Изобретение относится к способу изготовления заднего пола автотранспортного средства.
В частности, изобретение относится к способу изготовления заднего пола автотранспортного средства из листовой заготовки с заранее определенными размерами в соответствии с данной версией заднего пола, при этом способ содержит различные последовательные операции, причем каждая операция связана с использованием по меньшей мере одного определенного инструмента.
Изобретение относится также к заднему полу, полученному при помощи такого способа изготовления.
Как правило, автотранспортные средства одной модели обычно выпускаются в нескольких версиях, таких как «классическое» транспортное средство типа четырех- или пятидверного седана, а также транспортное средство типа «универсал», транспортное средство типа «спортивное купе», «спортивная» версия и т.д. Для разработки и реализации этих различных версий или конфигураций транспортного средства автомобильный конструктор изменяет наружную конструкцию транспортного средства, но при этом старается использовать как можно больше компонентов, общих для всех версий, чтобы снизить стоимость производства.
В частности, задний пол автотранспортного средства является основным компонентом конструкции платформы транспортного средства, при этом задний пол может также включать в себя отсек запасного колеса. Таким образом, он является частью элементов, которые могут оставаться общими для различных версий одного транспортного средства, чтобы оптимизировать снижение расходов. Однако существуют очень большие разбросы длины между разными версиями транспортных средств у разных конструкторов. В настоящее время для каждой версии автотранспортного средства необходимо предусматривать способ изготовления специально для каждой версии пола, чтобы учитывать все особенности каждой версии и каждого типа изготавливаемого транспортного средства.
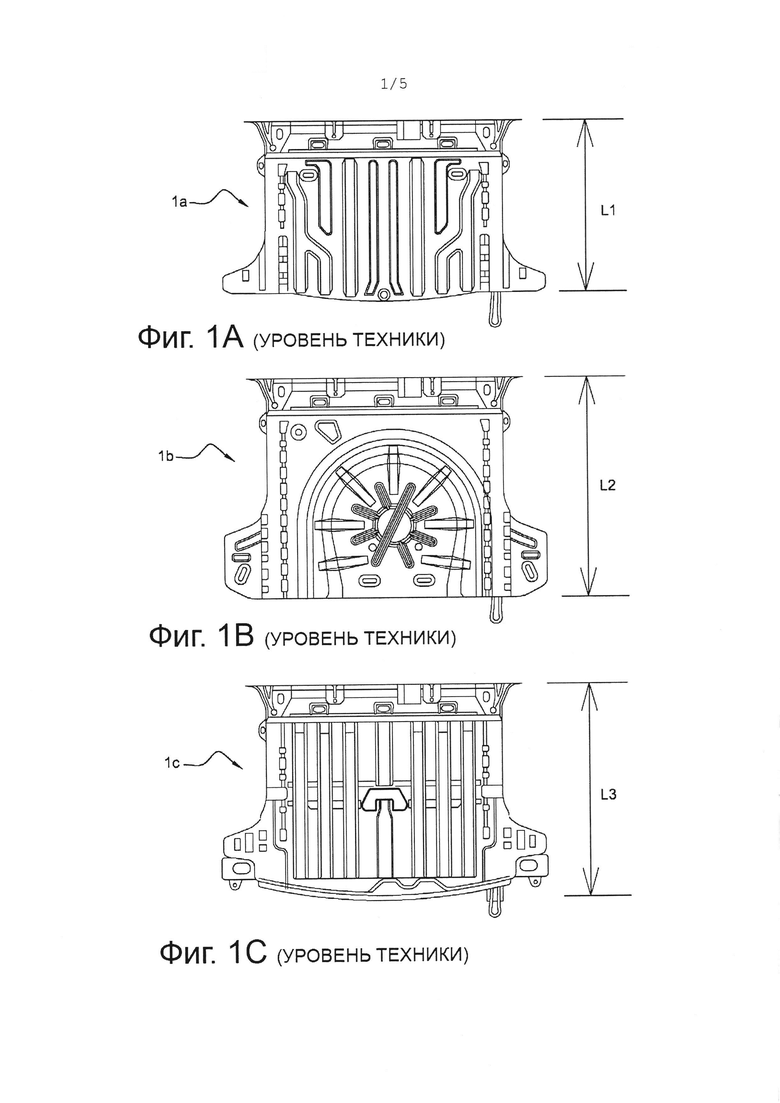
Например, как показано на фиг. 1a-1c, одна модель автотранспортного средства может содержать первую версию 1a заднего пола, соответствующую, в частности, полу первой конфигурации транспортного средства, например, типа седана с пятью дверями (фиг. 1a), вторую версию 1b заднего пола, соответствующую, в частности, полу второй конфигурации транспортного средства, например, типа седана с четырьмя дверями (фиг. 1b), и третью версию 1с заднего пола, соответствующую, в частности, полу третьей конфигурации транспортного средства, например, типа однообъемника (фиг. 1c). Три версии 1a, 1b, 1c полов имеют, в частности, разную длину, при этом длина L1 версии 1a меньше длины L2 и длины L3 двух других версий, причем длины L2 и L3 могут быть, например, идентичными.
