Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для печати на банках, в особенности, на алюминиевых банках, имеющих более одного законченного изображения на своей поверхности. Изобретение также относится к способу печати на соответствующих банках, а также к банке, получаемой данным способом печати.
Уровень техники
В настоящее время упаковочные банки для напитков или жидкостей содержат на своих наружных поверхностях отпечатки, главным образом в силу того, что потребителю необходимо передать информацию о содержимом банки, и поэтому на рынке существует потребность в многоцветной печати.
Самым распространенным типом печати, выполняемой на банках, является сухая офсетная ротационная печать, которую выполняют при помощи специального принтера.
Данный тип печати позволяет наносить множество цветов на металлические банки, предпочтительно выполненные из алюминия или стали. Такую печать на банках выполняют в ходе процесса их изготовления, который состоит из поочередно выполняемых операций резки, механической формовки, собственно печати и последующей формовки, пока банка не приобретет конечную требуемую форму, чтобы далее вместить жидкое содержимое и соответствующий затвор.
Разумеется, в настоящем описании не будут рассматриваться операции, которым подвергаются банки в ходе их изготовления, поскольку предметом настоящего изобретения является собственно печать.
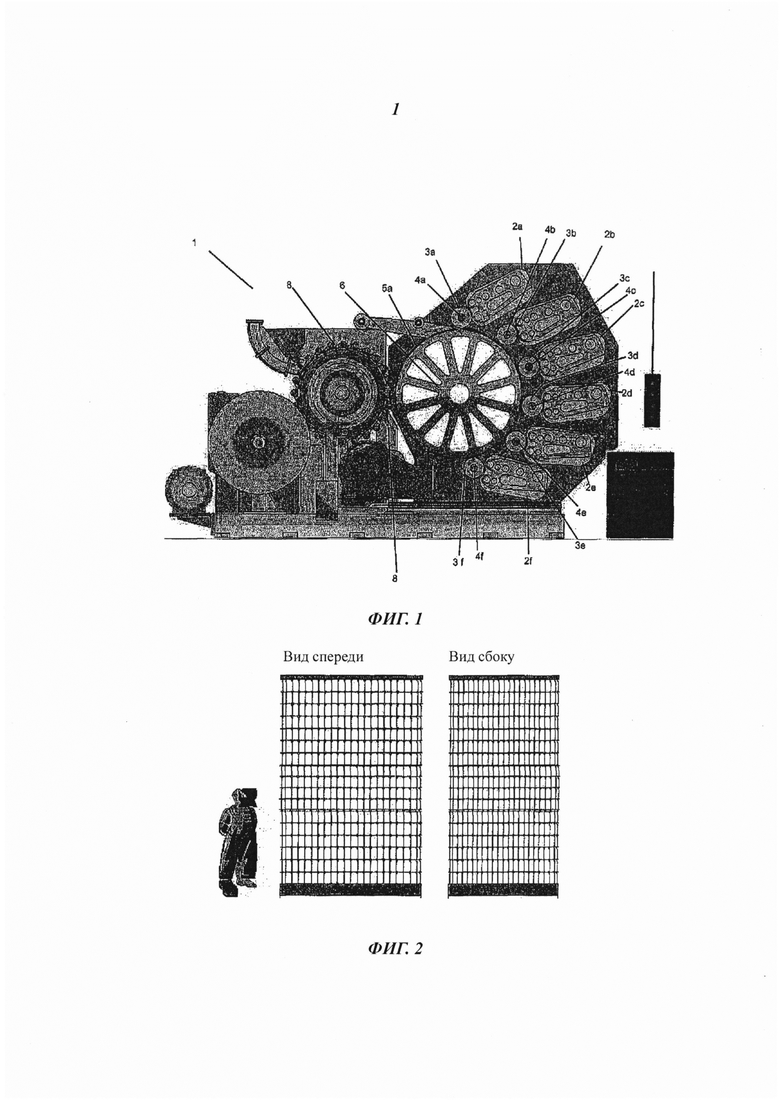
Во всяком случае, на фиг. 1 изображено известное в данной области техники печатающее устройство или принтер.
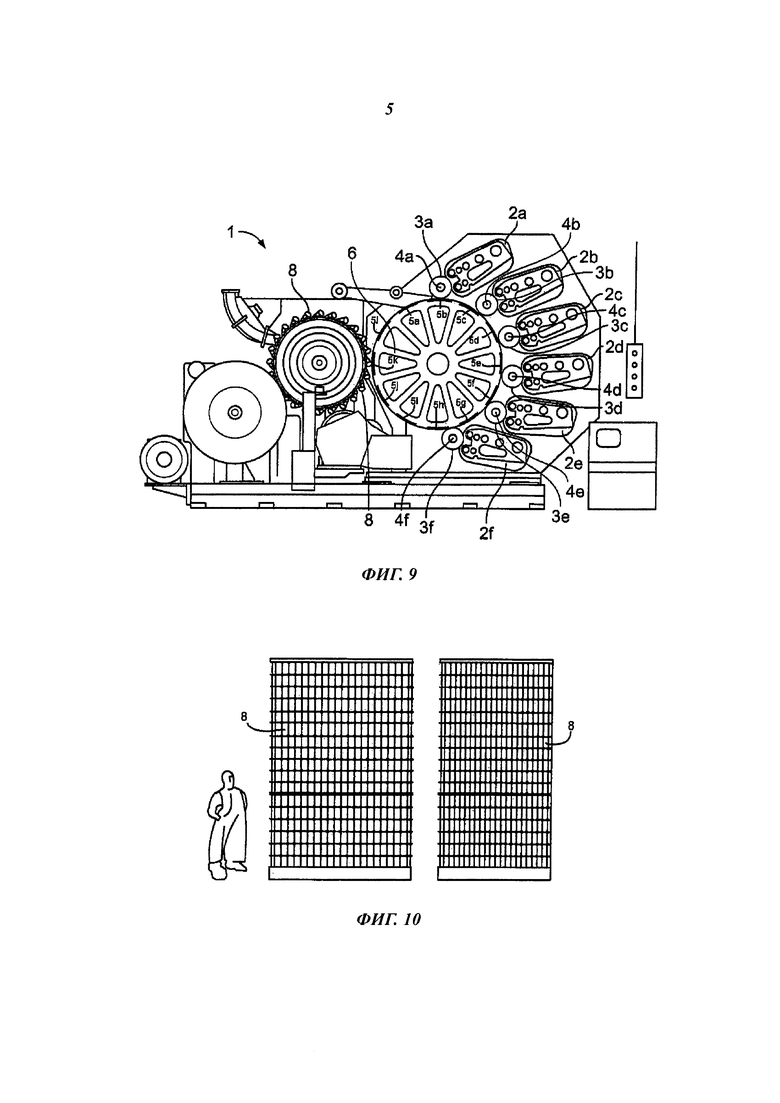
Устройство 1, показанное на фиг. 1, состоит из множества компонентов, среди которых шесть картриджей 2a-2f с краской, заполненные краской, которая далее будет нанесена на поверхность банки с целью придания указанной поверхности определенного цвета.
Таким образом, необходимо, чтобы печатающее устройство было оснащено картриджем 2a-2f с краской каждого из цветов, которые необходимо наносить на банки, т.е., если на банке необходимо печатать в трех цветах, например, черном, красном и белом, то три из указанных шести картриджей 2a-2f должны быть заполнены необходимыми красками. Следует отметить, что данному типу оборудования свойственно ограничение по числу цветов, которые можно наносить для печати на банках, и это ограничение связано с числом доступных картриджей с краской. Другими словами, если, например, нужно наносить на банку десять цветов, то необходимо, чтобы печатающее устройство содержало по меньшей мере десять резервуаров 2a-2f с красками.
Из резервуаров 2a-2f с красками, в свою очередь, производят подачу краски на переводящие или печатные формы 3a-3f, которые содержат законченное изображение, подлежащее печати на банке. Такое законченное изображение может представлять собой текст, фигуру или графическое изображение любого типа, которое требуется выполнить на банке, при этом исключительную важность представляет правильное расположение печатной формы, так чтобы форма принимала краску от картриджа с краской. С этой целью печатную форму, например, 3а, которую, как правило, выполняют из магнитного материала, точно выравнивают на формном цилиндре 4а.
Совмещения достигают с помощью направляющих отверстий в печатной форме (не показаны на фигуре), которые выравнивают по направляющим штифтам, имеющимся на формном цилиндре 4а, который, в свою очередь, выполнен в виде существенно цилиндрического тела, наружную поверхность которого охватывает выровненная и хорошо закрепленная печатная форма. Это возможно благодаря тому, что наружная поверхность формного цилиндра образована магнитами, которые притягивают печатную форму 3а и удерживают последнюю в требуемом положении.
Также важно подчеркнуть, что законченное изображение, присутствующее на печатной форме 3а, является рельефным, так что оно переводит краску, подаваемую картриджем 2а с краской, на переводное полотно 5а. Это переводное полотно 5а является средством для перевода краски с печатной формы 3а на банку, на которой должна осуществляться печать.
Таким образом, рельеф печатной формы 3а, содержащей законченное изображение, входит в контакт с переводным полотном 5а, перенося на указанное переводное полотно 5а только краску, находящуюся на указанном рельефе. Это осуществляют за счет вращения печатной формы 3а, которая переводит краску, находящуюся на рельефе, на переводное полотно 5а, закрепленное на барабане 6 переводных полотен, который представляет собой устройство, вращение которого синхронизировано (i) с банками, на которых должна производиться печать, (ii) с положением переводных полотен 5а-5l, находящихся на поверхности такого барабана 6 переводных полотен, и (iii) с печатными формами 3a-3f.
Действительно, если имеет место синхронизация между указанными элементами, то может быть осуществлена довольно точная печать на банках. Это является очень важным для печати на банках, поскольку при этом будет отсутствовать какое-либо перекрытие изображений, когда банка принимает на свою поверхность белее чем одно законченное изображение. Другими словами, перенос краски с законченного изображения первой печатной формы 3а будет происходить только в определенную область переводных полотен 5а-5l, при этом с поверхности второй печатной формы 3b перенос краски будет происходить в другую область переводных полотен, которая не получает краску от первой печатной формы 3а, и т.д. Разумеется, это зависит от числа цветов, наносимых на банки.
Таким образом, есть возможность осуществлять печать на всей поверхности банки без возникновения перекрытия красок, что ухудшало бы отпечаток на банке при таком типе ротационной сухой офсетной печати, поскольку такое перекрытие приводило бы к дефектам печати, например, пятнам.
В этом отношении следует подчеркнуть, что имеет место перенос более чем одного законченного изображения с различными цветами на одно или более переводных полотен 5а-5l, присутствующих на барабане 6 переводных полотен, с соответствующих печатных форм 3a-3f, которые взаимодействуют с соответствующими картриджами с краской. Поэтому, при непрерывном вращении барабана переводных полотен, последние вступают в контакт с банками, на которых должна производиться печать с переводных полотен.
Следует еще раз повторить, что каждое из переводных полотен 5а-5l может принять на свою поверхность множество различных цветов, поступающих от более чем одной печатных форм 3a-3f, но взаимное наложение законченных изображений с различными цветами на переводных полотнах 5а-5l отсутствует.
