ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение в целом относится к одному или более соединительным компонентам, выполненным с возможностью соединения частей горелки с системой горелки.
УРОВЕНЬ ТЕХНИКИ
[0002] Головки для обработки материала, такие как плазменные горелки, головки гидроабразивной резки и лазерные головки, широко используются в нагревании, резании, поверхностной резке и маркировке материалов. Например, плазменная горелка для газоэлектрической сварки обычно включает в себя электрические соединения, проходы для охлаждения, проходы для текучих сред управления дугой (например, плазменного газа), а также расходные материалы, такие как электрод и сопло, имеющее центральное выходное отверстие, устанавливаемые внутри корпуса горелки. Предпочтительно вихревое кольцо используется для того, чтобы управлять структурой потока текучей среды в плазменной камере, сформированной между электродом и соплом. В некоторых плазменных горелках для газоэлектрической сварки удерживающая крышка может использоваться для того, чтобы поддерживать сопло и/или вихревое кольцо в корпусе горелки.
[0003] Один или более соединительных компонентов могут использоваться для присоединения расходных материалов к системе горелки. Однако существующие соединительные компоненты со стандартной резьбой могут требовать целых пять полных оборотов для того, чтобы присоединить или отсоединить расходный материал. Замена расходных частей может быть частой и происходить по нескольку раз в день. Следовательно, существующие соединительные компоненты могут замедлить процесс замены расходных материалов, уменьшая тем самым время, которое может быть потрачено на резку и другие полезные операции горелки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Таким образом, необходимы системы и способы для упрощения присоединения и отсоединения части горелки относительно системы горелки, такие как сокращение количества оборотов и/или угла поворота, требуемых для полного присоединения или отсоединения части горелки. За счет более быстрого и легкого присоединения или отсоединения частей горелки время обслуживания горелки может быть уменьшено. И наоборот, продолжительность работы горелки может быть увеличена.
[0005] В одном аспекте предлагается соединительный компонент для сборки в горелку. Этот соединительный компонент содержит корпус, который включает в себя проксимальный конец и дистальный конец, расположенные вдоль продольной оси. По меньшей мере две резьбовых области располагаются радиальным образом вокруг продольной оси на поверхности корпуса около проксимального конца. Каждая резьбовая область включает в себя по меньшей мере две параллельных нитки резьбы, расположенные на поверхности корпуса. В дополнение к этому, по меньшей мере две гладких области располагаются каждая радиальным образом вокруг продольной оси между парой резьбовых областей на поверхности корпуса.
[0006] В некоторых вариантах осуществления соединительный компонент содержит вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим компонентом. Вставляемый компонент может включать в себя зазор, расположенный у дистального конца корпуса. Этот зазор выполнен с возможностью предотвращения вращения вставляемого компонента в охватывающем компоненте до тех пор, пока зазор не будет выровнен с соответствующей выпуклостью охватывающего компонента.
[0007] В некоторых вариантах осуществления соединительный компонент содержит охватывающий компонент, выполненный с возможностью надежно соединяться со вставляемым компонентом. Охватывающий компонент может включать в себя выпуклость, расположенную у дистального конца корпуса. Эта выпуклость выполнена с возможностью предотвращения вращения вставляемого компонента в охватывающем компоненте до тех пор, пока она не будет выровнена с соответствующим зазором вставляемого компонента.
[0008] В некоторых вариантах осуществления по меньшей мере две резьбовых области располагаются радиальным образом вокруг корпуса во вращательно симметричной компоновке. В некоторых вариантах осуществления по меньшей мере две гладких области располагаются радиальным образом вокруг корпуса во вращательно симметричной компоновке. В некоторых вариантах осуществления по меньшей мере две параллельных нитки резьбы ориентируются по существу спирально вокруг продольной оси. В некоторых вариантах осуществления по меньшей мере две параллельных нитки резьбы ориентируются по существу перпендикулярно к продольной оси. Эти по меньшей мере две параллельных нитки резьбы могут равномерно отстоять друг от друга вдоль продольной оси.
[0009] В некоторых вариантах осуществления соединительный компонент включает в себя три резьбовых области.
[0010] В некоторых вариантах осуществления нитки одной резьбовой области являются лишенными непрерывности с нитками смежной резьбовой области. Расположение и ориентация ниток резьбы на одной резьбовой области могут быть по существу теми же самыми, что и в другой резьбовой области.
[0011] В некоторых вариантах осуществления соединительный компонент выполнен с возможностью закрепления соответствующего компонента. По меньшей мере одна из гладких областей соединительного компонента может быть выполнена с возможностью выравнивания по меньшей мере с одной из резьбовых областей соответствующего компонента для того, чтобы облегчить сдвигаемое смещение одного компонента в другой компонент. Во время соединения один компонент может вращаться относительно другого компонента в первом направлении на угол, меньше 360°, для того, чтобы закрепить другой компонент. Например, этот угол может быть меньше или равен приблизительно 60°, 90° или 180°. Компоненты могут быть отсоединены, когда один компонент вращается относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на то же самое количество градусов.
