Настоящее изобретение относится к производству фильтров и элементов фильтра для табачного дыма, например, к производству фильтров и элементов фильтра, содержащих "жгут", которые содержат внутренний жгут или внутренний элемент круглого или некруглого поперечного сечения, внешний слой из проницаемого для воздуха (фильтрующего табачный дым) материала, окружающего (обернутого вокруг) жгута, и факультативно внешнюю обертку, обернутую вокруг внешнего слоя.
Сигаретные фильтры с «ароматизирующей нитью» хорошо известны в предшествующем уровне техники. Такие фильтры содержат элемент в виде нити или ленты, обычно расположенный в них в продольном направлении, причем элемент содержит модификатор дыма, например, ароматизатор. Первоначально ароматизаторы были предложены в патентном документе US 4281671, согласно которому предпочтительный элемент представлял собой хлопковую швейную нить.
Также известны сигаретные фильтры, имеющие концентрический внутренний элемент, которые включают внутренний цилиндрический элемент из одного фильтрующего материала, окруженный внешним слоем (кольцеобразным или кольцевым слоем) из другого фильтрующего материала. Они также известны как фильтры с коаксиальным внутренним элементом (ФКВЭ). Применение двух таких различных фильтрующих материалов для изготовления внутреннего элемента и внешнего кольцевого слоя может приводить к получению конца фильтра готовой сигареты, имеющего неэстетичный внешний вид, и поэтому фильтр с концентрическим внутренним элементом традиционно применяют в двойных фильтрах или в других многокомпонентных фильтрах в сочетании с видимой снаружи ровной торцевой заглушкой, имеющей однородный конец приемлемого вида. Неэстетичный внешний вид может быть улучшен или исправлен, если внутренний элемент расположен по центру (внутри внешнего слоя). Заявители настоящего изобретения также создали фильтры с "концентрически" расположенным внутренним элементом, в которых внутренний элемент имеет поперечное сечение определенной некруглой формы (например, поперечное сечение, имеющее форму звезды или сердца). Это позволяет получать характерный и более привлекательный внешний вид конца фильтра и устраняет обычную необходимость сочетать фильтр, имеющий концентрически расположенный внутренний элемент, с видимой снаружи ровной торцевой заглушкой, что позволяет снижать стоимость и количество стадий всей операции изготовления фильтра.
К настоящему моменту заявителем настоящего изобретения был создан содержащий жгут фильтр или элемент фильтра, который включает стержень из материала, способного фильтровать табачный дым, который обернут вокруг "жгута" (или более одного жгута) и который включает непрерывный, обычно экструдированный элемент, продольно ориентированный внутри стержня. В отличие от ФКВЭ (в котором как внутренний элемент, так и кольцеобразный элемент обычно представляют собой фильтрующие материалы), жгут не обязательно должен обладать фильтрующими свойствами и может быть практически полностью непроницаемым для потока дыма; это может быть сделано потому, что фильтр, содержащий жгут, является продуктом, несущим визуальную информацию, предназначенную для создания характерного (и более привлекательного) внешнего вида конца получаемой сигареты с фильтром, что также может способствовать защите от подделок. Жгут (или каждый из жгутов, если имеется более одного жгута) обычно включает единственный (экструдированный) нитевидный элемент, который получают предварительным формованием, например, посредством экструзии пластифицированного ацетата целлюлозы (АЦ) или другого полимера. Жгут может предоставлять визуальную информацию, поскольку он может иметь большие диаметры, чем простая нить или лента, и он может иметь множество форм поперечного сечения. В ароматизированных фильтрах жгут также может служить средой, вмещающей ароматизирующие добавки (ароматизаторы) (см. ниже). Для получения более эстетичного внешнего вида конца необходимо, чтобы жгут был точно расположен во внешнем слое материала, фильтрующего табачный дым: например, если фильтр или элемент фильтра включает единственный жгут, то необходимо или желательно, чтобы жгут был расположен в основном по центру (внутри внешнего слоя); если фильтр или элемент фильтра включает два или более жгута, то необходимо, чтобы жгуты были точно расположены относительно друг друга и во внешнем слое.
Как было указано выше, жгут обычно получают предварительным формованием, например, экструзией пластифицированного материала, содержащего ацетат целлюлозы. После формования, для облегчения транспортировки и хранения перед изготовлением готового стержня для фильтра, содержащего жгут, жгут обычно сматывают (например, на катушку или бобину). Для придания характерного и более привлекательного внешнего вида концу фильтра, жгут (например, имеющий круглое или более предпочтительное определенное некруглое поперечное сечение), помещаемый в сигаретный фильтр, обычно имеет относительно широкое поперечное сечение по сравнению с нитью или лентой, применяемой в фильтрах, содержащих ароматизированную нить, например, поперечное сечение, ширина которого в самой широкой части составляет 1,4 мм или 2,5 мм (или в случае круглого поперечного сечения диаметр, составляющий 1,4 мм или 2,5 мм), или, поперечное сечение жгута может достигать 10 мм для использования в сигаре. Заявителями настоящего изобретения было обнаружено, что жгуты с таким относительно широким поперечным сечением (большим диаметром), особенно имеющие некруглое поперечное сечение, имеют тенденцию изгибаться или искривляться после разматывания, что может приводить к неприемлемому (бракованному) готовому фильтру (стержню), в котором жгут находится не в нужном положении. Таким образом, имеется необходимость эффективного придания требуемого расположения жгуту или жгутам в готовом получаемом стержне (т.е. эффективного размещения).
Согласно настоящему изобретению, первый аспект изобретения относится к способу получения фильтра для табачного дыма или элемента фильтра, включающему:
тепловую обработку (например, при температуре, составляющей от 40° до 130°C, предпочтительно при температуре, составляющей от 100° до 120°C) непрерывно подаваемого продольно ориентированного жгута, (например, внутреннего элемента) материала (например, жгута, имеющего круглое или некруглое поперечное сечение);
охлаждение подвергнутого тепловой обработке непрерывно подаваемого (продольно ориентированного) жгута (например, до обычной температуры, например, до температуры, составляющей от 10° до 30°C, предпочтительно до температуры, составляющей от 15° до 20°C); и
формование продольно ориентированного внешнего слоя (например, по существу кольцевого внешнего слоя) материала, фильтрующего табачный дым, вокруг непрерывно подаваемого (продольно ориентированного) жгута, для получения непрерывно подаваемого стержня, включающего продольно ориентированный жгут (например, внутренний элемент) материала (например, имеющий круглое или некруглое поперечное сечение) и продольно ориентированный внешний слой (например, по существу кольцевой внешний слой) из материала, фильтрующего табачный дым, прикрепленного (например, обернутого вокруг) к продольно ориентированному жгуту.