Банки, на которых требуется выполнять печать, могут быть даже красочными, но при детальном рассмотрении можно видеть, что при таком типе печати перехлест цветов отсутствует. Несмотря на близкое расположение разных цветов на поверхности банки, между напечатанными разными цветами всегда будет присутствовать небольшой промежуток.
Также важно отметить, что, когда на банках, на которых в данный момент производится печать, требуется изменить законченное изображение, то необходимо прервать процесс изготовления, т.е. печатающее устройство 1 обязательно должно быть остановлено, и далее производить печать оно не сможет. Такая остановка необходима, поскольку может возникать необходимость изменения печатаемого на банке цвета или перемены банки для другого продукта. Например, когда выполняют определенный тип печати на банках и хотят изменить законченное изображение на банках, необходимо остановить процесс печати. Короче говоря, при существующем процессе и оборудовании, при помощи одного и того же печатающего устройства можно печатать на банке законченное изображение только одного типа. Если необходимо изменить отпечаток на банке, то необходимо прерывание производственного процесса, которое по экономическим причинам должно быть по возможности минимальным. Об этом можно легко судить, исходя из объема печати на банках, который может быть очень значительным. При современном оборудовании за один день можно отпечатать изображения приблизительно на 2,5 млн банок.
Таким образом, в настоящее время ведется ряд исследований, направленных на минимизацию, насколько это возможно, остановок оборудования данного типа, так чтобы не было прерывания производственного процесса. Следует отметить, что такие остановки являются, как правило, обязательными, поскольку рассчитывают, что на одной и той же производственной линии будут производиться банки с самыми разными законченными изображениями, например, банки для пива или для безалкогольных напитков.
В свою очередь, ввиду значительного объема производства банок и существенной скорости печати, банки, которые уже прошли печать, упаковывают для доставки клиентам производителей банок. Тогда, например, когда имеет место изготовление данного типа банки, изготовленные банки упаковывают на поддоны, при этом каждый из поддонов содержит около 6000-15000 единиц отпечатанных банок, причем все банки содержат один и тот же отпечаток, т.е. на них отпечатано одно и то же законченное изображение.
Таким образом, клиенты производителей банок, главным образом, компании, которые производят напитки, получают поддоны, загруженные огромным количеством банок, которые следуют по производственной линии компании такого типа, которая будет заполнять банки напитками и доставлять банки оптовикам, например, супермаркетам. Другими словами, супермаркеты будут также получать большое количество банок с напитками, на которых напечатано одно и то же законченное изображение.
В качестве примера можно рассмотреть фиг. 2, которая иллюстрирует размер стандартного поддона, содержащего около 8500 банок. Для сравнения показан человек среднего роста рядом с поддоном, который загружен банками. Отсюда можно получить представление о том, насколько значительно то количество банок, которое выпускает производственная линия (следует повторить: это 2,5 млн банок в день). Отсюда можно представить, насколько значителен объем логистики при производстве и доставке банок потребителям.
Однако, как говорилось выше, одна и та же последовательность операций при изготовлении банок неизбежным образом приводит к тому, что банки содержат одно и то же законченное изображение, т.е. банки фактически являются идентичными.
Если есть намерение изготовлять банки с различными отпечатанными структурами, то, в соответствии с существующим уровнем техники, необходимо приостановить производственную линию, чтобы заменить печатные формы 3a-3f.
В этом отношении следует напомнить, что рынок напитков находится под сильным влиянием маркетинга компаний данного сектора. Таким образом, отпечатанные структуры или законченные изображения на банках имеют большое значение для таких компаний. Это связано с тем, что на приобретение покупателем данного продукта часто влияет визуальный аспект банки, обеспечиваемый отпечатком на банках.