[0012] В некоторых вариантах осуществления соединительный компонент соединяется с расходным материалом плазменной горелки для газоэлектрической сварки для присоединения расходного материала к другому элементу плазменной горелки для газоэлектрической сварки. Расходный материал может представлять собой одно из электрода, сопла, удерживающей крышки, экрана или горелки.
[0013] В другом аспекте предлагается соединительный компонент для расходного материала для присоединения расходного материала к соответствующему компоненту горелки. Этот соединительный компонент для расходного материала содержит цилиндрический корпус, который включает в себя проксимальный конец и дистальный конец, расположенные вдоль продольной оси. Множество продольно ориентированных гладких областей располагаются радиальным образом вокруг поверхности корпуса вокруг его проксимального конца. В дополнение к этому, множество продольно ориентированных сегментов располагаются радиальным образом вокруг корпуса между этими гладкими областями. Каждый сегмент включает в себя множество ниток резьбы, расположенных параллельно друг другу вдоль поверхности корпуса таким образом, что нитки резьбы одного сегмента отделены от ниток резьбы смежного сегмента.
[0014] В некоторых вариантах осуществления расположение и ориентация ниток резьбы на одном сегменте являются по существу теми же самыми, что и для другого сегмента.
[0015] В некоторых вариантах осуществления прерывистые нитки резьбы предотвращают зацепление сегмента соединительного компонента для расходного материала с более чем одним сегментом соответствующего компонента во время вращения.
[0016] В другом аспекте предлагается способ для соединения первого компонента и второго компонента для горелки. Каждый из первого и второго компонентов имеет i) множество резьбовых областей, каждая из которых имеет множество ниток резьбы, и ii) множество шлицованных областей, характеризуемых отсутствием ниток резьбы. Способ включает в себя радиальное выравнивание по меньшей мере одной резьбовой области первого компонента по меньшей мере с одной шлицованной областью второго компонента, скользящее вдвигание первого компонента во второй компонент продольно в этом радиально выровненном положении, а также вращение первого компонента в одном направлении относительно второго компонента для того, чтобы зацепить по меньшей мере одну нитку резьбовой области первого компонента по меньшей мере с одной ниткой резьбовой области второго компонента, чтобы закрепить первый и второй компоненты относительно друг друга.
[0017] В некоторых вариантах осуществления этот способ дополнительно содержит предотвращение вращения первого компонента относительно второго компонента во время скользящего вдвигания путем зацепления зазора первого компонента с выпуклостью второго компонента, и вращение первого компонента относительно второго компонента в одном направлении после этого зацепления.
[0018] В некоторых вариантах осуществления вращение первого компонента относительно второго компонента представляет собой вращение первого компонента на угол меньший, чем 360°. Количество градусов в этом угле может быть числом, которое меньше или равно приблизительно 60°, 90° или 180°.
[0019] В некоторых вариантах осуществления этот способ дополнительно содержит вращение первого компонента относительно второго компонента в противоположном направлении приблизительно на то же самое количество градусов для того, чтобы расцепить эти два компонента. Во время разъединения может быть предотвращено вращение первого компонента дальше в противоположном направлении, когда край резьбовой области первого компонента сталкивается с краем резьбовой области второго компонента при вращении (то есть когда происходит рассогласование ниток резьбы).
[0020] В некоторых вариантах осуществления по меньшей мере один из первого компонента или второго компонента соединяется с расходным материалом плазменной горелки для газоэлектрической сварки.
[0021] В некоторых вариантах осуществления способ дополнительно содержит радиальное выравнивание множества резьбовых областей первого компонента со множеством шлицованных областей второго компонента.
[0022] В некоторых вариантах осуществления способ дополнительно содержит радиальное выравнивание множества шлицованных областей первого компонента со множеством резьбовых областей второго компонента.
[0023] В еще одном аспекте соединительный компонент выполнен с возможностью сборки в головку для обработки материала. Соединительный компонент включает в себя в целом цилиндрический корпус, включающий проксимальный конец и дистальный конец, определяющие продольную ось, по меньшей мере две резьбовых области, расположенные в радиальном положении на поверхности корпуса около проксимального конца, и по меньшей мере две нерезьбовые области, ориентированные продольно в радиальном положении на поверхности корпуса. Каждая резьбовая область включает в себя по меньшей мере одну нитку резьбы, расположенную на поверхности корпуса. Каждая нерезьбовая область располагается между парой резьбовых областей.
[0024] В некоторых вариантах осуществления проксимальный конец занимает приблизительно половину продольной длины соединительного компонента.
[0025] В некоторых вариантах осуществления по меньшей мере одна из резьбовых областей простирается радиально по меньшей мере на 50 градусов вокруг поверхности корпуса. Резьбовые области могут быть расположены радиально вокруг корпуса во вращательно симметричной компоновке. В некоторых вариантах осуществления соединительный компонент включает в себя три резьбовых области. Каждая нитка резьбы резьбовой области может иметь угол спирали приблизительно 3 градуса. В некоторых вариантах осуществления по меньшей мере одна нитка резьбы одной резьбовой области является прерывистой относительно по меньшей мере одной нитки резьбы противоположной резьбовой области. По меньшей мере одна нитка резьбы каждой резьбовой области может простираться по существу перпендикулярно к продольной оси.
