Изобретение относится к сельскохозяйственному машиностроению и, в частности, к устройствам для получения кормовых гранул из стебельчатой массы, полученной после уборки зерноуборочным комбайном зерновых культур.
Известна линия производства гранулированных кормов (см. патент РФ №2469624, кл. A23KN 17/00, 2012 г.) включающая три параллельно установленные технологические линии или модуля, один из которых для компонентов подлежащих экструдированию, другой - для компонентов не подлежащих экструдированию и третий модуль для экструдирования отходов с зерновым наполнителем.
Наиболее близким техническим решением является линия производства экструдированных гранул (патент РФ №2302337, A23P 1/12, 2007 г.), включающая бункеры для загрузки сырья, модуль предварительной обработки сырья, содержащий шнековые элементы с перфорированными поверхностями, модуль экструдер и модуль для обработки и сушки гранул.
Общими недостатками известных технических решений являются ограниченные технологические возможности, отсутствие устройств для измельчения материалов, а также значительные энергозатраты.
Техническим результатом являются расширение технологических возможностей и снижение энергозатрат.
Технический результат достигается тем, что в устройстве для получения кормовых гранул из стебельчатой массы включающем бункеры для загрузки сырья, модуль предварительной обработки сырья, содержащий шнековые элементы с перфорированными поверхностями, модуль-экструдер и модуль для обработки и сушки гранул, согласно изобретению модуль предварительной обработки сырья имеет режущий элемент для стебельчатой массы изготовленный в виде винтовых ножниц, смонтированных из вращающихся наружного винтового перфорированного ротора с винтовыми нижними лезвиями одного постоянного шага и размещенного внутри него внутреннего винтового ротора с винтовыми верхними лезвиями другого постоянного шага, причем наружный винтовой перфорированный ротор снабжен винтовыми линиями и выполнен по периметру в виде многозаходной винтовой перфорированной поверхности с винтовыми канавками внутри в виде карманов криволинейной формы, с центрами кривизны карманов криволинейной формы, расположенными внутри его поперечного сечения, и изготовлен из трех и более одинаковых перфорированных полос прямоугольной формы, скрученных в продольном направлении относительно продольной оси и изогнутых по винтовой линии в поперечном направлении на цилиндрической оправке, с образованием по периметру наружного винтового ротора трех и более внутренних криволинейных перфорированных поверхностей выпуклой формы с центрами кривизны внутри наружного винтового ротора и образованием внутри него напусков в виде винтовых нижних лезвий винтовых ножниц по всей длине от входного до выходного отверстия, по всей длине наружного винтового перфорированного ротора смонтирован внутренний винтовой ротор, выполненный по периметру в виде пустотелой цилиндрической винтовой поверхности с наружными напусками в виде винтовых верхних лезвий роторных винтовых ножниц по всей длине винтовой поверхности, изготовленной из трех или более одинаковых полос прямоугольной формы, свернутых в вертикальной плоскости в продольном направлении и изогнутых по винтовым линиям в поперечном направлении на цилиндрической оправке и соединенных между собой с образованием снаружи по периметру винтовой поверхности напусков в виде винтовых нижних лезвий роторных винтовых ножниц по всей длине винтовых криволинейных поверхностей, в виде винтовых канавок вогнутой формы относительно оси винтовой поверхности внутреннего винтового ротора с центрами кривизны, расположенными снаружи поперечного сечения винтовой поверхности внутреннего винтового ротора, модуль-экструдер изготовлен в виде размещенного в перфорированном корпусе шнека с валом, имеющим диаметр, увеличивающийся в сторону расширительной камеры, к которой большим основанием присоединен конусообразный мундштук с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой, а модуль для обработки и сушки гранул изготовлен в форме вращающегося перфорированного конического барабана, по периметру смонтирован из шести и более перфорированных полос трапециевидной формы с разными размерами по ширине с увеличением их по длине свернутых в вертикальной плоскости в продольном направлении относительно своих продольных осей и изогнутых в поперечном направлении по винтовым линиям на конической оправке и согнутых по зонам ослабленного сечения-надреза со скошенными стенками, выполненными посредством фрезерования или обработкой давлением, расположенными на перфорированных полосах под углом 60° попеременно один к другому с обеих сторон перфорированных полос, с образованием по периметру, направленных навстречу друг другу винтовых линий и винтовых перфорированных поверхностей с переменным шагом, причем эти поверхности расположены по многозаходным винтовым линиям и снабжены приспособлением для подачи и отвода горячих газов, при этом каждый модуль снабжен индивидуальным приводом.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявляемому, что позволяет судить об изобретательском уровне устройства для получения кормовых гранул из стебельчатой массы.
Новизна предлагаемого изобретения заключается в том, что такое конструктивное оформление устройства позволяет обеспечить измельчение стебельчатой массы, ее экструдирование, измельчение и последующую сушку кормовых гранул в одном агрегате, что расширяет технологические возможности, упрощает изготовление, сборку и эксплуатацию, а также обеспечивает снижение энергоемкости процесса получения кормовых гранул из стебельчатой массы.
Новизна усматривается в том, что агрегат смонтирован из отдельных трех модулей, что упрощает обслуживание и повышает ремонтопригодность, так как в поле обеспечивает быструю замену вышедшего из строя модуля.
Новизна усматривается в том, что модуль предварительной обработки сырья обеспечивает за счет режущего элемента измельчение стебельчатой массы, который изготовлен в виде винтовых ножниц, смонтированных из двух вращающихся наружного винтового перфорированного ротора с винтовыми нижними лезвиями винтовых ножниц и размещенного внутри него внутреннего винтового ротора с винтовыми верхними лезвиями роторных винтовых ножниц, что расширяет технологические возможности, упрощает изготовление, сборку и эксплуатацию, а также обеспечивает снижение энергоемкости процесса измельчения.
Новизна заключается в том, что наружный винтовой перфорированный ротор снабжен винтовыми линиями и выполнен по периметру в виде многозаходной винтовой поверхности с винтовыми канавками внутри в форме карманов криволинейной формы, с центрами кривизны карманов криволинейной формы, расположенными внутри его поперечного сечения, и изготовлен из трех и более одинаковых перфорированных полос прямоугольной формы, скрученных в продольном направлении относительно продольной оси и изогнутых по винтовой линии в поперечном направлении на цилиндрической оправке, с образованием по периметру наружного винтового перфорированного ротора трех и более внутренних криволинейных поверхностей выпуклой формы с центрами кривизны внутри наружного винтового перфорированного ротора и образованием внутри него напусков в виде винтовых нижних лезвий роторных винтовых ножниц по всей длине от входного до выходного отверстия, что расширяет технологические возможности и обеспечивает снижения энергоемкости процесса измельчения.
Новизна заключается также в том, что верхние лезвия роторных ножниц выполнены винтовыми в виде внутреннего винтового перфорированного ротора, выполненного по периметру в виде пустотелой цилиндрической винтовой поверхности с наружными напусками в виде винтовых верхних лезвий роторных винтовых ножниц по всей длине винтовой поверхности, изготовленной из трех или более одинаковых полос прямоугольной формы, свернутых в вертикальной плоскости в продольном направлении и изогнутых по винтовым линиям в поперечном направлении на цилиндрической оправке и соединенных между собой с образованием снаружи по периметру винтовой поверхности напусков в виде винтовых нижних лезвий роторных винтовых ножниц по всей длине криволинейных поверхностей, в виде винтовых канавок вогнутой формы относительно оси винтовой поверхности внутреннего винтового ротора с центрами кривизны, расположенными снаружи поперечного сечения винтовой поверхности внутреннего винтового ротора, что расширяет технологические возможности и обеспечивает снижение энергоемкости процесса измельчения.
Новизна состоит в том, что агрегат для резки стебельчатой массы снабжен питателем, жестко смонтированным с наружным винтовым перфорированным ротором, выполненным в виде снабженной конусной обечайки, внутри которой жестко закреплена двухступенчатая винтовая навивка, ступень большого диаметра конической формы которой не менее чем двумя витками закреплена жестко в конусной обечайке, а ступень меньшего диаметра винтовой навивки цилиндрической формы смонтирована консольно и жестко скреплена с винтовой навивкой конической формы большого диаметра, причем шаг витков большого диаметра в 1,5 и более раза меньше шага витков меньшего диаметра.
Новизна заключается в том, что модуль-экструдер изготовлен в виде размещенного в перфорированном корпусе шнека с валом, имеющим диаметр, увеличивающийся в сторону расширительно камеры, к которой большим основанием присоединен конусообразный мундштук, с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой, что расширяет технологические возможности.