Эти различия заставляют автомобильных конструкторов проектировать разные полы для разных типов транспортных средств. Поскольку, как правило, эти полы изготавливают из штампованного стального листового проката, необходимо предусматривать разные штампы для выполнения разных полов. Это требует использования многих штамповочных прессов и разных инструментов, что влечет за собой значительные капитальные затраты. Вследствие этого повышаются также расходы на изготовление и подъемно-транспортные операции.
Задачей изобретения является устранение указанных недостатков и создание способа изготовления заднего пола автотранспортного средства, который позволяет реализовать различные конфигурации автотранспортных средств, оставаясь при этом экономичным, простым в применении, и позволяет максимально сократить расходы по эксплуатации и обслуживанию.
Объект изобретения характеризуется тем, что, будучи предназначенным для реализации нескольких версий задних полов, каждая из которых соответствует отдельной конфигурации автотранспортного средства, способ содержит по меньшей мере одну идентичную операцию, независимо от версии выполняемого пола, при этом упомянутую операцию осуществляют при помощи по меньшей мере одного инструмента, общего для всех версий задних полов.
Таким образом, главным преимуществом такого способа является возможность использования по меньшей мере одного одинакового инструмента для реализации разных типов задних полов.
Другие преимущества и отличительные признаки изобретения можно рассматривать отдельно или в комбинации:
- Будучи предназначенным для реализации трех разных конфигураций автотранспортного средства, способ может содержать две общие операции для трех версий задних полов.
- Способ может содержать одну общую операцию для двух версий задних полов.
- Будучи предназначенным для реализации трех разных конфигураций автотранспортного средства, способ может содержать по меньшей мере следующие последовательные этапы:
- вырезание листовой заготовки по размерам, соответствующим реализуемой версии заднего пола,
- первая операция, общая для трех конфигураций, осуществляемая по меньшей мере с одним первым инструментом, идентичным, независимо от реализуемой версии пола,
- вторая операция, общая для трех конфигураций, осуществляемая по меньшей мере с одним вторым инструментом, идентичным, независимо от реализуемой версии пола.
- Способ может содержать третью операцию только для первой версии заднего пола, соответствующей первой конфигурации автотранспортного средства, осуществляемую при помощи по меньшей мере одного третьего инструмента, специфического для изготовления первой версии заднего пола.
- Способ может содержать третью операцию только для второй версии заднего пола, соответствующей второй конфигурации автотранспортного средства, осуществляемую при помощи по меньшей мере одного четвертого инструмента, специфического для изготовления второй версии заднего пола.
- Способ может содержать четвертую операцию, общую для первой и второй конфигураций автотранспортного средства, осуществляемую при помощи по меньшей мере одного пятого инструмента, идентичного для изготовления двух соответствующих версий заднего пола.
- Способ может содержать пятую операцию только для третьей версии заднего пола, соответствующей третьей конфигурации автотранспортного средства, осуществляемую при помощи по меньшей мере одного шестого инструмента, специфического для изготовления третьей версии заднего пола.
Объектом изобретения является также задний пол автотранспортного средства, который можно воспроизводить максимально просто и быстро с максимумом общих частей для разных конфигураций автотранспортных средств.
Этот объект изобретения отличается, в частности, тем, что содержит по меньшей мере один участок, идентичный для всех конфигураций автотранспортных средств, и по меньшей мере один специфический участок, соответствующий каждой конфигурации автотранспортного средства.
Другие преимущества и отличительные признаки будут более очевидны из нижеследующего описания частных вариантов выполнения изобретения, представленных в качестве не ограничительных примеров со ссылками на прилагаемые чертежи, на которых представлено следующее:
Фиг. 1a-1c - частные примеры заднего пола автотранспортного средства, выполненного при помощи известного способа.
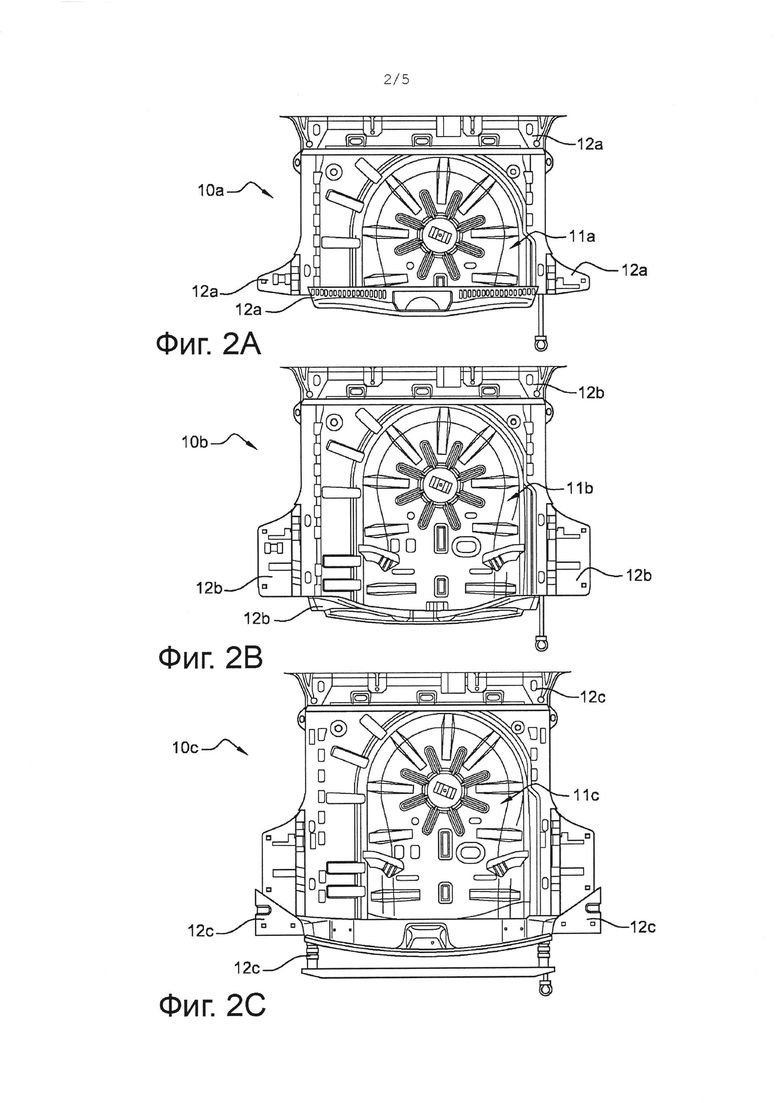
Фиг. 2a-2c - частные примеры заднего пола автотранспортного средства, выполненного при помощи заявленного способа.