[0026] В некоторых вариантах осуществления соединительный компонент соединяется с расходным материалом. Расходный материал может представлять собой одно из электрода, картриджа или удерживающей крышки.
[0027] В некоторых вариантах осуществления соединительный компонент содержит вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим компонентом. Соединительный компонент может дополнительно содержать осевой ограничитель, расположенный радиально вокруг поверхности корпуса между дистальным концом и резьбовыми областями, выполненный с возможностью контакта с охватывающим компонентом. Например, вставляемый компонент может быть выровнен с охватывающим компонентом посредством осевого ограничителя перед вращательным соединением ниток резьбы. В некоторых вариантах осуществления соединительный компонент выполнен с возможностью закрепления соответствующего компонента. По меньшей мере одна из нерезьбовых областей соединительного компонента может быть выполнена с возможностью выравнивания по меньшей мере с одной из резьбовых областей соответствующего компонента для того, чтобы облегчить сдвигаемое смещение одного компонента в другой компонент. Для соединения компонентов один компонент может вращаться относительно другого компонента в первом направлении на угол меньший 360°, для того, чтобы закрепить другой компонент. Для разъединения компонентов один компонент может вращаться относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на то же самое количество градусов.
[0028] В еще одном аспекте предлагается соединительный компонент для расходного материала для присоединения расходного материала к соответствующему компоненту головки для обработки материала. Соединительный компонент для расходного материала содержит цилиндрический корпус, включающий проксимальный конец и дистальный конец, расположенный вдоль продольной оси, множество продольно ориентированных гладких областей, расположенных радиально вокруг поверхности корпуса около проксимального конца; а также множество продольно ориентированных сегментов, расположенных радиально вокруг корпуса между гладкими областями. Каждый сегмент включает в себя по меньшей мере одну нитку резьбы, расположенную вдоль поверхности корпуса таким образом, что по меньшей мере одна нитка резьбы одного сегмента является прерывистой относительно по меньшей мере одной нитки резьбы противоположного сегмента.
[0029] В некоторых вариантах осуществления проксимальный конец занимает приблизительно половину продольной длины соединительного компонента.
[0030] В некоторых вариантах осуществления по меньшей мере один из сегментов простирается радиально по меньшей мере на 50 градусов вокруг поверхности корпуса. Сегменты могут быть расположены радиально вокруг корпуса во вращательно симметричной компоновке. В некоторых вариантах осуществления соединительный компонент включает в себя три сегмента. Каждая нитка резьбы сегмента может иметь угол спирали приблизительно 3 градуса. В некоторых вариантах осуществления по меньшей мере одна нитка резьбы каждого сегмента может проходить радиально вокруг корпуса.
[0031] В некоторых вариантах осуществления соединительный компонент для расходного материала соединяется с расходным материалом. Расходный материал может представлять собой одно из электрода, картриджа или удерживающей крышки.
[0032] В некоторых вариантах осуществления соединительный компонент для расходного материала содержит вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим расходным компонентом. Соединительный компонент может дополнительно содержать осевой ограничитель, расположенный радиально вокруг поверхности корпуса между дистальным концом и сегментами, выполненный с возможностью контакта с охватывающим расходным компонентом. Например, вставляемый расходный компонент может быть выровнен с охватывающим расходным компонентом посредством осевого ограничителя перед вращательным соединением ниток резьбы. В некоторых вариантах осуществления соединительный компонент для расходного материала выполнен с возможностью закрепления соответствующего компонента. По меньшей мере одна из гладких областей соединительного компонента для расходного материала может быть выполнена с возможностью выравнивания по меньшей мере с одним из сегментов соответствующего компонента для того, чтобы облегчить сдвигаемое смещение одного компонента в другой компонент. Для соединения компонентов один компонент может вращаться относительно другого компонента в первом направлении на количество градусов, меньшее 360°, для того, чтобы закрепить другой компонент. Для разъединения компонентов один компонент может вращаться относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на то же самое количество градусов.
[0033] В еще одном аспекте предлагается способ для соединения первого компонента и второго компонента для головки для обработки материала. Каждый из первого и второго компонентов имеет i) по меньшей мере одну резьбовую область, имеющую по меньшей мере одну нитку резьбы и ii) по меньшей мере одну шлицованную область, характеризуемую отсутствием ниток резьбы. Способ включает в себя радиальное выравнивание по меньшей мере одной резьбовой области первого компонента по меньшей мере с одной шлицованной областью второго компонента, скользящее вдвигание первого компонента относительно второго компонента продольно в этом радиально выровненном положении, а также вращение первого компонента в одном направлении относительно второго компонента для того, чтобы зацепить по меньшей мере одну нитку резьбовой области первого компонента по меньшей мере с одной ниткой резьбовой области второго компонента, чтобы закрепить первый и второй компоненты относительно друг друга.
