1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к конструкции статора.
2. Описание предшествующего уровня техники
[0002] В публикации японской патентной заявки 2002-51486 раскрыт ротор электродвигателя или генератора. Ротор имеет такую конструкцию, что витки катушки намотаны вокруг зубьев сердечника ротора, сформированного наслоением изолирующего элемента, действующего в качестве бобины, размещенной между витками и зубьями, и форма витков определяется путем нанесения герметика из смолы на внешний контур витков или, например, путем заливки смолы на внешний контур витков.
[0003] В публикации японской патентной заявки 2014-155369 и публикации японской патентной заявки 2005-318692 раскрыт статор электродвигателя или генератора. Статор содержит сердечник статора, сформированный наслоением стальных листов и имеющий цилиндрическое ярмо и множество зубьев, выступающих радиально внутрь от ярма, и провод катушки намотан вокруг каждого из зубьев, с формированием катушки. Провод катушки, намотанный вокруг зубьев, частично формирует концы катушки, выступающие в осевом направлении наружу от обеих осевых концевых поверхностей сердечника статора. В таком статоре лак капает от внешних поверхностей концов катушки и проникает между витками провода катушки, тем самым устанавливая форму между витками или катушками целиком и улучшая изоляционные свойства.
[0004] Известен способ крепления катушек к сердечнику статора и улучшения изоляционных свойств, при этом в статоре концы катушки покрыты заливочной формой для нагнетания смолы и концы катушки покрыты смолой (например, в публикации японской патентной заявки No. 2009-50048).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Когда провод катушки намотан по контуру смоляного элемента и формирует катушку вокруг каждого из зубьев, изолирующий элемент, который закреплен на наружной периферийной поверхности каждого из зубьев, имеющих прямоугольную форму поперечного сечения, иногда имеющих четырехугольное поперечное сечение в форме трубы для более тесного контакта между изолирующим элементом и наружной поверхностью зуба. Катушка, намотанная вокруг изолирующего элемента, имеющего тетрагональное поперечное сечение в форме трубы, имеет эллиптическое поперечное сечение, удлиненное в осевом направлении из-за ограничения минимального