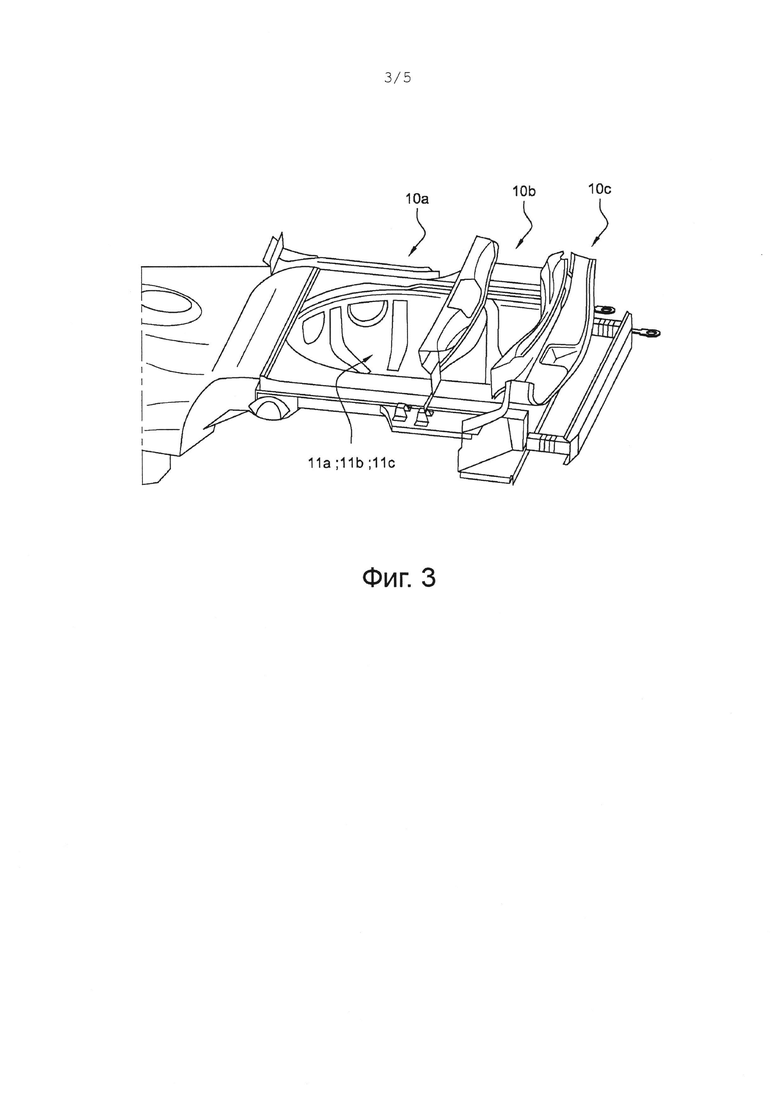
Фиг. 3 - частичный вид в перспективе задней части конструкции автотранспортного средства, где представлены расположенные друг над другом три пола, показанные на фиг. 2a-2c.
