Изобретение относится к области металлургии и может быть использовано при подготовке к работе воздушных фурм доменных печей.
Известно, что на воздушные фурмы приходится около 30% всех тепловых потерь в доменной печи. При этом в обычных условиях работы доменной печи, через рыльную часть, наружный и внутренний стаканы фурмы уходит соответственно порядка 18, 36 и 46% тепла, уносимого водой, охлаждающей фурму. Одним из путей снижения данных тепловых потерь является установка теплоизолирующей вставки с низкой теплопроводностью во внутреннем стакане. Трудности эксплуатации фурм с такой вставкой объясняются хрупкостью вставки и большим различием температурных коэффициентов линейного расширения материалов вставки и меди, из которой изготовлена фурма.
Известна воздушная фурма доменной печи, содержащая теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к поверхности дутьевого канала (Патент Японии №2240207, МПК C21B 7/16, 1990).
Недостатками данного технического решения являются то, что не регламентируются толщина керамической вставки и величина воздушного зазора от поверхности дутьевого канала до керамической вставки. Это может приводить к разрушению теплоизолирующей вставки во время ее установки и эксплуатации, а также к повышению тепловых потерь через дутьевой канал фурмы.
Наиболее близкой по своей технической сущности к предлагаемой полезной модели является воздушная фурма доменной печи, содержащая керамическую вставку толщиной не менее 8,0 мм в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану (Патент РФ №144987, МПК C21B 7/16, 2014).
Недостатком данного технического решения является то, что величина воздушного зазора 0,5-0,7 мм между теплоизолирующей вставкой и внутренним стаканом определяется в «холодном состоянии», то есть при установке теплоизолирующей вставки в дутьевой канал.
В процессе эксплуатации фурмы тепловое расширение вставки может превысить тепловое расширение внутреннего стакана на величину более установленного зазора между ними, что приведет к появлению трещин на вставке и преждевременному ее разрушению.
Техническим результатом предлагаемого изобретения является повышение стойкости теплоизолирующей вставки в процессе эксплуатации фурмы доменной печи.
Технический результат достигается тем, что в воздушной фурме доменной печи, содержащей теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану, согласно изобретению наружный радиус вставки определяют с учетом теплового расширения ее и внутреннего стакана по формуле

где r1 - наружный радиус теплоизолирующей вставки «в холодном состоянии», мм;
r2 - радиус внутреннего стакана со стороны дутьевого канала в «холодном состоянии», мм;
α1 - температурный коэффициент линейного расширения материала теплоизолирующей вставки, °C-1;
α2 - температурный коэффициент линейного расширения материала внутреннего стакана, °C-1;
Δt1 - изменение температуры теплоизолирующей вставки при нагреве, °C;
Δt2 - изменение температуры внутреннего стакана при нагреве, °C;
b=0,5÷0,7 - требуемый воздушный зазор между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии, мм.
Расчет наружного радиуса теплоизолирующей вставки «в холодном состоянии» по формуле (1) позволяет установить теплоизолирующую вставку по отношению к внутреннему стакану с зазором, учитывающим последующее тепловое расширение теплоизолирующей вставки и внутреннего стакана в процессе работы (нагрева) фурмы. Кроме того, расчет наружного радиуса теплоизолирующей вставки «в холодном состоянии» по формуле (1) предотвращает динамические нагрузки на вставку при установке фурмы в печь и в процессе эксплуатации, а также способствует снижению тепловых потерь через внутренний стакан.