Новизна заключается в том, что модуль для обработки и сушки гранул изготовлен в форме вращающегося перфорированного барабана конической формы, по периметру смонтирован из шести и более перфорированных полос трапециевидной формы с разными размерами по ширине с увеличением их по длине, свернутых в вертикальной плоскости в продольном направлении относительно своих продольных осей и изогнутых в поперечном направлении по винтовым линиям на конической оправке и согнутых по зонам ослабленного сечения-надреза со скошенными стенками, выполненными посредством фрезерования или обработкой давлением; расположенными на перфорированных полосах под углом 60° попеременно один к другому с обеих сторон перфорированных полос, с образованием по периметру и по внутренней поверхности направленных навстречу друг другу винтовых линий и винтовых перфорированных поверхностей с переменным шагом, снабженного приспособлением для подачи и отвода горячих газов, что расширяет технологические возможности
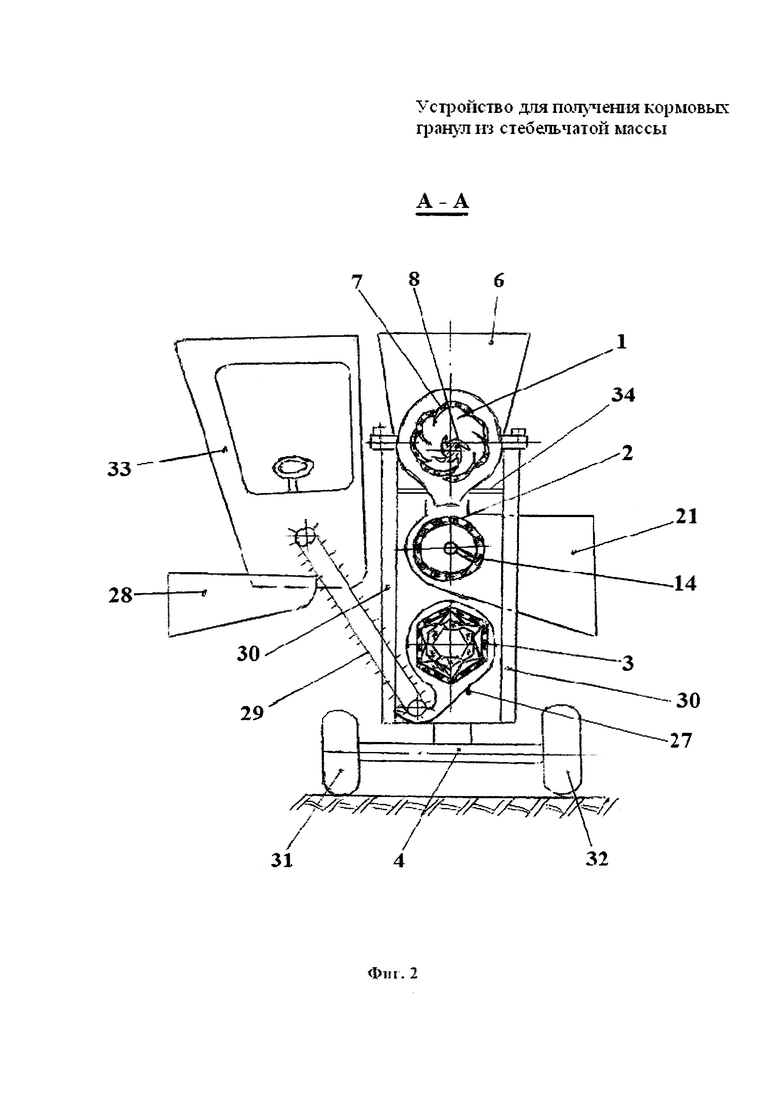
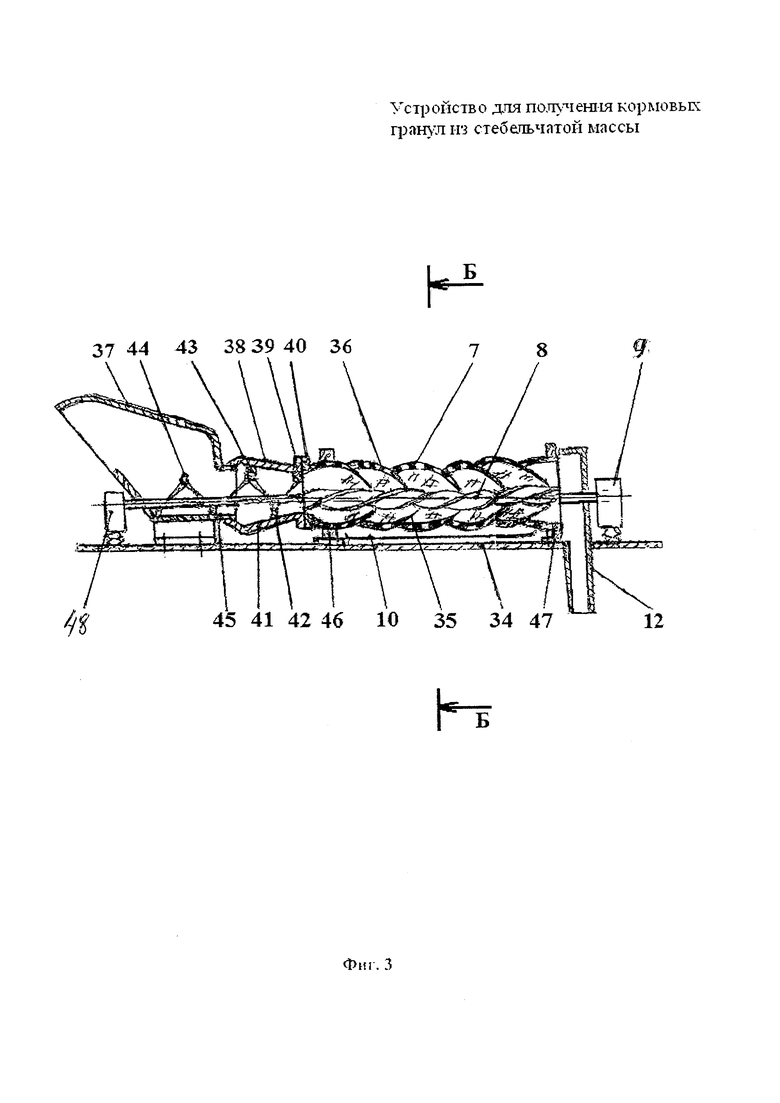
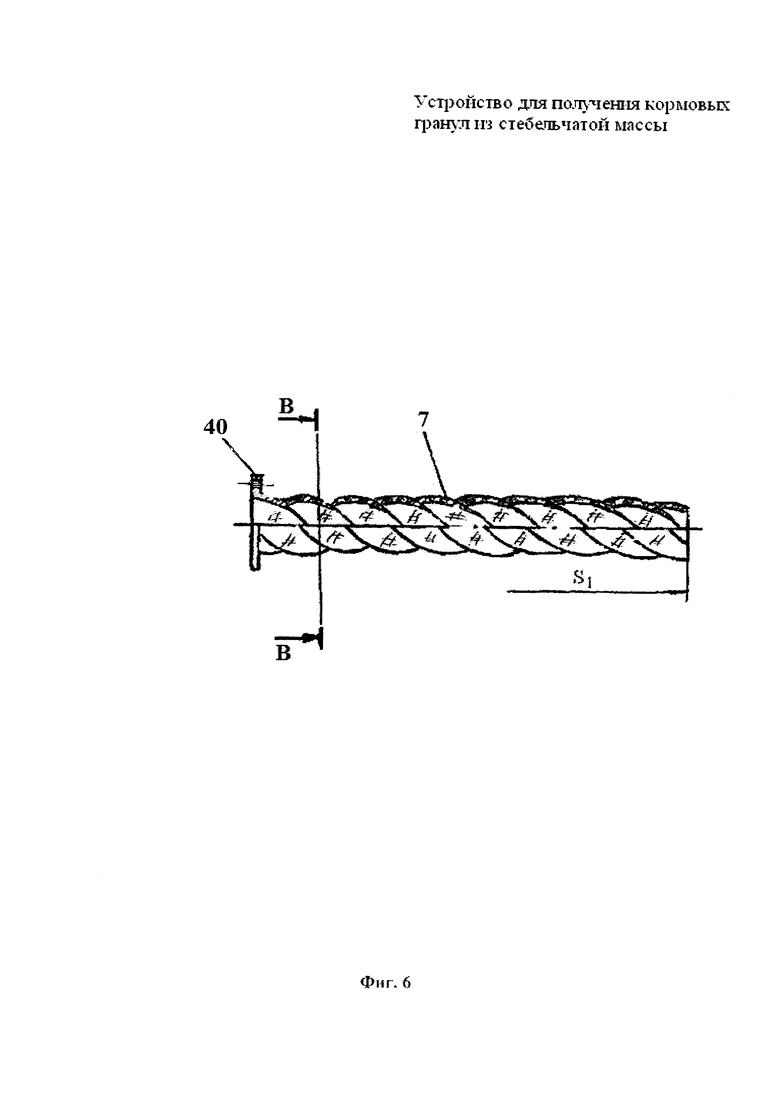
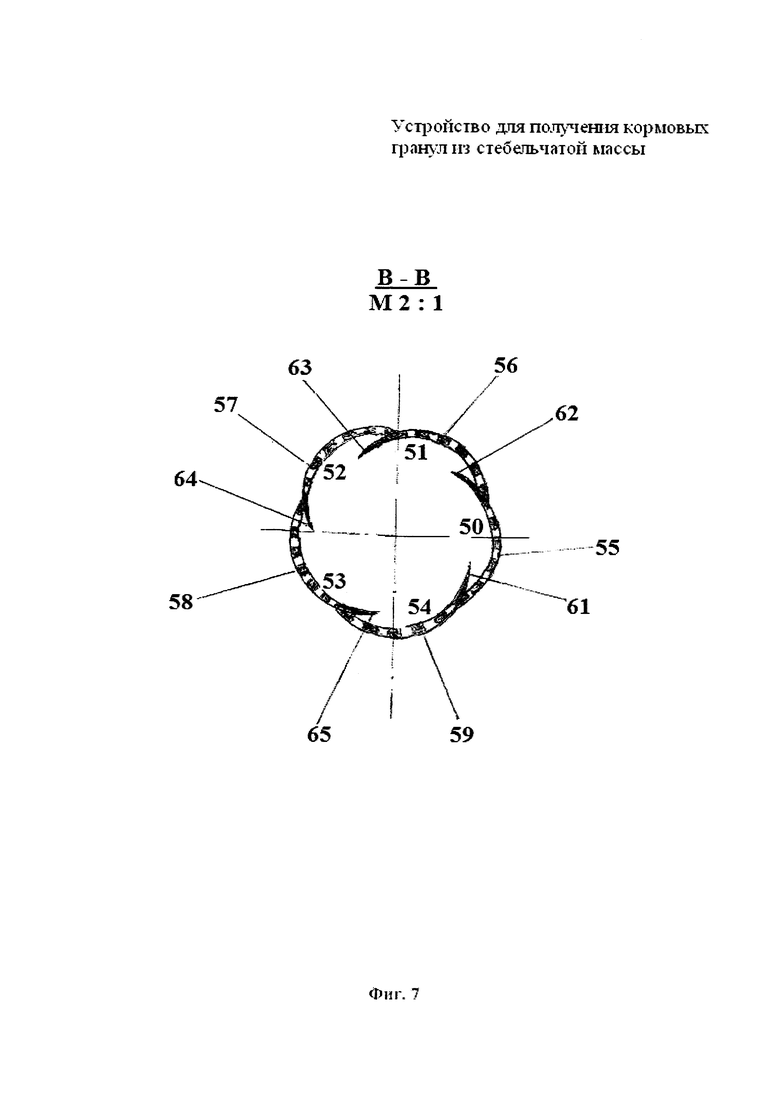
Сущность изобретения поясняется чертежами, где: на фиг. 1 изображено устройство для получения кормовых гранул из стебельчатой массы, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - модуль для обработки сырья - стебельчатой массы, вид сбоку; фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - питатель в сборе, вид сбоку; фиг. 6 - наружный винтовой ротор, вид сбоку; на фиг. 7 - сечение В-В на фиг. 6; на фиг. 8 - одна из перфорированных полос с напуском прямоугольной формы; на фиг. 9 - сечение Г-Г на фиг. 8; на фиг. 10 - одна из перфорированных полос с напуском прямоугольной формы, скрученная в продольном направлении, общий вид; на фиг. 11 - одна из перфорированных полос с напуском прямоугольной формы, скрученная в продольном направлении и изогнутая по винтовой линии в поперечном направлении на цилиндрической оправке, общий вид; на фиг. 12 - разрез D-D на фиг. 11; на фиг. 13 - внутренний винтовой ротор в сборе с осью, вид сбоку; на фиг. 14 - внутренний винтовой ротор без оси, общий вид; на фиг. 15 - разрез Е-Е на фиг. 14; на фиг. 16 - одна из полос с напуском; на фиг. 17 - сечение Ж-Ж на фиг. 16; на фиг. 18 - одна из полос с напуском, скрученная в продольном направлении, общий вид; на фиг. 19 - одна из полос с напуском, скрученная в продольном направлении и изогнутая по винтовой линии в поперечном направлении на цилиндрической оправке, общий вид; на фиг. 20 - разрез З-З на фиг. 19; на фиг. 21 - разрез З-З на фиг. 20; на фиг. 22 - модуль-экструдер, вид сбоку, общий вид; на фиг. 23 - расширительная камера и мундштук с фильерой второго модуля; на фиг. 24 - расширительная камера и экструдер второго