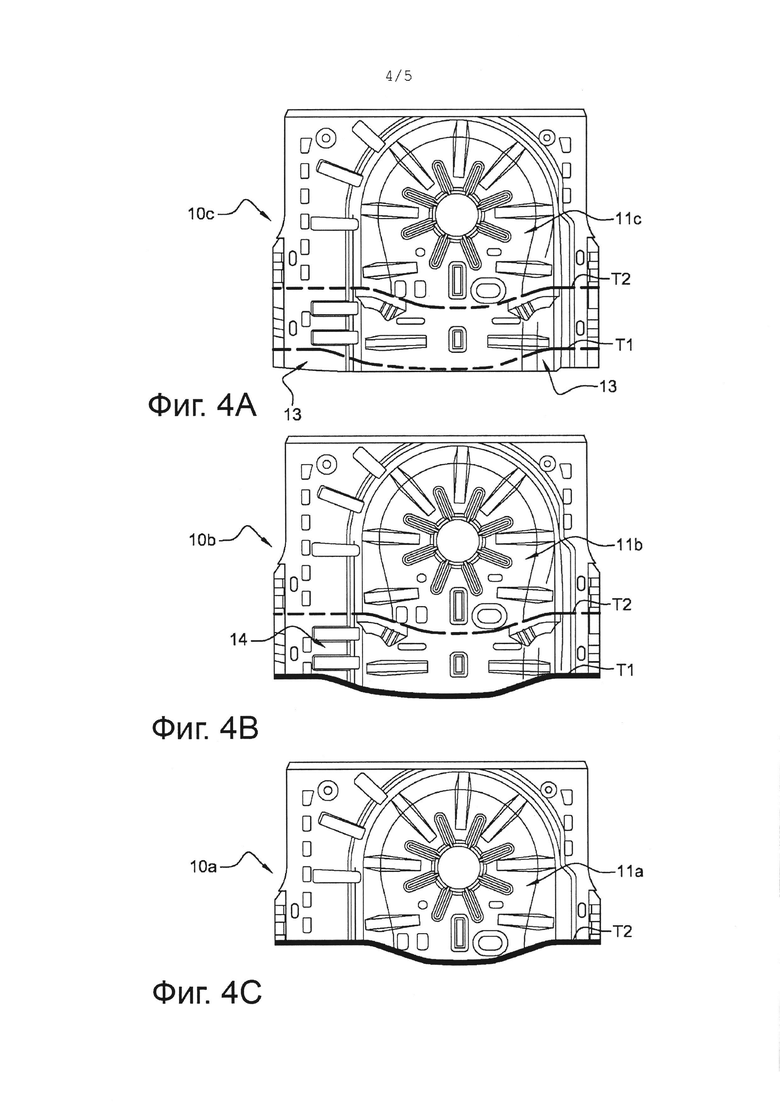
Фиг. 4a-4c - схематичный вид заднего пола в соответствии с изобретением со специфическими зонами и с общими зонами, выполненного при помощи способа изготовления заднего пола в соответствии с изобретением.
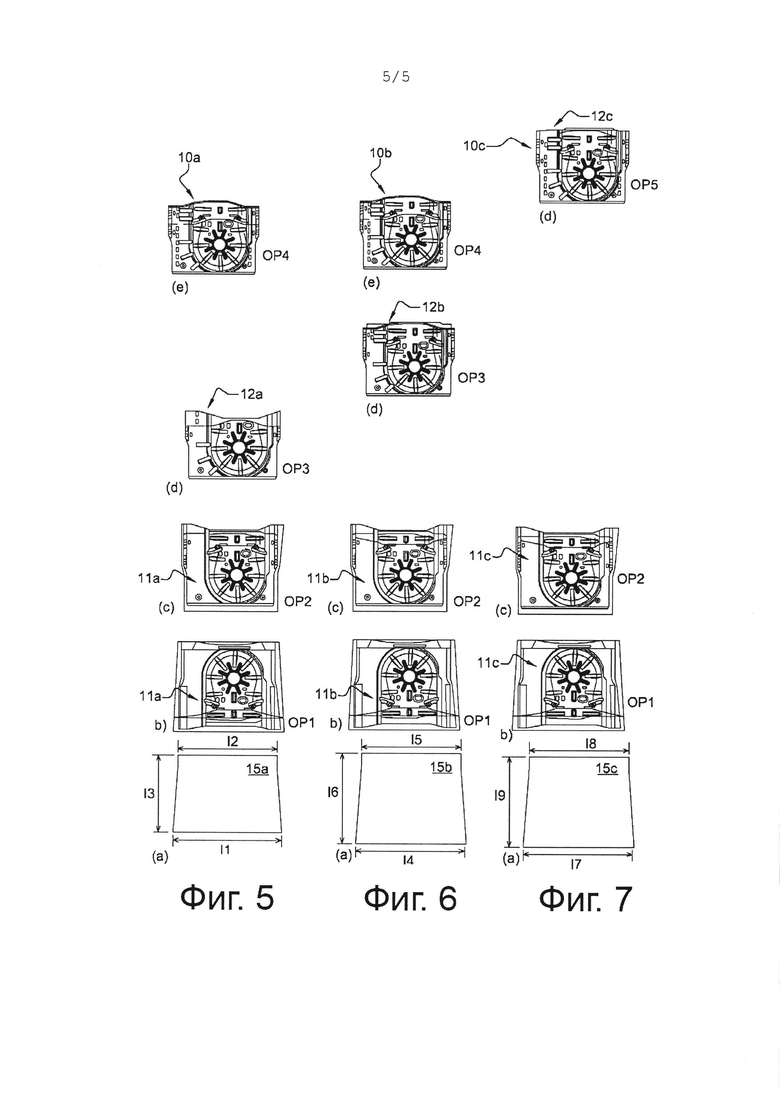
Фиг. 5a-5e - различные последовательные этапы первого варианта осуществления заявленного способа изготовления первой версии заднего пола, соответствующей первой конфигурации автотранспортного средства.
Фиг. 6a-6e - различные последовательные этапы второго варианта осуществления заявленного способа изготовления второй версии заднего пола, соответствующей второй конфигурации автотранспортного средства.