радиуса изгиба провода катушки. Это может формировать полость между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью конца катушки. Лак, капающий от внешних поверхностей концов катушки и проникающий между витками катушки, как описано выше, может в недостаточной степени заполнять внутреннюю полость, что может привести к недостаточному креплению между концами катушки и изолирующим элементом. Также способ, включающий в себя покрытие концов катушки заливочной формой для нагнетания смолы и инжекции смолы внутрь концов катушки, а также то, что полость нуждается в подготовке заливочных форм и аппарате высокого давления для впрыска смолы, может усложнять процесс производства и требовать больше времени в процессе производства.
[0006] Изобретением предложен статор, который улучшает адгезию между катушкой и изолирующим элементом с помощью простой конструкции.
[0007] Первым примером объекта настоящего изобретения предложен статор. Статор содержит ярмо, зубья, изолирующие элементы, по меньшей мере, одно первое ребро, катушки, кольцевые элементы и клейкое вещество. Ярмо пролегает в направлении по окружности статора. Зубья выступают в радиальном направлении от внутренней кольцевой поверхности ярма. Каждый из изолирующих элементов содержит стенки и фланец. Стенки закрывают, по меньшей мере, часть ориентированных в окружном направлении торцовых поверхностей каждого из зубьев. Фланец содержит пластинчатую стенку. Пластинчатая стенка проходит наружу, по меньшей мере, за пределы соответствующих ориентированных в осевом направлении торцовых поверхностей каждого из зубьев со стороны внутренней кольцевой поверхности ярма, при этом пластинчатая стенка имеет первое отверстие и второе отверстие. Первое ребро выступает в радиальном направлении внутрь от пластинчатой стенки с наружной стороны ориентированной в осевом направлении торцовой поверхности каждого из зубьев. Первое ребро размещено между первым отверстием и вторым отверстием. Первое отверстие и второе отверстие выполнены в пластинчатой стенке таким образом, что второе отверстие в окружном направлении расположено от первого отверстия по другую сторону от первого ребра, при этом первое ребро формирует канал, соединяющий первое отверстие и второе отверстие. Каждая из катушек намотана на наружные части стенок и первое