Следует понимать, что способ может быть применен для производства фильтров или элементов фильтра, которые содержат более одного жгута. Таким образом, изобретение может предоставлять способ получения фильтра для табачного дыма или элемента фильтра, включающий:
тепловую обработку (например, при температуре, составляющей от 40° до 130°C, предпочтительно при температуре, составляющей от 100° до 120°C) двух или более непрерывно подаваемых продольно ориентированных жгутов (например, внутренних элементов) материала;
охлаждение подвергнутых тепловой обработке непрерывно подаваемых (продольно ориентированных) жгутов (например, до температуры окружающей среды, например, до температуры, составляющей от 10° до 30°C, предпочтительно до температуры, составляющей от 15° до 20°C); и
формование продольно ориентированного внешнего слоя (например, по существу кольцевого внешнего слоя) материала, фильтрующего табачный дым, вокруг непрерывно подаваемых (продольно ориентированных) жгутов, для получения непрерывно подаваемого стержня, включающего продольно ориентированные жгуты (например, внутренние элементы) из материала и продольно ориентированный внешний слой (например, по существу кольцевой внешний слой) из материала, фильтрующего табачный дым, прикрепленного (например, обернутого вокруг) к продольно ориентированным жгутам.
Единственный (или каждый) непрерывно подаваемый продольно ориентированный жгут может быть получен предварительным формованием. В настоящем описании термин "полученный предварительным формованием" означает, что жгут сформован по меньшей мере за 10 секунд (например, по меньшей мере за 15 минут, например, по меньшей мере за период времени, составляющий от 10 секунд до 30 суток или более) до того, как вокруг непрерывно подаваемого (продольно ориентированного) жгута начинают формовать продольно ориентированный внешний слой материала, фильтрующего табачный дым.
Предпочтительно единственный (или каждый) непрерывно подаваемый продольно ориентированный жгут не содержит материала, фильтрующего табачный дым. Жгут может быть непроницаемым или по существу непроницаемым для воздуха и/или (табачного) дыма.
Единственный (или каждый) непрерывно подаваемый продольно ориентированный жгут может представлять собой единственный (например, нескрученный) нитевидный элемент.
Как было указано выше, заявителями настоящего изобретения был создан фильтр или элемент фильтра, который включает слой материала, фильтрующего табачный дым, обернутый вокруг жгута (или более одного жгута). Единственный или каждый жгут может включать непрерывный элемент, который протягивают в продольном направлении через фильтр или элемент фильтра. Жгут обычно представляет собой единственный нитевидный элемент.
Предпочтительно жгут не содержит материала, фильтрующего табачный дым. Другими словами, материал жгута предпочтительно не может фильтровать табачный дым. Жгут может представлять собой, например, единственный (например, нескрученный) нитевидный элемент (например, сформованный из экструдированного пластифицированного ацетата целлюлозы или другого полимера). Жгут обычно получают предварительным формованием. Другими словами, жгут обычно формуют способом, отличным от способа, в котором вокруг непрерывно подаваемого жгута формуют продольно ориентированный внешний слой материала, фильтрующего табачный дым, и, таким образом, жгут уже сформован по меньшей мере за 10 секунд (например, по меньшей мере за 15 минут, например, по меньшей мере за период времени, составляющий от 10 секунд до 30 суток или даже более) до того, как вокруг непрерывно подаваемого жгута начинают формование продольно ориентированного внешнего слоя материала, фильтрующего табачный дым. Такой способ совершенно противоположен способу ФКВЭ, в котором продольно ориентированный внутренний элемент включает материал, фильтрующий табачный дым (например, включающий множество более мелких скрученных волокон, а не единственный нитевидный жгут из материала, который не фильтрует дым), формование которого представляет собой часть способа изготовления ФКВЭ, выполняемую одновременно или непосредственно перед тем, как вокруг внутреннего элемента производят формование внешнего слоя (кольцеобразного или кольцевого слоя) фильтрующего материала.
Предпочтительно, единственный (или каждый) непрерывно подаваемый продольно ориентированный жгут имеет некруглое поперечное сечение.
Предпочтительно, единственный (или каждый) непрерывно подаваемый (продольно ориентированный) жгут (например, внутренний элемент) материала включает экструдированный материал (экструдированный элемент). Предпочтительно единственный (или каждый) непрерывно подаваемый (продольно ориентированный) жгут (например, внутренний элемент) материала включает термопластический полимер или термопластический эластомер, например, экструдированный термопластический полимер. Термопластический полимер может представлять собой, например, ацетат целлюлозы, полиэтилен, полипропилен, полимолочную кислоту, сложный полиэфир или их смесь. Предпочтительно, единственный (или каждый) жгут включает ацетат целлюлозы. Способы получения порошкового ацетата целлюлозы сортов, подходящих для экструдирования, известны (см., например, US 4228246). Гранулы сложных эфиров целлюлозы, сортов, подходящих для экструдирования, коммерчески доступны, и могут быть получены от Компании Rotuba Extruders of Linden, New Jersey, под торговой маркой «Naturacell». Гранулы сложных эфиров целлюлозы, сортов, подходящих для экструдирования, превращают в экструдированный элемент с целью использования согласно изобретению. Единственный (или каждый) жгут может дополнительно включать пластификатор (например, триацетин). Количество пластификатора в жгуте может составлять от 7 до 42% масс. от массы жгута, например, от 15,1 до 35% масс. от массы жгута. Предпочтительно единственный (или каждый, или любой) подаваемый в продольном направлении жгут формуют предварительно, например, экструдируют, например, посредством экструзии пластифицированного АЦ или другого полимера. Единственный (или каждый) жгут может быть изготовлен из материала, фильтрующего табачный дым (например, (нитевидного) волокнистого жгута из ацетата целлюлозы), но это не предпочтительно.
Тепловая обработка (например, при температуре, составляющей от 40° до 130°C, предпочтительно при температуре, составляющей от 100° до 120°C) может быть произведена с помощью обработки непрерывно подаваемого продольно ориентированного жгута водяным паром.
Следует понимать, что охлаждение может представлять активное охлаждение продольно ориентированного жгута (например, действием на жгут холодного воздуха и т.д.), так и его самопроизвольное охлаждение до подходящей температуры.
Во время проведения тепловой обработки (и факультативно во время проведения стадии охлаждения) единственный (или каждый) непрерывно подаваемый (продольно ориентированный) жгут из материала предпочтительно находится в натянутом состоянии (например, выпрямлен в натянутом состоянии). Натяжение может быть создано, например, за счет (под действием) продвижения (например, протягивания) жгута вперед (например, из определенного положения, например, с катушки или бобины, на которой хранят жгут). Во время проведения тепловой обработки (и факультативно во время проведения стадии охлаждения) жгут предпочтительно распрямляется под действием натяжения (т.е. жгут удерживают в выпрямленном состоянии).