Фиг. 7a-7d - различные последовательные этапы третьего варианта осуществления заявленного способа изготовления третьей версии заднего пола, соответствующей третьей конфигурации автотранспортного средства.
Представленный на фиг. 2a-7d способ изготовления в соответствии с изобретением предназначен для выполнения заднего пола для нескольких разных конфигураций автотранспортного средства (фиг. 3), при этом задний пол соответствует одной конфигурации, и содержит по меньшей мере одну операцию или этап, общий для всех версий транспортного средства, чтобы экономить на использовании прессовых штампов. В частности, заявленный способ изготовления позволяет, используя листовую заготовку заданных размеров, выбирать между несколькими разными конфигурациями автотранспортного средства и реализовать несколько разных полов с максимумом идентичных инструментов и операций штамповки, общих для всех разных версий.
Как показано, в частности, на фиг. 2a-2c и на фиг. 3, заявленный способ изготовления предназначен для реализации первого пола 10a, предназначенного для первой конфигурации автотранспортного средства, например, типа пятидверного седана (фиг. 2а), второго пола 10b, предназначенного для второй конфигурации автотранспортного средства, например, типа четырехдверного седана (фиг. 2b), или третьего пола 10c, предназначенного для третьей конфигурации автотранспортного средства, например, типа универсала (фиг. 2c).
Каждый из трех полов 10a, 10b, 10c, показанных друг над другом на фиг. 3, содержит общую часть, соответственно 11a, 11b, 11с, то есть идентичную независимо от версии пола 10a, 10b, 10c и по меньшей мере одну и, в частности, несколько частей, соответственно 12a, 12b, 12c, специфических для каждого пола 10a, 10b, 10c.
В частности, как показано на фиг. 4a-4c, тот факт, что полы 10a, 10b, 10c содержат по меньшей мере одну общую часть 11а, 11b, 11c, позволяет легко переходить от выполнения первого типа пола 10c (фиг. 4a) ко второму типу пола 10b (фиг. 4b) при помощи простой дополнительной операции. В частности, как показано на фиг. 4a, исходя из пола 10c, операция обработки или обрезки по заданному профилю части 13, ограниченной первой пунктирной линией T1 на фиг. 4a, позволяет перейти к выполнению второй версии пола, в частности, пола 10b, как показано на фиг. 4b, где пунктирная линия T1 (теперь показана на фиг. 4b в виде сплошной линии) теперь ограничивает край пола 10b.
Точно также, исходя из этого пола 10b (фиг. 4b), при помощи новой операции обрезки части 14 на уровне второй пунктирной линии T2 можно перейти к выполнению третьей версии пола, в частности, пола 10a, как показано на фиг. 4c, где пунктирная линия T2 (теперь показана на фиг. 4c в виде сплошной линии) теперь ограничивает край пола 10a.
Далее со ссылками на фиг. 5a-7d следует более подробное описание способа изготовления в соответствии с изобретением. На фиг. 5a-5e представлены различные этапы первого варианта осуществления способа изготовления пола 10a, соответствующего первой конфигурации транспортного средства. На фиг. 6a-6e представлены различные этапы второго варианта осуществления способа изготовления пола 10b, соответствующего второй конфигурации транспортного средства. На фиг. 7a-7d представлены различные этапы третьего варианта осуществления способа изготовления пола 10c, соответствующего третьей конфигурации транспортного средства.
Для лучшего понимания и для лучшей иллюстрации принципа изобретения, то есть идентичных операций для любой реализуемой версии, различные варианты осуществления заявленного способа изготовления показаны на одной странице. Следует учесть, что каждый вариант осуществления предназначен для реализации независимо от других, то есть либо вариант осуществления, показанный на фиг. 5a-5e, либо вариант осуществления, показанный на фиг. 6a-6e, либо вариант осуществления, показанный на фиг. 7a-7d. Ни один из вариантов невозможно осуществлять одновременно с другим, и выбор варианта осуществления необходимо сделать до начала осуществления способа изготовления в соответствии с изобретением.
Как показано на фиг. 5a, 6a и 7a, первый этап способа изготовления в соответствии с изобретением содержит вырезание листовой заготовки 15 по заданным размерам, соответствующим выполняемому полу 10, то есть в соответствии с выбранной конфигурацией транспортного средства. Показанная на фиг. 5a листовая заготовка 15a предназначена для выполнения пола 10a первой конфигурации транспортного средства. Например, листовая заготовка 15a имеет по существу форму трапеции с первой длиной l1 (большая сторона) трапеции около 1340 мм, с второй длиной l2 (малая сторона) трапеции около 1230 мм и с шириной 13 трапеции около 940 мм. Такая листовая заготовка 15a с такими размерами, показанная на фиг. 5a, предназначена для изготовления пола 10a для транспортного средства типа классического седана.
Показанная на фиг. 6a листовая заготовка 15b предназначена для выполнения пола 10b второй конфигурации транспортного средства. Например, листовая заготовка 15b имеет по существу форму трапеции с первой длиной l4 (большая сторона) трапеции около 1360 мм, со второй длиной l5 (малая сторона) трапеции около 1230 мм и с шириной l6 трапеции около 1110 мм. Такая листовая заготовка 15b с такими размерами, показанная на фиг. 6a, предназначена для изготовления пола 10b для транспортного средства типа «трехобъемного» седана, то есть размеры багажника которого слегка больше, чем для предыдущего транспортного средства.