ребро. Кольцевые элементы прикреплены к дистальным концевым участкам ориентированной в осевом направлении торцовой поверхности зубьев. Кольцевые элементы закрывают отверстия полостей с дистальной концевой стороны зубьев. Полости расположены между ориентированными в осевом направлении торцовыми поверхностями зубьев и внутренними поверхностями катушек. Канал заполнен клейким веществом. Пластинчатая стенка закрывает отверстие полости со стороны ярма. Первое ребро пролегает радиально от пластинчатой стенки к кольцевому элементу таким образом, что первое ребро не доходит до кольцевого элемента.
[0008] В соответствии с указанной конфигурацией клейкое вещество, нагнетаемое в изгибающийся канал, расположенный в полости между наружной поверхностью изолирующего элемента и внутренней поверхностью катушки, плотно контактирует с наружной поверхностью изолирующего элемента и внутренней поверхностью катушки и усиливает адгезию между катушкой и изолирующим элементом.
[0009] Статор может дополнительно содержать, по меньшей мере, одно второе ребро. В статоре может быть предусмотрено несколько первых ребер между первым отверстием и вторым отверстием. Второе ребро может размещаться между первыми ребрами. Второе ребро может выступать в радиальном направлении от кольцевого элемента к ярму таким образом, что второе ребро не доходит до пластинчатой стенки. Первые ребра и второе ребро могут совместно формировать канал, соединяющий первое отверстие и второе отверстие.
[0010] В соответствии с указанной конфигурацией даже клейкое вещество, имеющее высокую вязкость, может плотно контактировать с наружной поверхностью изолирующего элемента и внутренней поверхностью катушки, чтобы прочнее скрепить катушку с изолирующим элементом.
[0011] В соответствии с указанной конфигурацией адгезию между катушкой и изолирующим элементом можно повысить с помощью простой конфигурации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Признаки, преимущества, а также техническая и промышленная значимость типовых вариантов осуществления настоящего изобретения будут описаны ниже со ссылками на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы и на которых:
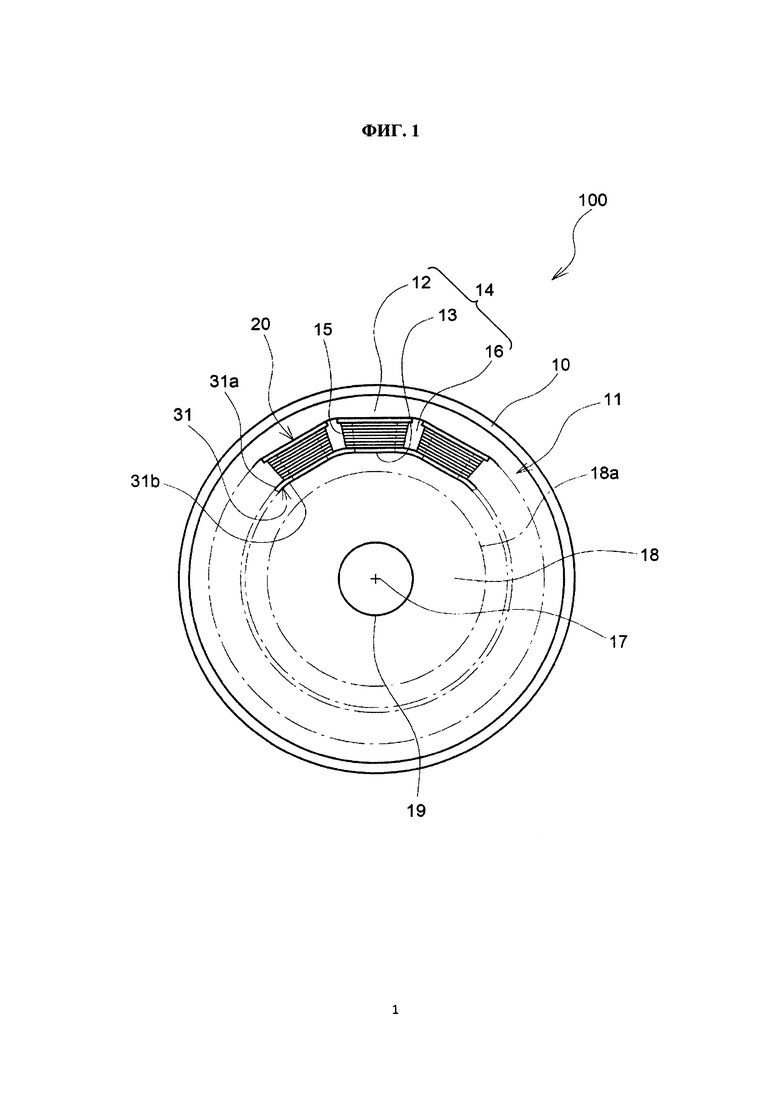
Фиг. 1 представляет собой вид сверху в разрезе электродвигателя, имеющего статор согласно варианту осуществления;