Факт такого влияния на принятие решения покупателем оказывает все большее давление на маркетинговый сектор компаний-производителей напитков, поскольку компании требуют запуска новых, различных законченных изображений. Однако, несмотря на усилия маркетингового сектора, профессиональные действия в данном сегменте имеют значительные ограничения при их осуществлении, а именно, в силу того, что один и тот же тип напитка, производимого в одной и той же серии (при изготовлении банки или при упаковке продукта), обязательно содержит одно и то же законченное изображение. Это связано не с ограниченностью профессионалов, занятых в создании макета или отпечатанной структурой на банках, а с тем фактом, что один и тот же процесс серийного производства банок без перерывов обязательно дает одно и то же изображение.
Задачей настоящего изобретения является решение вышеуказанных и иных проблем, а также обеспечение преимуществ и аспектов, которые не обеспечиваются существующими устройствами данного типа. Полное рассмотрение отличительных признаков и преимуществ настоящего изобретения будет произведено ниже в рамках подробного описания изобретения со ссылками на прилагаемые чертежи.
Раскрытие изобретения
Настоящее изобретение относится к устройству для печати на банках, содержащему некоторое число картриджей с краской, зависящее от числа цветов, которые необходимо напечатать на банке. Эти картриджи с краской выполнены с возможностью подачи краски к нескольким печатным формам, содержащим законченные изображения, которые будет придавать очертания и красочные отпечатанные структуры банкам.
Такие печатные формы, содержащие законченные изображения, закреплены на соответствующих формных цилиндрах с возможностью сообщения с переводными полотнами, закрепленными на барабане переводных полотен для подачи краски, за счет чего краска поступает от картриджей с краской.
Таким образом, переводные полотна, в свою очередь, приводятся в движение, чтобы переводить краску от картриджей с краской на банки, при этом каждое из переводных полотен содержит соответствующие законченные изображения в виде барельефа, не содержащее краски из резервуаров для краски.
Кроме того, задачей изобретения является создание способа производства банок, в котором используют вышеуказанное печатающее устройство. Способ содержит этапы, на которых: (i) подают краску из резервуаров для краски на печатные формы, расположенные на соответствующих формных цилиндрах, (ii) за счет вращения печатных форм подают краску с печатных форм на переводные полотна, (iii) переводят краску с переводных полотен на банки, и (iv) создают на банках законченные изображения барельефа, присутствующего на переводных полотнах.
Другие отличительные признаки и преимущества изобретения будут очевидны из последующего описания и прилагаемых чертежей.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения далее оно будет рассмотрено на примере со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает печатающее устройство, отвечающее существующему уровню техники;
фиг. 2 схематически изображает поддон в сравнении с человеком среднего роста;
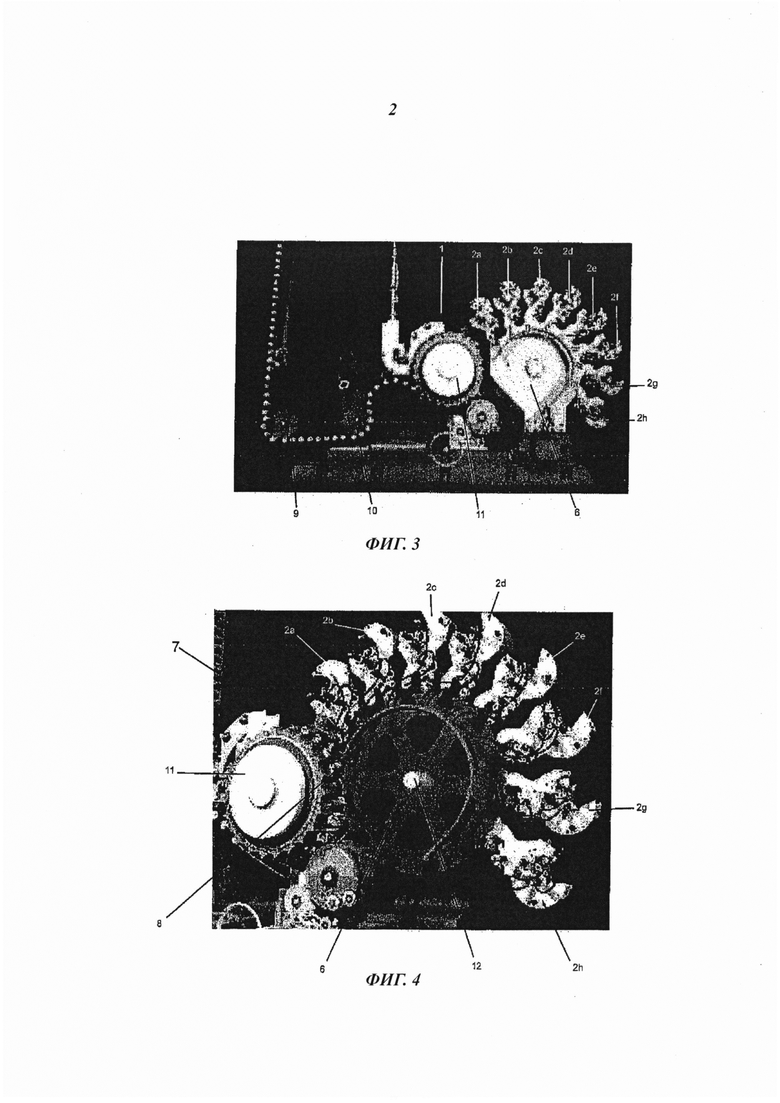
фиг. 3 в аксонометрии изображает печатающее устройство, соответствующее настоящему изобретению;
фиг. 4 в аксонометрии изображает внутренние детали печатающего устройства, соответствующего настоящему изобретению;
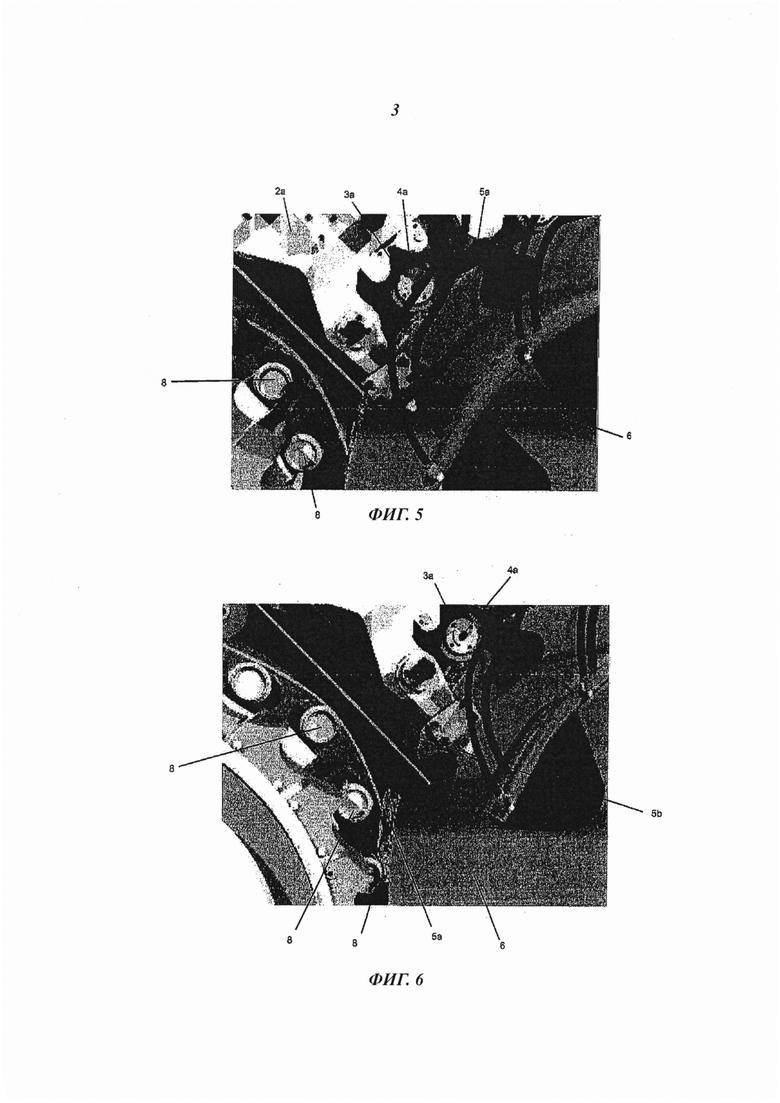
фиг. 5 в аксонометрии и в увеличенном виде изображает внутренние детали печатающего устройства, соответствующего настоящему изобретению;
фиг. 6 в аксонометрии и в увеличенном виде изображает внутренние детали печатающего устройства, соответствующего настоящему изобретению;
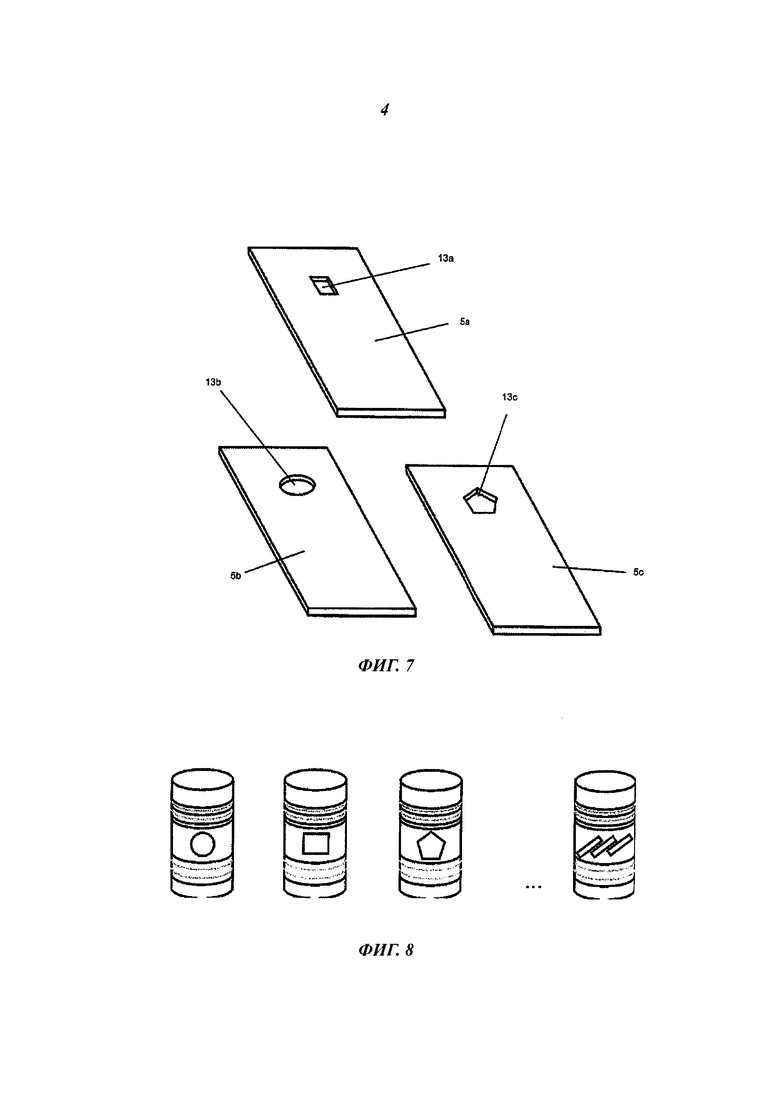
фиг. 7 в аксонометрии изображает набор переводных полотен;
фиг. 8 в аксонометрии изображает соответствующий настоящему изобретению набор банок с отпечатанными изображениями;
фиг. 9-16 представляют другой вариант соответствующих фигур 1-8;
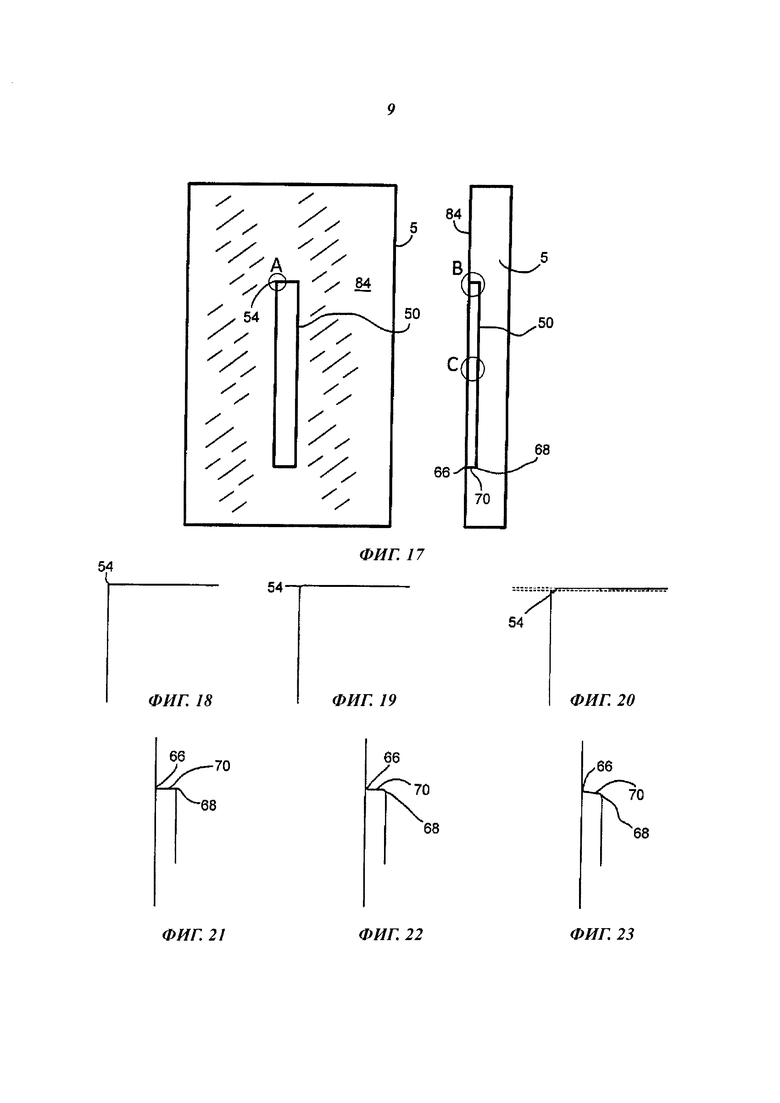
фиг. 17 представляет вид сверху в сечении переводного полотна и показывает зоны А, В и С;
фиг. 18 представляет увеличенное изображение зоны А фиг. 17;
фиг. 19 представляет увеличенное изображение зоны А фиг. 17;
фиг. 20 представляет увеличенное изображение зоны А фиг. 17;
фиг. 21 представляет увеличенное изображение зоны В фиг. 17;
фиг. 22 представляет увеличенное изображение зоны В фиг. 17;
фиг. 23 представляет увеличенное изображение зоны В фиг. 17;
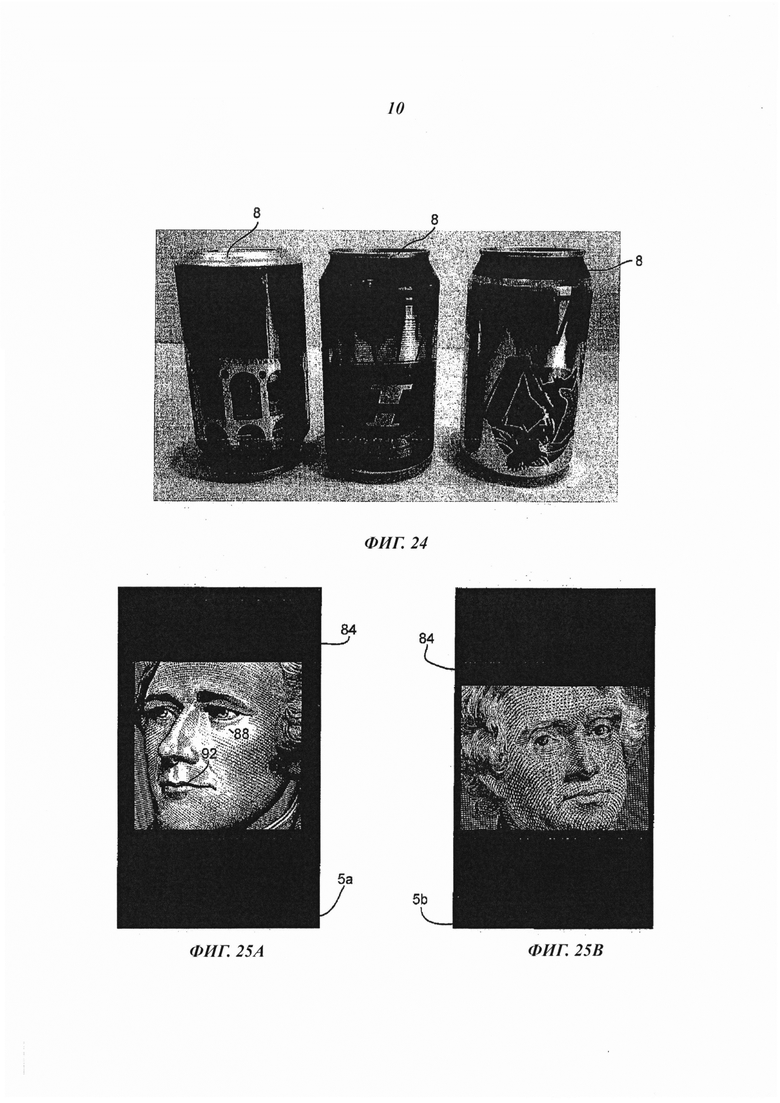
фиг. 24 представляет фотографию трех последовательно изготовленных банок в соответствии с принципами настоящего изобретения;
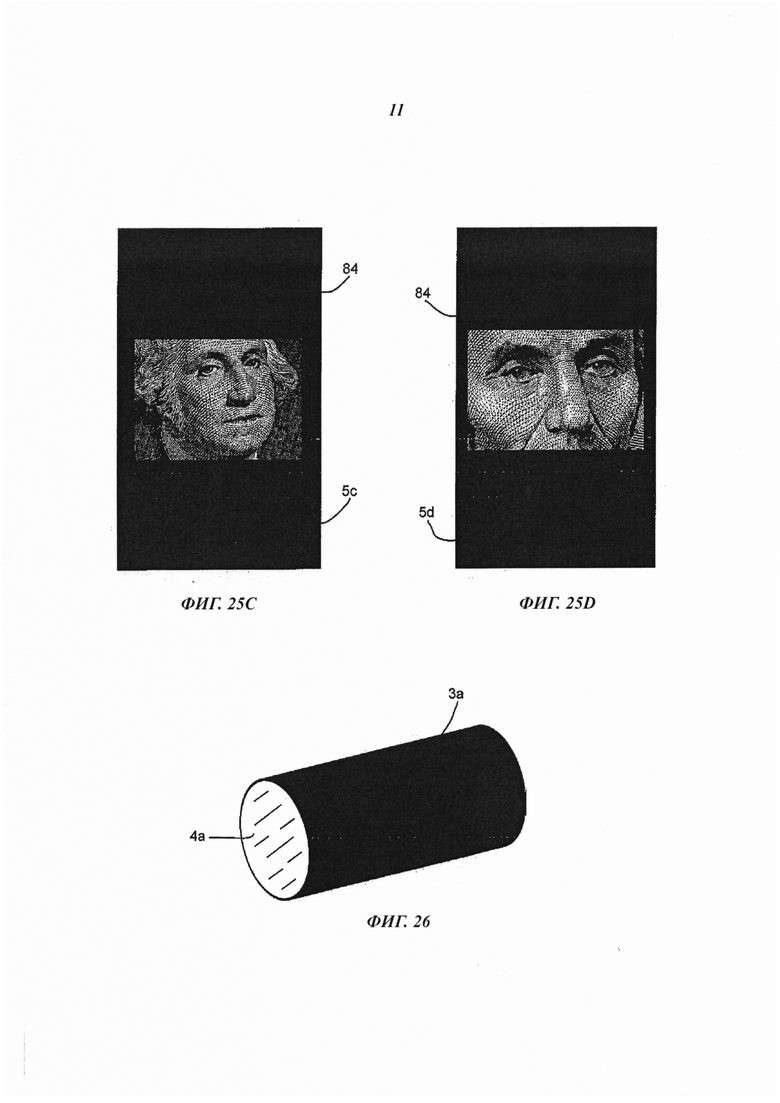
фиг. 25A-D представляют виды спереди полотен, соответствующих настоящему изобретению; и
фиг. 26 в аксонометрии изображает покрытую краской печатную форму, закрепленную на формном цилиндре, причем по существу вся покрытая краской поверхность печатной формы представляет собой горельеф.
