Изобретение относится к способам, применяемым для предотвращения утечек жидких углеводородов из фланцевых соединений трубопроводов, и может быть использовано в нефтяной, газовой и других отраслях промышленности.
В соответствии с действующими регламентирующими и законодательными актами допускаются незначительные утечки из фланцевых соединений трубопроводов, что создает риски возникновения аварийных ситуаций, а также повышенного негативного воздействия на окружающею среду.
Известен способ устранения утечек газа через фланцевые соединения кранов газопроводов во время перекачивания газа по газопроводу (см. патент РФ №2208196, опубл. 10.07.2003). Способ сводится к заполнению межфланцевого промежутка самовулканизирующимся герметиком, вводимым через дополнительный кран под давлением, превышающим давление газа в газопроводе.
Данный способ отличается трудоемкостью, хотя и позволяет при его применении не прекращать транспортировку перекачиваемого по трубопроводу газа. Однако после применения этого способа трудоемкость разборки фланцевого соединения кратно возрастает из-за склеивания фланцев между собой посредством самовулканизирующегося герметика.
Известен принятый за прототип способ устранения утечек газа через фланцевые соединения кранов газопроводов (см. Запорные краны с шаровым затвором производства завода «ТЯЖПРОМАРМАТУРА» (СССР) Ду50-500 мм. - Горький: МГП СССР, 1977), заключающийся в том, что фланцевое соединение разъединяют, поверхности фланцев полируют, меняют уплотнительное кольцо или прокладку и вновь собирают фланцевое соединение.
Данный способ также отличается трудоемкостью, обусловленной необходимостью полировки поверхностей фланцев.
Задачей заявленного изобретения является создание способа предотвращения утечек из фланцевых соединений трубопроводов, позволяющего минимизировать утечки перекачиваемых по трубопроводу жидких углеводородов и, как следствие, снизить выбросы загрязняющих веществ в окружающую среду.
Технический результат - снижение трудоемкости предотвращения утечек жидких углеводородов из фланцевых соединений трубопроводов по сравнению с известными заявителю аналогами.
Указанные задача и технический результат в способе предотвращения утечек из фланцевых соединений трубопроводов, включающем разъединение и последующую сборку фланцевого соединения трубопровода, соответственно решается и достигается тем, что перед сборкой фланцевого соединения трубопровода в дополнение к основному уплотнительному кольцу устанавливают дополнительную уплотнительную прокладку, выполненную в виде плоского кольца, а также:
- с отверстиями для прохода шпилек, совпадающими по расположению и диаметру с отверстиями для прохода шпилек во фланцах,
- с центральным отверстием, совпадающим по расположению во фланцевом соединении трубопровода и диаметру с внешним диаметром основного уплотнительного кольца,
- с внутренней частью, образованной центральным отверстием, а также имеющей в поперечном сечении по всей длине Т-образную форму,
и содержащую ниппель, позволяющий с помощью манометра контролировать давление в полости фланцевого соединения трубопровода, образованной между дополнительной уплотнительной прокладкой и основным уплотнительным кольцом, а также производить слив жидких углеводородов, накопившихся в указанной полости.
Указанные задача и технический результат соответственно решается и достигается также тем, что дополнительную уплотнительную прокладку выполняют из технической резины или мягкой пластмассы, или паронита.