модуля; на фиг. 25 - модуль обработки и сушки гранул в виде средства для измельчения гранул до заданного размера и сушки, общий вид; на фиг. 26 - перфорированного конического барабана третьего модуля; на фиг. 27 - вид А на фиг. 26; на фиг. 28 - одна из трапециевидных перфорированных полос, общий вид; на фиг. 29 - сечение К-К на фиг. 28; на фиг. 30 - одна из трапециевидных перфорированных полос, скрученная в продольном направлении, общий вид; на фиг. 31 - одна из трапециевидных перфорированных полос, скрученная в продольном направлении и изогнутая на конусной оправке, общий вид.
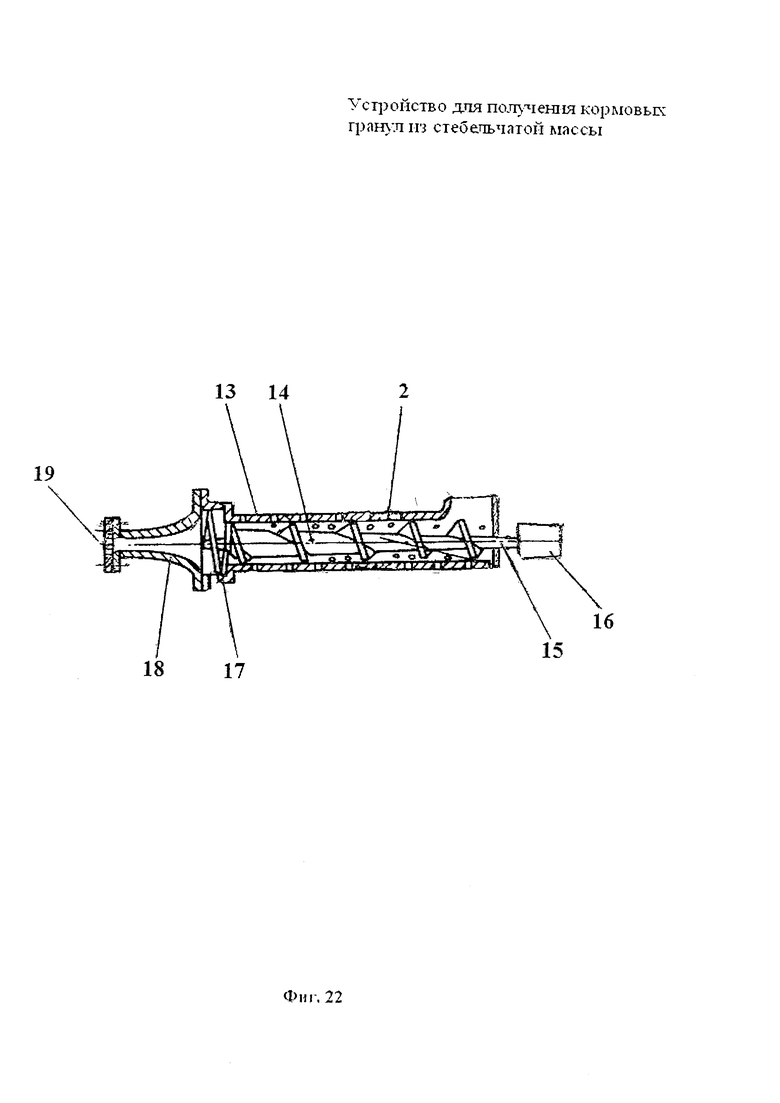
Устройство для получения кормовых гранул из стебельчатой массы содержит три модуля: модуль предварительной обработки сырья 1 для измельчения стебельчатой массы, модуль-экструдер 2, модуль обработки и сушки гранул 3, смонтированные на мобильном средстве 4, узел подачи стебельчатой массы в виде наклонного элеватора 5. Верхний конец элеватора сообщен посредством перегрузочного бункера 6 с входной частью модуля 1, смонтированного из вращающихся наружного винтового ротора 7 (привод на чертеже не показано) с перфорированными стенками и размещенного внутри него внутреннего винтового ротора 8, вращающегося от привода 9. Под перфорированным наружным винтовым ротором 7 закреплен поддон 10 для отвода жидкой фракции. Модуль 1 имеет торцевое выгрузное отверстие 11, через которое стебельчатая измельченная масса с помощь склиза 12 поступает внутрь модуля-экструдера 2 изготовленного в виде размещенного в перфорированном корпусе 13 шнека 14 с валом 15, связанный с приводом 16. Шнек 14 имеет диаметр, увеличивающийся в сторону расширительной камеры 17. К расширительной камере 17 большим основанием присоединен конусообразный мундштук 18 с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой 19. Корпус экструдера снабжен охлаждающей рубашкой (на чертеже фиг. 1, фиг. 2 не показано). Пространство под перфорированным корпусом экструдера ограниченно желобом 20 и сообщается с ним бункером 21 (фиг. 2) для жидкой фракции. Под фильерой 19 экструдера установлен приемный бункер 22, через который сырые гранулы поступают в модуль 3 в виде вращающегося от привода 23 перфорированного конического форм барабана 24 - средства для измельчения до заданного размера и сушки, внутренняя поверхность которого расположена по многозаходным винтовым линиям, снабженного приспособлением 25 для подачи и отвода горячих газов. Готовые гранулы направляются через выгрузные отверстия 26 в приемный лоток 27. Подача гранул из последнего в накопитель 28 осуществляется посредством элеватора 29. Приводы 9, 16 и 23 выполнены индивидуальными, что позволяет соответствующим средством и экструдеру работать независимо в оптимальных режимах на каждой стадии получения гранул.