Осуществление изобретения
Хотя настоящее изобретение допускает осуществление во множестве различных форм, на чертежах показаны и в дальнейшем описании будут подробно рассмотрены предпочтительные варианты осуществления изобретения, причем предполагается, что настоящее раскрытие следует рассматривать в качестве примера реализации принципов изобретения, и оно не имеет целью ограничивать широкий аспект изобретения приведенными примерами его осуществления.
Объект, изображенный на фиг. 1, был выше описан при рассмотрении существующего уровня техники. Однако важно подчеркнуть, что настоящее изобретение применимо к устройству для печати на банках, которое представляет собой печатающее устройство 1. Изобретение также относится к модификации такого оборудования, которое позволяет печатать различные законченные изображения на банках, причем такая печать происходит без прерывания производственного процесса.
Таким образом, в конце линии изготовления банок можно получать поддоны с банками с разными законченными изображениями или отпечатанными структурами, т.е. вместо получения одной и той же последовательности идентичных банок с одинаковыми отпечатками, можно получать банки с различными отпечатанными структурами, что дает весьма существенный коммерческий результат. Это объясняется тем, что одно и то же коммерческое предприятие может получать банки, содержащие, например, один и тот же продукт, но в банках, которые отличаются друг от друга.
Это становится очень важным, потому что для маркетингового сектора компаний-производителей напитков открываются широкие перспективы для различных творческих решений. Таким образом, например, если проводится определенная рекламная акция или праздничные мероприятия большого размаха, то предмет настоящего изобретения дает возможность выпуска банок одной и той же серии (т.е. банок, которые изготовляются последовательно друг за другом и непрерывно) с различными отпечатанными структурами, например, сюжетами мультфильмов, изображениями животных, именами людей, названиями стран или фотографиями спортивных мероприятий. Короче говоря, отпечатанные структуры или законченные изображения могут быть различного типа и могут зависеть главным образом от креативности создателя банок, поскольку, в свете настоящего изобретения, больше нет никаких технических ограничений, которые требовали бы прерывания процесса печати, чтобы выпускать банки с различными отпечатанными структурами или законченными изображениями внутри одной и той же непрерываемой серии производства.
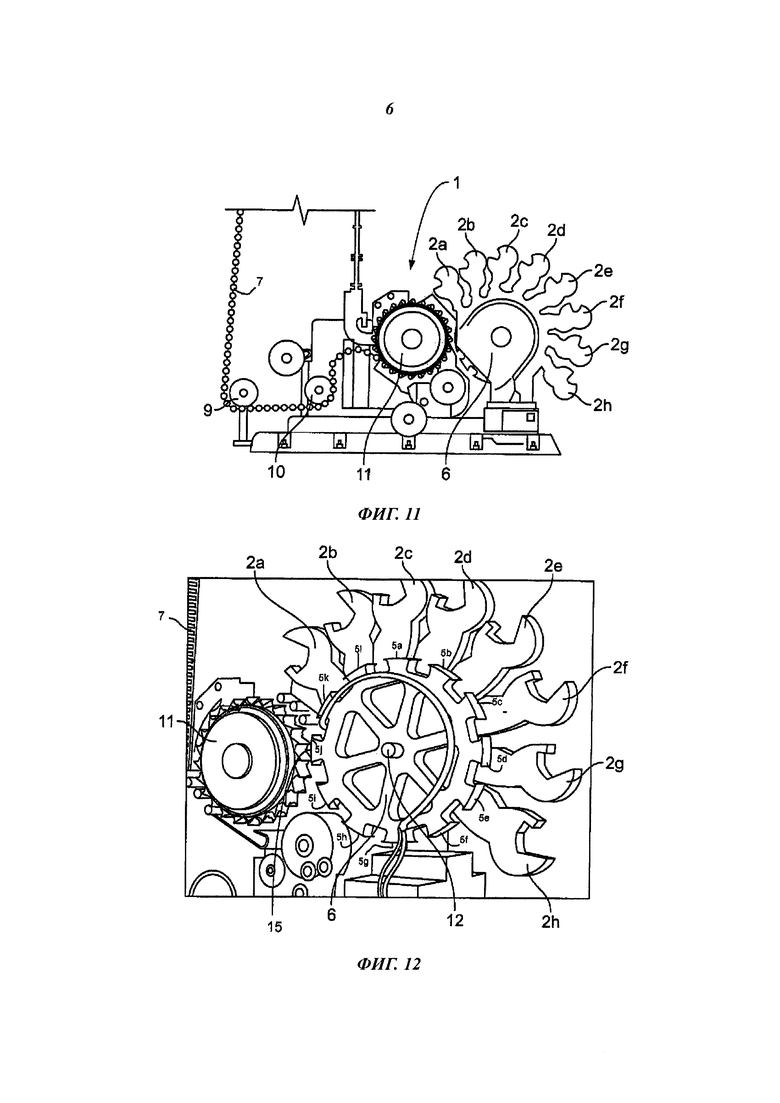
Печатающее устройство 1 можно рассмотреть подробнее согласно фиг. 3, на которой изображена цепь 7 банок, содержащая множество банок 8, которые прикреплены к цепи 7 банок с возможностью вращения. В левой части фиг. 3 можно видеть банки 8, которые приходят с первоначальных производственных операций, главным образом, с операций механической формовки. Указанные банки проходят через первое направляющее колесо 9, а затем через второе направляющее колесо 10. Таким образом, а также с помощью других элементов оборудования (которые в настоящем описании не раскрываются) можно задать направление банкам 8, удерживаемых на цепи 7 банок, чтобы подвести банки к переносящему или шаговому механизму 11.
На шаговом механизме 11 банки затем перемещают по кругу вокруг указанного шагового механизма 11. Хотя банки 8 удерживают на цепи 7 банок, они все равно имеют возможность вращения вокруг их основной оси, т.е. центральной продольной оси, вокруг которой происходила формовка банки.
В правой части фиг. 3 можно видеть восемь картриджей 2а-2h с краской, установленных полукругом относительно одной и той же центральной оси 12. Можно отметить, что в данном варианте осуществления изобретения присутствует ограниченное число резервуаров с красками, но важно подчеркнуть, что это просто вариант проекта, и в нем может быть использовано большее или меньшее число картриджей 2 с краской.
На фиг. 4, которая изображает правую часть фиг. 3, можно видеть более подробно внутреннюю часть печатающего устройства 1. Центральная ось 12 фактически является осью барабана 6 переводных полотен, вблизи части периметра которого радиально расположены картриджи 2а-2h с краской.
Однако картриджи 2а-2h с краской не лежат на барабане 6 переводных полотен, поскольку между каждым картриджем 2a-2h с краской и барабаном 6 переводных полотен находятся соответствующие формные цилиндры 4a-4h. Как говорилось выше, на формных цилиндрах 4a-4h располагаются соответствующие печатные формы, которые содержат выпуклые законченные изображения на своих наружных поверхностях, обращенных к барабану 6 переводных полотен.
Кроме того, печатные формы 4а-4h обеспечивают связь между картриджами 2а-2h с краской и переводными полотнами 5a-5l, расположенными на наружной поверхности барабана 6 переводных полотен. Очевидно, что должно быть обеспечено взаимное расположение/взаимодействие между печатными формами 3a-3h и переводными полотнами 5a-5l, так чтобы переводные полотна 5a-5l могли точным образом взаимодействовать с банками 8, на которых должна производиться печать.