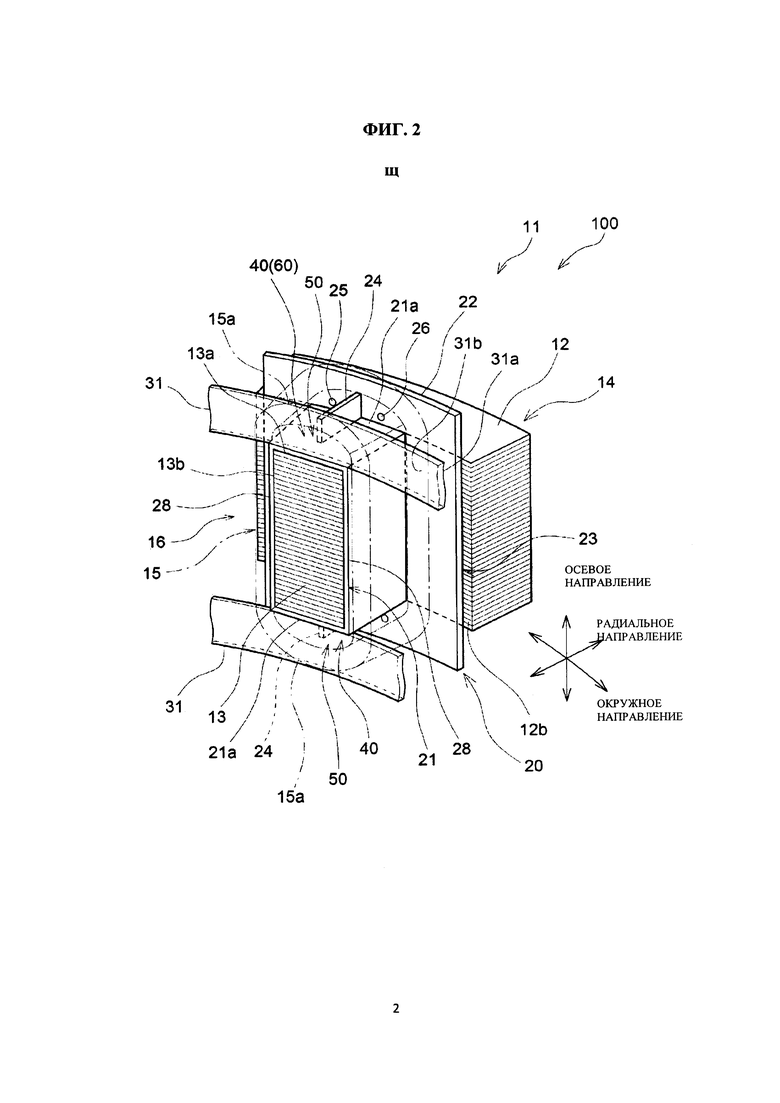
Фиг. 2 представляет собой частичный вид в перспективе статора согласно варианту осуществления;
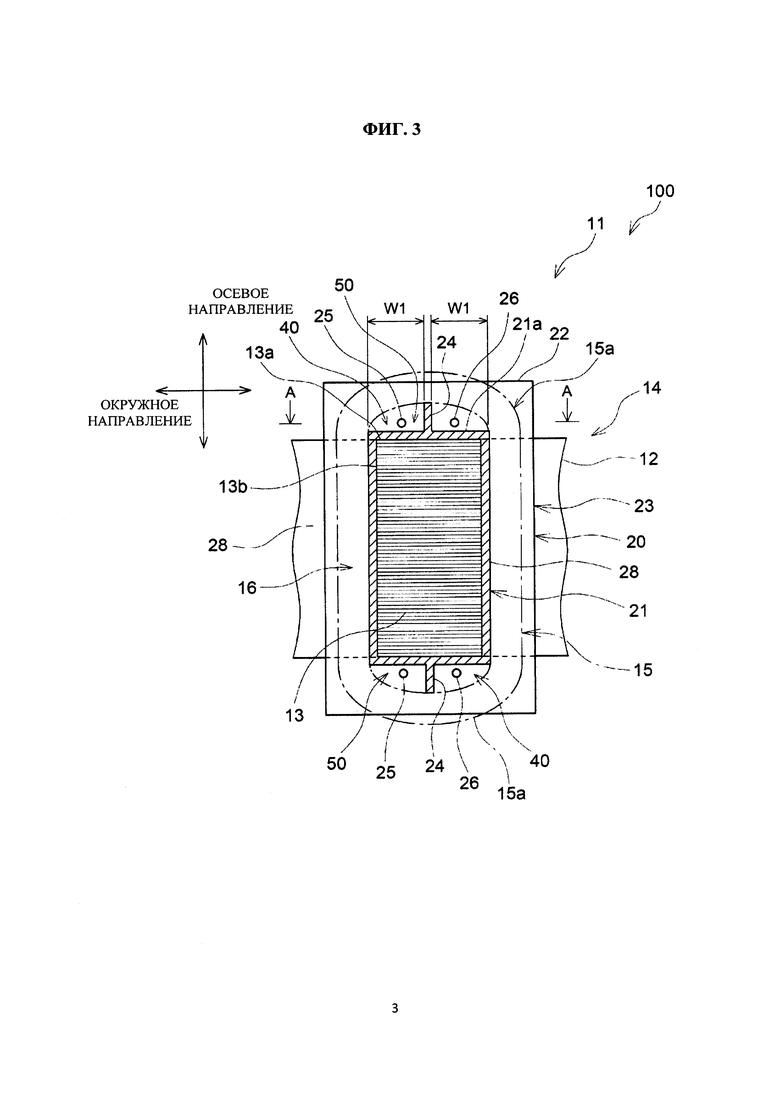
Фиг. 3 представляет собой развертку кольцевой поверхности статора согласно варианту осуществления, иллюстрирующую поперечные сечения зубьев и изолирующего элемента, ярма и катушки, если смотреть от внутренней стороны статора;
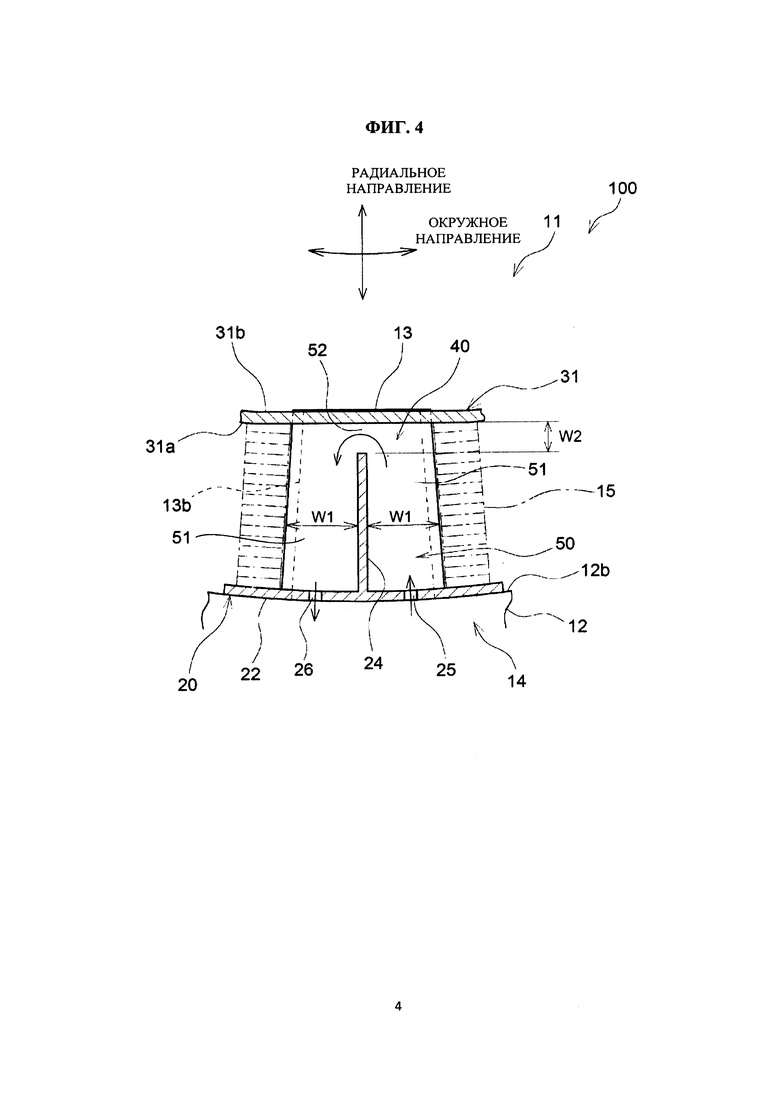
Фиг. 4 представляет собой вид сверху в разрезе статора согласно варианту осуществления (сделанный по линии А-А на фиг. 3), иллюстрирующий конфигурацию полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки;
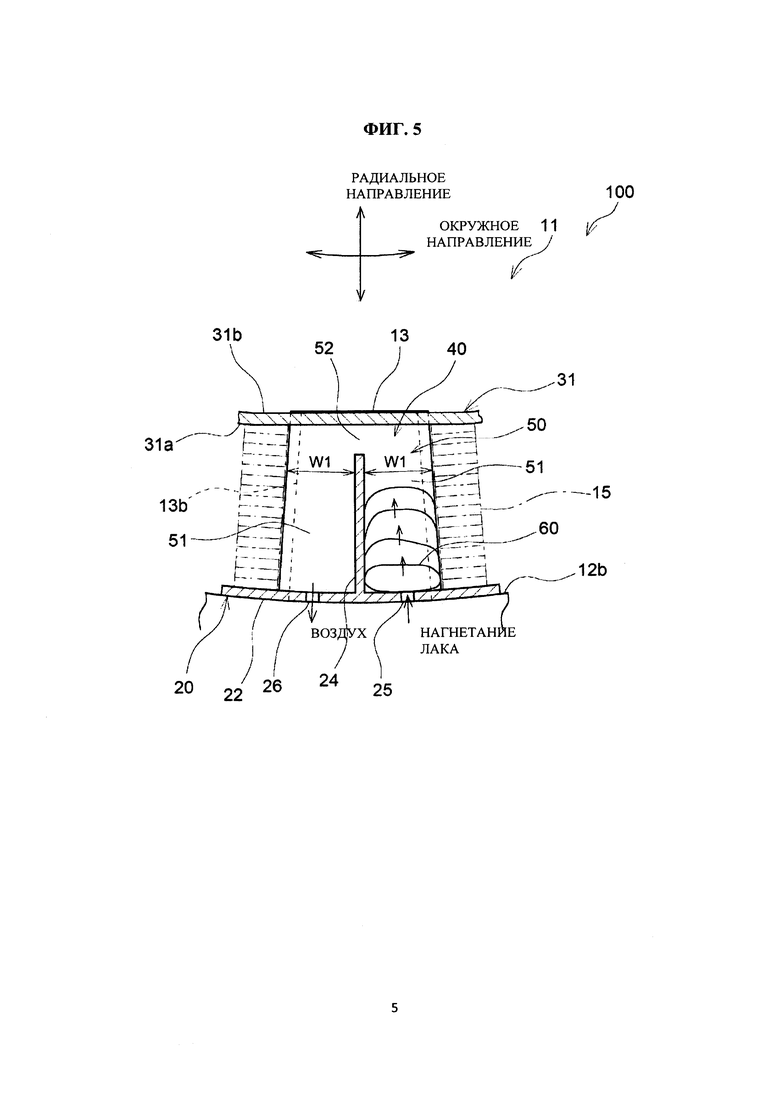
Фиг. 5 представляет собой иллюстрацию, изображающую состояние поворотного канала внутри полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки статора согласно варианту осуществления сразу после начала нагнетания лака в изгибающийся канал;
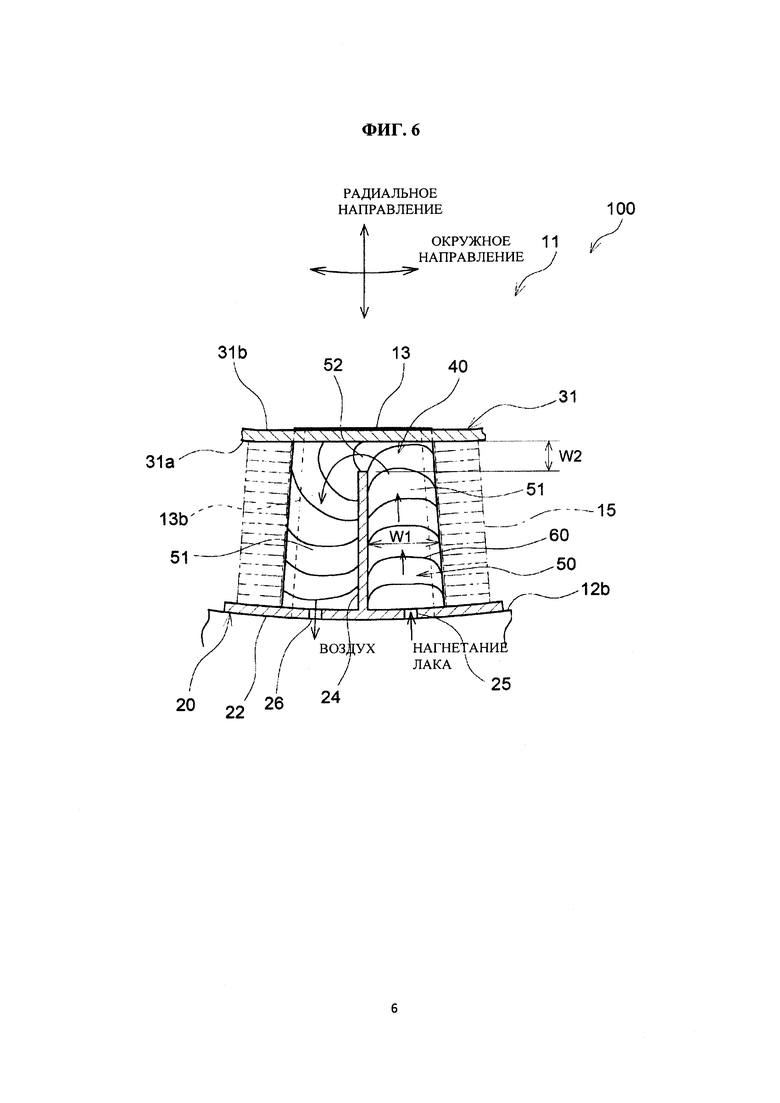
Фиг. 6 представляет собой иллюстрацию, изображающую состояние изгибающегося канала внутри полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки статора согласно варианту осуществления непосредственно перед завершением нагнетания лака в изгибающийся канал;
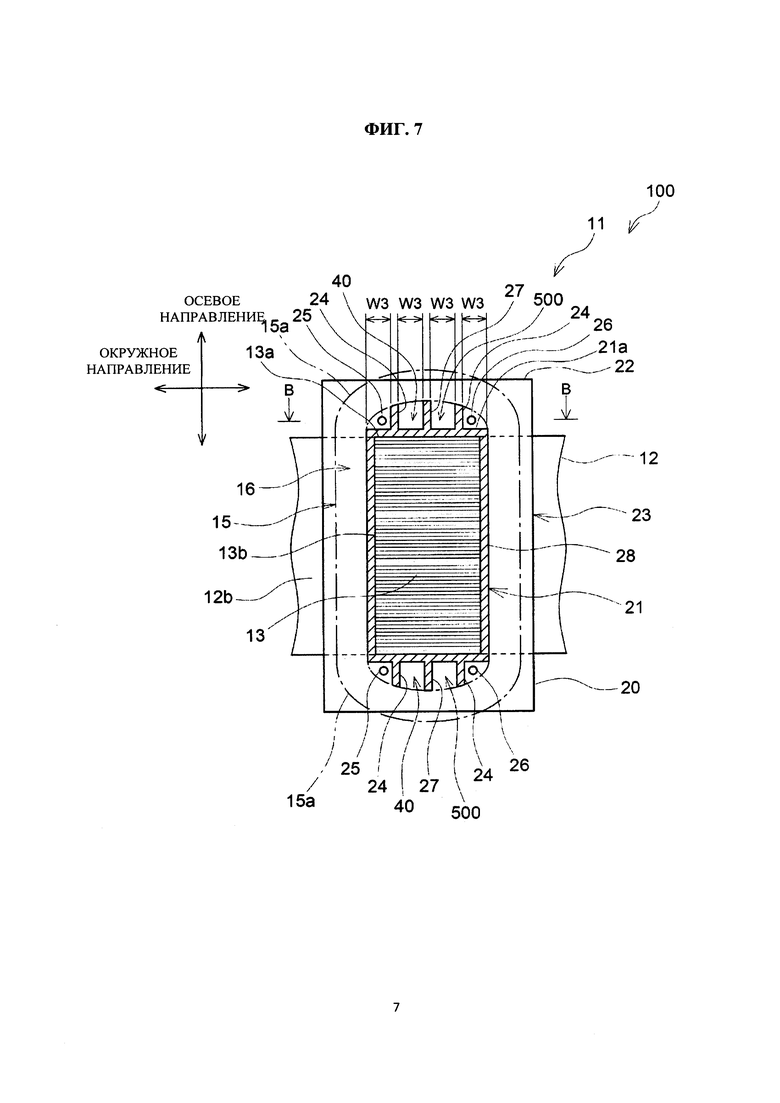
Фиг. 7 представляет собой развертку кольцевой поверхности статора согласно другому варианту осуществления, иллюстрирующую поперечные сечения зуба и изолирующего элемента, ярма и катушки, если смотреть от внутренней стороны статора;
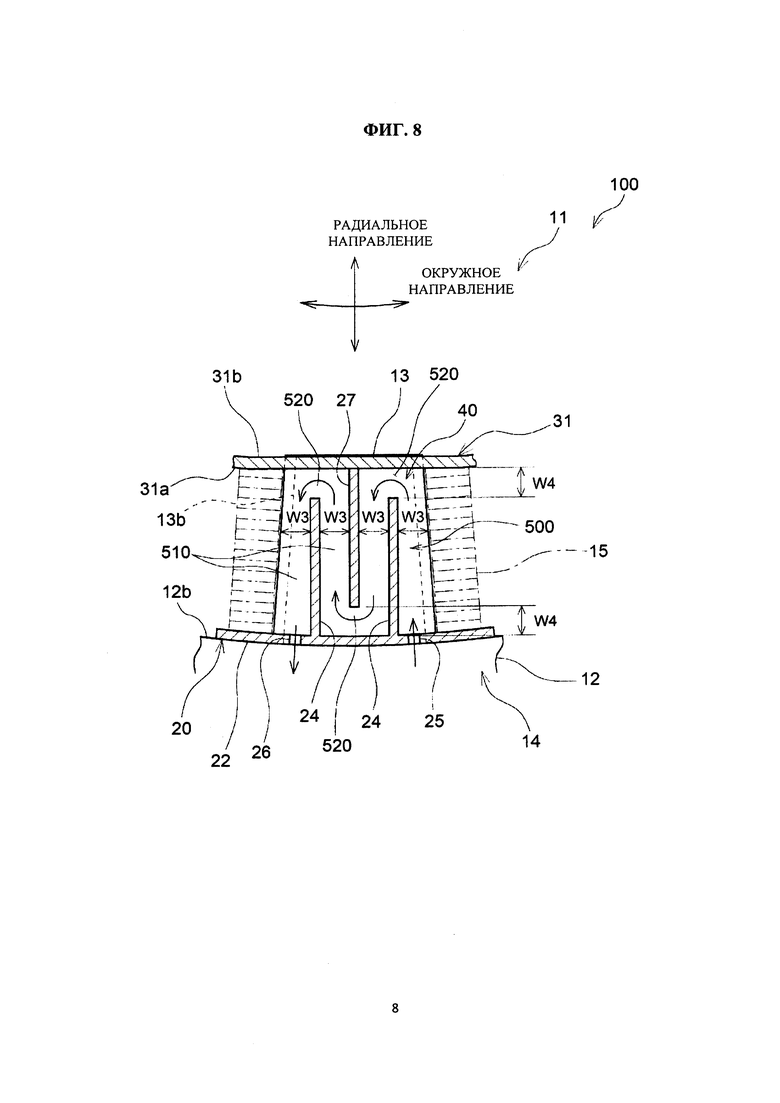
Фиг. 8 представляет собой вид сверху в разрезе статора согласно другому варианту осуществления (сделанный по линии В-В на фиг. 7), иллюстрирующий конфигурацию полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки;
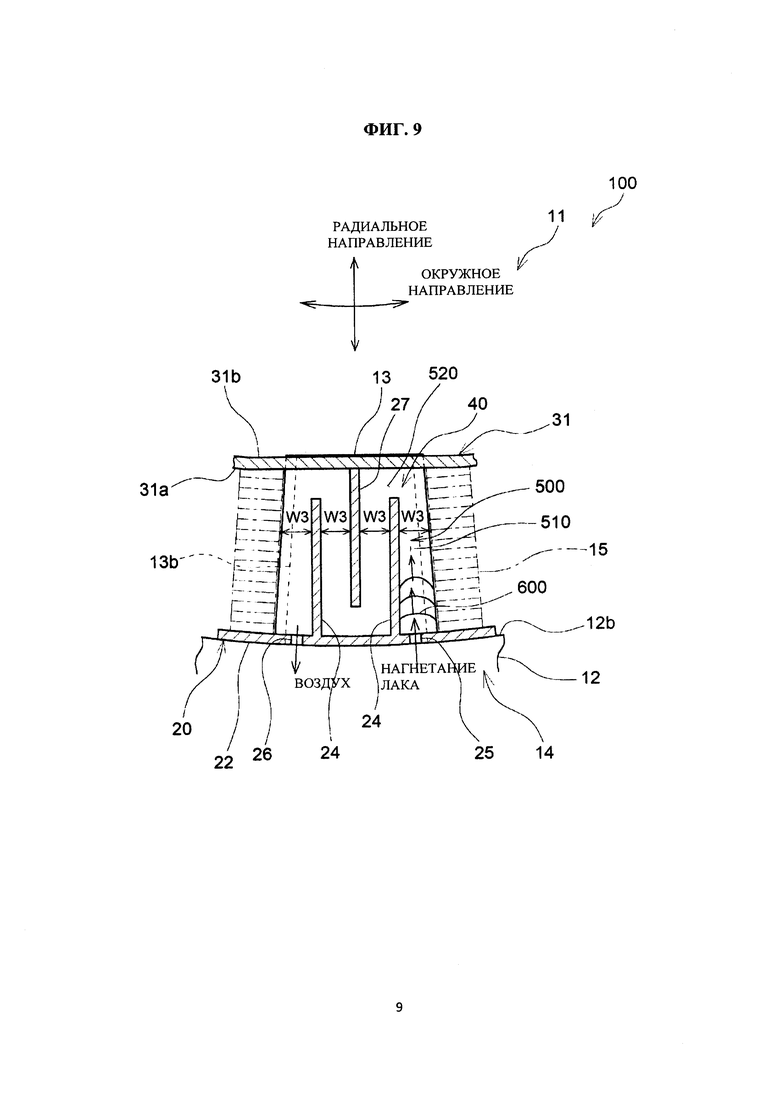
Фиг. 9 представляет собой иллюстрацию, изображающую состояние изгибающегося канала в полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки статора согласно другому варианту осуществления сразу же после начала нагнетания лака в изгибающийся канал;
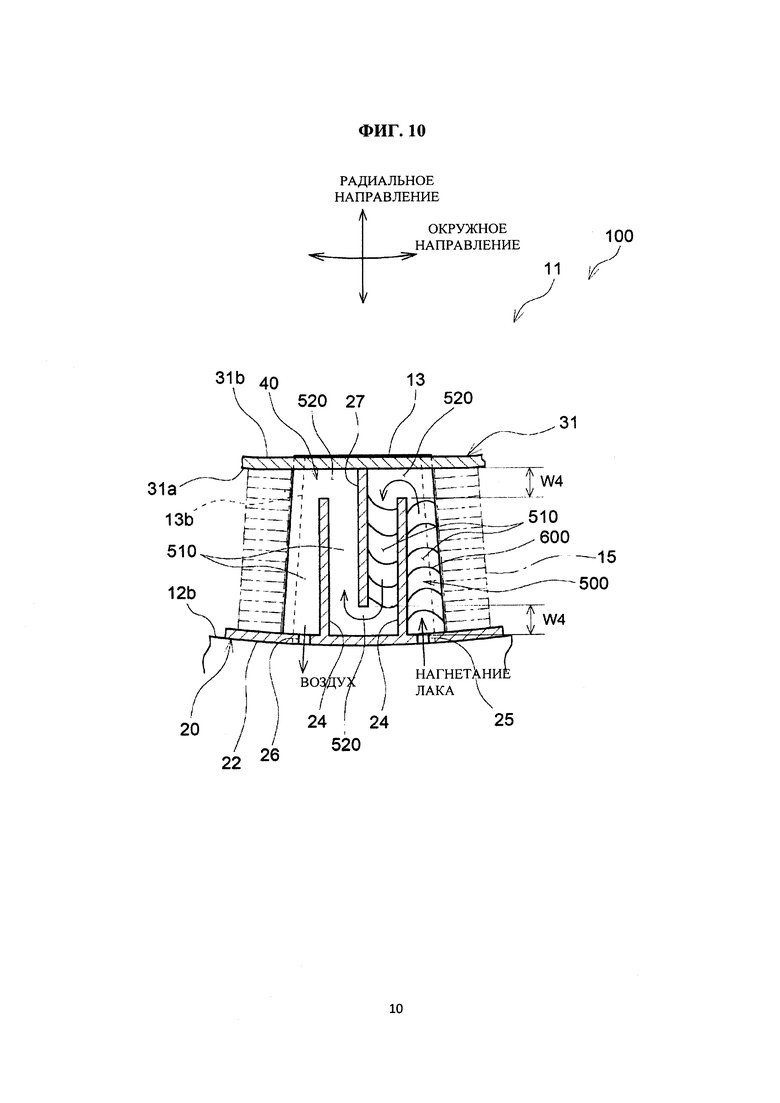
Фиг. 10 представляет собой иллюстрацию, изображающую состояние изгибающегося канала внутри полости между ориентированной в осевом направлении внешней поверхностью изолирующего элемента и внутренней поверхностью катушки статора согласно другому варианту осуществления после впрыска примерно половины от общего количества лака в изгибающийся канал;