[0034] Способ может дополнительно включать в себя радиальное выравнивание по меньшей мере одной шлицованной области первого компонента по меньшей мере с одной резьбовой областью второго компонента перед скользящим вдвиганием первого компонента во второй компонент. В некоторых вариантах осуществления скользящее вдвигание первого компонента во второй компонент содержит осевое упирание первого компонента и второго компонента.
[0035] Способ может дополнительно включать в себя предотвращение вращения первого компонента относительно второго компонента во время скользящего вдвигания путем зацепления зазора первого компонента с выпуклостью второго компонента, и вращение первого компонента относительно второго компонента в одном направлении после этого зацепления. В некоторых вариантах осуществления вращение первого компонента относительно второго компонента представляет собой вращение первого компонента на угол меньший, чем 360°. Количество градусов в этом угле может быть меньше или равно приблизительно 60°, 90° или 180°. В некоторых вариантах осуществления этот способ дополнительно включает в себя вращение первого компонента относительно второго компонента в противоположном направлении приблизительно на то же самое количество градусов для того, чтобы расцепить эти два компонента. Во время разъединения может быть предотвращено вращение первого компонента дальше в противоположном направлении, когда край резьбовой области первого компонента сталкивается с противоположной поверхностью резьбовой области второго компонента при вращении.
[0036] В некоторых вариантах осуществления по меньшей мере один из первого компонента или второго компонента соединяется с расходным материалом плазменной горелки для газоэлектрической сварки.
[0037] Также следует понимать, что различные аспекты и варианты осуществления настоящего изобретения могут быть скомбинированы различными способами. Основываясь на данном описании, специалист в данной области техники может легко определить, каким образом можно скомбинировать эти различные варианты осуществления. Например, в некоторых вариантах осуществления любой из вышеперечисленных аспектов может включать в себя одну или более вышеперечисленных особенностей. Один вариант осуществления настоящего изобретения может предусматривать все вышеупомянутые особенности и преимущества.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0038] Описанные выше преимущества настоящего изобретения, вместе с дополнительными преимуществами, могут быть лучше поняты при рассмотрении следующего описания в совокупности с сопроводительными чертежами. Эти чертежи не обязаны масштабироваться; вместо этого акцент делается на иллюстрировании принципов настоящего изобретения.
[0039] Фиг.1 иллюстрирует примерную соединительную сборку в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0040] Фиг.2A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.1, во вставленном положении в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0041] Фиг.3A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.1, в заблокированном положении в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0042] Фиг.4A и B иллюстрируют другой примерный набор охватывающих и вставляемых соединительных компонентов в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0043] Фиг.5 иллюстрирует способ для того, чтобы прикрепить вставляемый соединительный компонент к охватывающему соединительному компоненту в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0044] Фиг.6 иллюстрирует примерный соединительный компонент, связанный с соплом, в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0045] Фиг.7 иллюстрирует другую примерную соединительную сборку, включающую в себя вставляемый соединительный компонент и охватывающий соединительный компонент, в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0046] Фиг.8A-C иллюстрируют различные виды вставляемого соединительного компонента, проиллюстрированного на Фиг.7.
[0047] Фиг.9A и B иллюстрируют различные виды охватывающего соединительного компонента, проиллюстрированного на Фиг.7.
[0048] Фиг.10A и B иллюстрируют другую примерную соединительную сборку, связанную с плазменной горелкой для газоэлектрической сварки, в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0049] Фиг.11A и B иллюстрируют различные виды другого примерного вставляемого соединительного компонента соединительной сборки, проиллюстрированной на Фиг.10A и B, где вставляемый соединительный компонент присоединен к корпусу горелки.
[0050] Фиг.12A и B иллюстрируют различные виды одного примерного охватывающего соединительного компонента соединительной сборки, проиллюстрированной на Фиг.10A и B, где охватывающий соединительный компонент присоединен к удерживающей крышке.
[0051] Фиг.13 иллюстрирует один примерный охватывающий соединительный компонент соединительной сборки, проиллюстрированной на Фиг 10A и B, где охватывающий соединительный компонент соединяется с расходным картриджем.
[0052] Фиг.14A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.10A и B, в заблокированном положении в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0053] Фиг.15 иллюстрирует способ для прикрепления одного соединительного компонента к другому соединительному компоненту в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0054] Фиг.16A и B иллюстрируют профили нитки резьбы примерного набора соответствующих соединительных компонентов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0055] Технологии настоящего изобретения позволяют устанавливать и удалять расходные материалы горелки быстрее и легче, чем стандартные резьбовые соединения, например, с меньшим количеством оборотов и/или с уменьшенным количеством градусов вращения. Технологии настоящего изобретения применимы к соединению различных компонентов в головке для обработки материала, такой как плазменная горелка для газоэлектрической сварки, лазерная головка или водоструйная режущая головка. Фиг.1 иллюстрирует одну примерную соединительную сборку в соответствии с некоторыми вариантами осуществления настоящего изобретения. Соединительная сборка 100 включает в себя вставляемый соединительный компонент 102 и охватывающий соединительный компонент 120, оба из которых выполнены с возможностью сборки в горелку (не показана). В некоторых вариантах осуществления каждый из соединительных компонентов 102, 120 соединяется с расходным материалом для прикрепления друг к другу. Примерные расходные материалы, с которыми может быть соединен соединительный компонент, включают в себя электрод, сопло, удерживающую крышку, экран или корпус горелки. В качестве одного примера, охватывающий соединительный компонент 120 может быть целиком построен на корпусе горелки, в то время как вставляемый соединительный компонент 102 может быть целиком построен на сопле или электроде для надежного соединения с корпусом горелки.