Устройство для получения кормовых гранул из стебельчатой массы выполнено в виде мобильного прицепного агрегата (фиг. 1, фиг. 2) содержащего мобильное средство 4, имеющее вертикальные боковые стенки 30, опирающиеся на два ведущих колеса 31, установленных спереди и имеющих относительно большой диаметр, и на два задних 32 управляемых колеса. Кроме того мобильный прицепной агрегат (фиг. 2) содержит платформу с кабиной 33 для водителя,
Первый модуль 1 для измельчения стебельчатой массы закреплен на плите 34 (фиг. 2, фиг. 3, фиг. 4), прикрепленной к боковым стенкам 30 и изготовлен в виде винтовых ножниц, смонтированных из вращающихся наружного винтового перфорированного ротора 7 с винтовыми нижними лезвиями 35 с постоянным шагом S1 (фиг. 6) винтовых ножниц и размещенного внутри него внутреннего винтового ротора 8 с винтовыми верхними лезвиями 36 с постоянным шагом S2 (фиг. 13) винтовых ножниц, При этом шаг S1 не равен шагу S2. Первый модуль 1 для измельчения стебельчатой массы содержит устройство для загрузки 37 с питателем 38, жестко соединенным с наружным винтовым ротором 7 с помощью фланцев 39 и 40. Питатель 38 (фиг. 3, фиг. 5) выполнен в форме конусной обечайки 41, внутри которой жестко закреплена двухступенчатая винтовая навивка 42, ступень большого диаметра конической формы 43 которой не менее чем полтора витками закреплена жестко в конусной обечайке 41, а ступень меньшего диаметра винтовой навивки 44 цилиндрической формы смонтирована консольно и жестко соединена с винтовой навивкой конической формы большого диаметра 43, вмонтирована в приемную воронку 45 устройства для загрузки 37, которая то же жестко закреплена на плите 34.
Наружный винтовой перфорированный ротор 7 покоится с возможностью вращения на опорах 46 и 47, закрепленных то же жестко на плите 34 и снабжен приводом (на чертежах не показано). Внутри наружного винтового перфорированного ротора 7 смонтирован внутренний винтовой ротор 8, который с возможностью вращения от привода 9 и покоится так же с другой стороны в опоре 48. Опора 48 и привод 9 упруго закреплены на плите 34. На плите 34 закреплен так же склиз 12 - приемное устройство 12 (фиг. 3) для приема и передачи во второй модуль разрезанной стебельчатой массы, (на фиг. 1 это приемное устройство показано позицией 12 в виде склиза), а также закреплен поддон 10 для отвода жидкой фракции.
Наружный винтовой перфорированный ротор 7 (фиг. 6 фиг. 7), выполнен по периметру в виде многозаходной винтовой перфорированной поверхности с винтовыми канавками внутри в виде, например шести карманов криволинейной формы на фиг. 4, или как на фиг. 6 и фиг. 7 пяти карманов 50, 51, 52, 53, 54 (фиг. 7) с центрами кривизны криволинейной формы, расположенными внутри его поперечного сечения. На фиг. 4 показан наружный винтовой перфорированный ротор 7 с винтовыми нижними лезвиями винтовых ножниц и с шестью карманами криволинейной формы. На фиг. 6 и фиг. 7 показан наружный винтовой перфорированный ротор 7, изготовленный из трех и более одинаковых перфорированных полос прямоугольной формы, например пяти 55, 56, 57, 58, 59, скрученных в продольном направлении, например, как перфорированная полоса 55 (фиг. 8, фиг. 9), скрученная (фиг. 10) относительно продольной оси 01-01 и изогнутых по винтовой линии в поперечном направлении на цилиндрической оправке 60 (фиг. 11, фиг. 12), с образованием по периметру наружного винтового ротора 7 трех и более, например пяти криволинейных перфорированных поверхностей выпуклой формы (фиг. 7), с центрами кривизны внутри наружного винтового перфорированный ротора 7 и образованием внутри него напусков в виде нижних винтовых лезвий 61, 62, 63, 64, 65 по всей длине наружного винтового перфорированного ротора 7.
Таким образом, наружный винтовой перфорированный ротор 7 с винтовыми нижними лезвиями 61, 62, 63, 64, 65 винтовых ножниц выполнен по периметру в виде многозаходной винтовой перфорированной поверхности с винтовыми канавками, например на фиг. 7 пятью 50, 51, 52, 53, 54 из трех и более, например на фиг. 6 и фиг. 7 из пяти полос прямоугольной формы 55, 56, 57, 58, 59, с образованием по периметру наружного винтового перфорированного ротора 7 внутренних криволинейных поверхностей выпуклой формы с центрами кривизны внутри наружного винтового ротора 7 и образованием внутри него напусков в виде нижних винтовых лезвий 61, 62, 63, 64, 65 по всей длине наружного винтового перфорированного ротора 7. При этом образуются внутри наружного винтового перфорированного ротора 7 винтовые канавки в виде перфорированных карманов криволинейной формы 50, 51, 52, 53, 54 с центрами кривизны, расположенными внутри поперечного сечения наружного винтового перфорированного ротора 7 (фиг. 7).
Каждая из перфорированных полос прямоугольной формы (например, на фиг. 8 полоса 55) выполнена с напуском 66 и с боковыми кромками 67 и 68. Напуск 66 показан на фиг. 8 отделенным, например, от перфорированной полосы 55, штриховой линией 69. Боковая кромка 67 (фиг. 7) заточена с образованием режущей кромки - винтовых лезвий под углом α. Перфорированная полоса 55 скручена по винтовой линии в продольном направлении (фиг. 11) относительно продольной оси O1-O1 и изогнута по винтовой линии в поперечном направлении на цилиндрической оправке 60 (фиг. 11, фиг. 12).
Полосы 55, 56, 57, 58, 59 с напусками 61, 62, 63, 64, 65 после сгиба снимают с оправки 60 (фиг. 11, фиг. 12) и соединяют друг с другом боковой кромкой 68 одной полосы со штриховой линией 69 другой полосы известными методами, например сваркой, с образованием по периметру винтовых линий и винтовых поверхностей в виде винтовых перфорированных канавок-карманов 50, 51, 52, 53, 54 с постоянным шагом S1 (фиг. 6). Например, полоса 55 своей боковой кромкой 68 (фиг. 7) соединена с полосой 59 по штриховой линии 69 с выпуклой ее стороны, например сваркой, в свою очередь, полоса 59 соединена своей винтовой кромкой 68 с полосой 58 по ее штриховой линии 69 и т.д., с образованием многозаходной винтовой поверхности в виде пустотелого наружного винтового перфорированного ротора 7 с напусками в виде нижних винтовых лезвий 61, 62, 63, 64, 65 по всей длине наружного винтового ротора 7.
Внутри наружного винтового перфорированного ротора 7 смонтирован внутренний винтовой ротор 8, который с помощью оси 70 (фиг. 13) получает вращение от привода 9 (фиг. 1). С противоположной стороны внутренний винтовой ротор 8 с помощью оси 70 вращается в опоре 48. Опора 48 и привод 9 упруго закреплены на плите 34. Внутренний винтовой ротор 8 жестко посажен на ось 70 (фиг. 13).