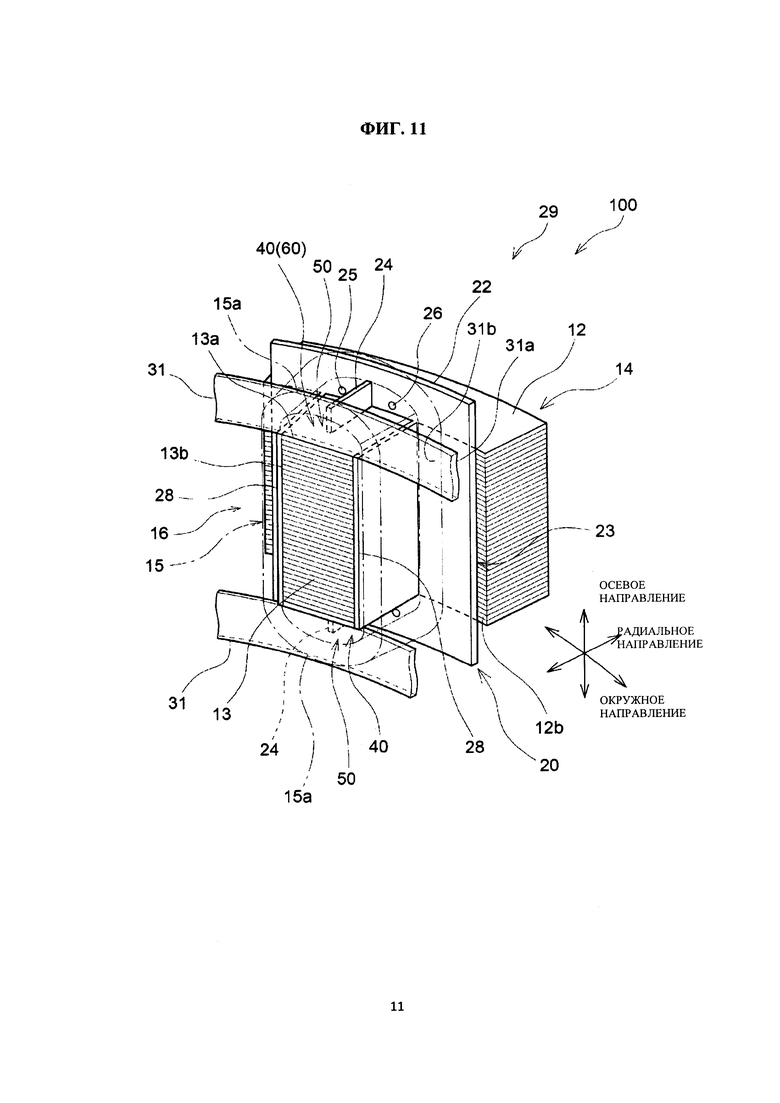
Фиг. 11 представляет собой частичный вид в перспективе статора модификации настоящего изобретения; а также
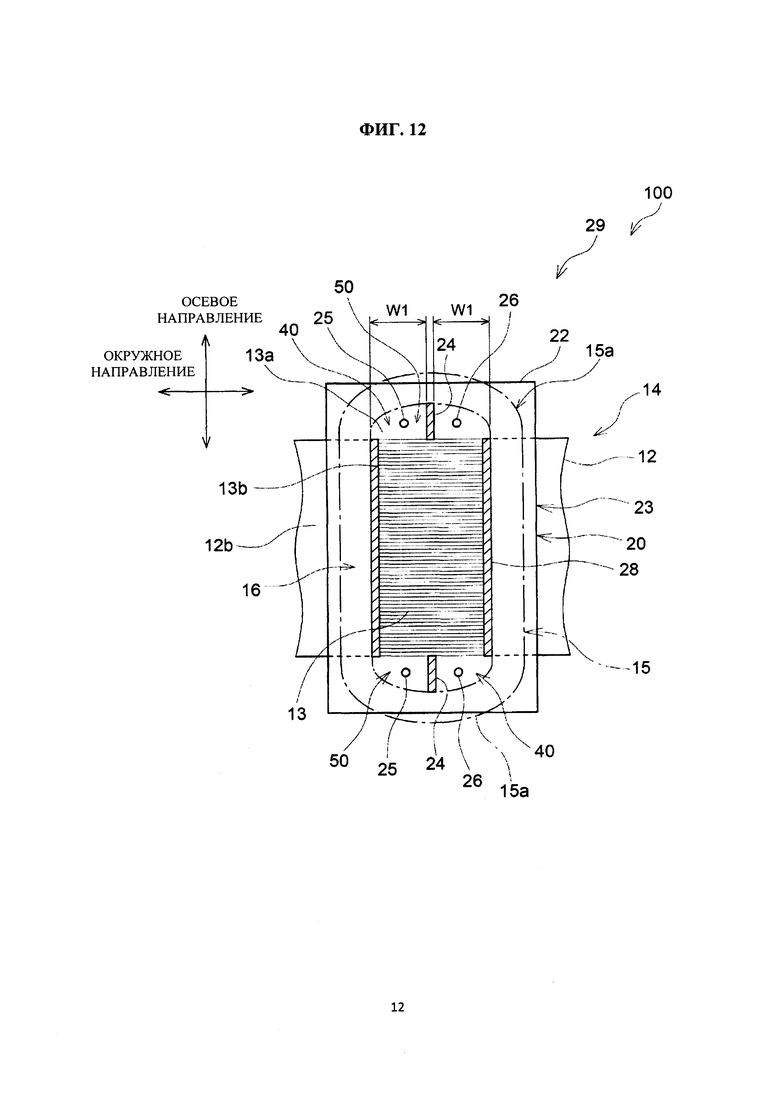
Фиг. 12 представляет собой развертку кольцевой поверхности статора модификации, иллюстрирующую поперечное сечение зуба и изолирующего элемента, ярма и катушки, если смотреть с внутренней стороны статора.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Далее вариант осуществления настоящего изобретения будет описан со ссылкой на чертежи. Сначала, со ссылкой на фиг. 1, кратко будет описан двигатель 100, имеющий статор 11 согласно варианту осуществления изобретения. Как показано на фиг. 1, двигатель 100 содержит цилиндрический корпус 10, статор 11 и ротор 18. Статор 11 установлен на внутренней поверхности корпуса 10. Ротор 18 вращается совместно с вращающимся валом 19 относительно центра 17 вращения внутри статора 11. Статор 11 содержит сердечник 14 статора, изолирующие элементы 20 и множество концентрически намотанных катушек 15. Сердечник 14 статора содержит кольцевое ярмо 12, множество зубьев 13 и множество шлицев 16. Множество зубьев 13 выступает в радиальном направлении от внутренней кольцевой поверхности 12b ярма 12 в направлении к центру 17 вращения. Множество прорезей 16 выполнено между каждыми соседними зубьями 13. Изолирующие элементы 20 покрывают наружную поверхность соответствующих зубьев 13 и внутреннюю кольцевую поверхность 12b ярма 12. Множество концентрически намотанных катушек 15 намотано по наружному контуру соответствующих изолирующих элементов 20, покрывающих зубья 13, включая прорези 16. При этом сердечник 14 статора сформирован наслаиванием электротехнической листовой стали. Кольцевые элементы 31 размещены на поверхностях катушек 15 вблизи дистальных концов зубьев 13. Ротор 18 снабжен постоянным магнитом на внешней окружной поверхности 18а. Когда электрическая энергия подается на катушки 15 статора 11, ротор 18 вращается вследствие возникающей силы магнитного поля в катушках 15 и магнитного поля постоянного магнита, а затем выходное вращение снимается с вращающегося вала 19 внешнему потребителю.