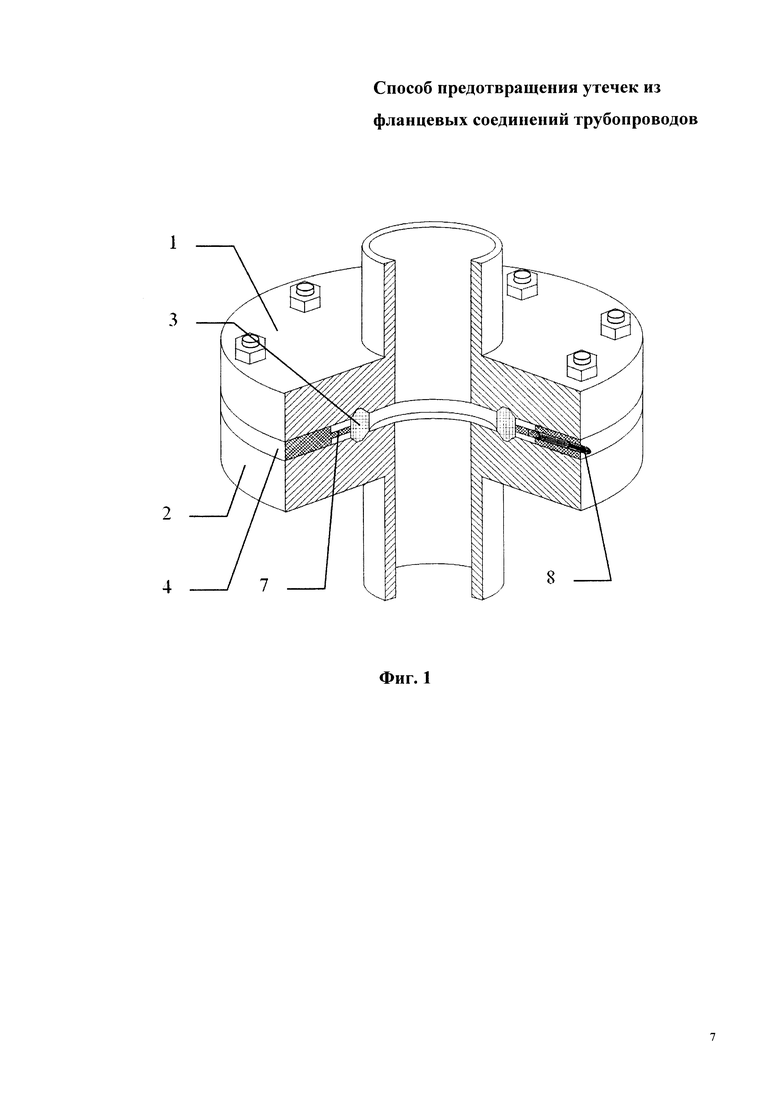
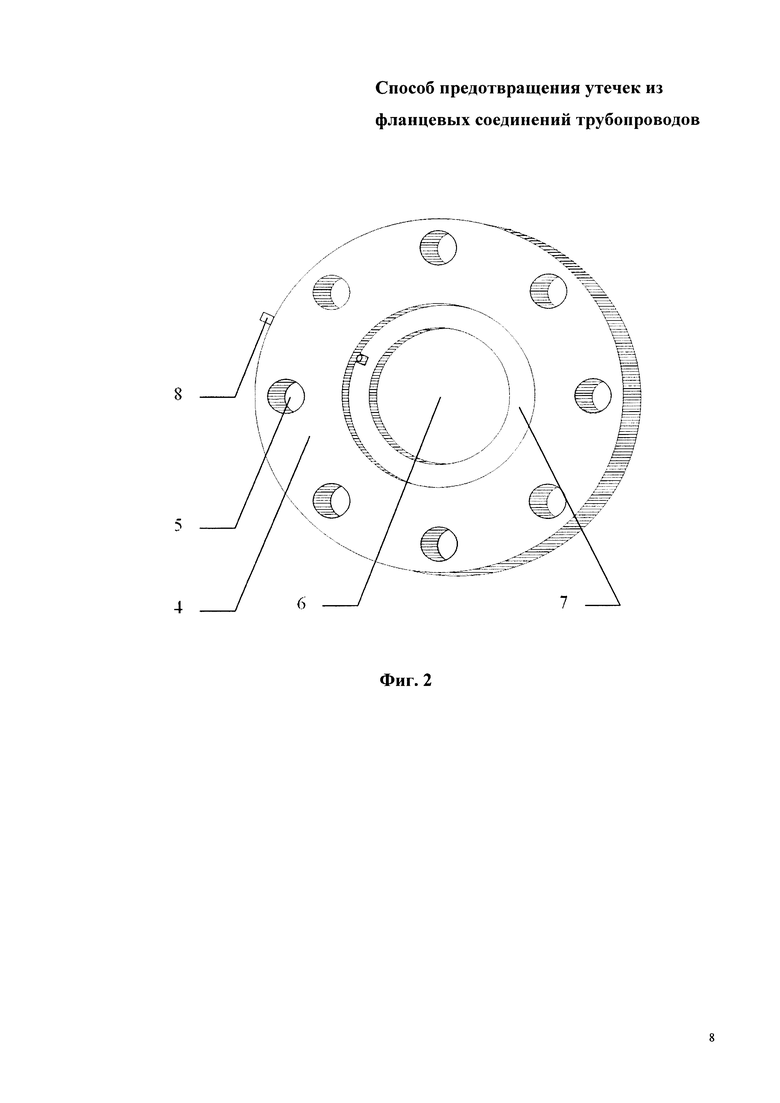
Способ предотвращения утечек из фланцевых соединений трубопроводов поясняется графическими материалами, где на фиг. 1 схематично изображено фланцевое соединение трубопровода с вырезанной частью, собранное заявленным способом, а на фиг. 2 изображена дополнительная уплотнительная прокладка как таковая.