Показанная на фиг. 7a листовая заготовка 15с предназначена для выполнения пола 10c третьей конфигурации транспортного средства. Например, листовая заготовка 15c имеет по существу форму трапеции с первой длиной l7 (большая сторона) трапеции около 1360 мм, со второй длиной l8 (малая сторона) трапеции около 1230 мм и с шириной l9 трапеции около 1110 мм. Такая листовая заготовка 15c с такими размерами, показанная на фиг. 7a, предназначена для изготовления пола 10c для транспортного средства типа универсала, то есть размеры багажника которого по существу идентичны размерам пола предыдущего транспортного средства.
Затем, как показано на фиг. 5b, 6b и 7b, способ изготовления в соответствии с изобретением содержит первую операцию ОР1 штамповки, которая является идентичной, независимо от рассматриваемой версии пола и от соответствующей конфигурации транспортного средства, то есть которую реализуют при помощи одного инструмента, общего для трех версий, независимо от исходной листовой заготовки (фиг. 5a, 6a, 7a) и независимо от изготавливаемой версии пола.
Эта операция ОР1 с использованием единого инструмента для всех трех версий обеспечивает реализацию трех разных версий транспортного средства, что позволяет сэкономить два инструмента и дает, следовательно, выигрыш с точки зрения подготовки процесса, то есть штамповочных прессов, управления потоками деталей и т.д.
Как показано на фиг. 5b, 6b и 7b, эта первая операция ОР1 штамповки позволяет, в частности, получить общие части 11а, 11b, 11c, идентичные во всех трех версиях полов 10a, 10b, 10c.
Как показано на фиг. 5c, 6c и 7c, после предварительного поворота на 180° детали, полученной на предыдущем этапе, следующий этап способа изготовления в соответствии с изобретением содержит вторую операцию ОР2 штамповки, в частности, предпочтительно операция ОР2 включает в себя несколько разных этапов, в частности, этапы обработки по заданном профилю (обрезка периферических краев детали), пробивки (выполнение общих отверстий) и/или ударной обработки (выполнение малых комплементарных форм, общих для разных версий). Вторая операция ОР2 штамповки тоже является идентичной, независимо версии пола и от конфигурации транспортного средства, то есть ее осуществляют при помощи одного и того же инструмента, общего для трех версий, независимо от исходной листовой заготовки (фиг. 5a, 6a, 7a) и независимо от изготавливаемой версии пола.
Как показано на фиг. 5c, 6c и 7c, эта вторая операция ОР2 обеспечивает завершение выполнения общих частей 11a, 11b, 11c, начатых на предыдущем этапе. Эта операция ОР2 тоже позволяет сэкономить два инструмента, так как ее осуществляют при помощи единого инструмента, независимо от реализуемой конфигурации транспортного средства.
На фиг. 5d, где способ изготовления предназначен для выполнения пола 10а, следующий этап представляет собой третью операцию ОР3, в частности, операцию обработки по заданному профилю - отбортовки кромок вверх (отбортовка вверх состоит в подъеме стыковых кромок детали для их конечного позиционирования, и дополнительные операции обработки по заданному профилю предназначены для специфических нужд каждой версии). Эту операцию осуществляют при помощи инструмента, специфического для этой конфигурации транспортного средства и, следовательно, для пола 10a. В частности, эта операция позволяет начать изготовление специфических частей 12a пола 10a.
На фиг. 6d, где способ изготовления предназначен для выполнения пола 10b, следующий этап представляет собой третью операцию ОР3, в частности, операцию обработки по заданному профилю - отбортовки кромок вверх (отбортовка вверх состоит в подъеме стыковых кромок детали для их конечного позиционирования, и дополнительные операции обработки по заданному профилю предназначены для специфических нужд каждой версии).
Эту операцию осуществляют при помощи инструмента, специфического для этой конфигурации транспортного средства и, следовательно, для пола 10b. В частности, эта операция позволяет начать изготовление специфических частей 12b пола 10b.
На фиг. 5e и 6e следующий этап способа изготовления в соответствии с изобретением содержит четвертую операцию ОР4, идентичную для двух первых конфигураций транспортного средства, то есть либо для выполнения пола 10а, либо для выполнения пола 10b. Четвертая операция ОР4 включает в себя, например, этапы отбортовки кромок вниз - ударной обработки - пробивки отверстий (при этом отбортовка кромок вниз является операцией, противоположной операции отбортовки кромок вверх в направлении работы инструмента, а ударная обработка состоит в выполнении малых комплементарных форм, специфических для этой версии).
Таким образом, эта операция обеспечивает реализацию двух разных версий транспортного средства при помощи одного и того же инструмента, независимо от версии, что позволяет сэкономить один инструмент и дает также выигрыш с точки зрения подготовки процесса, то есть штамповочных прессов, управления потоками деталей и т.д.