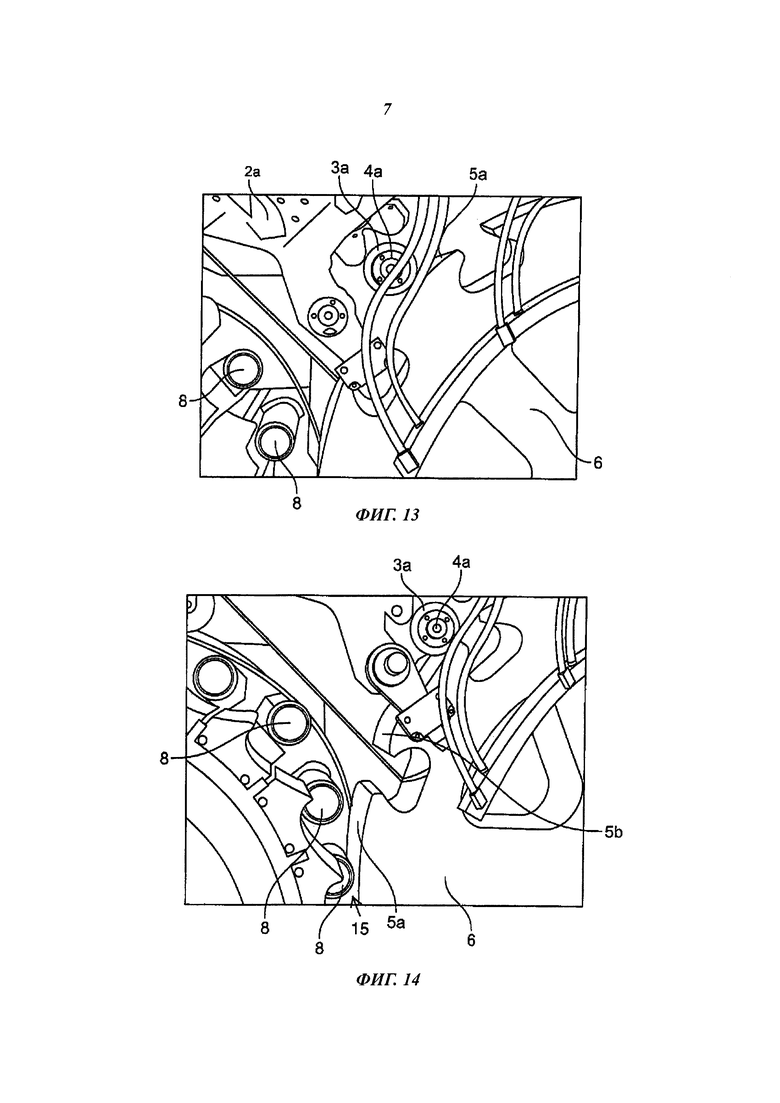
Для примера процесса взаимодействия между компонентами, обеспечивающими печать, на фиг. 5 показана внутренняя часть печатающего устройства 1. Для практических целей будет показана только часть процесса перевода краски для печати, поскольку данный процесс аналогичен для каждого картриджа с краской.
Фиг.5 и 6 могут способствовать лучшему пониманию способа, который также является предметом настоящего изобретения, при котором картридж 2а с краской подает краску на печатную форму 3а, расположенную на формном цилиндре 4а, причем перевод краски происходит главным образом на существующий горельеф, содержащий законченное изображение или отпечатанную структуру.
Формный цилиндр 4а, после вхождения в синхронизированный контакт посредством печатной формы 3а с барабаном 6 переводных полотен, подает краску от своего горельефа на переводное полотно 5а, причем эта операция происходит за счет вращения печатной формы, переводящей краску с горельефа на печатное полотно 5а.
После этого, за счет встречного вращения барабана 6 переводных полотен и шагового механизма 11, переводное полотно 5а, которое получило краску от печатной формы 3а, переводит краску, присутствующую на переводном полотне 5, на банку 8, которая, вращаясь, с некоторым давлением прижимается к переводному полотну 5а.
Следует отметить, что, если на банке 8 необходимо напечатать более одного законченного изображения или различные цвета, то переводному полотну 5а потребуется также пройти через другие печатные формы 3b-3h, находящиеся на соответствующих цилиндрах 4b-4h. То же самое происходит последовательно с другими переводными полотнами 5b-5l, которые содержат законченные изображения, поступающие от любых печатных форм, которые необходимы для получения всех законченных изображений различных цветов на банках 8.
Таким образом, происходит перевод законченных изображений, присутствующих на печатных формах, на переводные полотна, которые в свою очередь переводят краску на банки 8.
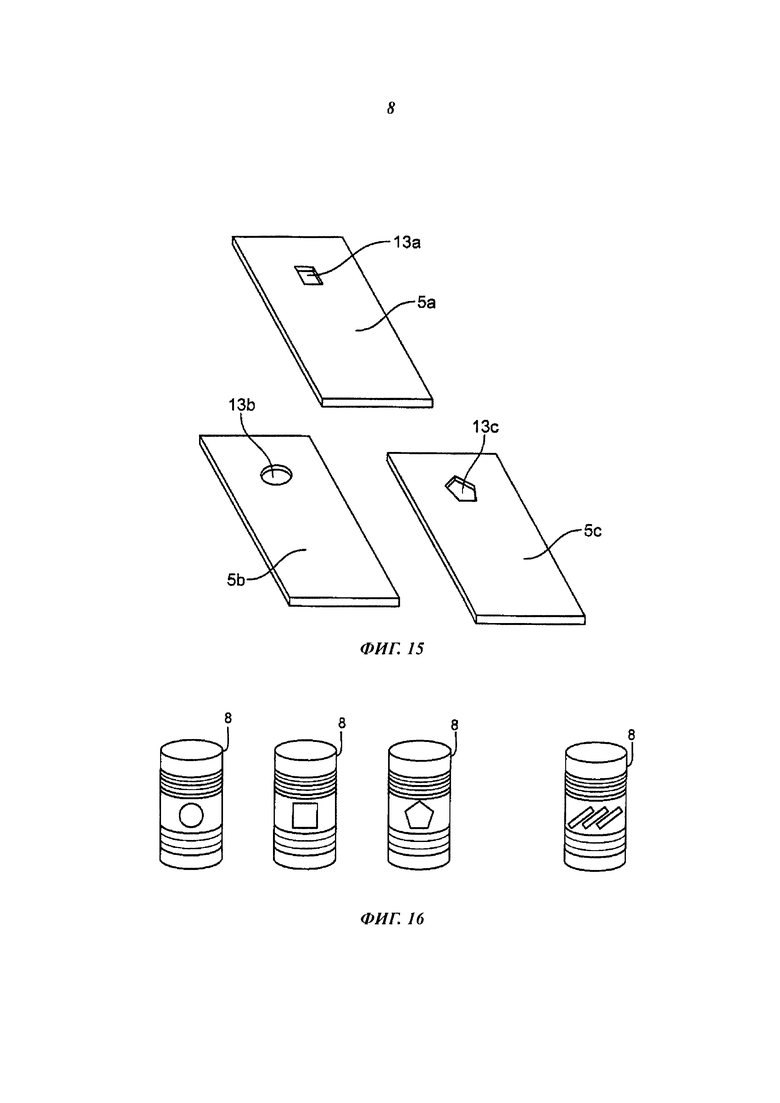
Переводные полотна, соответствующие настоящему изобретению, представлены на фиг. 7.
Обычно, то есть согласно существующим техническим решениям, эти переводные полотна представляют собой лишь гладкие поверхности, которые используют в качестве средств перевода краски с печатных форм 3a-3h на банки 8, на которых должна производиться печать. Однако, согласно настоящему изобретению, переводные полотна также выполняют функцию графического средства, которое влияет на законченные изображения на банках 8, на которых должна производиться печать.
В качестве примера, фиг. 7 изображает только три печатных полотна 5а-5с, но это могут быть и несколько полотен с барельефом в соответствии с требованием для различных законченных изображений на банке 8. Другими словами, число различных законченных изображений или графических изображений, переносимых с переводных полотен на банки, ограничено числом полотен, присутствующих на барабане 6 полотен.
Согласно предпочтительному варианту осуществления настоящего изобретения, выбрано использование барабана переводных полотен с двенадцатью переводными полотнами 5а-5l, но, как говорилось ранее, на фиг. 7 показаны только три полотна.
Очень важно отметить, что переводные полотна 5а-5с содержат соответствующие барельефы 13а-13с, причем барельефы законченных изображений фактически соответствуют барельефу 13а-13с с различными формами. Следовательно, имеется законченное изображение в виде барельефа 13а на полотне 5а, законченное изображение в виде барельефа 13b на полотне 5b, и еще одно законченное изображение в виде барельефа 13с на полотне 5с.
Таким образом, когда имеются три типа полотен 5а-5с с различными законченными изображениями в виде барельефа, оказывается возможным, чтобы все законченные изображения, поступающие с печатных форм, посредством краски были переведены на переводные полотна 5а-5с, и таким образом напечатаны на банках 8.
Однако, поскольку каждое из законченных изображений 13а-13с барельефное, на этих барельефных участках каждого из полотен никакой краски не будет. В барельефной области не будет контакта между полотном и банками 8, на которых должна производиться печать. Действительно, изначальный цвет банки 8 останется в данной области свободным от краски, или свободным от контакта банки 8 и соответствующего полотна, переводящего краску с переводных полотен на банку 8.
Следовательно, если на полотне 5а имеется барельефное законченное изображение 13а, которое в данном примере представляет собой круг, то на банке 8 не будет происходить печати или перевода краски на банку 8 с этой барельефной области. Поэтому на банке 8 создается первое законченное изображение, как показано на фиг. 8, которое для примера имеет форму круга.
Таким образом, следующая банка 8, на которой должна производиться печать, будет также получать краску с печатающих форм, но со следующего полотна. В данном примере переводное полотно 5b содержит барельефное законченное изображение 13b в форме прямоугольника. Таким образом, банка, на которой должна производиться печать, будет содержать второе законченное изображение в виде прямоугольника в изначальном цвете банки.
Если следовать такой же логике, то третья банка, на которой должна производиться печать, также будет получать краску с печатных форм, но от следующего полотна, другого, нежели первые два полотна. Это третье переводное полотно 5с содержит барельефное законченное изображение 13с в форме пятиугольника, так что банка, на которой должна производиться печать, будет содержать третье законченное изображение в виде пятиугольника в изначальном цвете банки.
Как уже отмечалось, число различных законченных изображений на банках будет ограничено только числом полотен, находящихся на барабане 6.
Далее следует подчеркнуть, что законченные изображения, присутствующие на полотнах (и которые представляют собой участки удаленного материала полотен), расположены непосредственно на полотнах без использования на полотне слоя какого-либо другого типа, так что полотно может выполнять функцию печати, т.е. функцию носителя законченного изображения, которое будет присутствовать на банке.
Следует еще раз повторить, барельефы или участки удаленного материала будут отображать отсутствие краски, что позволит видеть изначальный цвет банки, например, цвет алюминия или покрытия другого цвета, которое уже было отпечатано на банке.
Законченное изображение, создаваемое барельефом, будет представлять собой окончательный контур на банке с напечатанным изображением, который обеспечит более четкое законченное изображение, при этом барельеф, присутствующий на полотне, доставит меньше проблем, относящихся к обычным аспектам печати, например, таким как появление пятен краски, размазывание, или других проблем, связанных с высокоточной печатью или детализацией.
На фиг. 8 показано, что способ печати и устройство, соответствующие настоящему изобретению, дают возможность получения более чем трех типов законченных изображений. Это подтверждается последующей банкой с другим законченным изображением в виде трех последовательно расположенных линий.
Очевидно, что законченные изображения или графические структуры не ограничены геометрическими фигурами, напротив, они могут представлять собой любую графику, которую необходимо напечатать на банках 8, например, имена людей, названия команд, рисунки и т.п. В этом отношении, данное ограничение теперь скрыто не в процессе печати, а скорее в креативности тех, кто разрабатывает законченные изображения, предназначенные для отпечатывания на банках.
В свете вышесказанного, оказывается возможным на одной и той же производственной линии без прерывания процесса изготовления получать банки с различными законченными изображениями, что до появления настоящего изобретения было возможно только при условии прерывания работы технологической линии.
Тем не менее, было невозможно с точки зрения логистики с помощью одной и той же последовательности производственных операций получать банки с различными законченными изображениями на одном и том же поддоне, и доставлять такие банки производителям напитков, таким как супермаркеты. Однако, благодаря настоящему изобретению, это стало возможным.