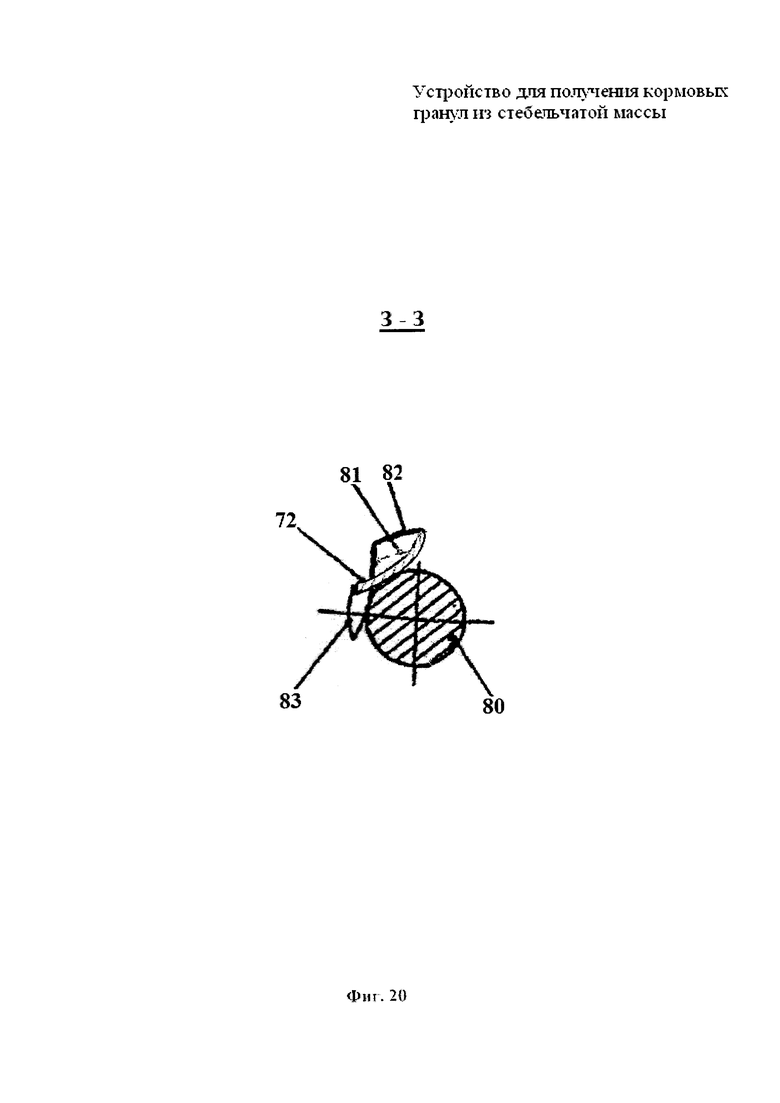
Внутренний винтовой ротор 8 с верхними винтовыми лезвиями винтовых ножниц, снабженный винтовыми линиями с шагом S2, (фиг. 13, фиг. 14, фиг. 15) может быть выполнен из трех и более полос с напусками 71 (фиг. 16), например восьми полос 72, 73, 74, 75, 76, 77, 78, 79, скрученных по винтовой линии в продольном направлении (фиг. 18) и изогнутых в поперечном направлении (фиг. 19, фиг. 20, фиг. 21) на цилиндрической оправке 80. Напуск 71 (фиг. 16) отделен от полосы, например полосы 72, штриховой линией 81. Шаг S2 на равен шагу S1.
Каждая из полос 72, 73, 74, 75, 76, 77, 78, 79 скручена в продольном направлении относительно собственной оси симметрии О2-О2, например как показанная на фиг. 16 полоса 72 с продольными боковыми кромками 82 и 83, у которой зафиксирован в горячем или холодном состоянии один из концов полосы, повернут относительного другого конца полосы в заданном направлении. Скрученную таким образом полосу размещают на цилиндрическую оправку 80, как например, на фиг. 17 полосу 72 и изгибают так, чтобы кромки 82 и 83 полосы 72 разместились в поперечном направлении по винтовым линиям. При этом полоса 72 деформируется и ее либо снимают с оправки 80, либо фиксируют на ней в деформированном положении. Аналогичным образом обрабатывают остальные полосы. Далее, деформированные таким образом полосы 72, 73, 74, 75, 76, 77, 78, 79 размещают на оправке 80, как на фиг. 20. Боковая кромка 82 (фиг. 17) заточена с образованием режущей кромки - винтовых лезвий под углом β.
Полосы 72, 73, 74, 75, 76, 77, 78, 79 с напусками после сгиба снимают с оправки 80 (фиг. 19) и соединяют друг с другом боковой кромкой 83 одной полосы со штриховой линией 81 другой полосы известными методами, например сваркой, с образованием по периметру винтовых линий и винтовых поверхностей в виде винтовых канавок-карманов с центрами кривизны, расположенными вне поперечного сечения внутреннего винтового ротора 8. Например, полоса 72 своей боковой кромкой 83 (фиг. 15) соединена с полосой 73 по штриховой линии 81 с ее выпуклой стороны, например сваркой, в свою очередь полоса 73 соединена своей боковой кромкой 83 с полосой 74 по ее штриховой линии 81 и т.д., с образованием многозаходной винтовой поверхности в виде внутреннего винтового ротора 8 с напусками, в виде нижних винтовых лезвий 84, 85, 86, 87, 88, 89, 90, 91 по всей длине внутреннего винтового ротора 8.
Таким образом, модуль 1 выполнен в виде роторных винтовых ножниц, смонтированных из вращающихся в одну сторону или навстречу друг другу наружного винтового ротора 7 с винтовыми нижними лезвиями роторных ножниц и размещенного внутри внутреннего винтового ротора 8 с верхними винтовыми лезвиями роторных винтовых ножниц.
Модуль - экструдер 2 (фиг. 1, фиг. 22) изготовлен в виде перфорированного корпуса 13, шнека 14 с валом 15, связанным с приводом 16. Шнек 14 имеет диаметр, увеличивающийся в сторону расширительной камеры 17, которая выполнена с отверстиями 92 для отвода газов закрытым фильтром 93. К расширительной камере 17 большим основанием присоединен конусообразный мундштук 18 с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой 19. Корпус экструдера снабжен охлаждающей рубашкой 94 (фиг. 24). Пространство под перфорированным корпусом экструдера ограниченно желобом 20 и сообщается с бункером 21 (фиг. 2) для жидкой фракции. Под фильерой экструдера установлен приемный бункер 22, через который сырые гранулы поступают в третий модуль.
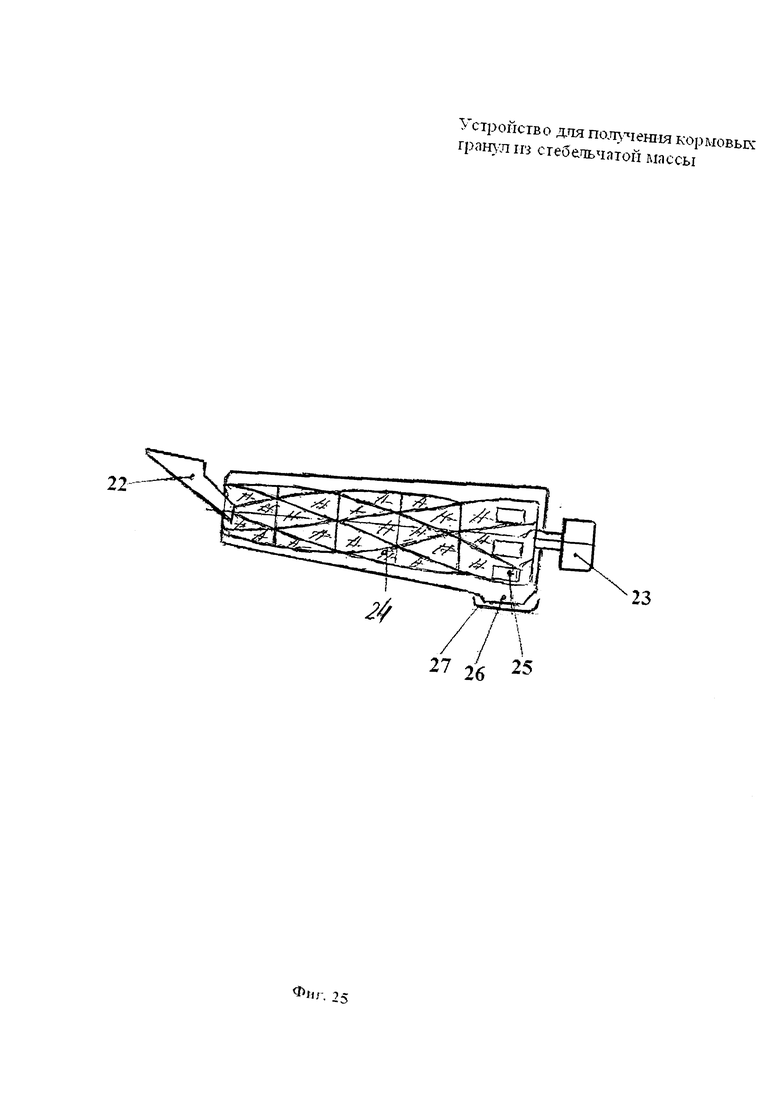
Третий модуль 3 (фиг. 1, фиг. 25) выполнен в форме вращающегося от привода 23 перфорированного конического барабана 24 в виде средства для измельчения гранул до заданного размера и сушки. Внутренняя поверхность перфорированного конического барабана 24 расположена по многозаходным винтовым линиям и снабжена приспособлением 25 для подачи и отвода горячих газов. Готовые гранулы направляются через выгрузные отверстия 26 в приемный лоток 27. Подача гранул из последнего в накопитель 28 осуществляется посредством элеватора 29 (фиг. 1).