В частности, эта четвертая операция ОР4 обеспечивает завершение изготовления специфических частей 12а и 12b, начатых во время соответствующих предыдущих этапов (фиг. 5d и фиг. 6d) для изготовления полов 10a или 10b. Таким образом, эта операция представляет собой конечный этап изготовления, в результате которого пол 10a, показанный на фиг. 5e, и пол 10b, показанный на фиг. 6e, являются законченными полами в том виде, в котором они будут соединены с конструкцией платформы соответствующего транспортного средства (если не считать последних отделочных работ и доводок).
На фиг. 7d следующий этап соответствует последнему этапу осуществления способа изготовления в соответствии с изобретением, предназначенного для выполнения пола 10c, соответствующего третьей конфигурации транспортного средства (то есть продолжает операцию, показанную на фиг. 7c). Таким образом, способ изготовления в соответствии с изобретением содержит пятую операцию ОР5 штамповки, например, включающую в себя различные этапы отбортовки кромок вниз - отбортовки кромок вверх - пробивки - ударной обработки. Эту операцию осуществляют при помощи инструмента, специфического для этой конфигурации транспортного средства и, следовательно, для пола 10c. Эта операция позволяет, в частности, получить специфические части 12c пола 10c.
Таким образом, эта операция ОР5 представляет собой конечный этап изготовления, в результате которого пол 10c, показанный на фиг. 7d, является законченным полом 10c в том виде, в котором он будет соединен с конструкцией платформы соответствующего транспортного средства (если не считать последних отделочных работ и доводок).
Таким образом, представленное выше описание трех возможных независимых вариантов способа изготовления в соответствии с изобретением показало, что для этих трех конфигураций была получена экономия по меньшей мере трех инструментов. В частности, для реализации отдельно трех версий были использованы шесть инструментов вместо девяти инструментов, если бы не были осуществлены общие этапы.
Независимо от варианта осуществления описанного выше способа изготовления, один вид штамповки с операциями, общими для всех версий, позволяет получить значительный выигрыш, с одной стороны, с точки логистики инструментов и прессов и, с другой стороны, с точки зрения расходов.
Кроме того, такой способ изготовления дает выигрыш в плане проектирования и модификаций для проектировщиков детали. К тому же такое проектирование оказывается очень надежным в том смысле, что изменение, внедряемое на общей части полов, будет автоматически реализовано на всех соответствующих версиях различных конфигураций транспортного средства.
Изобретение не ограничивается описанными выше различными вариантами выполнения. В частности, форма и размеры листовых заготовок, необходимых для различных вариантов способа изготовления в соответствии с изобретением, не являются ограничительными и зависят, в частности, от размера и от типа реализуемого пола. Точно так же, форма и размеры полов 10a, 10b и 10c не являются ограничительными и зависят, в частности, от рассматриваемых конфигураций автотранспортных средств.
Число и тип операций способа изготовления в соответствии с изобретением могут различаться, главное, чтобы способ содержал по меньшей мере одну операцию с использованием идентичного инструмента для всех версий, чтобы максимально экономить инструменты и избегать увеличения их числа.
В частности, в не представленных вариантах осуществления способ изготовления в соответствии с изобретением может быть предназначен для реализации других версий полов. В частности, различные версии описанного выше пола 10 могут быть предусмотрены для транспортных средств с двигателями, работающими на сжиженном нефтяном газе, сокращенно называемом СНГ. В этом случае гнездо для запасного колеса или отсек запасного колеса можно также использовать для размещения газового баллона, при этом в полу осуществляют соответствующие изменения посредством добавления новых дополнительных специфических операций с одним общим инструментом, в случае необходимости, содержащим съемные части, или при помощи разных операций.
Например, после операции ОР2 штамповки, описанной со ссылками на фиг. 5c, 6c и 7c, можно предусмотреть дополнительную операцию, например, ОР2', в ходе которой один и тот же инструмент, часть которого (общие пуансоны) была предварительно снята, осуществляет дополнительную операцию, соответствующую, в частности, версии пола для СНГ, причем эта операция ОР2' является идентичной, независимо от рассматриваемой версии пола.
Таким образом, способ изготовления в соответствии с изобретением позволяет получить не менее шести разных полов, что соответствует шести разным конфигурациям автотранспортного средства, причем при помощи одних и тех же операций штамповки и одних и тех же используемых инструментов.
Изобретение находит свое применение, в частности, для изготовления заднего пола для автотранспортного средства, который, в зависимости от дизайна транспортного средства и от стоимости изготовления, позволяет получить максимум общих частей в соответствии с типом производимого транспортного средства.