[0056] Как показано на Фиг.1, вставляемый соединительный компонент 102 включает в себя корпус 104, имеющий проксимальный конец 106 и дистальный конец 108, расположенные вдоль продольной оси 110. Проксимальный конец 106 вставляемого соединительного компонента 102 может быть охарактеризован как конец, который сталкивается с охватывающим соединительным компонентом 120 первым по мере того, как вставляемый соединительный компонент 102 продвигается внутрь охватывающего соединительного компонента 120 для соединения. По меньшей мере две резьбовых области 112 располагаются радиально вокруг продольной оси 110 на наружной поверхности корпуса 104 рядом с проксимальным концом 106. Каждая резьбовая область 112 включает в себя по меньшей мере две параллельных нитки 114 резьбы, расположенных на наружной поверхности корпуса 104. В некоторых вариантах осуществления нитки 114 резьбы являются равноотстоящими друг от друга и по существу перпендикулярными к продольной оси 110. В некоторых вариантах осуществления нитки 114 резьбы являются равноотстоящими друг от друга и ориентированными по существу спирально вокруг продольной оси 110. В дополнение к этому, вставляемый соединительный компонент 102 включает в себя по меньшей мере две гладких области 116, характеризуемых отсутствием ниток резьбы или других нерегулярных особенностей. Каждая гладкая область 116 располагается радиально вокруг продольной оси 110 между парой резьбовых областей 112 на наружной поверхности корпуса 104.
[0057] Аналогичным образом охватывающий соединительный компонент 120 включает в себя корпус 124, имеющий проксимальный конец 126 и дистальный конец 128, расположенные вдоль продольной оси 110. Проксимальный конец 126 охватывающего соединительного компонента 120 характеризуются как конец, который сталкивается с вставляемым соединительным компонентом 102 первым по мере того, как охватывающий соединительный компонент 120 продвигается к вставляемому соединительному компоненту 102 во время соединения. По меньшей мере две резьбовых области 130 располагаются радиально вокруг продольной оси 110 на внутренне поверхности корпуса 124 рядом с проксимальным концом 126. Каждая резьбовая область 130 может включать в себя по меньшей мере две параллельных нитки 132 резьбы, расположенных на внутренней поверхности корпуса 124. В некоторых вариантах осуществления эти нитки 132 резьбы являются равноотстоящими друг от друга и по существу перпендикулярными к продольной оси 110. В некоторых вариантах осуществления нитки 132 резьбы являются равноотстоящими друг от друга и ориентированными по существу спирально вокруг продольной оси 110. В дополнение к этому, охватывающий соединительный компонент 120 включает в себя по меньшей мере две гладких области 134, характеризуемых отсутствием ниток резьбы или других нерегулярных особенностей. Каждая гладкая область 134 располагается радиально вокруг продольной оси 110 между парой резьбовых областей 130 на поверхности корпуса 124. В большинстве случаев охватывающий соединительный компонент 120 включает в себя соответствующие особенности по сравнению с вставляемым соединительным компонентом 102 для того, чтобы облегчить надежное соединение этих двух компонентов.
[0058] В некоторых вариантах осуществления каждая гладкая область 116 вставляемого соединительного компонента 102 имеет подходящие размеры для того, чтобы функционировать в качестве прорези для выравнивания и приема резьбовой области 130 охватывающего соединительного компонента 120. Радиальный участок гладкой области 116 может быть по существу тем же самым, что и радиальный участок резьбовой области 130. И наоборот, каждая гладкая область 134 охватывающего соединительного компонента 120 имеет подходящие размеры для того, чтобы функционировать в качестве прорези для выравнивания и приема резьбовой области 112 вставляемого соединительного компонента 102. Радиальный участок гладкой области 134 может быть по существу тем же самым, что и радиальный участок резьбовой области 112. Гладкие области 116 вставляемого соединительного компонента 102 и гладкие области 134 охватывающего соединительного компонента 120 могут направлять скользящее смещение одного компонента относительно другого компонента в продольном направлении 110, как во время соединения, так и во время разъединения.