Заявителями настоящего изобретения было обнаружено, что предварительная обработка единственного (или каждого) жгута, включающая его нагревание и охлаждение (самопроизвольное охлаждение), предпочтительно в натянутом состоянии, до начала формования внешнего слоя значительно снижает или устраняет вероятность искривления или изгиба жгута.
Поперечное сечение единственного (или каждого) жгута (например, жгута круглого или некруглого поперечного сечения) в самой широкой части может составлять от 0,7 мм до 10 мм, предпочтительно от 0,7 мм до 2,6 мм (например, от 0,7 до 0,9 мм или от 1,2 мм до 2,6 мм, например, 0,8 мм, 1,4 мм или 2,5 мм). Соответственно, диаметр поперечного сечения жгута круглого поперечного сечения может составлять от 0,7 мм до 10 мм, предпочтительно от 0,7 мм до 2,6 мм (например, от 0,7 до 0,9 мм или от 1,2 мм до 2,6 мм, например 0,8 мм, 1,4 мм или 2,5 мм). Следует понимать, что количество жгутов, которые могут быть включены, соотнесено с диаметрами жгутов в сравнении с диаметром фильтра. Например, при осуществлении способа согласно изобретению, в фильтр, длина окружности которого составляет 24,5 мм, может быть помещено два жгута диаметром 0,8 или 1,4 мм, но лишь один жгут диаметром 2,5 мм.
Единственный (или каждый) жгут (например, жгут некруглого поперечного сечения) предпочтительно подают в продольном направлении (например, пропускают, направляют) через установку позиционирования (например, непосредственно) перед началом формования вокруг жгута продольно ориентированного внешнего слоя. Установка позиционирования ориентирует единственный (или каждый) подаваемый жгут в направлении, которое по существу совпадает с направлением, в котором единственный (или каждый) жгут подают после формования вокруг жгута продольно ориентированного внешнего слоя. Установка позиционирования также может ориентировать единственный (или каждый) подаваемый жгут в направлении, которое по существу совпадает с направлением, в котором жгут подают перед тем, как его пропускают через установку позиционирования, [то есть единственный (или каждый) жгут подают по существу в одном и том же направлении из операции нагревания/охлаждения, через установку позиционирования и до формования вокруг жгута (жгутов) продольно ориентированного внешнего слоя]. Установка позиционирования может включать канал подачи, через который единственный (или любой, или каждый) жгут подают к собирающему устройству. Установка позиционирования может включать единственный канал подачи, через который жгут или жгуты подают к собирающему устройству, или может включать канал подачи для каждого жгута. Канал подачи может представлять собой, например, полую трубку (внутренний диаметр которой составляет, например, от 0,5 до 11 мм, предпочтительно от 0,5 до 2,7 мм, например, от 0,7 до 2,6 мм, например, от 1,2 до 2,5 мм), которая ориентирована по существу в том же направлении, в котором жгут подают после формования вокруг жгута продольно ориентированного внешнего слоя. Установка позиционирования ориентирует единственный (или каждый) подаваемый жгут, придавая ему правильное положение таким образом, что во время формования вокруг жгута или жгутов продольно ориентированного внешнего слоя жгут расположен точно внутри внешнего слоя.
С помощью рассматриваемого способа могут быть получены фильтры и элементы фильтров, имеющие характерный и привлекательный внешний вид конца, благодаря точному расположению (например, имеющего форму) жгута. Легко отличимый внешний вид конца, в котором жгут расположен по центру (или который включает рисунок из точно расположенных жгутов), готовой сигареты с фильтром может способствовать защите от подделок.
Предпочтительно продольно ориентированный внешний слой материала, фильтрующего табачный дым, обернут вокруг (например, окружает) единственного (или каждого) продольно ориентированного жгута (внутреннего элемента) таким образом, что внешняя поверхность единственного (или каждого) жгута (внутреннего элемента) заключена внутри продольно ориентированного внешнего слоя материала, фильтрующего табачный дым.
Получаемый фильтр или элемент фильтра обычно имеет круглое или овальное поперечное сечение. Единственный (или каждый) продольно ориентированный жгут (внутренний элемент) может иметь круглое или овальное поперечное сечение или поперечное сечение в форме звезды, трехдольчатое, пятиугольное поперечное сечение, поперечное сечение в форме зубца, сердца или логотипа, или другое некруглое поперечное сечение. Предпочтительно, единственный (или каждый) продольно ориентированный жгут (внутренний элемент) не имеет спиралевидного поперечного сечения.
Продольно ориентированный внешний слой включает материал, фильтрующий табачный дым. Предпочтительно, фильтрующий материал внешнего слоя (окружающего по существу кольцевую форму) представляет собой (например, собранный и скрепленный) жгут из ацетата целлюлозы, факультативно включающий пластификатор (например, триацетат глицерина). В любой из внешних слоев также может быть включен другой волокнистый или нитевидный материал. Во избежание отделения, внешний слой предпочтительно прикрепляют к материалу жгута.
Единственный (или каждый) жгут (внутренний элемент) и/или внешний слой может включать пигмент. Единственный (или каждый) жгут (внутренний элемент) предпочтительно имеет цвет, контрастирующий с цветом внешнего слоя. Предпочтительно, для отделки конца фильтра единственный (или каждый) жгут (внутренний элемент) (включает пигмент и) имеет цвет, отличный от цвета внешнего слоя. Например, жгут (внутренний элемент) может иметь красный, синий, зеленый или черный цвет, а внешний слой может быть белым. Если имеется более одного жгута, то они могут иметь контрастные цвета или одинаковый цвет.
Единственный (или каждый) жгут может дополнительно включать модификатор дыма (например, ароматизатор, такой как ментол и т.д.). Однако, жгут (жгуты) обычно содержит относительно непористый материал, и, таким образом, его способность удерживать ароматизирующую добавку может быть невысока. Таким образом, для нанесения на жгут ароматизирующей добавки альтернативно или дополнительно могут быть применены другие известные способы нанесения ароматизирующих добавок на фильтр (например, непосредственная инжекция жидких ароматизирующих добавок или расплавленного ментола в поток прессуемого волокнистого материала).
Предпочтительно фильтрующий материал, образующий внешний слой представляет собой жгут из ацетата целлюлозы, факультативно включающий пластификатор (например, триацетат глицерина). Способ может включать дополнительную стадию тепловой обработки подаваемого внешнего слоя материала, фильтрующего табачный дым, по мере и/или непосредственно после его формования (например, прессованием) вокруг единственного (или каждого) непрерывно подаваемого продольно ориентированного (внутреннего) жгута, факультативно с последующим проведением стадии охлаждения. Тепловая обработка (и факультативно охлаждение) может активировать пластификатор (если таковой присутствует), для образования вокруг жгута взаимосвязанной, скрепленной, проницаемой для дыма структуры из фильтрующего материала (например, при отсутствии обертки).