Группа изобретений относится к способу изготовления заднего пола автотранспортного средства и заднему полу. Задний пол изготавливают из листовой заготовки с заранее определенными размерами в соответствии с данной версией заднего пола 10a,10b,10c. Способ содержит различные последовательные операции, причем каждая операция связана с использованием по меньшей мере одного определенного инструмента. Способ изготовления отличается тем, что будучи предназначенным для реализации нескольких версий задних полов, каждая из которых соответствует отдельной конфигурации автотранспортного средства, способ содержит по меньшей мере одну идентичную операцию, независимо от реализуемой версии пола. Упомянутую операцию осуществляют при помощи по меньшей мере одного инструмента, общего для всех версий задних полов. Обеспечивается снижение стоимости производства. 2 н. и 7 з.п. ф-лы, 7 ил.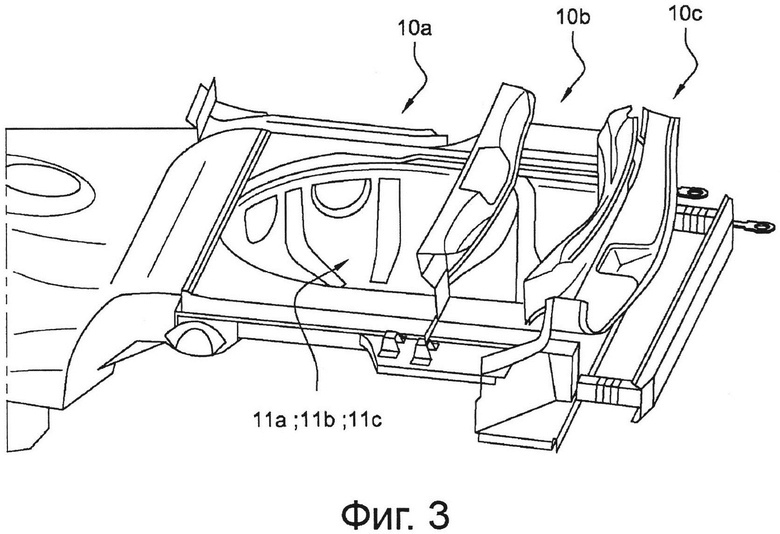
1. Способ изготовления заднего пола (10а; 10b; 10с) автотранспортного средства из листовой заготовки (15а; 15b; 15с) с заранее заданными размерами в соответствии с данной версией заднего пола (10а; 10b; 10с), при этом способ содержит различные последовательные операции, причем при каждой операции используют по меньшей мере один определенный инструмент, отличающийся тем, что для реализации нескольких версий задних полов (10а; 10b; 10с), каждая из которых соответствует отдельной конфигурации автотранспортного средства, способ содержит по меньшей мере одну идентичную операцию (ОР1; ОР2), независимо от реализуемой версии пола (10а; 10b; 10с), при этом указанную операцию (ОР1; ОР2) осуществляют посредством по меньшей мере одного инструмента, общего для всех версий задних полов (10а; 10b; 10с).
2. Способ по п.1, отличающийся тем, что для реализации трех разных версий задних полов при осуществлении способа выполняют две операции (ОР1; ОР2), общие для трех версий задних полов (10а; 10b; 10с).
3. Способ по п.1, отличающийся тем, что содержит одну общую операцию (ОР4) для двух версий задних полов (10а; 10b; 10с).
4. Способ по п.1, отличающийся тем, что для реализации трех разных конфигураций автотранспортного средства при осуществлении способа выполняют по меньшей мере следующие последовательные этапы:
- вырезают листовую заготовку (15а; 15b; 15с) по размерам, соответствующим реализуемой версии заднего пола (10а; 10b; 10с),
- первую операцию (ОР1), общую для трех конфигураций, осуществляют по меньшей мере с одним первым инструментом, идентичным независимо от реализуемой версии пола (10а; 10b; 10с),
- вторую операцию (ОР2), общую для трех конфигураций, осуществляют по меньшей мере с одним вторым инструментом, идентичным независимо от реализуемой версии пола (10а; 10b; 10с).
5. Способ по п.4, отличающийся тем, что выполняют третью операцию (ОР3) только для первой версии заднего пола (10а), соответствующей первой конфигурации автотранспортного средства, осуществляемую посредством по меньшей мере одного третьего инструмента, предназначенного для изготовления первой версии заднего пола (10а).
6. Способ по п.5, отличающийся тем, что выполняют третью операцию (ОР3) только для второй версии заднего пола (10b), соответствующей второй конфигурации автотранспортного средства, осуществляемую посредством по меньшей мере одного четвертого инструмента, предназначенного для изготовления второй версии заднего пола (10b).
7. Способ по п.6, отличающийся тем, что выполняют четвертую операцию (ОР4), общую для первой и второй конфигураций автотранспортного средства, осуществляемую посредством по меньшей мере одного пятого инструмента, идентичного для изготовления двух соответствующих версий задних полов (10а; 10b).
8. Способ по п.7, отличающийся тем, что выполняют пятую операцию (ОР5) только для третьей версии заднего пола (10с), соответствующей третьей конфигурации автотранспортного средства, осуществляемую посредством по меньшей мере одного шестого инструмента, предназначенного для изготовления третьей версии заднего пола (10с).
9. Задний пол (10а; 10b; 10с) автотранспортного средства, выполненный согласно способу изготовления по п.1, отличающийся тем, что содержит по меньшей мере один участок (11а; 11b; 11с), идентичный для всех конфигураций автотранспортных средств, и по меньшей мере один участок (12а; 12b; 12с), соответствующий каждой конфигурации автотранспортного средства.
| EP 1911662 A1, 16.04.2008 | |||
| Рычаг | 1988 |
|
SU1612127A1 |
| КОМПОЗИЦИИ, СОДЕРЖАЩИЕ НЕБИВОЛОЛ | 2005 |
|
RU2441653C2 |
| DE 102008055738 A1, 06.05.2010. | |||