Способ предотвращения утечек из фланцевых соединений трубопроводов, включающий разъединение и последующую сборку фланцевого соединения трубопровода осуществляют следующим образом.
После разборки фланцевого соединения трубопровода фланцы 1 и 2, а также основное уплотнительное кольцо 3 очищают и промывают от загрязнений.
Перед сборкой фланцевого соединения трубопровода в дополнение к основному уплотнительному кольцу 3 устанавливают дополнительную уплотнительную прокладку 4, выполненную в виде плоского кольца, а также:
- с отверстиями для прохода шпилек 5, совпадающими по расположению и диаметру с отверстиями для прохода шпилек во фланцах 1 и 2,
- с центральным отверстием 6, совпадающим по расположению во фланцевом соединении трубопровода и диаметру с внешним диаметром основного уплотнительного кольца 3,
- с внутренней частью 7, образованной центральным отверстием 6, а также имеющей в поперечном сечении по всей длине Т-образную форму.
Причем дополнительная уплотнительная прокладка 4 содержит ниппель 8, позволяющий с помощью манометра контролировать давление в полости фланцевого соединения трубопровода, образованной между дополнительной уплотнительной прокладкой 4 и основным уплотнительным кольцом 3, а также производить слив жидких углеводородов, накопившихся в указанной полости.
Изготовить дополнительную уплотнительную прокладку 4 можно, например, путем склеивания трех заранее подготовленных заготовок, выполненных из технической резины или мягкой пластмассы, или паронита.
Изготовление дополнительной уплотнительной прокладки 4 из технической резины возможно также осуществить путем:
- прессования. При этом деталь из технической резины формуют в соответствующих пресс-формах на гидравлических прессах под давлением 5-10 МПа, укладывая заготовку в пресс-форму и под действием давления придавая заготовке необходимую форму. В том случае, если прессование заготовки осуществляют в холодном состоянии, отформованное изделие затем подвергают вулканизации. При горячем прессовании вулканизация протекает одновременно с формовкой;
- литья под давлением. В этом случае форму заполняют предварительно разогретой пластичной сырой резиновой смесью под давлением 30-150 МПа. Резиновая смесь приобретает форму, соответствующую рабочей полости формы.
При любом методе полученное изделие извлекают из формы в охлажденном состоянии.
Для изготовления дополнительной уплотнительной прокладки 4 указанными способами возможно применение, например:
- станка для литья изделий из резины APAI-200;
- пресс-вулканизатора АПВР-904;
- инжекционно-формовочной машины с вакуумной камерой SJVIM-350;
- вулканизационного пресса Dieffenbacher.
Помимо указанного выше технического результата использование заявленного способа позволяет также снизить коррозию и износ основных уплотнительных колец на стыках фланцев за счет исключения воздействия на них атмосферных осадков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ УТЕЧЕК ГАЗА ЧЕРЕЗ ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ ГАЗОПРОВОДОВ БЕЗ ПРЕКРАЩЕНИЯ ПЕРЕКАЧКИ ГАЗА ПО ГАЗОПРОВОДУ | 2003 |
|
RU2268438C2 |
| СПОСОБ УСТРАНЕНИЯ УТЕЧЕК ГАЗА ЧЕРЕЗ ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ КРАНОВ ГАЗОПРОВОДОВ БЕЗ ПРЕКРАЩЕНИЯ ПЕРЕКАЧКИ ГАЗА ПО ГАЗОПРОВОДУ | 2001 |
|
RU2208196C2 |
| СПОСОБ УСТРАНЕНИЯ ПРОТЕЧЕК В ТРУБОПРОВОДАХ ПОД ДАВЛЕНИЕМ | 2022 |
|
RU2798175C1 |
| ГЕРМЕТИЧНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ДЛЯ КАНАЛОВ ГАЗА ВЫСОКОЙ ЧИСТОТЫ И ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2418228C2 |