Способ может дополнительно включать стадию нанесения обертки вокруг непрерывно подаваемого стержня. Получаемый фильтр или элемент фильтра согласно любому аспекту изобретения предпочтительно обернут в материал для внешней обертки фильтра. Такой материал для обертки фильтра может быть пористым или непористым.
Способ может дополнительно включать стадию нарезки непрерывно подаваемого стержня на фильтры или элементы фильтров одной или различной длины. Получаемые фильтры или элементы фильтров согласно изобретению предпочтительно формуют в виде продукта бесконечной длины и затем нарезают на части определенной длины. Их длина может превышать длину получаемых в конечном итоге фильтрующих мундштуков (например, в четыре или шесть раз). Длина окружности получаемых фильтрующих мундштуков может составлять от 14 мм до 44 мм, более предпочтительно от 21 до 28 мм, а их длина может составлять от 15 до 40 мм. Длина окружности фильтра для табачного дыма или элемента фильтра, получаемого согласно изобретению, может составлять от 14 до 28 мм, например, от 21 до 26 мм, например, от 24 до 25 мм. Для жгута диаметром 2,5 мм предпочтительная длина окружности фильтра составляет 24 мм или более. Длина получаемого согласно изобретению фильтра для табачного дыма может составлять от 10 до 40 мм, например, от 15 до 35 мм, например, от 20 до 30 мм. Длина получаемого согласно изобретению элемента фильтра может составлять от 5 до 30 мм, например, от 6 до 20 мм, например, от 8 до 15 мм, например, от 10 до 12 мм.
Фильтры и элементы фильтров, изготовляемые согласно изобретению, могут быть использованы для получения сигарет фабричного производства (например, массового производства и упаковки). Фильтры и элементы фильтров согласно изобретению также могут быть использованы в качестве (или в составе) фильтрующего мундштука для сигарет, сворачиваемых индивидуально (например, сигарет, сворачиваемых вручную) или изделий типа "скрути сам" или "сделай сам".
Получаемый согласно изобретению элемент фильтра также может быть использован в качестве помещаемой в рот секции многосекционного фильтра, например, фильтра, включающего две, три и другое количество секций. Такие фильтры хорошо известны в данной области техники.
Настоящее изобретение также относится к установке для изготовления стержней для фильтрования табачного дыма, которые включают (внутренний) жгут из материала, продольно ориентированный в стержне, и (продольно ориентированный) внешний слой материала, фильтрующего табачный дым, обернутый вокруг продольно ориентированного жгута, причем установка включает:
подающее устройство для непрерывной подачи (например, направления) (внутреннего) жгута; и
собирающее устройство (например, гарнитуру) для сбора подаваемого в продольном направлении фильтрующего материала и уплотнения собранного фильтрующего материала в виде стержня вокруг подаваемого (внутреннего) жгута с образованием внешнего слоя;
при этом установка дополнительно включает станцию тепловой обработки для проведения тепловой обработки (например, при температуре, составляющей от 40° до 130°C, предпочтительно при температуре, составляющей от 100° до 120°C) непрерывно подаваемого продольно ориентированного внутреннего жгута; и
станцию охлаждения для охлаждения подвергнутого тепловой обработке непрерывно подаваемого (продольно ориентированного) жгута (например, до температуры окружающей среды, например, до температуры, составляющей от 10° до 30°C, предпочтительно до температуры, составляющей от 15° до 20°C) до его направления в собирающее устройство.
Установка может быть применена для получения стержней для фильтрования табачного дыма, которые включают один или более (внутренних) жгутов из материала, продольно ориентированных в стержне, и (продольно ориентированный) внешний слой материала, фильтрующего табачный дым, обернутый вокруг продольно ориентированного жгута (жгутов).
Единственный или каждый (внутренний) жгут из материала, продольно ориентированный в стержне, может быть получен предварительным формованием.
Единственный или каждый (внутренний) жгут может быть единственным (например, нескрученным) нитевидным элементом.
Единственный или каждый (внутренний) жгут может представлять собой материал, не являющийся материалом, фильтрующим табачный дым (не включающий материал фильтра для табачного дыма). Жгут может быть непроницаемым или по существу непроницаемым для воздуха и/или (табачного) дыма. Установка может дополнительно включать средства для непрерывной подачи в натянутом состоянии (например, выпрямленного в натянутом состоянии) единственного (или каждого) жгута материала во время проведения тепловой обработки (и факультативно во время проведения стадии охлаждения). Натяжение может быть создано, например, за счет (под действием) продвижения (например, протягивания) жгута вперед (например, из держателя, например, с катушки или бобины, на которой хранят жгут), и в этом случае средства могут включать подающее устройство и, например, держатель. Во время проведения тепловой обработки (и факультативно во время проведения стадии охлаждения) жгут предпочтительно распрямляется под действием натяжения (т.е. жгут удерживают в выпрямленном состоянии).
Установка может дополнительно включать установку позиционирования, включающую позиционирующий канал, через который единственный (или каждый) жгут подают к собирающему устройству. Установка позиционирования может включать единственный канал подачи, через который жгут или жгуты подают к собирающему устройству, или может включать позиционирующий канал для каждого жгута.
Позиционирующий канал предпочтительно ориентирует единственный (или каждый) подаваемый жгут в направлении, которое по существу совпадает с направлением, в котором единственный (или каждый) жгут подают после формования вокруг единственного (или каждого) жгута продольно ориентированного внешнего слоя. Позиционирующий канал также может ориентировать единственный (или каждый) подаваемый жгут в направлении, которое по существу совпадает с направлением, в котором единственный (или каждый) жгут подают перед тем, как его пропускают через позиционирующий канал (таким образом, жгут подают в по существу в одном и том же направлении при выходе из стадии нагревания/охлаждения, при пропускании через позиционирующий канал и до формования вокруг жгута продольно ориентированного внешнего слоя). Позиционирующий канал может включать полую трубку (внутренний диаметр которой составляет, например, от 0,5 до 11 мм, предпочтительно от 0,5 до 2,7 мм, например, от 0,7 до 2,6 мм, например, от 1,2 до 2,5 мм), которая ориентирована по существу в том же направлении, в котором жгут подают после формования вокруг жгута продольно ориентированного внешнего слоя. Позиционирующий канал ориентирует единственный (или каждый) подаваемый жгут в правильное положение таким образом, что вокруг единственного (или каждого) жгута формируют единственный (или каждый) продольно ориентированный внешний слой, и при этом жгут (жгуты) расположен точно внутри внешнего слоя. Единственный (или каждый) жгут (например, жгут круглого или некруглого поперечного сечения) предпочтительно подают в продольном направлении (например, пропускают, направляют) через позиционирующий канал (например, непосредственно) до формования вокруг жгута продольно ориентированного внешнего слоя.