[0014] Как показано на фиг. 2, зубья 13, выступающие из ярма 12, пролегающего вдоль окружности статора 11, сформированы наслаиванием электротехнической листовой стали таким образом, что каждый зуб 13 имеет прямоугольное поперечное сечение, и каждый зуб 13 имеет изолирующий элемент 20, выполненный из смолы, закрепленный на внешней поверхности зуба 13. Каждый изолирующий элемент 20 содержит трубчатую часть 21 и фланец 23 в форме пластины. Трубчатая часть 21 покрывает ориентированные в осевом направлении торцовые поверхности 13а зуба 13 и ориентированные в окружном направлении торцовые поверхности 13b зуба 13. Фланец 23 с пластинчатой формой пролегает снаружи от кромки трубчатой части 21 со стороны ярма 12. Трубчатая часть 21 имеет ребра (например, первые ребра) 24, выступающие в осевом направлении наружу от соответствующих ориентированных в осевом направлении наружных поверхностей 21а трубчатой части 21. Катушка 15 намотана поверх ориентированных в окружном направлении стеновых участков 28 и ориентированных в осевом направлении наружных поверхностей 21а трубчатой части 21 и ребер 24. Как показано на фиг. 2 и фиг. 3, участки катушки 15, проложенные внутри прорезей 16 вдоль ориентированных в окружном направлении стеновых участков 28 трубчатой части 21, сформированы в линейной форме вдоль ориентированных в окружном направлении стеновых участков 28, и внутренняя сторона катушки 15 примыкает к ориентированным в окружном направлении стеновым участкам 28. В то же время торцы 15а катушки 15, которые выступают вдоль оси наружу за пределы ориентированных в осевом направлении наружных поверхностей 21а трубчатой части 21, отделены от ориентированных в осевом направлении наружных поверхностей 21а и согнуты. Как показано на фиг. 2 и фиг. 3, между внутренней поверхностью каждого торца 15а катушки и соответствующей ориентированной в осевом направлении торцовой поверхностью 13а зуба 13 сформирована полость 40, имеющая поперечное сечение приблизительно в виде полуовала. Полость 40 простирается в радиальном направлении, в котором простирается соответствующий зуб, с ориентированной в осевом направлении наружной поверхностью 21а, размещенной между внутренней поверхностью торца 15а катушки и ориентированной в осевом направлении торцовой поверхностью 13а. Полость 40 имеет отверстия как со стороны дистального конца зуба 13, так и со стороны ярма 12. Поверхность катушки 15 со стороны ярма 12 примыкает к поверхности фланца 23 изолирующего элемента 20, так что отверстие со стороны ярма 12 полости 40 закрыто участком 22 пластинчатой стенки фланца 23, который пролегает в осевом направлении с внешней стороны от ярма 12.
[0015] Как показано на фиг. 2 и фиг. 4, каждый кольцевой элемент 31 представляет собой кольцевую полосу. В средней части торцевая поверхность кольцевого элемента 31 прикреплена к ориентированной в осевом направлении наружной поверхности 21а трубчатой части 21, рядом с дистальным концом зуба 13, а наружная кольцевая поверхность 31а кольцевого элемента 31 примыкает к поверхности со стороны дистального конца зуба 13 катушки 15. В результате, кольцевой элемент 31 закрывает отверстие полости 40 с стороны дистального конца зуба 13. При этом кольцевой элемент 31 прикреплен к ориентированной в осевом направлении наружной поверхности 21а трубчатой части 21 таким образом, что внутренняя кольцевая поверхность 31b кольцевого элемента 31 не выступает за дистальный конец зуба 13 в направлении ротора 18, и, таким образом, кольцевой элемент 31 не будет задевать ротор 18. Как показано на фиг. 2 и фиг. 4, ребро 24, размещенное в центре полости 40, проходит радиально внутрь от участка 22 пластинчатой стенки к кольцевому элементу 31 и заканчивается, не доходя до кольцевого элемента 31, и ребро 24 разделяет U-образный изгибающийся канал 50. Как показано на фиг. 4, изгибающийся канал 50 разделен ребром 24 и внутренней поверхностью катушки 15 и сформирован радиальными каналами 51 и соединительным каналом 52. Каждый радиальный канал 51 проходит радиально внутрь от участка 22 пластинчатой стенки к кольцевому элементу 31 и имеет ширину W1. Соединительный канал 52 образован радиальным концом ребра 24 и внутренней поверхностью кольцевого элемента 31 и соединяет два радиальных канала 51, а соединительный канал 52 имеет ширину W2. Согласно варианту осуществления, ширина W2 меньше, чем ширина W1.
[0016] Как показано на фиг. 2 и фиг. 4, участок 22 пластинчатой стенки имеет инжекционное отверстие 25, которое взаимодействует с одним из радиальных каналов 51 внутри полости 40 и через которое лак 60, клейкое вещество, вводят в полость 40, а также имеет вентиляционное отверстие 26, которое расположено в окружном направлении на расстоянии от инжекционного отверстия 25 по другую сторону от ребра 24 и сообщается с другим радиальным каналом 51 в полости 40 и через которое стравливается воздух изнутри полости 40. Таким образом, изгибающийся канал 50 представляет собой U-образный канал, сформированный разделением полости 40 ребром 24 и соединяющий инжекционное отверстие 25 и вентиляционное отверстие 26. Вентиляционное отверстие 26 выполнено на противоположной от инжекционного отверстия 25 стороне поворотного канала 50.
[0017] Далее будет дано описание этапа заполнения изгибающегося канала 50 клейким веществом, лаком 60, имеющим вязкость от низкой до средней (от 5 до 8 (Па⋅с)) со ссылкой на фиг. 5 и фиг. 6. Как показано на фиг. 5, когда лак 60 нагнетают в один радиальный канал 51 через инжекционное отверстие 25, лак 60 распространяется так, чтобы заполнить ширину W1 радиального канала 51, и выпускается по радиальному каналу 51 к кольцевому элементу 31. По мере того как лак 60 нагнетают в радиальный канал 51 через инжекционное отверстие 25, воздух внутри изгибающегося канала 50 стравливается наружу через вентиляционное отверстие 26, выполненное на противоположной стороне изгибающегося канала 50. Соответственно, отсутствуют пузырьки воздуха, остающиеся в лаке 60, введенном внутрь изгибающегося канала 50. При дальнейшем нагнетании лака 60, лак 60 поступает из радиального канала 51 в соединительный канал 52, как показано на фиг. 6. Поскольку ширина W2 соединительного канала 52 более узкая, чем ширина W1 радиального канала 51, когда лак 60 достигает соединительного канала 52, в лаке 60 в одном радиальном канале 51, который находится выше по потоку от соединительного канала 52, повышается давление. Давление заставляет лак 60 тесно контактировать с внутренней поверхностью радиального канала 51. Как показано на фиг. 6, лак 60, который проходит через соединительный канал 52 в другой радиальный канал 51, расширяется, чтобы заполнить ширину W1 другого радиального канала 51, и проходит через радиальный канал 51 к вентиляционному отверстию 26. В это время воздух внутри другого радиального канала 51 выходит наружу через вентиляционное отверстие 26. Затем, как только установлено, что лак 60 выдавливается небольшими количествами через вентиляционное отверстие 26, значит изгибающийся канал 50 полностью заполнен лаком 60, и нагнетание лака 60 заканчивается. Лак 60, поступивший в изгибающийся канал 50, плотно контактирует с наружной поверхностью изолирующего элемента 20 и внутренней поверхностью катушки 15, и прочно сцепляется с катушкой 15 и изолирующим элементом 20 при затвердевании.