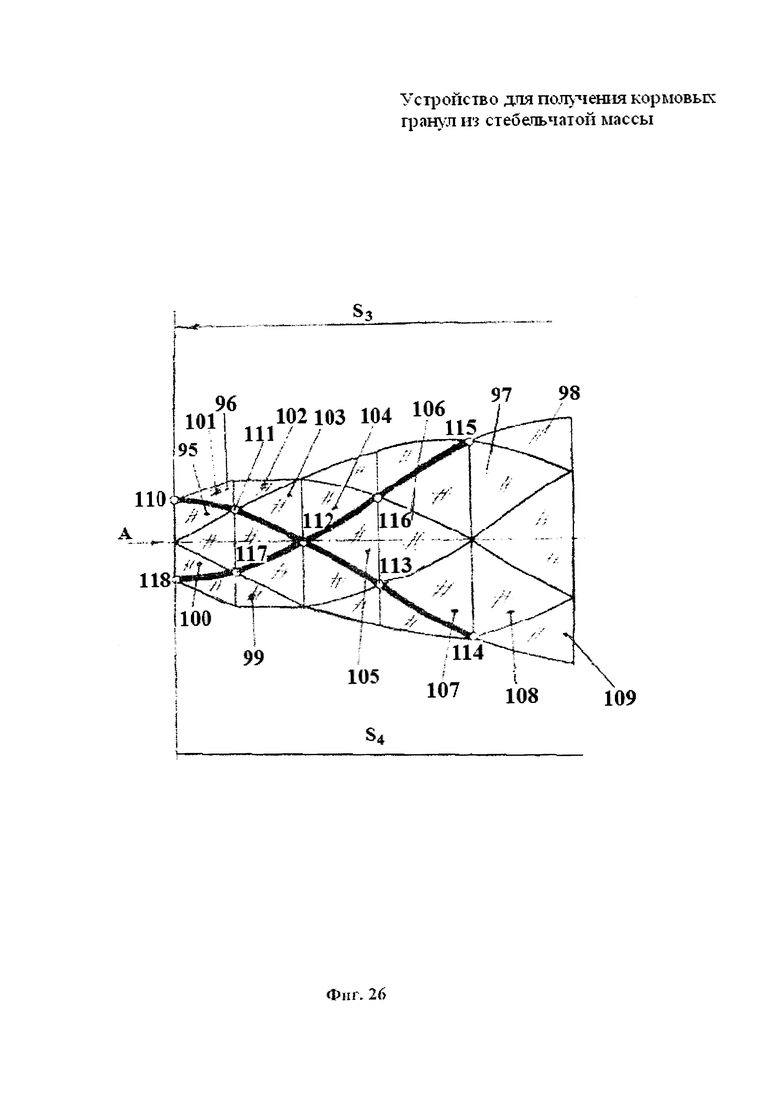
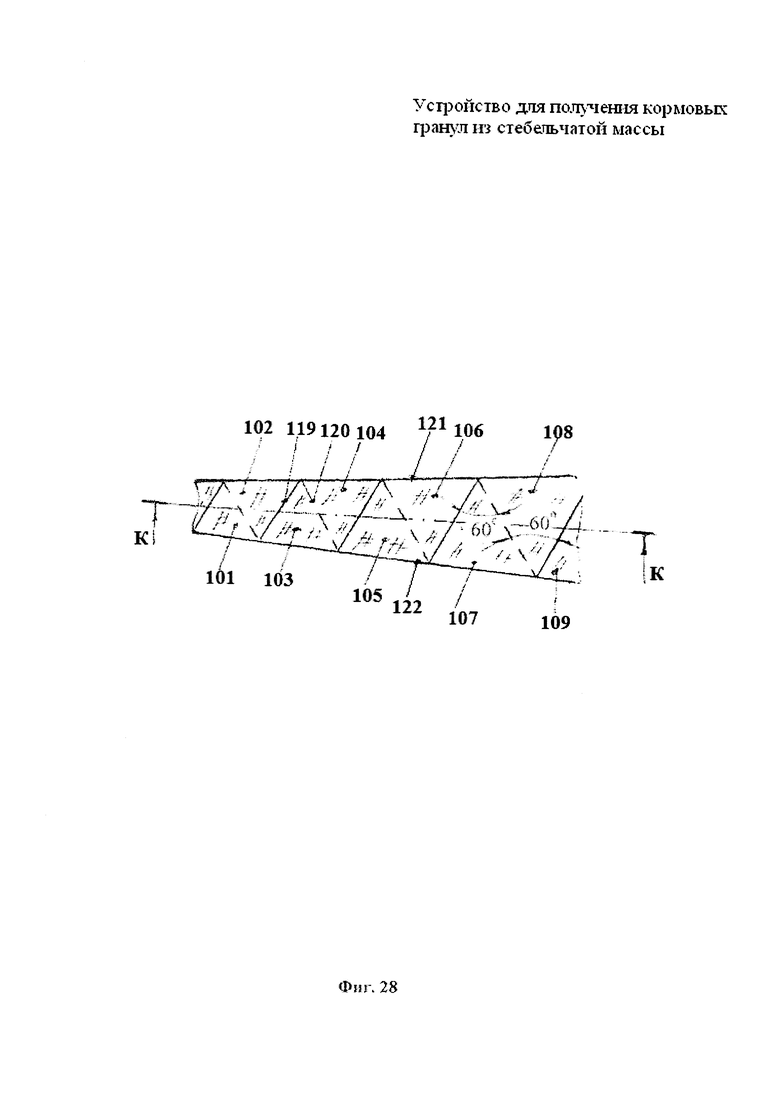
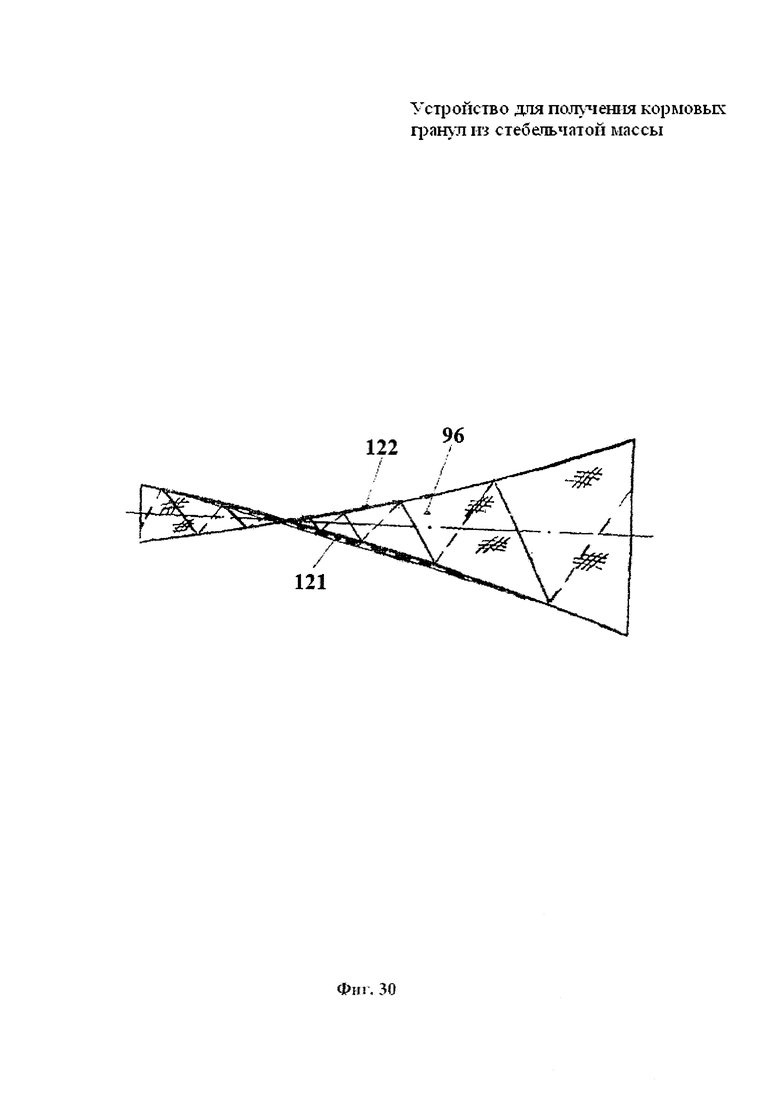
Перфорированный конический барабан 24 (фиг. 2, фиг. 3) выполнен из перфорированных полос 95, 96, 97, 98, 99, 100 переменной ширины (фиг. 28) с надрезами (фиг. 28, фиг. 29), скрученных не только в вертикальной плоскости в продольном направлении относительно собственной оси симметрии перфорированной полосы (фиг. 30), но и в поперечном направлении на конической оправке 123 (фиг. 31) по винтовым линиям. Так как перфорированные полосы 95, 96, 97, 98, 99, 100 имеют переменную ширину (фиг. 28), то перфорированный конический барабан 24 (фиг. 26, фиг. 27) имеет переменное продольное сечение и переменное проходное поперечное сечение по длине перфорированного конического барабана 24 Кроме того, перфорированные полосы 95, 96, 97, 98, 99, 100 выполнены ребристыми в продольно-поперечном направлении, образуя по периметру перфорированного конического барабана 24 (фиг. 26, фиг. 27) чередующие треугольные перфорированные грани, например перфорированные грани 101, 102, 103, 104, 105, 106, 107, 108, 109 и т.д., для перфорированной полосы, например 96. При этом каждые две смежные перфорированные грани, например 102 и 103, 104 и 105 и т.д., расположены под тупым углом одна к другой с наружной и внутренней сторон перфорированных полос 95, 96, 97, 98, 99, 100 пересекаются между собой с образованием винтовых линий основного направления шагом S3, например 110-111-112-113-114, на наружной поверхности и винтовых канавок по внутренней поверхности перфорированного конического барабана 24, а также по наружной поверхности перфорированного конического барабана 24 впадин и выступов между смежных перфорированных граней, например 102 и 103, 104 и 105 и т.д., расположенных под тупым углом одна к другой. На фиг. 26 и фиг. 27 одна из винтовых линий с переменным увеличивающимся шагом S3 основного направления 110-111-112-113-114 показана утолщенной линией. На наружной поверхности перфорированного конического барабана 24 образуются также винтовые канавки и винтовые линии противоположного направления с переменным увеличивающимся шагом S4, например 115-116-112-117-118 (фиг. 26, фиг. 27), тоже показана утолщенной линией. Винтовые линии по наружной поверхности перфорированного конического барабана 24 имеют одинаковые обозначения позиций с соответствующими им канавками на внутренней поверхности, причем винтовые канавки и винтовые линии перфорированного конического барабана 24 могут иметь различное число заходов и различные шаги винтовых линий.