Установка позиционирования может дополнительно включать регулирующее устройство (например, регулирующий механизм) для смещения положения позиционирующего канала и подаваемого через канал жгута вверх и/или вниз, например, по существу вертикально вверх и/или вниз, вдоль по существу вертикальной оси относительно направления перемещения подаваемого фильтрующего материала в продольном направлении. Например, регулирующее устройство (например, регулирующий механизм, например, устройство вертикальной регулировки) может быть установлено для смещения положения позиционирующего канала и подаваемого через канал жгута вверх и/или вниз вдоль по существу вертикальной оси в плоскости, по существу перпендикулярной направлению подачи перемещаемого в продольном направлении фильтрующего материала. Таким образом, установка позиционирования может регулировать положение жгута внутри получаемого стержня по оси "х", если ось ζ представляет собой продольную ось получаемого стержня (и направление подачи/перемещения фильтрующего материала).
Установка позиционирования может включать устройство бокового регулирования для смещения положения позиционирующего канала и подаваемого через канал жгута вдоль по существу горизонтальной оси (т.е. по существу в направлении влево или вправо) относительно направления перемещения подаваемого фильтрующего материала в продольном направлении. Например, устройство бокового регулирования (например, механизм бокового регулирования) может быть установлено для смещения положения позиционирующего канала и подаваемого через канал жгута вдоль (влево и вправо) по существу горизонтальной оси в плоскости, по существу перпендикулярной направлению подачи перемещаемого в продольном направлении фильтрующего материала. Таким образом, установка позиционирования может регулировать положение жгута внутри получаемого стержня по оси "у", если ось z представляет собой продольную ось получаемого стержня (и направление подачи/перемещения фильтрующего материала).
В соответствии с изобретением, регулирующие устройства могут обеспечивать регулировку расположения жгута (жгутов) во время изготовления изделия. Таким образом, может быть оценено расположение жгута в получаемых нарезанных стержнях, и, если оно неудовлетворительно, положения установки позиционирования и канала могут быть отрегулированы в направлении x или y относительно направления подачи материала, фильтрующего табачный дым, что приводит к регулировке положения жгута в получаемом стержне. Способы (например, способ без остановки производства) оценки получаемых стержней известны, и согласно изобретению они могут быть скомбинированы с регулировкой положения с использованием способов и установки согласно изобретению.
В настоящем описании термин "стержень" включает отдельные фильтры и отдельные элементы фильтров, которые хорошо известны в данной области техники. Термин также включает фильтры двойной длины или кратной длины с большей степенью кратности (обычно четырех- или шестикратной длины) или элементы фильтров двойной длины или кратной длины с большей степенью кратности (обычно четырех- или шестикратной длины), которые также хорошо известны.
Длина окружности (получаемого) стержня может составлять от 14 до 44 мм, более предпочтительно от 21 до 28 мм, например, от 24 до 25 мм.
Установка может дополнительно включать устройство для нанесения обертки, предназначенное для обертывания стержней для фильтрования табачного дыма (например, стержней, полученных сбором подаваемого в продольном направлении фильтрующего материала и уплотнения собранного фильтрующего материала в виде стержней вокруг непрерывно подаваемого элемента). Устройства для нанесения обертки хорошо известны в данной области техники.
Установка может дополнительно включать устройство для нарезки, предназначенное для нарезки стержней для фильтрования табачного дыма (например, стержней, полученных сбором подаваемого в продольном направлении фильтрующего материала и уплотнения собранного фильтрующего материала в виде стержня вокруг непрерывно подаваемого элемента). Стержни изготавливают в виде непрерывных стержней. По мере непрерывного извлечения непрерывного стержня из выпускного отверстия производственной машины, стержень нарезают на стрежни конечной длины, используемые в дальнейшем. Стержни могут быть нарезаны на отдельные фильтры или элементы фильтров, каждый из которых затем присоединяют к отдельному обернутому табачному штрангу, получая сигарету с фильтром. Однако, чаще непрерывно производимый стержень сначала нарезают на части двойной длины или кратной длины с большей степенью кратности (обычно четырех- или шестикратной длины), которые затем используют. Если исходный стержень нарезают на части четырехкратной длины или длины с большей степенью кратности, то для последующей сборки сигареты с фильтром их нарезают на части двойной длины; при этом стержень двойной длины собирают и соединяют (проклеиванием по ободку или полным проклеиванием с перекрыванием), помещая между двумя имеющими обертку табачными штрангами, и полученную комбинацию затем разрезают посредине, получая две отдельные сигареты с фильтром. Именно после финальной нарезки в примерах сигарет, включающих фильтры или элементы фильтров, полученные с использованием установки согласно изобретению, открывается конец легко отличимого цветного и/или имеющего определенную форму элемента. На установке могут быть получены стержни фильтра кратной (например, двойной и более) длины (и/или элементы стержней), содержащие множество стержней (элементов стержней), например, соединенных концами.
Изобретение включает любой фильтр или элемент фильтра или стержень, получаемые согласно изобретению и/или с помощью установки согласно изобретению.
Изобретение включает любую сигарету с фильтром, полученную с использованием фильтра, получаемого согласно изобретению и/или с помощью установки согласно изобретению.