| Уплотнение фланцевого соединения | 2020 |
|
RU2748266C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 2010 |
|
RU2440534C1 |
| ФЛАНЦЕВОЕ ШАРНИРНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2000 |
|
RU2241890C2 |
| Фланцевое соединение для труб и аппаратов | 2018 |
|
RU2685626C1 |
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ УСТЬЕВОГО ОБОРУДОВАНИЯ | 2017 |
|
RU2655260C1 |
| Способ крепления фланцевого соединения шпильками с сегментными элементами и устройство для его осуществления | 2021 |
|
RU2760446C1 |
Изобретение относится к способам, применяемым для предотвращения утечек жидких углеводородов из фланцевых соединений трубопроводов, и может быть использовано в нефтяной, газовой и других отраслях промышленности. Способ предотвращения утечек из фланцевых соединений трубопроводов включает в себя разъединение и последующую сборку фланцевого соединения. Перед сборкой фланцевого соединения в дополнение к основному уплотнительному кольцу устанавливают дополнительную уплотнительную прокладку, выполненную в виде плоского кольца, а также: с отверстиями для прохода шпилек, совпадающими по расположению и диаметру с отверстиями для прохода шпилек во фланцах; с центральным отверстием, совпадающим по расположению во фланцевом соединении и диаметру с внешним диаметром основного уплотнительного кольца; с внутренней частью, образованной центральным отверстием, а также имеющей в поперечном сечении по всей длине Т-образную форму. Дополнительная уплотнительная прокладка содержит ниппель, позволяющий с помощью манометра контролировать давление в полости фланцевого соединения, образованной между дополнительной уплотнительной прокладкой и основным уплотнительным кольцом, а также производить слив жидких углеводородов, накопившихся в указанной полости. Технический результат - снижение трудоёмкости предотвращения утечек жидких углеводородов из фланцевых соединений трубопроводов. 1 з.п. ф-лы, 2 ил.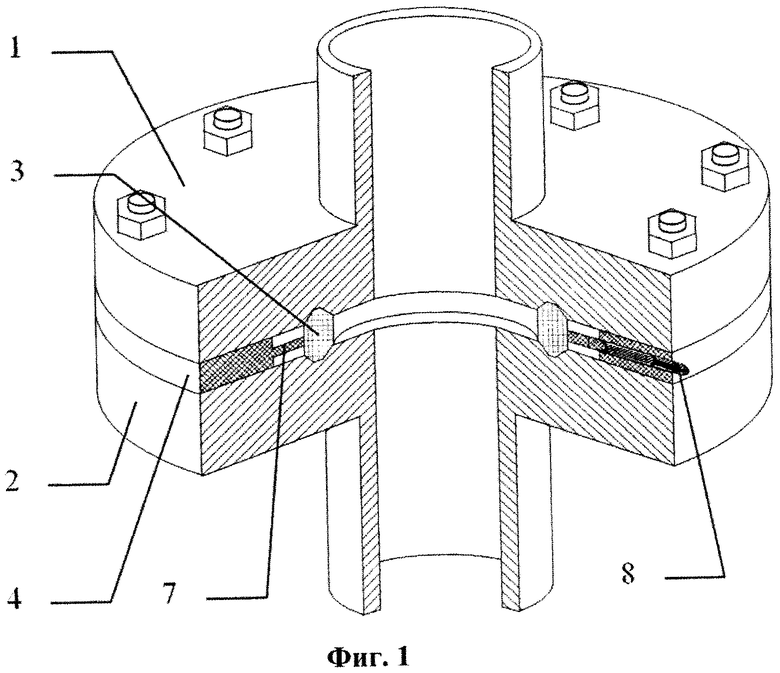
1. Способ предотвращения утечек из фланцевых соединений трубопроводов, включающий разъединение и последующую сборку фланцевого соединения, отличающийся тем, что перед сборкой фланцевого соединения в дополнение к основному уплотнительному кольцу устанавливают дополнительную уплотнительную прокладку, выполненную в виде плоского кольца, а также:
- с отверстиями для прохода шпилек, совпадающими по расположению и диаметру с отверстиями для прохода шпилек во фланцах,
- с центральным отверстием, совпадающим по расположению во фланцевом соединении и диаметру с внешним диаметром основного уплотнительного кольца,
- с внутренней частью, образованной центральным отверстием, а также имеющей в поперечном сечении по всей длине Т-образную форму,
и содержащую ниппель, позволяющий с помощью манометра контролировать давление в полости фланцевого соединения, образованной между дополнительной уплотнительной прокладкой и основным уплотнительным кольцом, а также производить слив жидких углеводородов, накопившихся в указанной полости.
2. Способ по п. 1, отличающийся тем, что дополнительную уплотнительную прокладку выполняют из технической резины или мягкой пластмассы или паронита.
| US 4429905 A1, 07.02.1984 | |||
| Способ герметизации фланцевого соединения | 1989 |
|
SU1610163A1 |
| US 4420970 A1, 20.12.1983 | |||
| US 3603616 A1, 07.09.1971 | |||
| US 3550638 A1, 29.12 1970. | |||