[0018] Как описано выше, статор 11 согласно варианту осуществления обеспечивает заполнение лаком 60 полости 40 между наружной поверхностью изолирующего элемента 20 и внутренней поверхностью катушки 15, тем самым прочно склеивая катушку 15 с изолирующим элементом 20. Кроме того, в статоре 11 согласно варианту осуществления лак 60 нагнетают в изгибающийся канал 50 через инжекционное отверстие 25, одновременно стравливая воздух через вентиляционное отверстие 26, выполненное на противоположной стороне изгибающегося канала 50 от инжекционного отверстия 25, тем самым заполняя изгибающийся канал 50 лаком 60, не оставляя каких-либо пузырьков воздуха и, таким образом, приводя лак 60 в плотный контакт с внешней поверхностью изолирующего элемента 20 и внутренней поверхностью катушки 15. Это улучшает адгезию между катушкой 15 и изолирующим элементом 20.
[0019] Кроме того, статор 11 согласно варианту осуществления позволяет оператору убедиться, что полость 40 заполнена лаком 60 путем визуальной проверки вентиляционного отверстия 26 для выдавливания лака 60, что упрощает этап проверки. Кроме того, вентиляционное отверстие 26 выполнено на противоположной стороне от ротора 18, так что выдавленный лак 60 не будет контактировать с ротором 18. Это исключает необходимость обрезки выдавленного лака 60, что упрощает этап производства.
[0020] Далее, еще один вариант осуществления настоящего изобретения будет описан со ссылкой на фиг. 7-10. Компоненты, аналогичные тем, которые описаны со ссылкой на фиг. 1-6, будут обозначены аналогичными ссылочными позициями, и их описание будет опущено.
[0021] Как показано на фиг. 7 и фиг. 8, в данном варианте осуществления полость 40 имеет в ней два ребра 24, пролегающие радиально внутрь от участка 22 пластинчатой стенки к кольцевому элементу 31, и второе ребро 27, размещенное между двумя ребрами 24 и пролегающее от кольцевого элемента 31 к ярму 12. То есть каждый из зубьев 13 снабжен несколькими ребрами 24 и, по меньшей мере, одним вторым ребром 27. Инжекционное отверстие 25 выполнено на участке 22 пластинчатой стенки между одним ребром 24 и внутренней поверхностью катушки 15, а вентиляционное отверстие 26 выполнено на участке 22 пластинчатой стенки между другим ребром 24 и внутренней поверхностью катушки 15. Два ребра 24 и второе ребро 27 формируют в полости 40 изгибающийся канал 500, включающий в себя четыре радиальных канала 510 и три соединительных канала 520, которые соединены извилистым образом. Ширина W3 радиального канала 510 составляет около половины ширины W1 радиального канала 51 в статоре 11 варианта осуществления, который был описан ранее со ссылками на фиг. 1-6. В статоре 11 настоящего варианта осуществления ширина W4 соединительного канала 520 является немного более узкой, чем ширина W3 радиального канала 510.
[0022] Со ссылкой на фиг. 9 и фиг. 10, будет дано описание этапа заполнения изгибающегося канала 500 лаком 600, который является более вязким, чем лак 60, описанный со ссылкой на фиг. 5 и фиг. 6, и имеет вязкость от промежуточной до высокой (от 7 до 10 (Па⋅с)). Когда лак 600 нагнетается через инжекционное отверстие 25 в радиальный канал 51 с шириной W1, как описано со ссылкой на фиг. 5 и фиг. 6, лак 600 поступает в радиальный канал 51 без расширения для заполнения ширины радиального канала 51. В результате, воздух внутри полости 40 будет заперт в лаке 600 в виде пузырьков воздуха в непосредственной близости от инжекционного отверстия 25, и может быть затруднительно заполнить радиальный канал 51 лаком 600, имеющим высокую вязкость, не выпустив некоторые пузырьки воздуха. В то же время, когда лак 600, имеющий высокую вязкость, нагнетается через инжекционное отверстие 25 в узкий радиальный канал 510, лак 600 будет поступать в радиальный канал 510 и при этом расширяться для заполнения радиального канала 510 по ширине, как показано на фиг. 9. Воздух внутри радиального канала 510 будет стравливаться наружу через вентиляционное отверстие 26. Таким образом, лак 600 может поступать в радиальный канал 510 без запирания воздуха в виде пузырьков воздуха в непосредственной близости от инжекционного отверстия 25.
[0023] При дополнительном поступлении лака 600, лак 600 проходит мимо первого соединительного канала 520 во второй радиальный канал 510, заполняя радиальный канал 510 от кольцевого элемента 31 до участка 22 пластинчатой стенки, как показано на фиг. 10. При достижении второго соединительного канала 520, в непосредственной близости от участка 22 пластинчатой стенки, лак 600 поступает из второго соединительного канала 520 в третий радиальный канал 510. Таким образом, лак 600, нагнетаемый через инжекционное отверстие 25, поступает в изгибающийся канал 500, поочередно проходя через радиальный канал 510 и соединительный канал 520 изгибающегося канала 500. Затем, как только установлено, что лак 600 выдавливается небольшими количествами через вентиляционное отверстие 26, значит изгибающийся канал 500 полностью заполнен лаком 600, и нагнетание лака 600 прекращается. Лак 600, поступивший в изгибающийся канал 500, плотно контактирует с наружной поверхностью изолирующего элемента 20 и внутренней поверхностью катушки 15 и прочно сцепляет катушку 15 с изолирующим элементом 20 при затвердевании.
[0024] Статор 11 согласно этому варианту осуществления обеспечивает заполнение канале 500 за счет уменьшения ширины W3 изгибающегося канала 500, даже если лак 600 имеет высокую сцепляемость и высокую вязкость, в результате чего лак 600 вступает в тесный контакт с наружной поверхностью изолирующего элемента 20 и внутренней поверхностью катушки 15. Таким образом, можно скрепить катушку 15 с изолирующим элементом 20 более прочно, используя лак 600, который имеет высокую сцепляемость и высокую вязкость.
[0025] В то время как на фиг. 9 и фиг. 10 проиллюстрирован этап заполнения лаком 600, который является более вязким, чем лак 60, и имеет вязкость от промежуточной до высокой (от 7 до 10 (Па⋅с)), лак 60, имеющий вязкость от низкой до средней (от 5 до 8 (Па⋅с)), также может нагнетаться в изгибающийся канал 500, чтобы заполнить изгибающийся канал 500, без выпуска некоторых пузырьков воздуха.
[0026] На фиг. 11 и фиг. 12 изображены, соответственно, частичный перспективный вид и развертка кольцевой поверхности статора 29 модификации изобретения, иллюстрирующие конфигурацию статора 29. В статоре 29 элементы конструкции, которые являются такими же, что и в вышеупомянутых вариантах осуществления, будут обозначены аналогичными ссылочными позициями, и их описание будет опущено.
[0027] В данной модификации изолирующий элемент 20 не покрывает ориентированные в осевом направлении торцовые поверхности 13а соответствующего зуба 13 и имеет ориентированные в окружном направлении стеновые участки 28, покрывающие ориентированные в окружном направлении торцовые поверхности 13b. Ребра 24 выступают радиально внутрь (по направлению к ротору 18) от соответствующих участков 22 пластинчатой стенки, которые проходят в осевом направлении наружу за пределы ориентированных в осевом направлении торцовых поверхностей 13а зуба 13. Кольцевые элементы 31 прикреплены к дистальным концевым участкам зубьев ориентированных в осевом направлении наружных поверхностей 21а.
[0028] В данной модификации ориентированная в осевом направлении торцовая поверхность 13а зуба 13 и внутренняя поверхность катушки 15 формируют полость 40. В каждой из полостей 40 ребро 24 пролегает радиально от участка 22 пластинчатой стенки к кольцевому элементу 31, заканчивается, не доходя до кольцевого элемента 31, и разделяет U-образный изгибающийся канал 50. Кроме того, как и в вышеприведенных вариантах осуществления, каждый участок 22 пластинчатой стенки имеет инжекционное отверстие 25, сообщающееся с изгибающимся каналом 50, сформированным в полости 40, и вентиляционное отверстие 26, отстоящее по окружности от инжекционного отверстия 25 по другую сторону от ребра 24 и сообщающееся с изгибающимся каналом 50.