[0059] В некоторых вариантах осуществления вращательное соединение между вставляемым соединительным компонентом 102 и охватывающим соединительным компонентом 120 позволяется только после того, как вставляемый соединительный компонент 102 будет скользящим образом вдвинут внутрь охватывающего соединительного компонента 120 в продольном направлении 110 до положения стопора. Это положение в дальнейшем упоминается как «вставленное положение», которое предшествует вращению. Фиг.2A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.1, во вставленном положении в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано на Фиг.2A, вставляемый компонент 102 включает в себя фланец 118, расположенный на дистальном конце 108 корпуса 104, а охватывающий компонент 120 включает в себя стопорный выступ 136, расположенный на дистальном конце 128 корпуса 124. Фланец 118 и стопорный выступ 136 выполнены с возможностью взаимодействия друг с другом для того, чтобы предотвратить дальнейшее продвижение вставляемого соединительного компонента 102 за стопорный выступ 136 охватывающего соединительного компонента 120 в продольном направлении 110. В дополнение к этому, никакое вращение вставляемого соединительного компонента 102 внутри охватывающего соединительного компонента 120 не может произойти во время этого продвижения из-за рассогласования ниток 114, 132 резьбы на этих двух компонентах. Вращение разрешается только после того, как вставляемый соединительный компонент 102 будет полностью вставлен в охватывающий соединительный компонент 120, и стопорный выступ 136 охватывающего соединительного компонента 120 встретится с зазором 119 вставляемого соединительного компонента 102, причем в этом положении нитки 114 резьбы на вставляемом соединительном компоненте 102 должным образом позиционируются относительно ниток 132 резьбы на охватывающем соединительном компоненте 120 для того, чтобы позволить свинчивание. Во вставленном положении, как показано на Фиг. 2B, каждая резьбовая область 112 вставляемого соединительного компонента 102 обращена к гладкой области (не показана) охватывающего соединительного компонента 120, а каждая гладкая область 116 вставляемого соединительного компонента 102 обращена к резьбовой области (не показана) охватывающего соединительного компонента 120.
[0060] Как только вставленное положение достигнуто, один соединительный компонент может вращаться относительно другого соединительного компонента в одном направлении (то есть по часовой стрелке или против часовой стрелки) на некоторое количество градусов, меньшее чем 360°, прежде чем компоненты будут надежно прикреплены друг к другу. Это положение в дальнейшем упоминается как «положение фиксации». В противоположность этому, традиционные снабженные резьбой конструктивные решения требуют вращения по меньшей мере на 360° перед возможностью надежно закрепить два компонента. Фиг.3A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.1, в положении фиксации в соответствии с некоторыми вариантами осуществления настоящего изобретения. Для того, чтобы закрепить эти компоненты, вставляемый соединительный компонент 102 может вращаться внутри охватывающего соединительного компонента 120 таким образом, чтобы нитки 114 резьбы по меньшей мере одной резьбовой области 112 вставляемого соединительного компонента 102 зацепились с нитками 132 резьбы смежной резьбовой области 130 охватывающего соединительного компонента 120 при вращении, как показано на Фиг.3A. Зацепление между нитками резьбы облегчает соединение и предотвращает дальнейшее вращение. Таким образом, во время соединения нитки резьбы в одной или больше, или во всех резьбовых областях компонентов могут быть зацеплены одновременно за один поворот меньше чем на 360°. Фиг.3B иллюстрирует, что для того, чтобы достичь положения фиксации, вставляемый соединительный компонент 102 поворачивается из вставленного положения в направлении против часовой стрелки на 60 градусов или меньше. В других вариантах осуществления соединение между этими двумя компонентами может быть достигнуто путем вращения в направлении по часовой стрелке. В положении фиксации каждая резьбовая область 112 вставляемого соединительного компонента 102 обращена к резьбовой области (не показана) охватывающего соединительного компонента 120, а каждая гладкая область (не показана) вставляемого соединительного компонента 102 обращена к гладкой области (не показана) охватывающего соединительного компонента 120.
[0061] Для того, чтобы отсоединить эти два компонента (то есть переместить их из положения фиксации во вставленное положение), оператор может повернуть один компонент относительно другого компонента в направлении, противоположном направлению соединения, приблизительно на то же самое количество градусов. Таким образом, во время разъединения нитки резьбы в одной или больше, или во всех резьбовых областях компонентов могут быть разъединены одновременно за один поворот меньше чем на 360°. Когда вставленное положение после разъединения будет достигнуто, каждая резьбовая область 112 вставляемого соединительного компонента 102 снова будет обращена к гладкой области 134 охватывающего соединительного компонента 120 и наоборот. Вставленное положение облегчает скользящее смещение вставляемого соединительного компонента 102 из охватывающего соединительного компонента 120.