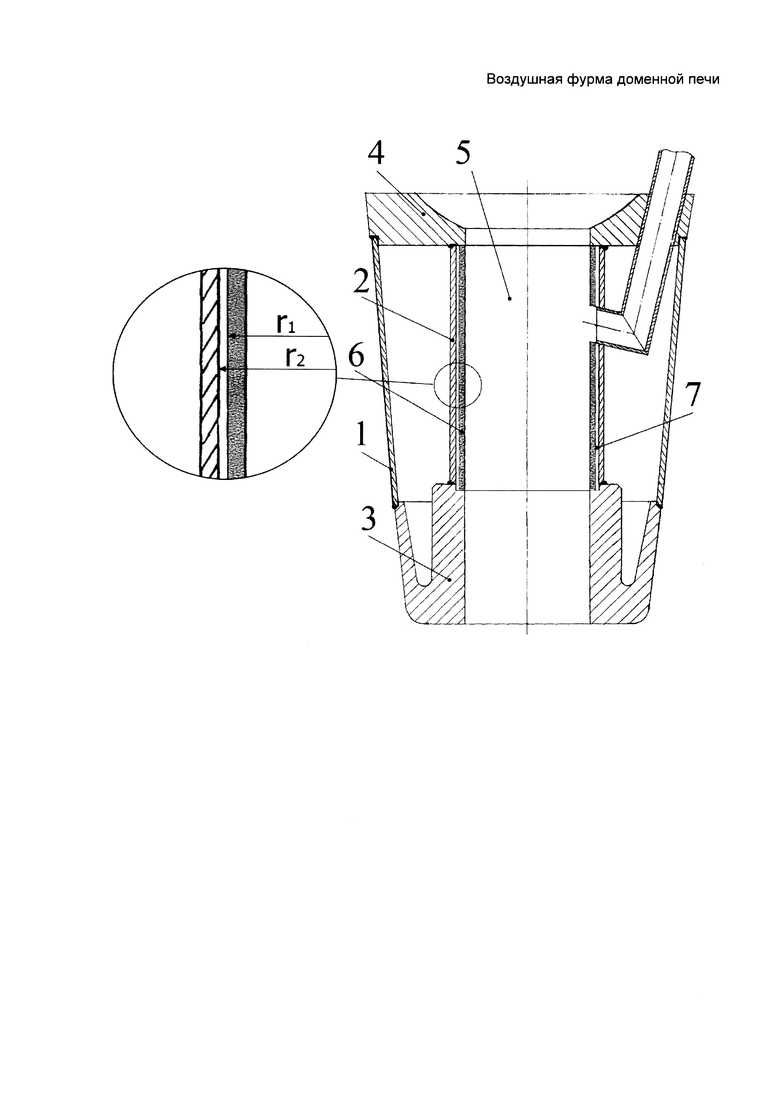
Изобретение справедливо как для цилиндрического, так и для конического дутьевого канала. Изобретение для цилиндрического дутьевого канала поясняется чертежом, на котором изображено сечение воздушной фурмы доменной печи.
Фурма состоит из наружного (1) и внутреннего (2) стаканов, сваренных по краям с рыльной частью (3) и фланцем (4). В дутьевой канал (5) устанавливают теплоизолирующую вставку (6) с образованием воздушного зазора (7) между внутренним стаканом (2) и теплоизолирующей вставкой (6).
Для конического дутьевого канала необходимо по формуле (1) рассчитать величину наружного радиуса вставки у рыльной части и у фланца фурмы.
При недостаточном наружном радиусе теплоизолирующей вставки (менее чем рассчитанным по формуле (1)) величина воздушного зазора между ней и внутренним стаканом велика, что приводит к преждевременному разрушению вставки, так как возрастают динамические нагрузки на вставку при установке фурмы в печь и в процессе эксплуатации.
Превышение необходимого наружного радиуса теплоизолирующей вставки (более чем рассчитанного по формуле (1)) недопустимо сокращает величину воздушного зазора между ней и внутренним стаканом, что приводит к значительному увеличению тепловых потерь через внутренний стакан и преждевременному разрушению вставки, так как вставка упирается во внутренний стакан из-за разницы их теплового расширения.
Пример 1.
В цилиндрический дутьевой канал воздушной фурмы требовалось установить корундовую теплоизолирующую вставку толщиной 8,0 мм с воздушным зазором по отношению к медному внутреннему стакану.
Радиус внутреннего стакана со стороны дутьевого канала (r2) составил 81,5 мм. Температурные коэффициенты линейного расширения корунда и меди составили α1=6,5⋅10-6 °С-1 и α2=16,6⋅10-6 °C-1 соответственно. Средние температуры теплоизолирующей вставки и внутреннего стакана фурмы, в рабочем состоянии, приняли 1010°C и 85°C соответственно (определены на основании работы предыдущей фурмы до ее замены). Начальные температуры теплоизолирующей вставки и внутреннего стакана составили 30°C. Следовательно, Δt1=980°C, a Δt2=55°C. Величину требуемого воздушного зазора между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии приняли b=0,5 мм.
Наружный радиус теплоизолирующей вставки определили по формуле (1)
r1=(81,5⋅(1+16,6⋅10-6⋅55)-0,5)/(1+6,5⋅10-6⋅980)≈80,6 мм.
Теплоизолирующую вставку толщиной 8,0 мм изготовили с наружным радиусом 80,6 мм. Зазор между теплоизолирующей вставкой и внутренним стаканом выставили с помощью металлических прокладок толщиной 0,9 мм.
Фурму с теплоизолирующей вставкой установили в печь. Срок службы фурмы составил 163 дня (до использования указанного технического решения срок службы теплоизолирующей вставки не превышал 132 суток). Причина замены фурмы - прогар рыльной части. Вставка после замены фурмы осталась целой.
Пример 2.