[0029] Как и в описанных выше вариантах осуществления, когда лак 60 нагнетается через инжекционное отверстие 25 в изгибающийся канал 50, воздух внутри изгибающегося канала 50 стравливается через вентиляционное отверстие 26 наружу, при этом изгибающийся канал 50 полностью заполняется лаком 60. То есть статор 29 обеспечивает полное заполнение лаком 60 полости 40, сформированной ориентированной в осевом направлении торцовой поверхностью 13а зуба 13 и внутренней поверхностью катушки 15, тем самым прочно склеивая зуб 13, катушку 15 и концевые участки ориентированных в окружном направлении стеновых участков 28 изолирующего элемента 20 друг с другом. Кроме того, лак 60 может плотно контактировать с зубом 13, катушкой 15 и концевыми участками ориентированных в окружном направлении стеновых участков 28 изолирующего элемента 20. Это улучшает адгезию между зубом 13, катушкой 15 и изолирующим элементом 20, сохраняя при этом зуб 13 и катушку 15 электрически изолированными друг от друга.
[0030] В то время как в данной модификации изолирующий элемент 20 не покрывает ориентированные в осевом направлении торцовые поверхности 13а зуба 13, изолирующий элемент 20 может быть выполнен с возможностью частичного покрытия ориентированных в осевом направлении торцовых поверхностей 13а. Кроме того, пока зуб 13 и катушка 15 остаются электрически изолированными друг от друга, ориентированные в окружном направлении стеновые участки 28 изолирующего элемента 20 могут быть выполнены так, чтобы не закрывать ориентированные в окружном направлении торцовые поверхности 13b зуба 13 полностью, а чтобы покрывать ориентированные в окружном направлении торцовые поверхности 13b, по меньшей мере, частично.
[0031] Как и в варианте осуществления, ранее описанном со ссылкой на фиг. 7 и фиг. 8, данная модификация может быть выполнена таким образом, что полость 40 будет содержать два ребра 24, пролегающие радиально внутрь от участка 22 пластинчатой стенки, и второе ребро 27, размещенное между двумя ребрами 24, и проходящее от кольцевого элемента 31 к ярму 12, и при этом эти два ребра 24 и второе ребро 27 формируют в полости 40 изгибающийся канал 500, включающий в себя четыре радиальных канала 510 и три соединительных канала 520, соединенные извилистым образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР | 2017 |
|
RU2642431C1 |
| СТАТОР ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2638165C1 |
| МНОГОФАЗНЫЕ СТРУКТУРЫ ЗУБЧАТЫХ ПОЛЮСОВ ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2330368C2 |
| КРЕПЛЕНИЕ ПОЛЮСНЫХ НАКОНЕЧНИКОВ | 2014 |
|
RU2663196C2 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2575860C2 |
| Ударный узел электромагнитного перфоратора | 1989 |
|
SU1707194A1 |
| НАФОРМОВЫВАНИЕ НА ПЛАСТИНУ СТАТОРА | 2014 |
|
RU2666777C2 |
| СЕРДЕЧНИК СТАТОРА, СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА И ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2023 |
|
RU2838580C2 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2563773C1 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2569768C1 |
Изобретение относится к области электротехники, в частности к конструкции статора. Технический результат – улучшение крепления катушки на изолирующем каркасе. Статор содержит ярмо, зубья, изолирующие элементы, первые ребра, катушки, кольцевые элементы и клейкие вещества. Каждый из изолирующих элементов имеет окружную стенку и фланец. Фланец содержит пластинчатую стенку. Первые ребра выступают из соответствующих фланцев. Каждый виток намотан на внешней стороне окружной стенки и первых ребер каждого из зубьев. Кольцевые элементы закрывают полости с дистальной концевой стороны зубьев. Первое отверстие и второе отверстие выполнены в пластинчатой стенке. Изгибающийся канал содержит лак, вводимый через инжекционное отверстие. 1 з.п. ф-лы, 12 ил.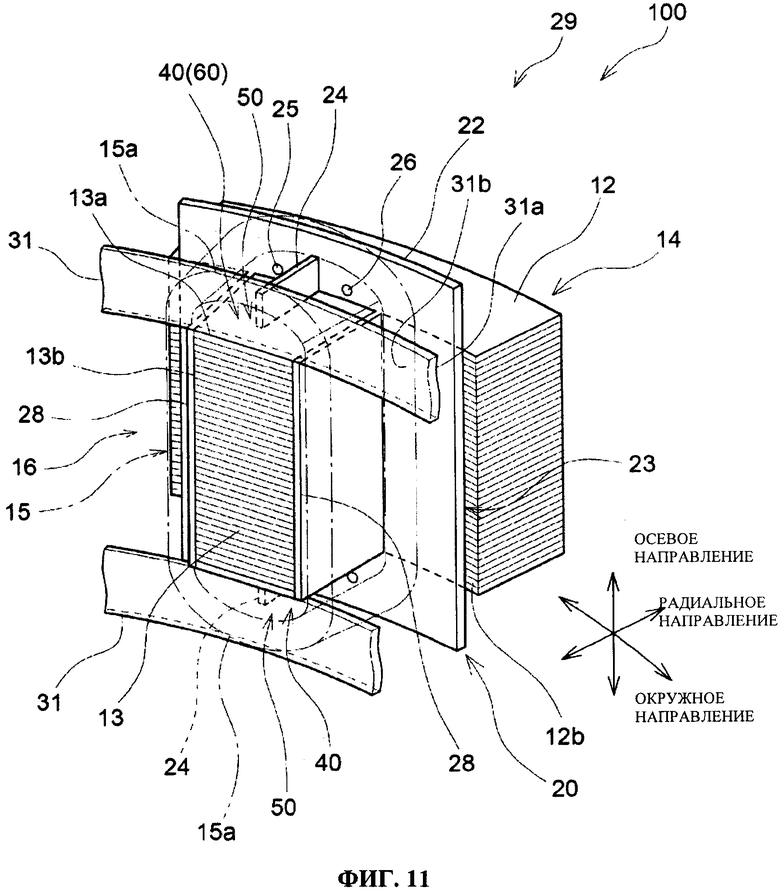
1. Статор, содержащий:
ярмо, пролегающее в направлении по окружности статора;
зубья, выступающие в радиальном направлении от внутренней кольцевой поверхности ярма;
изолирующие элементы, каждый из которых содержит стенки и фланец, при этом стенки закрывают, по меньшей мере, часть ориентированных в окружном направлении торцовых поверхностей каждого из зубьев, фланец содержит пластинчатую стенку, пластинчатая стенка проходит наружу, по меньшей мере, за пределы соответствующих ориентированных в осевом направлении торцовых поверхностей каждого из зубьев со стороны внутренней кольцевой поверхности ярма, причем пластинчатая стенка имеет первое отверстие и второе отверстие;
по меньшей мере, одно первое ребро, выступающее в радиальном направлении внутрь от пластинчатой стенки с наружной стороны ориентированной в осевом направлении торцовой поверхности каждого из зубьев, притом первое ребро размещено между первым отверстием и вторым отверстием, при этом первое отверстие и второе отверстие расположены в пластинчатой стенке таким образом, что второе отверстие в окружном направлении расположено от первого отверстия по другую сторону от первого ребра, причем первое ребро формирует канал, соединяющий первое отверстие и второе отверстие;
катушки, каждая из которых намотана на наружные части стенок и первое ребро; а также
кольцевые элементы, прикрепленные к дистальным концевым участкам ориентированной в осевом направлении торцовой поверхности зуба, при этом кольцевые элементы закрывают отверстия полостей с дистальной концевой стороны зубьев, причем полости расположены между ориентированными в осевом направлении торцовыми поверхностями зубьев и внутренними поверхностями катушек; и
клейкое вещество, наполняющее канал,
в котором пластинчатая стенка закрывает отверстие полости со стороны ярма,
первое ребро пролегает радиально от пластинчатой стенки к кольцевому элементу таким образом, что первое ребро не достигает кольцевого элемента.
2. Статор по п. 1, дополнительно содержащий, по меньшей мере, одно второе ребро, в котором
несколько первых ребер размещено между первым отверстием и вторым отверстием,
второе ребро размещено между первыми ребрами, второе ребро выступает радиально от кольцевого элемента к ярму таким образом, что второе ребро не доходит до пластинчатой стенки, и
первые ребра и второе ребро совместно формируют канал, соединяющий первое отверстие и второе отверстие.
| JP 4339027 B2, 07.10.2009 | |||
| WO 2014020755 A1, 06.02.2014 | |||
| US 8269387 B2, 18.09.2012 | |||
| JP 2010124657 A, 03.06.2010 | |||
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2008 |
|
RU2486652C2 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| УСТРОЙСТВО ИЗ ФЕРРОМАГНИТНОГО И ЭЛЕКТРИЧЕСКИ ПРОВОДЯЩЕГО КАРКАСА И ЭЛЕМЕНТОВ ОБМОТКИ | 1992 |
|
RU2105404C1 |