В соответствии с другим вариантом осуществления настоящего изобретения, за счет применения переводных полотен 5а-5l с улучшенными характеристиками барельефа высокой детализации можно получать изображения увеличенного разрешения и/или повышенной сложности. Согласно существующему уровню техники, как говорилось выше, печатные формы 3a-3h содержат детальное изображение в виде горельефа. Горельефное изображение переносят на переводное полотно 5а-5l, которое затем осуществляет печать на банке 8. Как говорилось выше, переводные полотна 5а-5l могут содержать барельефное изображение, причем банка 8 будет содержать область без краски, соответствующую барельефному изображению на переводных полотнах 5а-5l. Например, согласно способу печати, отвечающему существующему уровню техники, печатная форма 3a-3h будет иметь свойство рельефа. Чтобы напечатать на банке, к примеру, текст "BRAND X SODA", печатная форма 3a-3h содержит на свой поверхности горельеф текста "BRAND X SODA". Тогда краска наносится на горельеф поверхности печатной формы в форме "BRAND X SODA".
Согласно настоящему изобретению предполагается, что улучшенные и более гибкие характеристики барельефа высокого разрешения можно получать за счет соответствующей лазерной обработки переводных полотен 5а-5l. Согласно данному варианту осуществления участки полотна 5а-5l удаляют путем лазерной обработки. Посредством лазерной абляции на каждом из переводных полотен 5а-5l могут быть созданы самые разные, детальные рельефные шаблоны высокой сложности, а не только простые формы, о которых шла речь выше.
Например, каждое полотно 5а-5l обычно выполняют из неметаллического материала, такого как резина (или же из полимера или композита) прямоугольной формы с размером стандартного листа бумаги. Каждое полотно обычно имеет толщину 1/8-1/4 дюйма (3,2-6,4 мм). Ретуширование можно осуществлять, изменяя глубину и размер барельефных деталей. На практике печатные области на законченной банке могут быть сделаны светлее или темнее в зависимости от величины поверхности конкретного переводного полотна 5а-5l, которую удаляют в ходе лазерной обработки.
По существу, есть два различных параметра, которые представляют важность для рассматриваемой лазерной обработки: допустимое отклонение резки и шероховатость поверхности. В стандартном технологическом оборудовании для лазерной резки более 5 лет используется сфокусированный лазерный луч. Размер пятна лазерного луча определяет допустимое отклонение и шероховатость поверхности. Более старые машины для лазерной резки, которые были в эксплуатации в течение более 5 лет, имеют диаметр пятна 0,008-0,010 дюймов (0,2-0,3 мм). В более новых машинах для лазерной резки лазерный луч фокусируется в пятно размером 0,001-0,002 дюйма (0,03-0,05 мм). Как правило, используя лазер в соответствии с настоящим изобретением, можно создавать барельефные детали, шероховатость поверхности или глубина которых составляет всего лишь 0,001 дюймов (0,03 мм) или менее.
При создании барельефных деталей высокого разрешения на переводном полотне 5a-5l с использованием аппарата для лазерной резки, указанный аппарат должен точно позиционировать и перемещаться. Поскольку луч перемещается в двух направлениях (например, в системе координат X, Y), скоростью перемещения лазерного луча нужно управлять. Например, если создается прямой рез, скорость движения лазерного луча по поверхности переводного полотна должна быть постоянной. Как только требуется выполнить криволинейный рез или барельефный шаблон, скорость перемещения лазерного луча необходимо изменять, так чтобы сам лазерный луч мог воздействовать на резку. Программа и алгоритмы рассчитывают надлежащую скорость движения лазерного луча по поверхности, когда производится резка. Подходящие переводные полотна были изготовлены лазерной гравировальной установкой от компании Stork® мощностью 420 Вт при скорости около 12 м/с. В результате был получен гладкий рез и гладкая финишная поверхность.
Чтобы избежать результирующего эффекта размытости на готовой банке, вызванного барельефными деталями, получаемыми лазерной абляцией на переводных полотнах 5а-5l, поверхность переводного полотна 5а-5l должна иметь лучшую шероховатость поверхности, что главным образом касается обработки кромки поверхности переводного полотна между барельефной поверхностью, подвергшейся лазерной абляции, и необработанной поверхностью. Чем лучше поверхность кромки, которую создает лазер, тем лучше край отпечатка на готовом продукте. Лучшая шероховатость поверхности дает более чистое, более четкое изображение.
Конечная шероховатость поверхности переводного полотна 5а-5l, обрабатываемого лазером, зависит от толщины переводного полотна 5а-5l перед лазерной обработкой. Более толстое переводное полотно будет иметь более грубую конечную шероховатость поверхности. При более толстых подложках лазерный рез не получается таким гладким.
Однако, в зависимости от алгоритма, скорости и дуги, гладкость лазерного реза может быть улучшена. Когда лазер вырезает дугу сложного профиля, алгоритм будет изменять скорость и характер движения лазерного луча. Это приведет к получению более чистого профиля.
При создании переводных полотен в соответствии с настоящим изобретением размер пятна лазерного луча составлял, как правило, порядка 0,003 дюймов (0,08 мм). Однако такой размер пятна недостаточен для изготовления банок с графическими изображениями высокого разрешения, не содержащими краски, как рассматривается в настоящем описании. Точнее, установлено, что качество барельефного шаблона на переводном полотне страдает, когда размер пятна лазерного луча превышает 0,002 дюйма (0,05 мм). Это приводит к тому, что целевая шероховатость поверхности должна составлять приблизительно 125-250 микродюймов (около 0,002 дюймов или 0,05 мм).
Чтобы иллюстрировать данный аспект изобретения, согласно фиг. 17-23 переводное полотно 5 подвергают лазерной обработке, чтобы получить барельефный прямоугольник 50. Зона А на фиг. 17 представляет угол 54 прямоугольника на верхней поверхности полотна 5, образующий край между участком полотна 5, обработанным лазером, и необработанным участком полотна 5; зона В представляет внутренние углы 66, 68 прямоугольника 50; а зона С представляет обработанную лазером поверхность прямоугольного дна.
Согласно фиг. 18-20, в зоне А качество угла 54 зависит от структуры лазерного луча, точности позиционирования в осях X, Y координат, и материала полотна 5. Как показано на фиг. 18, точный угол 90° получить трудно. Как правило, данный угол имеет определенный радиус закругления, как показано на фиг. 19. Что касается качества уровня края на фиг. 19, то качество края угла 54 зависит от материала, поскольку в процессе лазерной обработки может иметь место выброс материала полотна. Таким образом, контур реза должен находиться в пределах двух параллельных линий, как показано на фиг. 20.
Согласно фиг. 21, в результате лазерной абляции, формирующей прямоугольник 50, теоретически в зоне В получались бы точные внутренние углы 66, 68. Однако, как показано на фиг. 22, в результате измельчения материала, производимого лазером, будут образовываться две отдельных кривизны в углах 66, 68, при этом первый радиус кривизны на краю угла 66 образует контур прямоугольника, а второй радиус кривизны в углу 68 образует дно канавки, получаемой посредством абляции. Эти радиусы конкретно зависят от применяемого лазерного процесса (типа лазера, параметров лазера, типа материала). Как показано на фиг. 23, стенка 70 между углами 66, 68 наклонена под углом 75°-105°, при этом типичный наклон наружу превышает 90°, а точнее составляет 105°±5°. На практике, при формировании сплошного изображения, такого как прямоугольник 50, получаются углы, равные по существу 90°. При формировании микро участков или точек, о чем пойдет речь ниже, стенка 70 будет, как правило, наклонена в соответствии с вышеупомянутыми параметрами.
Кроме того, угол 66, образующий контур прямоугольника, важен для создания графики высокого уровня качества, что будет рассмотрено ниже. Шероховатость поверхности перехода между верхней поверхностью полотна 5, на которую наносится краска посредством печатной формы 3 (горельефный участок), и утопленным участком полотна 5 (барельефный участок) меньше или равна Ra 3,5, предпочтительно меньше Ra 3,5, более предпочтительно Ra 3,0±0,1. Кроме того, наиболее предпочтительная шероховатость поверхности в данной области составляет Rmax 3,33. Были изготовлены отвечающие требованиям полотна, шероховатость поверхности которых Ra 3,03.
В зоне С шероховатость поверхности прямоугольного дна зависит от лазерной технологии и материала полотна. Для получения требуемых результатов предпочтительно, чтобы шероховатость данной поверхности составляла 125-250 дюймов (около 0,002 дюймов или 0,005 мм). Были изготовлены подходящие полотна с шероховатостью поверхности Ra 3,03 (Rmax 3,33), при этом глубина дна составляла приблизительно 0,015 дюймов (0,38 мм). Установлено, что глубина дна около 0,015 дюймов (0,38 мм) хорошо подходит для работы в том смысле, что не происходит перевода краски со дна барельефа на контейнер 8 для напитка, если указанное дно составляет по меньшей мере 0,015 дюймов (0,38 мм).
На фиг. 24 показаны три изготовленных последовательно друг за другом контейнера для напитка, которые могут быть получены с уникальными, отличающимися друг от друга изображениями с высокой детализацией. Данные банки содержат полутоновые изображения, произведенные при помощи трех уникальных полотен 5а-5с, соответствующих настоящему изобретению. Следует отметить, что большая часть деталей изображения достигнута за счет естественного цвета металла металлической банки, и произведена барельефными деталями переводных полотен 5а-5с. В данном примере, по меньшей мере одна из печатных форм содержит сравнительно большой участок верхней поверхности горельефа. Если бы переводные полотна 5а-5с были типовыми полотнами, которые используются в данной области техники, то на банках не было бы никакого другого изображения в области боковой стенки банки, соответствующей участку горельефа печатной формы, кроме как общего черного цвета. Другими словами, кроме изображения рельефа на полотнах 5а-5с, банки содержали бы по меньшей мере очень большой участок черного цвета. Однако, когда в соответствии с настоящим изобретением используются полотна 5а-5с с барельефными деталями, на банках получается изображение из комбинации цветов, содержащей цвет (черный) фона и уникальное изображение с высокой детализацией, сформированное первоначальным цветом банки. Это осуществляется при помощи печатной формы, существенно большая область верхней поверхности которой выполнена в горельефе, на который наносится краска, и который передает краску горельефным участкам полотна (черный цвет). Полотно содержит уникальное изображение с высокой детализацией, вытравленное лазером в виде барельефа. Контейнер для напитка может в остальном содержать детали изображения, создаваемые остальными печатными формами. Другими словами, каждая банка для напитка, изготовленная в последовательности конечного числа банок для напитков, обычно меньше пятнадцати, будет содержать первое изображение, идентичное другим банкам для напитков в указанной последовательности, и второе изображение, уникальное для данной индивидуальной банки для напитка.