Ниже настоящее изобретение описано со ссылками на прилагаемые графические материалы, в которых:
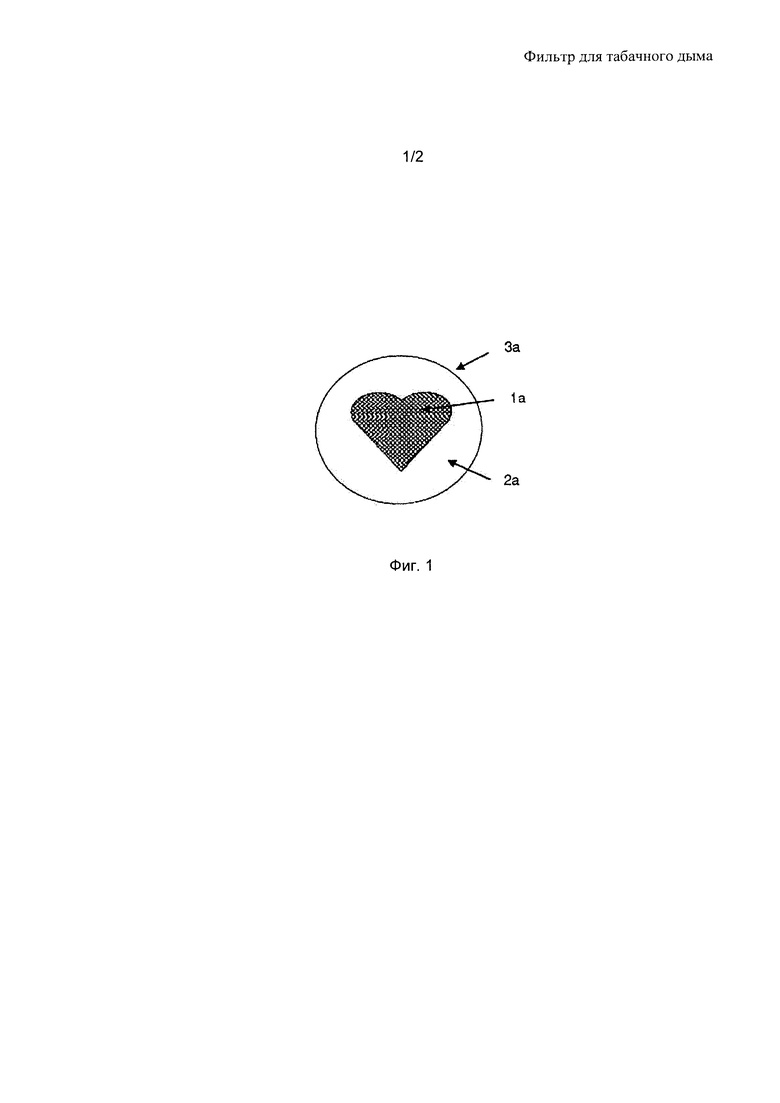
На Фиг. 1 представлен конец фильтра для табачного дыма, полученный согласно одному из аспектов изобретения; и
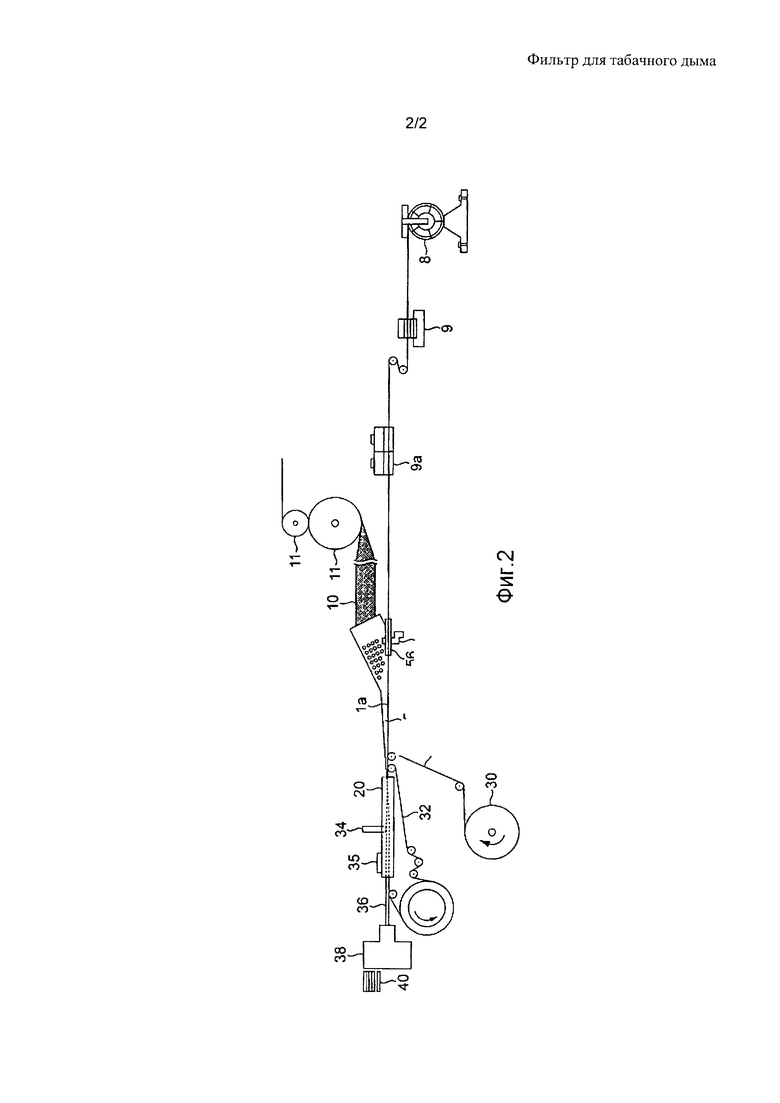
На Фиг. 2 схематически представлен вид сбоку в вертикальном разрезе одного из примеров установки для формования фильтра, изображенного на Фиг. 1.
На Фиг. 1 представлен один из концов фильтра (или элемент или стержень), полученного способом согласно изобретению. Фильтр включает внешний слой 2а (по существу кольцевой слой) из фильтрующего материала, изготовленного из нитевидного волокна пластифицированного ацетата целлюлозы белого цвета (сформованного из множества волокон пластифицированного ацетата целлюлозы, соединенных друг с другом с образованием материала для фильтрования табачного дыма). Внешний слой (2а) обернут вокруг (и плотно окружает) жгут 1а (внутренний элемент), имеющий поперечное сечение в форме сердца, который включает единственный экструдированный элемент, полученный из (окрашенного) пластифицированного ацетата целлюлозы красного цвета [т.е. жгут, представляет собой единственный нитевидный элемент (полученный из пластифицированного ацетата целлюлозы)]. Экструдированный ацетат целлюлозы непроницаем для потока дыма и, таким образом, не может фильтровать табачный дым. Внешний слой из нитевидного волокна 2а белого пластифицированного ацетата целлюлозы заключен в бумагу 3а для обертки фильтра. Видно, что жгут 1а имеет поперечное сечение в форме сердца. Контраст между расположенным по центру красным жгутом в форме сердца и белым окружающим внешним слоем фильтрующего материала придает концу привлекательный и легко отличимый внешний вид. Для получения вентилируемого фильтра бумага 3а для обертки фильтра может быть перфорированной (не показано) или проницаемой для воздуха.
Следует понимать, что фильтр, представленный на Фиг. 1, может быть присоединен к табачному штрангу с оберткой (не показан) концом, находящимся вверх по потоку с помощью, например, полного проклеивания с перекрыванием, при котором производят обертывание и скрепление фильтра по всей длине и прилегающего конца табачного штранга с оберткой, в результате чего получают сигарету с фильтром. Фильтр, представленный на Фиг.1, может быть также присоединен к табачному штрангу с образованием сигареты с фильтром другими средствами, известным в данной области техники, например, проклеиванием по ободку.