[0062] В некоторых вариантах осуществления каждая нитка 132 резьбы на охватывающем соединительном компоненте 120 является более широкой в продольном направлении, чем стандартная нитка резьбы, так, чтобы позволить соответствующей нитке 114 резьбы на вставляемом соединительном компоненте 102 зацепляться в более широком осевом диапазоне. В некоторых вариантах осуществления каждая внутренняя резьба 132 имеет шаг 16 ниток на дюйм, что соответствует осевому сдвигу вдоль продольного направления 110, равному приблизительно 0,010 дюймов, при повороте приблизительно на 60° между вставленным положением и положением фиксации. В некоторых вариантах осуществления более широкая ширина ниток 132 внутренней резьбы предотвращает случайное зацепление с наружной резьбой 114 во вставленном положении (то есть перед поворотом в положение фиксации). В противном случае наружная резьба 114 может простираться дальше входа в канавки смежной внутренней резьбы 132 даже во вставленном положении, непреднамеренно фиксируя таким образом компоненты друг к другу. В альтернативных вариантах осуществления, однако, нитки резьбы этих двух компонентов могут зацепляться до достижения положения фиксации.
[0063] В некоторых вариантах осуществления нитки резьбы одной резьбовой области являются прерывистыми относительно ниток резьбы смежной резьбовой области для каждого из соединительных компонентов 102, 120. То есть, для каждого соединительного компонента шаг каждой нитки резьбы не создает непрерывного пути от одной резьбовой области к следующей. Это должно предотвращать случайное зацепление ниток резьбы одной резьбовой области одного компонента за нитки резьбы смежной резьбовой области другого компонента при вращении во время разъединения. В частности, во время разъединения, когда нитки 114 наружной резьбы резьбовой области 112 вращаются обратно к вставленному положению, предотвращается дальнейшее зацепление ниток 114 наружной резьбы с нитками 132 внутренней резьбы смежной резьбовой области 130 при вращении, потому что наружная резьба 114 не может быть совмещена со смежной внутренней резьбой 132.
[0064] В большинстве случаев, угол поворота, требуемый для максимального зацепления охватывающего соединительного компонента 120 и вставляемого соединительного компонента 102, зависит от количества резьбовых областей и гладких областей, расположенных на корпусе каждого компонента. Например, если каждый компонент имеет одну гладкую область и одну резьбовую область, то угол поворота составляет 180°. Если каждый компонент имеет две гладкие области и две резьбовые области, то угол поворота составляет 90°. Если каждый компонент имеет три гладкие области и три резьбовые области, то угол поворота составляет приблизительно 60°. Фиг.1-3 показывают, что вставляемый соединительный компонент 102 включает в себя три резьбовые области 112, расположенные между трех гладких областей 116, так что каждая резьбовая область 112 находится между парой гладких областей 116. Соответственно, охватывающий соединительный компонент 120 включает в себя три резьбовые области 130, расположенные между трех гладких областей 134, так что каждая резьбовая область 130 находится между парой гладких областей 134. Для того чтобы минимизировать угол поворота, требуемый для соединения охватывающего и вставляемого соединительных компонентов, возможно использование даже более высокого количества гладких областей и/или резьбовых областей на соединительном компоненте. В дополнение к количеству резьбовых и/или гладких областей, угол поворота зависит также от допусков и расположения резьбы.
[0065] Одно возможное ограничение, связанное с применением малого угла поворота (например, приблизительно 60°) для зацепления, заключается в том, что может быть трудным использовать винтовое движение для преобразования вращательного усилия в осевое усилие для преодоления сопротивления (например, трения кольцевого уплотнителя) образующегося при вставке на относительно большое продольное расстояние. Сила этого сопротивления зависит от ряда факторов, включая тип сопротивления, размер деталей и шаг резьбы. В некоторых вариантах осуществления коническое кольцевое уплотнение 302 используется для того, чтобы уменьшить длину сопротивления и позволить компонентам легко вставляться на заданную глубину.
[0066] Фиг.4A и B иллюстрируют другой примерный набор охватывающих и вставляемых соединительных компонентов в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано, вставляемый соединительный компонент 350, изображенный на Фиг.4A, включает в себя две резьбовые области 352 и две гладкие области 354 на внешней поверхности этого компонента. Аналогичным образом охватывающий соединительный компонент 356, изображенный на Фиг.4B, включает в себя две резьбовые области 358 и две гладкие области 360 на внутренней поверхности этого компонента. Вставляемый и охватывающий соединительные компоненты 350, 356 функционируют аналогично соответствующим компонентам соединительной сборки 100, описанной выше со ссылкой на Фиг.1-3, за исключением того, что поворот на угол равный или меньше приблизительно 90° может быть применен для того, чтобы достичь соединения и разъединения между соединительными компонентами 350, 356. Причиной этого является наличие двух резьбовых областей/гладких областей на каждом соединительном компоненте по сравнению с тремя резьбовыми областями/гладкими областями у соединительной сборки 100.
[0067] Соединительная сборка, изображенная на Фиг.1 или на Фиг.4, может быть построена путем модификации стандартного профиля резьбы или использования нестандартного профиля. Для того чтобы адаптировать конструктивное решение каждого соединительного компонента, одна или более идентичных резьбовых областей могут быть изготовлены на гладком корпусе компонента в различных вращательных положениях, например в трех различных вращательных положениях, если желательно иметь три резьбовые области на компоненте. В некоторых вариантах осуществления во время процесса механической обработки каждого компонента резьба в каждой резьбовой области должным образом отделяется промежутком от структуры ограничителя (то есть от стопорного выступа 136 для охватывающего соединительного компонента 120 или от фланца 118 для вставляемого соединительного компонента 102 соединительной сборки 100), чтобы гарантировать взаимозаменяемость в течение срока службы компонентов.