На перфорированных полосах 95, 96, 97, 98, 99, 100 перед свертыванием выполняют надрезы 119, 120 со скошенными стенками, расположенными попарно под углом один к другому, как например на фиг. 28, фиг. 29 посредством фрезерования, обработки давлением и т.п. Геометрия и величина углов Δ, ξ, σ, τ, ν, χ скосов надрезов и их взаимное расположение соответствует числу заходов и величинам шагов винтовых линий противоположного направления. Надрезы 119, 120 создают (фиг. 28, фиг. 29) попеременно с противоположных сторон каждой перфорированной полосы. Затем относительно продольной оси каждую из перфорированных полос 95, 96, 97, 98, 99, 100 скручивают в вертикальной плоскости относительно продольной оси перфорированной полосы. На фиг. 30 показана одна из перфорированных полос, например 96, скрученная в вертикальной плоскости вдоль своей продольной оси, с расположенными по винтовым линиям вдоль продольной оси боковыми кромками 121 и 122. Затем, предварительно, скрученную в вертикальной плоскости относительно продольной оси перфорированную полосу, например 96, помещают на коническую оправку 123 (фиг. 31) и изгибают так, чтобы боковые кромки 121 и 122 (фиг. 31) разместились по винтовым линиям и в поперечном направлении. Скручивание каждой перфорированной полосы трапециевидной формы обеспечивает дополнительное искривление поверхности перфорированного конического барабана 24, благодаря чему интенсифицируется процесс взаимодействия гранул друг с другом и с перфорированными стенками (гранями) перфорированного конического барабана 24. После изгиба в поперечном сечении на конической оправке каждая перфорированная полоса повернута относительно продольной оси перфорированного конического барабана 24 так, что ее кромки образуют и в поперечном направлении полосы винтовые линии с одинаковым шагом для всех перфорированных полос. После этого перфорированную полосу 96 деформируют и снимают с оправки 123. Аналогичным образом обрабатывают остальные перфорированные полосы, например 95, 97, 98, 99, 100. Далее все деформированные перфорированные полосы 95, 96, 97, 98, 99, 100 совмещают и соединяют известными методами, например сваркой. Так как перфорированные полосы, из которых смонтирован перфорированный конический барабан 24, свернуты не только в продольном, но и в поперечном направлении, то по периметру перфорированного конического барабана 24 образованы различные по шагу направленные навстречу друг другу винтовые внутренние перфорированные поверхности и в местах их соединения винтовые канавки. Образование сложной внутренней перфорированной поверхности в виде сочетания двух криволинейных поверхностей, в каждой точке которых возникают разнонаправленные составляющие движения, повышает интенсивность движения гранул и расширяет технологические возможности перфорированного конического барабана 24. Третий модуль 3 работает следующим образом. В перфорированный конический барабан 24 через приемный бункер 22 беспрерывно загружаются гранулы. При вращении перфорированного конического барабана 24 гранулы, подлежащие измельчению до заданного размера и сушки захватываются внутренними смежными перфорированными гранями, например 102 и 103, 104 и 105 и т.д., расположенными под тупым углом одна к другой и работая как полки, смонтированные по винтовым линиям под некоторым углом друг к другу, поднимают порции гранул на определенную высоту и бросают их навстречу друг другу под углом не только к направлению движения этих порций, но и под углом движущихся стенок перфорированного конического барабана 24. Т.е. по достижению определенной высоты под действием гравитационных сил и образовавшегося угла естественного откоса гранулы движутся навстречу друг к другу под определенными углами и к стенкам вращающегося перфорированного конического барабана 24 и перемещаются в сторону выгрузки. Происходит интенсивное их измельчение и сушка подаваемых посредством приспособления 25 внутрь барабана 24 потоков подогретого воздуха (источник подогрева воздуха на чертежах не показано).
Так как поверхность перфорированного конического барабана 24 непрерывна, то и непрерывен процесс движения последующих порций гранул, которые поднимаются вверх и падают вниз, движутся под разными углами. Поскольку внутренняя поверхность перфорированного конического барабана 24 криволинейна, то каждая порция гранул перемещается по своему вектору направления в сторону выгрузки, что, в значительной степени, интенсифицирует процесс смешивания, дробления и перетирания гранул друг с другом и с перфорированными стенками конического барабана 24, повышает интенсивность смешивания гранул, расширяет технологические возможность, обеспечивает самоочистку перфорированных стенок конического барабана 24. Так как из-за криволинейности перфорированного конического барабана 24 значительно расширен диапазон изменений результирующих векторов перемещений гранул, то каждая гранула движется по разным векторам направления, что обеспечивает большую вероятность столкновений в начальный момент отрыва этих гранул от стенок перфорированного конического барабана 24, где они обладают определенным запасом кинетической энергии и движутся с большой кинетической энергией, поэтому и обеспечивается интенсификация процесса смешивания, дробления и перетирания гранул друг с другом и их сушка, при этом обеспечивается не только интенсивное перемешивание гранул, но и обеспечивается их измельчение на меньшие фракции. Длина траектории движении (амплитуда) гранул в значительной степени зависит от диаметра перфорированного конического барабана 24 от углов наклона его стенок друг к другу и к оси вращения. Частота движения и соударений гранул определяется не только частотой вращения перфорированного конического барабана 24, но и количеством плоских элементов по ее периметру. Поэтому в предлагаемой конструкции третьего модуля 3 обеспечивается повышение частотных характеристик в десятки раз, расширяются технологические возможности, обеспечивается самоочистка перфорированных граней перфорированного конического барабана 24. Так как по длине перфорированного конического барабана 24 от загрузки к выгрузке меняется многократно форма и размеры поперечного сечения, имеющего форму многоугольника, то обеспечивается многократное периодическое поджатие масс гранул, что увеличивает интенсивность смешивания, энергоемкость соударений, расширяет технологические возможности и обеспечивается самоочистка перфорированных граней перфорированного конического барабана 24. Таким образом, при вращении перфорированного конического барабана 24 гранулы совершают сложно пространственное движение по винтовым траекториям, происходит измельчение гранул и их сушка. При движении вдоль оси перфорированного конического барабана 24 готовые гранулы направляются через выгрузные отверстия 26 в приемный лоток 27. Подача гранул из последнего в накопитель 28 осуществляется посредством элеватора 29 (фиг. 1, фиг. 2).