На фиг. 25A-D представлены виды спереди соответствующего настоящему изобретению полотна 5a-5d, которые иллюстрируют, как барельефные детали, полученные в соответствии с вышеописанными способами, могут быть использованы для создания изображения с высокой детализацией, когда их используют в сочетании с печатными формами, рассмотренными выше. В данном случае, барельефные детали можно изменять по размеру и расположению, чтобы получать ретуширование и детали, которые в результате дают очень сложное изображение. В соответствии с последующими принципами настоящего изобретения, множество уникальных полотен может быть установлено в вышеописанный ротационный красильный аппарат, в котором непрерывным и последовательным образом может быть получено соответствующее множество разных готовых банок. Например, на показанном полотне изображено лицо человека. На практике аппарат для печати на банках может быть оснащен множеством полотен 5a-5d, например, четырьмя полотнами, причем каждое представляет барельефные детали, уникальные относительно друг друга, чтобы последовательно получать 4 банки, при этом каждая из четырех банок содержит разное изображение. Например, как показано в примере, изображения четырех разных человеческих лиц. Следует отметить, что количество различных последовательно производимых банок ограничено только количеством полотен, которое можно использовать в конкретном печатающем аппарате. В предыдущем примере можно непрерывным и последовательным образом производить от двух до двенадцати различных банок.
Более конкретно, согласно фиг. 25A-D, каждое полотно 5a-5d было обработано лазером с целью удаления участков верхней поверхности 84 каждого полотна 5а-5d. При использовании лазера, луч которого образует пятно размером менее 0,002 дюймов (0,05 мм) очень точное удаление материала полотна дает возможность на верхней поверхности 84 полотен 5a-5d получать участки 88,92 микро горельефа и барельефа. На верхнюю поверхность 84 полотен 5a-5d была нанесена черная краска. Отсюда следует, что на представленных фигурах горельефные детали 88 имеют черный цвет, а барельефные детали 92 более светлые. В результате, банки, на которых последовательно и непрерывно производили печать, содержат уникальные изображения, что ранее в технологии изготовления банок реализовать было нельзя.
Согласно изобретению, законченное изображение может быть нанесено на каждый контейнер в последовательности непрерывно, индивидуально декорируя банки для напитков. Печатные формы могут быть предусмотрены для опосредованной передачи (через переводные полотна) идентичных законченных изображений на каждую банку для напитка в последовательности. Индивидуальные переводные полотна могут содержать горельефные и барельефные детали для передачи на каждую банку в последовательности уникального изображения, так чтобы каждая из двух или более соседних банок в последовательности декорируемых банок для напитков могла содержать некоторую идентичную декорацию или изображение (создаваемое печатными формами) и некоторое уникальное изображение (создаваемое переводными полотнами).
Согласно варианту осуществления настоящего изобретения, а также дополнительно к вышеописанным отличительным признакам, аппарат 1 для печати на банках содержит множество картриджей 2а-2h с краской, предпочтительно разных цветов. В аппарате 1 установлено множество печатных форм 3a-3h с возможностью вращения, предпочтительно, как это было рассмотрено выше. Каждая печатная форма 3a-3h сообщается с соответствующим картриджем с краской из множества картриджей 2a-2h с краской, и содержит законченное изображение в виде горельефа. Первая печатная форма из множества печатных форм 3a-3h содержит первое законченное изображение, содержащее горельефный участок первой печатной формы. Данный горельефный участок содержит часть верхней поверхности первой печатной формы, и приспособлен для приема краски от одного из множества картриджей с краской.
Аппарат 1 также содержит множество переводных полотен 5a-5l. Данное множество переводных полотен 5a-5l установлено в аппарате с возможностью вращения, так что каждое переводное полотно вращается вокруг одной центральной ступицы или оси. Первое переводное полотно на своей верхней поверхности содержит множество барельефных деталей и множество горельефных деталей. Множество барельефных деталей взаимодействует с множеством горельефных деталей, чтобы сформировать второе законченное изображение, содержащее первый образ. Данный первый образ включает в себя штриховой шаблон, чтобы имитировать глубину и контур. Второе переводное полотно на своей верхней поверхности также содержит множество барельефных деталей и множество горельефных деталей. Это множество барельефных деталей взаимодействует с множеством горельефных деталей, чтобы сформировать третье законченное изображение, содержащее второй образ. Второй образ включает в себя штриховой шаблон, чтобы имитировать глубину и контур, которые уникальны относительно первого образа на первом переводном полотне. Горельефные детали первого и второго переводных полотен могут вступать в контакт с первой печатной формой, и принимать от нее краску.
Аппарат 1 также содержит шаговый механизм 11 для банок. Шаговый механизм для банок установлен в аппарате 1 с возможностью вращения, и содержит множество станций для приема банок 8. Шаговый механизм 11 для банок при своем вращении последовательно и непрерывно доставляет множество банок 8 на площадку 15 печати, где первая банка 8 вступает в контакт с первым полотном, и получает от него краску на площадке 15 печати. Шаговый механизм 11 для банок переводит первую банку 8 с площадки 15 печати, и одновременно переводит вторую банку 8 на площадку 15 печати, на которой вторая банка 8 вступает в контакт со вторым полотном и получает от него краску.
В соответствии с другим вариантом осуществления настоящего изобретения, рассматриваемый способ печати обеспечивает последовательный и непрерывный перевод детального изображения на множество банок 8 для напитка на ротационном аппарате 1 сухой офсетной печати. Первая банка 8 для напитка из множества банок 8 для напитка получает первое детальное изображение, а вторая банка для напитка, обрабатываемую аппаратом 1 непосредственно после первой банки 8 для напитка, получает второе детальное изображение, которое является уникальным относительно первого детального изображения.
Барельефные детали создают на первом неметаллическом переводном полотне при помощи лазера с пятном лазерного луча диаметром менее 0,002 дюймов (0,05 мм), чтобы удалить участки верхней поверхности первого неметаллического переводного полотна в первом шаблоне. Первое переводное полотно также содержит горельефные детали, содержащие неудаленные участки верхней поверхности. Барельефные детали также создают на втором неметаллическом переводном полотне при помощи лазера, чтобы удалить участки верхней поверхности второго неметаллического переводного полотна во втором шаблоне, отличным от первого шаблона. Первое и второе неметаллические переводные полотна устанавливают с возможностью вращения на ротационный аппарат сухой офсетной печати.
В ротационном аппарате 1 сухой офсетной печати предусматривают и устанавливают с возможностью вращения множество печатных форм 3a-3h. Каждая печатная форма 3a-3h содержит законченное изображение в виде горельефа. Первая печатная форма из множества печатных форм 3a-3h содержит первое законченное изображение, содержащее горельефный участок на первой печатной форме. Вторая печатная форма из множества печатных форм содержит второе законченное изображение в виде горельефа, отличное от первого законченного изображения первой печатной формы.
На горельефный участок первой печатной формы наносят первое количество краски. Первую печатную форму приводят в контакт с первым неметаллическим переводным полотном. Первую печатную форму вращают против верхней поверхности первого неметаллического переводного полотна. Происходит перевод краски с горельефных участков первой печатной формы на горельефные детали первого неметаллического переводного полотна.
На горельефный участок второй печатной формы наносят второе количество краски. Вторую печатную форму приводят в контакт с первым неметаллическим переводным полотном. Вторую печатную форму вращают против верхней поверхности первого неметаллического переводного полотна. Происходит перевод краски с горельефных участков второй печатной формы на горельефные детали первого неметаллического переводного полотна.
Первую банку для напитка приводят в контакт с первым неметаллическим переводным полотном. Происходит перевод краски с горельефных участков первого неметаллического переводного полотна для формирования первого изображение на первом контейнере для напитка.
На горельефный участок первой печатной формы наносят третье количество краски. Первую печатную форму приводят в контакт со вторым неметаллическим переводным полотном. Первую печатную форму вращают против верхней поверхности второго неметаллического переводного полотна. Происходит перенос краски с горельефных участков первой печатной формы на горельефные детали второго неметаллического переводного полотна.
На горельефный участок второй печатной формы наносят четвертое количество краски. Вторую печатную форму приводят в контакт со вторым неметаллическим переводным полотном. Вторую печатную форму вращают против верхней поверхности второго неметаллического переводного полотна. Происходит перенос краски с горельефных участков второй печатной формы на горельефные детали второго неметаллического переводного полотна.
Вторую банку для напитка приводят в контакт со вторым неметаллическим переводным полотном. Происходит перенос краски с горельефных участков второго неметаллического переводного полотна для формирования второго изображения на втором контейнере для напитка. Второе изображение уникально относительно первого изображения.
Хотя выше был описан предпочтительный вариант осуществления изобретения, следует понимать, что объем настоящего изобретения охватывает и другие возможные варианты, которые ограничиваются только содержанием прилагаемой формулы изобретения, которая включает возможные эквиваленты.
Номера позиций:
1: печатающее устройство;
2а-2h: резервуары с краской;
3a-3h: печатные формы;
4a-4h: формные цилиндры;
5a-5l: переводные полотна;
6: барабан переводных полотен;
7: цепь для банок;
8: банка;
9: первое направляющее колесо;
10: первое направляющее колесо;
11: механизм переноса банок или шаговый механизм для банок;
12: центральная ось;
13а-13с: изображение в виде барельефа;
66: краевой участок, формирующий переход между каждым из множества барельефных деталей и каждой соответствующей горельефной деталью на переводном полотне;
68: краевой участок, формирующий переход напротив края 66;
70: стенка, отделяющая барельефные детали от горельефных деталей на переводном полотне;
80: сложное изображение, представляющее ретуширование;
84: верхняя поверхность переводного полотна;
88: горельефные детали на переводном полотне;
92: барельефные детали на переводном полотне.
Хотя выше были проиллюстрированы и описаны конкретные варианты осуществления изобретения, предполагается возможность существования многочисленных модификаций, которые по существу не выходят за границы идеи изобретения, при этом обеспечиваемый объем охраны ограничен только объемом прилагаемой формулы изобретения.
Изобретение относится к устройству для печати на банках различных печатных шаблонов в пределах одной и той же производственной последовательности без необходимости прерывания процесса производства. Другим предметом настоящего изобретения является способ изготовления банок, в котором используют устройство для печати, банку, производимую с помощью указанного устройства и способа, и переводное полотно, которое представляет собой графическое средство, влияющее на конечные печатные шаблоны, которые должны быть напечатаны на банках. Предложенное решение обеспечивает осуществление печати на всей поверхности банки без возникновения перекрытия красок и без образования дефектов печати. 6 н. и 14 з.п. ф-лы, 26 ил.
1. Устройство (1) для печати на банках, содержащее:
по меньшей мере один картридж (2a-2h) с краской, выполненный с возможностью подачи краски по меньшей мере к одной печатной форме (3a-3h), содержащей первое законченное изображение, причем указанная печатная форма (3a-3h) установлена с опорой на формном цилиндре (4a-4h);
при этом печатная форма (3a-3h) выполнена с возможностью взаимодействия по меньшей мере с двумя переводными полотнами (5a-5l), закрепленными на барабане (6) переводных полотен, для подачи краски из по меньшей мере одного картриджа (2a-2h) с краской на первое законченное изображение; причем указанные по меньшей мере два полотна (5a-5l) установлены подвижно для перевода краски от указанного по меньшей мере одного картриджа (2a-2h) с краской на банки (8);
отличающееся тем, что каждое из указанных по меньшей мере двух переводных полотен (5a-5l) содержит соответственно второе и третье барельефные законченные изображения, не содержащие краски из по меньшей мере одного картриджа (2a-2h) с краской.
