов, включающего компрессор, сепараторы, водяной и воздушный холодильники, аминовый абсорбер, отличающийся тем, что часть компримированного, охлажденного и отсепарированного газа с нагнетания компрессора смешивается с отбираемыми из факельных систем газами при помощи эжекторного струйного насоса и возвращается в поток углеводородного газа, поступающего с технологических установок в приемный сепаратор компрессора для последующего сжатия, охлаждения и аминовой очистки с целью получения очищенного топливного газа для технологических нужд, при этом оптимальный отбор углеводородных газов факельных систем поддерживается системой автоматического регулирования.
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ ГАЗОВ | 2010 |
|
RU2435990C1 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОНАПОРНОГО ГАЗА | 2009 |
|
RU2412336C1 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ ГАЗОВ | 2009 |
|
RU2396106C1 |
| US 6596253 B1, 22.07.2003 | |||
| US 4979966 A, 25.12.1990. | |||