В процессе поступательного перемещения мобильного агрегата захватывают известными подборщиками скошенную стебельчатую массу и транспортируют элеватором 5 к верху в бункера 6 с входной частью модуля 1 для измельчения стебельчатой массы. В модуле 1 стебельчатая масса измельчается, при этом процесс измельчения сопровождается выделением из нее жидкой фракции, которая с помощью поддона 10 выводится в бункер 21, а измельченная стебельчатая масса из первого модуля 1 поступает с помощью склиза 12 во второй модуль 2, где происходит ее экструдирование посредством шнека 14, сопровождающееся сжатием измельченной стебельчатой массы, ее нагревом и дальнейшим окончательным отделением остаточной жидкой фракции через перфорации корпуса 13, затем расширением в расширительной камере 17 с расщеплением волокон и последующим закручиванием волокон в конусообразном мундштуке 18. Из фильеры 19 стебельчатая масса выходит в виде разновеликих гранул. В процессе экструдирования осуществляется охлаждение гранул жидкой фракцией, направляемой после отжима в охлаждающую рубашку 94 и дальше в бункер 21, а из расширительной камеры 17 производится отвод газов через отверстия 92 и фильтр 93. После фильеры 19 гранулы с помощью бункера 22 загружаются третий модуль 3 внутрь вращающегося перфорированного барабана 24, в котором в результате взаимодействия с неровностями его внутренней поверхности происходит измельчение гранул до заданного размера и одновременно их равномерная сушка горячими газами, что доводит их прочность до нормы. Готовые гранулы из приемного лотка 27 элеватором 29 транспортируются в накопитель 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ СОЛОМЕННОЙ МУКИ | 2015 |
|
RU2603031C1 |
| АГРЕГАТ ДЛЯ РЕЗКИ СОЛОМЫ И РАЗНОТРАВЬЯ | 2016 |
|
RU2626634C1 |
| ЗЕРНОУБОРОЧНЫЙ КОМБАЙН ПРЯМОТОЧНЫЙ | 2013 |
|
RU2535946C1 |
| ПРЯМОТОЧНЫЙ ЗЕРНОУБОРОЧНЫЙ КОМБАЙН | 2008 |
|
RU2391808C1 |
| ЗЕРНОУБОРОЧНЫЙ КОМБАЙН | 2010 |
|
RU2435358C1 |
| Комбайн для приготовления гранул из навозной массы | 2016 |
|
RU2622258C1 |
| КОМБАЙН ЗЕРНОУБОРОЧНЫЙ ПРЯМОТОЧНЫЙ | 2011 |
|
RU2488987C2 |
| КОМБАЙН ЗЕРНОУБОРОЧНЫЙ | 2010 |
|
RU2442312C2 |
| КОМБАЙН ЗЕРНОУБОРОЧНЫЙ ПРЯМОТОЧНЫЙ | 2012 |
|
RU2494601C1 |
| ЗЕРНОУБОРОЧНЫЙ ПРЯМОТОЧНЫЙ КОМБАЙН | 2012 |
|
RU2494600C1 |





















Изобретение относится к сельскому хозяйству. Устройство для получения кормовых гранул из стебельчатой массы, включающее бункеры для загрузки сырья, модуль предварительной обработки сырья, содержащий шнековые элементы с перфорированными поверхностями, модуль-экструдер и модуль для обработки и сушки гранул. Модуль предварительной обработки сырья имеет режущий элемент для стебельчатой массы, изготовленный в виде винтовых ножниц, смонтированных из вращающихся наружного винтового перфорированного ротора с винтовыми нижними лезвиями одного постоянного шага и размещенного внутри него внутреннего винтового ротора с винтовыми верхними лезвиями другого постоянного шага, причем наружный винтовой перфорированный ротор снабжен винтовыми линиями и выполнен по периметру в виде многозаходной винтовой перфорированной поверхности с винтовыми канавками внутри в виде карманов криволинейной формы, с центрами кривизны карманов криволинейной формы, расположенными внутри его поперечного сечения, и изготовлен из трех и более одинаковых перфорированных полос прямоугольной формы, скрученных в продольном направлении относительно продольной оси и изогнутых по винтовой линии в поперечном направлении на цилиндрической оправке, с образованием по периметру наружного винтового ротора трех и более внутренних криволинейных перфорированных поверхностей выпуклой формы с центрами кривизны внутри наружного винтового ротора и образованием внутри него напусков в виде винтовых нижних лезвий винтовых ножниц по всей длине от входного до выходного отверстия, по всей длине наружного винтового перфорированного ротора смонтирован внутренний винтовой ротор, выполненный по периметру в виде пустотелой цилиндрической винтовой поверхности с наружными напусками в виде винтовых верхних лезвий роторных винтовых ножниц по всей длине винтовой поверхности, изготовленной из трех или более одинаковых полос прямоугольной формы, свернутых в вертикальной плоскости в продольном направлении и изогнутых по винтовым линиям в поперечном направлении на цилиндрической оправке и соединенных между собой с образованием снаружи по периметру винтовой поверхности напусков в виде винтовых нижних лезвий роторных винтовых ножниц по всей длине винтовых криволинейных поверхностей, в виде винтовых канавок вогнутой формы относительно оси винтовой поверхности внутреннего винтового ротора с центрами кривизны, расположенными снаружи поперечного сечения винтовой поверхности внутреннего винтового ротора. Модуль-экструдер изготовлен в виде размещенного в перфорированном корпусе шнека с валом, имеющим диаметр, увеличивающийся в сторону расширительной камеры, к которой большим основанием присоединен конусообразный мундштук с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой. Модуль для обработки и сушки гранул изготовлен в форме вращающегося перфорированного конического барабана, по периметру смонтирован из шести и более перфорированных полос трапециевидной формы с разными размерами по ширине с увеличением их по длине свернутых в вертикальной плоскости в продольном направлении относительно своих продольных осей и изогнутых в поперечном направлении по винтовым линиям на конической оправке и согнутых по зонам ослабленного сечения-надреза со скошенными стенками, выполненными посредством фрезерования или обработкой давлением, расположенными на перфорированных полосах под углом 60° попеременно один к другому с обеих сторон перфорированных полос, с образованием по периметру, направленных навстречу друг другу винтовых линий и винтовых перфорированных поверхностей с переменным шагом, причем эти поверхности расположены по многозаходным винтовым линиям и снабжены приспособлением для подачи и отвода горячих газов, при этом каждый модуль снабжен индивидуальным приводом. Изобретение позволяет расширить технологические возможности, упростить изготовление и снизить энергозатраты. 31 ил.
Устройство для получения кормовых гранул из стебельчатой массы, включающее бункеры для загрузки сырья, модуль предварительной обработки сырья, содержащий шнековые элементы с перфорированными поверхностями, модуль-экструдер и модуль для обработки и сушки гранул, отличающееся тем, что модуль предварительной обработки сырья имеет режущий элемент для стебельчатой массы, изготовленный в виде винтовых ножниц, смонтированных из вращающихся наружного винтового перфорированного ротора с винтовыми нижними лезвиями одного постоянного шага и размещенного внутри него внутреннего винтового ротора с винтовыми верхними лезвиями другого постоянного шага, причем наружный винтовой перфорированный ротор снабжен винтовыми линиями и выполнен по периметру в виде многозаходной винтовой перфорированной поверхности с винтовыми канавками внутри в виде карманов криволинейной формы, с центрами кривизны карманов криволинейной формы, расположенными внутри его поперечного сечения, и изготовлен из трех и более одинаковых перфорированных полос прямоугольной формы, скрученных в продольном направлении относительно продольной оси и изогнутых по винтовой линии в поперечном направлении на цилиндрической оправке, с образованием по периметру наружного винтового ротора трех и более внутренних криволинейных перфорированных поверхностей выпуклой формы с центрами кривизны внутри наружного винтового ротора и образованием внутри него напусков в виде винтовых нижних лезвий винтовых ножниц по всей длине от входного до выходного отверстия, по всей длине наружного винтового перфорированного ротора смонтирован внутренний винтовой ротор, выполненный по периметру в виде пустотелой цилиндрической винтовой поверхности с наружными напусками в виде винтовых верхних лезвий роторных винтовых ножниц по всей длине винтовой поверхности, изготовленной из трех или более одинаковых полос прямоугольной формы, свернутых в вертикальной плоскости в продольном направлении и изогнутых по винтовым линиям в поперечном направлении на цилиндрической оправке и соединенных между собой с образованием снаружи по периметру винтовой поверхности напусков в виде винтовых нижних лезвий роторных винтовых ножниц по всей длине винтовых криволинейных поверхностей, в виде винтовых канавок вогнутой формы относительно оси винтовой поверхности внутреннего винтового ротора с центрами кривизны, расположенными снаружи поперечного сечения винтовой поверхности внутреннего винтового ротора, модуль-экструдер изготовлен в виде размещенного в перфорированном корпусе шнека с валом, имеющим диаметр, увеличивающийся в сторону расширительной камеры, к которой большим основанием присоединен конусообразный мундштук с расположенной по винтовой линии внутренней поверхностью и прикрепленной к его меньшему основанию фильерой, а модуль для обработки и сушки гранул изготовлен в форме вращающегося перфорированного конического барабана, по периметру смонтирован из шести и более перфорированных полос трапециевидной формы с разными размерами по ширине с увеличением их по длине свернутых в вертикальной плоскости в продольном направлении относительно своих продольных осей и изогнутых в поперечном направлении по винтовым линиям на конической оправке и согнутых по зонам ослабленного сечения-надреза со скошенными стенками, выполненными посредством фрезерования или обработкой давлением, расположенными на перфорированных полосах под углом 60° попеременно один к другому с обеих сторон перфорированных полос, с образованием по периметру направленных навстречу друг другу винтовых линий и винтовых перфорированных поверхностей с переменным шагом, причем эти поверхности расположены по многозаходным винтовым линиям и снабжены приспособлением для подачи и отвода горячих газов, при этом каждый модуль снабжен индивидуальным приводом.
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2302337C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУПКИ ПО ТЕХНОЛОГИИ ВЛАЖНОГО ГРАНУЛИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ФОТОТРОФНОЙ БИОМАССЫ И ФУЗА РАСТИТЕЛЬНЫХ МАСЕЛ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411885C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА, ПРИГОДНАЯ ДЛЯ ПРИГОТОВЛЕНИЯ КОРМА С ДВОЙНОЙ ТЕКСТУРОЙ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ, И СПОСОБ ПРИГОТОВЛЕНИЯ КОРМА С ДВОЙНОЙ ТЕКСТУРОЙ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ | 2002 |
|
RU2303526C2 |
| US 6145433 A, 14.11.2000.. | |||