На Фиг. 2 схематически представлен вид сбоку в вертикальном разрезе установки согласно изобретению для формования фильтра, изображенного на Фиг.1.
Ленту из жгута 10 ацетата целлюлозы протягивают через воронку 15, внутренняя стенка которой наклонена в направлении вниз по потоку. При пропускании через воронку 15 жгут 10 собирают и, в большой степени, уплотняют. Жгут 10 дополнительно собирают и уплотняют в виде стержней по мере того, как его вводят и пропускают через собирающее устройство, представляющее собой гарнитуру 20 для изготовления и обертывания стержня.
Размещаемый в продольном направлении жгут из красного (окрашенного) пластифицированного ацетата целлюлозы, имеющий поперечное сечение (1а) в форме сердца, получают предварительным формованием посредством экструзии пластифицированного ацетата целлюлозы через экструзионную головку способами, хорошо известными в данной области техники. Следует учитывать, что различные способы изготовления имеющих форму и окраску жгутов известны в данной области техники. Полученный предварительным формованием продольно ориентированный жгут 1а непрерывно подают из держателя в виде бобины 8 через станцию 9 тепловой обработки, в которой на жгут действует водяной пар при температуре 120°C. Ширина поперечного сечения (в самой широкой части) жгута 1а составляет 2,4 мм.
Подвергнутый тепловой обработке жгут 1а затем направляют через станцию 9а охлаждения, в которой его подвергают охлаждению воздухом до приблизительно 18°C. Следует понимать, что под действием перемещающей силы (т.е. тяги) при съеме жгута с бобины 8 жгут непрерывно подаваемого (продольно ориентированного) материала находится в натянутом состоянии (т.е. выпрямленном состоянии) во время тепловой обработки и охлаждения. Предварительная обработка жгута, включающая его нагревание (в станции 9 тепловой обработки) и охлаждение (в станции 9а охлаждения) предпочтительно в натянутом состоянии до формования внешнего слоя значительно снижает или устраняет вероятность искривления или изгиба, создаваемого при хранении полученного предварительным формованием жгута на бобине 8.
Подвергнутый тепловой обработке и охлажденный жгут 1а затем непрерывно направляют с помощью дополнительных валков (не показаны), которые снабжены приводом (связанным и синхронизированы с двигателем основной машины) в установку 55 позиционирования, которая включает позиционирующий канал в виде полой трубки 56 с внутренним диаметром 2,5 мм. Дополнительные валки (не показаны) обеспечивают протягивание жгута 1а так, что он поступает в установку 55 и воронку 15, и они необходимы, поскольку жгут не может быть протянут вместе с движущимся волокном просто из-за действия сил трения. Перед вводом жгута в установку 55 он может быть пропущен через узел, в котором на жгут наносят распылением раствор ароматизирующей добавки, или он может быть пропущен через датчик определения разрыва жгута (в случае разрыва машина автоматически останавливается). Эти дополнительные узлы не показаны.
Жгут 1а непрерывно подают (т.е. извлекают) из трубки 56 и непосредственно направляют для соединения с подаваемым в продольном направлении собираемым (и по большей части уплотненным) жгутом 10 в воронку 5. Жгут 1а перемещают вместе со жгутом до гарнитуры 20, в которой производят получение и обертывание стержня, и затем жгут 1а пропускают через эту гарнитуру, в которой происходит дополнительный сбор и уплотнение жгута 10 вокруг жгута 1а с образованием стержня, в результате которого жгут 1а вводят в получаемый непрерывный стержень, включающий продольно ориентированный жгут 1а материала (расположенный вдоль стержня) и продольно ориентированный внешний слой фильтрующего материала (образованный жгутом 10), обернутый вокруг продольно ориентированного жгута. Как показано на Фиг. 1, жгут 10 образует внешний слой 2а. Установка 55 позиционирования ориентирует подаваемый жгут 1а в направлении, которое по существу совпадает с направлением, в котором жгут 1а перемещают после формования вокруг жгута продольно ориентированного внешнего слоя, то есть придает подаваемому жгуту 1а правильное положение, и, таким образом, вокруг жгута формируют продольно ориентированный внешний слой 2а жгута 10, причем жгут расположен по центру внутри внешнего слоя.
После запуска установки жгут пропускают через машину и воронку 15 в гарнитуру 20, и свободный конец жгута 1а пропускают через станции 9, 9а и трубку 56 установки 55 позиционирования и соединяют с жгутом перед подачей в воронку 15. Таким образом, после запуска установки подаваемый жгут непрерывно захватывает и увлекает за собой жгут 1а, который непрерывно протягивают (подают) в натянутом состоянии с бобины 8 через станции 9, 9а и устройство 55 позиционирования к жгуту 10.