2. Устройство (1) для печати на банках по п. 1, отличающееся тем, что первое законченное изображение, присутствующее на печатной форме (3a-3h), выполнено горельефным.
3. Устройство (1) для печати на банках по п. 1 или 2, отличающееся тем, что устройство (1) для печати представляет собой принтер ротационного типа для сухой офсетной печати.
4. Устройство (1) для печати на банках по п. 1 или 2, отличающееся тем, что содержит восемь резервуаров (2а-2h) для краски, выполненных с возможностью взаимодействия с барабаном (6) переводных полотен.
5. Устройство (1) для печати на банках по п. 1 или 2, отличающееся тем, что барабан (6) полотен содержит одиннадцать переводных полотен (5a-5l), расположенных симметрично на наружной поверхности барабана (6) переводных полотен.
6. Способ изготовления банок (8), при котором используют устройство (1) для печати на банках, выполненное по любому из пп. 1-5, отличающийся тем, что содержит этапы:
подают краску от картриджа (2а-2h) с краской к печатной форме (3a-3h), присутствующей на формном цилиндре (4a-4h);
подают краски с печатной формы (3a-3h) на переводное полотно (5a-5l) за счет вращения печатной формы (3a-3h);
переводят краски с переводного полотна (5a-5l) на банку (8);
формируют переводным полотном (5a-5l) на банке (8) законченное изображение от барельефа, присутствующего на переводном полотне (5a-5l).
7. Банка (8), изготавливаемая при помощи устройства (1) и способа, охарактеризованных в любом из пп. 1-6, отличающаяся тем, что содержит законченное изображение, не содержащее краски от барельефа (13а-13с), присутствующего на переводном полотне (5а-5с).
8. Переводное полотно, используемое в устройстве (1) для печати на банках, содержащем:
по меньшей мере один картридж (2а-2h) с краской, выполненный с возможностью подачи краски по меньшей мере к одной печатной форме (3a-3h), содержащей первое законченное изображение, выполненное горельефным, причем указанная печатная форма (3a-3h) установлена с опорой на формном цилиндре (4а-4h);
при этом печатная форма (3a-3h) выполнена с возможностью взаимодействия по меньшей мере с двумя переводными полотнами (5a-5l), закрепленными на барабане (6) переводных полотен, для подачи краски из по меньшей мере одного картриджа (2a-2h) с краской на первое законченное изображение;
причем указанные по меньшей мере два полотна (5a-5l) установлены подвижно для перевода краски от указанного по меньшей мере одного картриджа (2а-2h) с краской на банки (8);
причем каждое из указанных по меньшей мере двух переводных полотен (5a-5l) содержит соответственно второе и третье барельефные законченные изображения, не содержащие краски из по меньшей мере одного картриджа (2а-2h) с краской,
причем указанное переводное полотно отличается тем, что содержит барельефное законченное изображение.
9. Аппарат (1) для печати на банках, содержащий:
множество картриджей (2а-2h) с краской;
множество печатных форм (3a-3h), установленных в указанном аппарате с возможностью вращения, причем каждая печатная форма (3a-3h) выполнена с возможностью сообщения с соответствующим картриджем с краской из множества картриджей (2а-2h) с краской и содержит изображение в виде горельефа, при этом первая печатная форма из множества печатных форм (3a-3h) содержит первое изображение, содержащее участок горельефа первой печатной формы, содержащей участок верхней поверхности первой печатной формы, причем горельефный участок первой печатной формы выполнен с возможностью приема краски от одного из множества картриджей с краской;
множество переводных полотен (5a-5l), причем первое переводное полотно содержит на своей верхней поверхности множество барельефных деталей и множество горельефных деталей, при этом множество барельефных деталей выполнено с возможностью взаимодействия с множеством горельефных деталей для формирования второго изображения, содержащего первый образ, содержащий шаблон ретуширования для имитации глубины и контура, а второе переводное полотно содержит на своей верхней поверхности множество барельефных деталей и множество горельефных деталей, при этом множество барельефных деталей выполнено с возможностью взаимодействия с множеством горельефных деталей для формирования третьего изображения, содержащего второй образ, содержащий шаблон ретуширования для имитации глубины и контура, уникальный относительно первого образа на первом переводном полотне, и причем горельефные детали на первом и втором переводных полотнах выполнены с возможностью вхождения в контакт с первой печатной формой и приема подаваемой от нее краски; и
шаговый механизм (11) для банок, установленный в указанном аппарате с возможностью вращения и содержащий множество станций для приема в них банок, причем шаговый механизм (11) для банок выполнен с возможностью при вращении последовательной и непрерывной доставки множества банок (8) на площадку (15) печати, при этом с возможностью приведения первой банки (8) контакт с первым полотном и получения от него краски на площадке (15) печати и при этом с возможностью переведения шаговым механизмом (11) для банок первой банки (8) с площадки (15) печати и одновременного переведения второй банки (8) на площадку (15) печати с приведением второй банки (8) в контакт со вторым полотном и получения от него краски.
10. Аппарат для печати на банках по п. 9, отличающийся тем, что краевой участок, формирующий переход между каждым из множества барельефных деталей и каждым из соответствующих горельефных деталей, имеет радиус кривизны.
11. Аппарат для печати на банках по п. 9, отличающийся тем, что шероховатость поверхности барельефных деталей первого и второго переводных полотен составляет от 125 до 250 микродюймов.
12. Аппарат для печати на банках по п. 9, отличающийся тем, что стенка, отделяющая барельефные детали от горельефных деталей на каждом из переводных полотен - первом и втором наклонена вверх от барельефной детали к горельефной детали под углом более 90°.
13. Аппарат для печати на банках по п. 9, отличающийся тем, что барельефные детали на первом и втором переводных полотнах сформированы при помощи лазера с лучом, образующим пятно диаметром менее 0,002 дюймов.
14. Аппарат для печати на банках по п. 9, отличающийся тем, что стенка, отделяющая барельефные детали от горельефных деталей на каждом из переводных полотен - первом и втором наклонена вверх от барельефной детали к горельефной детали под углом более 90°, и края первого и второго переводных полотен между стенкой и горельефными и барельефными деталями имеют радиус кривизны.
15. Аппарат для печати на банках по п. 9, отличающийся тем, что множество печатных форм (3a-3h) содержит вторую печатную форму, содержащую четвертое изображение, содержащее горельефный участок второй печатной формы, содержащий участок верхней поверхности второй печатной формы, при этом горельефный участок второй печатной формы выполнен с возможностью приема краски от одного из множества картриджей с краской, причем первое изображение отлично от четвертого изображения.
16. Аппарат для печати на банках по п. 9, отличающийся тем, что шероховатость поверхности краевого участка, формирующего переход между каждой из множества барельефных деталей и каждой из соответствующих горельефных деталей, менее чем или равна Ra 3,5.
17. Аппарат для печати на банках по п. 9, отличающийся тем, что шероховатость поверхности краевого участка, формирующего переход между каждым из множества барельефных деталей и каждым из соответствующих горельефных деталей, соответствует Rmax 3,33.
18. Аппарат для печати на банках по п. 9, отличающийся тем, что шероховатость поверхности краевого участка, формирующего переход между каждым из множества барельефных деталей и каждым из соответствующих горельефных деталей, соответствует Ra 3,0±0,1.
19. Аппарат для печати на банках по п. 9, отличающийся тем, что барельефные детали имеют глубину по меньшей мере 0,015 дюймов (0,38 мм).
20. Способ последовательного и непрерывного перевода детального изображения на множество банок (8) для напитка на ротационном аппарате (1) сухой офсетной печати на банках для напитка, при котором первая банка (8) для напитка из множества банок (8) для напитка получает первое детальное изображение, а вторая банка для напитка, обработанная аппаратом (1) сразу после первой банки (8) для напитка, получает второе детальное изображение, уникальное относительно первого детального изображения, при этом способ содержит этапы, на которых:
создают барельефные детали на первом неметаллическом переводном полотне при помощи лазера с лазерным лучом, образующим пятно диаметром менее 0,002 дюймов (0,05 мм), для удаления участков верхней поверхности первого неметаллического переводного полотна в первом шаблоне, при этом первое переводное полотно содержит горельефные детали, содержащие неудаленные участки верхней поверхности;
создают барельефные детали на втором неметаллическом переводном полотне при помощи лазера для удаления участков верхней поверхности второго неметаллического переводного полотна во втором шаблоне, отличном от первого шаблона;
устанавливают первое и второе неметаллические переводные полотна с возможностью вращения в ротационный аппарат сухой офсетной печати;
устанавливают множество печатных форм (3a-3h) с возможностью их вращения в ротационный аппарат сухой офсетной печати, причем каждая печатная форма (3a-3h) содержит законченное изображение в виде горельефа, при этом первая печатная форма во множестве печатных форм (3a-3h) содержит первое законченное изображение, содержащее горельефный участок первой печатной формы, содержащий участок верхней поверхности первой печатной формы, а вторая печатная форма во множестве печатных форм содержит второе законченное изображение в виде горельефа, отличное от первого законченного изображения первой печатной формы;
наносят первое количество краски на горельефный участок первой печатной формы;
наносят второе количество краски на горельефный участок второй печатной формы;
приводят первую печатную форму в контакт с первым неметаллическим переводным полотном;
вращают первую печатную форму по верхней поверхности первого неметаллического переводного полотна;
осуществляют перевод краски с горельефных участков первой печатной формы на горельефные детали первого неметаллического переводного полотна; приводят вторую печатную форму в контакт с первым неметаллическим переводным полотном;
вращают вторую печатную форму по верхней поверхности первого неметаллического переводного полотна;
осуществляют перевод краски с горельефных участков второй печатной формы на горельефные детали первого неметаллического переводного полотна;
приводят первую банку для напитка в контакт с первым неметаллическим переводным полотном;
осуществляют перевод краски с горельефных участков первого неметаллического переводного полотна, чтобы сформировать первое изображение на первом контейнере для напитка;
наносят третье количество краски на горельефный участок первой печатной формы;
наносят четвертое количество краски на горельефный участок второй печатной формы;
приводят первую печатную форму в контакт со вторым неметаллическим переводным полотном;
вращают первую печатную форму по верхней поверхности второго неметаллического переводного полотна;
осуществляют перевод краски с горельефных участков первой печатной формы на горельефные детали второго неметаллического переводного полотна;
приводят вторую печатную форму в контакт со вторым неметаллическим переводным полотном;
вращают вторую печатную форму по верхней поверхности второго неметаллического переводного полотна;
осуществляют перевод краски с горельефных участков второй печатной формы на горельефные детали второго неметаллического переводного полотна; и
приводят вторую банку для напитка в контакт со вторым неметаллическим переводным полотном; и
осуществляют перенос краски с горельефных участков второго неметаллического переводного полотна, чтобы сформировать второе изображение на второй банке для напитка, причем второе изображение уникально относительно первого изображения.
| WO 9209435 A1, 11.06.1992 | |||
| Самопишущий манометр | 1985 |
|
SU1262316A1 |
| СПОСОБ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ ОБРАЗЦОВ | 2000 |
|
RU2196314C2 |