В конический дутьевой канал воздушной фурмы требовалось установить корундовую теплоизолирующую вставку толщиной 8,0 мм с воздушным зазором по отношению к медному внутреннему стакану.
Радиус внутреннего стакана со стороны дутьевого канала у рыльной части (г2р) составил 90,0 мм, у фланца (r2Ф) составил 115,0 мм. Температурные коэффициенты линейного расширения корунда и меди составили α1=6,5⋅10-6 °C-1 и α2=16,6⋅10-6 °C-1 соответственно.
Средние температуры теплоизолирующей вставки и внутреннего стакана фурмы, в рабочем состоянии, приняли 1030°C и 90°C соответственно (определены на основании работы предыдущей фурмы до ее замены).
Начальные температуры вставки и внутреннего стакана составили 30°C. Следовательно, Δt1=1000°C, a Δt2=60°C. Величину требуемого воздушного зазора между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии приняли b=0,7 мм.
Наружный радиус вставки определяли по формуле (1)
у рыльной части
r1Р=(90⋅(1+16,6⋅10-6⋅60)-0,7)/(1+6,5⋅10-6⋅1000)≈88,8 мм;
у фланца
r1Ф=(115⋅(1+16,6⋅10-6⋅60)-0,7)/(1+6,5⋅10-6⋅1000)≈113,7 мм.
Теплоизолирующую вставку толщиной 8,0 мм изготовили с наружными радиусами 88,8 мм у рыльной части и 113,7 мм у фланца. Зазор между теплоизолирующей вставкой и внутренним стаканом выставили с помощью металлических прокладок толщиной 1,2 мм у рыльной части и толщиной 1,3 мм у фланца.
Фурму с теплоизолирующей вставкой установили в печь. Срок службы фурмы составил 177 сут (до использования указанного технического решения срок службы теплоизолирующей вставки не превышал 132 сут). Причина замены фурмы - прогар рыльной части. Вставка после замены фурмы осталась целой.
Таким образом, предложенное изобретение позволяет повысить срок службы теплоизолирующей вставки в процессе эксплуатации фурмы доменной печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к работе воздушной фурмы доменной печи | 2019 |
|
RU2709178C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОИЗОЛИРУЮЩЕЙ ВСТАВКИ В ДУТЬЕВОЙ КАНАЛ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2018 |
|
RU2686750C1 |
| Воздушная фурма доменной печи | 2020 |
|
RU2756191C1 |
| Дутьевая фурма доменной печи | 2023 |
|
RU2803305C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ НАНЕСЕНИЯ ЗАШИТНОГО ПОКРЫТИЯ НА ДУТЬЕВУЮ ФУРМУ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2235789C2 |
| Способ подготовки к работе воздушной фурмы доменной печи | 2016 |
|
RU2635489C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2011 |
|
RU2465333C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ И УСТАНОВКИ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2012 |
|
RU2491351C1 |
Изобретение относится к области металлургии и может быть использовано при подготовке к работе воздушных фурм доменных печей. Воздушная фурма доменной печи содержит теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану, при этом наружный радиус вставки определяют с учетом теплового расширения материала вставки и материала внутреннего стакана. Изобретение позволяет повысить стойкость теплоизолирующей вставки в процессе эксплуатации фурмы доменной печи. 2 пр., 1 ил.
Воздушная фурма доменной печи, содержащая теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану, отличающаяся тем, что наружный радиус теплоизолирующей вставки определен с учетом теплового расширения материала вставки и материала внутреннего стакана по формуле
r1=(r2⋅(1+α2⋅Δt2)-b)/(1+α1⋅Δt1),
где r1 - наружный радиус теплоизолирующей вставки «в холодном состоянии», мм;
r2 - радиус внутреннего стакана со стороны дутьевого канала «в холодном состоянии», мм;
α1 - температурный коэффициент линейного расширения материала теплоизолирующей вставки, °C-1;
α2 - температурный коэффициент линейного расширения материала внутреннего стакана, °C-1;
Δt1 - изменение температуры теплоизолирующей вставки при нагреве, °C;
Δt2 - изменение температуры внутреннего стакана при нагреве, °C;
b=0,5÷0,7 - требуемый воздушный зазор между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии, мм.
| Способ получения высокомолекулярных алифатических полиамидов | 1961 |
|
SU144987A1 |
| ФУРМА ДОМЕННОЙ ПЕЧИ | 1994 |
|
RU2067999C1 |
| Устройство для измерения электрической емкости | 1959 |
|
SU127751A1 |
| Испытательный стенд лопаточных компрессоров и способ газодинамических испытаний лопаточных компрессоров | 2021 |
|
RU2779514C1 |