Оберточную бумагу 28 непрерывно снимают с катушки 30 и непрерывно подают в гарнитуру 20; при этом бумагу 28 и волокно, содержащее жгут 1а, непрерывно пропускают через гарнитуру с помощью подающего устройства, представляющего собой бесконечную конвейерную ленту 32. В гарнитуре 20 происходит формование волокна с образованием стержня, которую заворачивают в бумагу 28, которую фиксируют клеевым швом внахлест; полосу клея наносят с помощью элемента 34 на один из краев бумаги 28, и затем перекрывающиеся края соединяют. Непрерывно получаемый обернутый стержень 36 направляют в устройство 38 для резки, в котором стержень 36 нарезают на отдельные части 40, каждая из которых включает непрерывный элемент 22. Часть 40, как хорошо известно, может представлять собой один фильтр или элемент фильтра (например, представленные на Фиг. 1), но чаще представляет собой часть, включающую двойную длину или кратную длину с большей степенью кратности (обычно четыре или шесть длин), которую используют в дальнейшем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтр или фильтрующий элемент для табачного дыма, способ его получения и курительное изделие, включающее такой фильтр или фильтрующий элемент | 2018 |
|
RU2780049C2 |
| ФИЛЬТР ДЛЯ ТАБАЧНОГО ДЫМА | 2012 |
|
RU2639625C2 |
| Фильтр табачного дыма и способ его изготовления | 2013 |
|
RU2648208C2 |
| СИГАРЕТНЫЙ ФИЛЬТР | 2000 |
|
RU2333712C2 |
| Фильтр табачного дыма | 2013 |
|
RU2629869C2 |
| ФИЛЬТР ДЛЯ КУРЕНИЯ ТАБАКА | 2009 |
|
RU2504309C2 |
| Фильтр табачного дыма | 2014 |
|
RU2663404C2 |
| Фильтр табачного дыма | 2014 |
|
RU2696025C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ВИДИМЫМ СОДЕРЖИМЫМ | 2012 |
|
RU2603753C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ МЕНТОЛ | 2012 |
|
RU2629145C2 |
Изобретение относится к способу получения фильтра для табачного дыма или элемента фильтра, который включает тепловую обработку непрерывно подаваемого продольно ориентированного жгута материала; охлаждение подвергнутого тепловой обработке непрерывно подаваемого жгута и формование продольно ориентированного внешнего слоя материала, фильтрующего табачный дым, вокруг непрерывно подаваемого жгута для получения непрерывно подаваемого стержня, включающего указанный продольно ориентированный жгут материала и указанный продольно ориентированный внешний слой материала, фильтрующего табачный дым, обернутый вокруг продольно ориентированного жгута, причем непрерывно подаваемый продольно ориентированный жгут материала представляет собой жгут, полученный предварительным формованием. Технический результат заключается в исключении искривления или изгиба жгута. 5 н. и 17 з.п. ф-лы, 2 ил.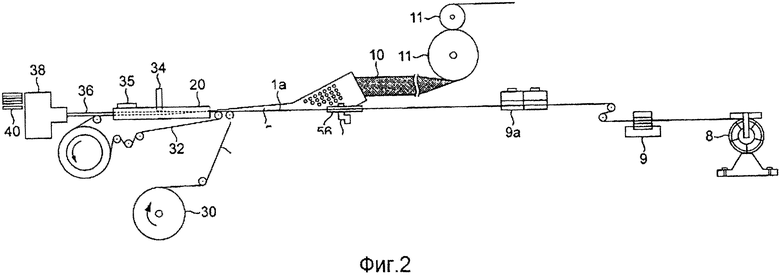
1. Способ получения фильтра для табачного дыма или элемента фильтра, включающий:
тепловую обработку непрерывно подаваемого продольно ориентированного жгута материала;
охлаждение подвергнутого тепловой обработке непрерывно подаваемого жгута; и
формование продольно ориентированного внешнего слоя материала, фильтрующего табачный дым, вокруг непрерывно подаваемого жгута для получения непрерывно подаваемого стержня, включающего указанный продольно ориентированный жгут материала и указанный продольно ориентированный внешний слой материала, фильтрующего табачный дым, обернутый вокруг продольно ориентированного жгута,
отличающийся тем, что
непрерывно подаваемый продольно ориентированный жгут материала представляет собой жгут, полученный предварительным формованием.
2. Способ по п. 1, в котором продольно ориентированный жгут не содержит материала, фильтрующего табачный дым.
3. Способ по п. 1, в котором жгут представляет собой единственный нитевидный элемент.
4. Способ по п. 1, в котором непрерывно подаваемый продольно ориентированный жгут материала имеет некруглое поперечное сечение.
5. Способ по п. 1, в котором непрерывно подаваемый продольно ориентированный жгут материала находится в натянутом состоянии во время тепловой обработки и факультативно во время охлаждения.
6. Способ по п. 1, в котором жгут подают в продольном направлении через установку позиционирования до начала формования вокруг жгута продольно ориентированного внешнего слоя.
7. Способ по п. 6, в котором установка позиционирования ориентирует перемещаемый вперед жгут в направлении, которое по существу совпадает с направлением, в котором жгут подают после формования вокруг жгута продольно ориентированного внешнего слоя.
8. Способ по п. 1, в котором жгут представляет собой экструдированный материал.
9. Способ по п. 1, в котором жгут включает экструдированный ацетат целлюлозы.
10. Способ по п. 1, в котором жгут и/или внешний слой содержит пигмент.
11. Способ по п. 1, в котором жгут имеет цвет, контрастный по отношению к цвету внешнего слоя.
12. Способ по п. 1, дополнительно включающий стадию нанесения обертки вокруг непрерывно подаваемого стержня.
13. Способ по любому из пп. 1-12, дополнительно включающий стадию нарезки непрерывно подаваемого стержня на фильтры или элементы фильтров однократной или многократной длины.
14. Установка для изготовления стержней для фильтрования табачного дыма, которые включают полученный предварительным формованием жгут материала, продольно ориентированный в стержне, и внешний слой материала, фильтрующего табачный дым, обернутый вокруг жгута, причем установка включает:
подающее устройство для непрерывного перемещения вперед полученного предварительным формованием жгута; и
собирающее устройство для сбора подаваемого в продольном направлении фильтрующего материала и уплотнения собранного фильтрующего материала в виде стержня вокруг подаваемого жгута с образованием внешнего слоя;
при этом установка дополнительно включает станцию тепловой обработки для проведения тепловой обработки подаваемого полученного предварительным формованием жгута; и
станцию охлаждения для проведения охлаждения подвергнутого тепловой обработке жгута до подачи жгута в собирающее устройство.
15. Установка по п. 14, дополнительно включающая установку позиционирования, имеющую позиционирующий канал, через который жгут подают к собирающему устройству.
16. Установка по п. 14, дополнительно включающая устройство для нанесения обертки, предназначенное для обертывания стержней для фильтрования табачного дыма.
17. Установка по любому из пп. 14-16, дополнительно включающая устройство для нарезки, предназначенное для нарезки стержней для фильтрования табачного дыма.
18. Фильтр для табачного дыма, элемент фильтра или стержень, полученный с помощью способа по любому из пп. 1-13 или установки по любому из пп. 14-17.
19. Сигарета с фильтром, включающая фильтр или элемент фильтра, полученный способом по любому из пп. 1-13 или с использованием установки по любому из пп. 14-17.
20. Способ получения фильтра для табачного дыма или элемента фильтра, включающий:
тепловую обработку двух или более непрерывно подаваемых продольно ориентированных жгутов материала;
охлаждение подвергнутых тепловой обработке непрерывно подаваемых продольно ориентированных жгутов; и
формование продольно ориентированного внешнего слоя материала, фильтрующего табачный дым, вокруг непрерывно подаваемых продольно ориентированных жгутов для получения непрерывно подаваемого стержня, включающего продольно ориентированные жгуты материала и продольно ориентированный внешний слой материала, фильтрующего табачный дым, обернутый вокруг продольно ориентированных жгутов,
отличающийся тем, что
каждый непрерывно подаваемый продольно ориентированный жгут фильтрующего материала представляет собой жгут, полученный предварительным формованием.
21. Способ по п. 20, в котором продольно ориентированный жгут не содержит материала, фильтрующего табачный дым.
22. Способ по п. 20 или 21, в котором жгут представляет собой единственный нитевидный элемент.
| WO 2011148130 A1, 01.12.2011 | |||
| 1968 |
|
SU423266A3 | |
| Способ изготовления фильтров для табачных изделий | 1981 |
|
SU1031429A1 |
| Устройство для изготовления жгутов при производстве курительных изделий | 1990 |
|
SU1805884A3 |