[0068] В некоторых вариантах осуществления для того, чтобы гарантировать взаимозаменяемость компонентов и вращательную симметрию во время процесса соединения/разъединения, резьбовые области каждого соединительного компонента выполнены с возможностью быть вращательно симметричными вокруг корпуса соединительного компонента. Аналогичным образом гладкие области также располагаются радиально вокруг корпуса вращательно симметричным образом. В дополнение к этому, расположение и ориентация ниток резьбы на одной резьбовой области компонента могут быть по существу теми же самыми, что и для другой резьбовой области того же самого компонента или взаимодействующего компонента. Это означает, что нитки резьбы изготавливаются в идентичных секциях, в противоположность непрерывным ниткам резьбы. В некоторых вариантах осуществления используется резьбофрезерование для того, чтобы произвести резьбовые секции как на охватывающем соединительном компоненте 120, так и на вставляемом соединительном компоненте 102. Радиально-симметричная геометрия соединительных компонентов предполагает, что вставляемый соединительный компонент 102 может быть вставлен в охватывающий соединительный компонент 120 для соединения во множестве вращательных положений, в зависимости от количества имеющихся резьбовых областей/гладких областей.
[0069] Фиг.5 иллюстрирует способ 400 для прикрепления вставляемого соединительного компонента к охватывающему соединительному компоненту, например вставляемого соединительного компонента 102 к охватывающему соединительному компоненту 120, изображенным на Фиг.1, в соответствии с некоторыми вариантами осуществления настоящего изобретения. На стадии 402 каждая из резьбовых областей 112 вставляемого соединительного компонента 102 радиально совмещается с гладкой областью 134 охватывающего соединительного компонента 120. И наоборот, каждая из гладких областей 116 вставляемого соединительного компонента 102 может быть радиально совмещена с резьбовой областью 130 охватывающего соединительного компонента 120. В некоторых вариантах осуществления резьбовые области как охватывающего соединительного компонента 120, так и вставляемого соединительного компонента 102 являются примерно идентичными. То есть расположение и ориентация ниток резьбы на одной резьбовой области являются по существу теми же самыми, что и на другой резьбовой области, связанной с тем же самым или другим компонентами. В дополнение к этому, резьбовые области и гладкие области могут быть вращательно симметричными вокруг каждого из компонентов. Принимая во внимание такую геометрию, радиальное выравнивание между компонентами на стадии 402 может быть достигнуто в нескольких вращательных положениях, относительно независимо от угла введения вставляемого соединительного компонента 102 в охватывающий соединительный компонент 120.
[0070] На стадии 404 вставляемый соединительный компонент 102 вставляется вдоль продольного направления 110 в охватывающий соединительный компонент 120 при сохранении радиально выровненной ориентации. Такое введение может быть достигнуто без какого-либо вращения. В некоторых вариантах осуществления это скольжение останавливается, когда фланец 118 вставляемого соединительного компонента 102 упрется в стопорный выступ 136 ограничителя охватывающего соединительного компонента 120 (то есть будет достигнуто вставленное положение). В некоторых вариантах осуществления вращение этих двух компонентов относительно друг друга предотвращается до тех пор, пока не будет достигнуто вставленное положение и стопорный выступ 136 не встретится с зазором 119, после чего нитки резьбы этих двух компонентов окажутся выровненными для того, чтобы позволить вращение.
[0071] Во вставленном положении стадии 406 вставляемый соединительный компонент 102 поворачивается в одном направлении относительно охватывающего соединительного компонента 120 так, чтобы зацепить нитки 114 резьбы по меньшей мере одной резьбовой области 112 вставляемого соединительного компонента 102 за нитки 132 резьбы смежной резьбовой области 130 охватывающего соединительного компонента 120 при вращении, прикрепляя тем самым компоненты друг к другу. Угол поворота, требуемый для достижения максимального зацепления в положении фиксации, может быть меньше чем 360°, например меньше или равным приблизительно 60°, 90° или 180°.
[0072] Для того, чтобы разъединить компоненты, вставляемый соединительный компонент 102 может быть повернут относительно охватывающего соединительного компонента 120 в противоположном направлении приблизительно на то же самое количество градусов, что и во время процесса соединения. При разъединении дальнейшее вращение вставляемого соединительного компонента 102 в противоположном направлении в охватывающем соединительном компоненте 120 предотвращается, когда край резьбовой области 112 вставляемого компонента 102 при вращении упирается в край резьбовой области 130 охватывающего компонента 120 при вращении.
[0073] Даже при том, что способ, проиллюстрированный на Фиг.5, описывается со вставляемым соединительным компонентом 102, вращающимся относительно охватывающего соединительного компонента 120 как во время процесса соединения, так и во время процесса разъединения, охватывающий соединительный компонент 120 также может вращаться относительно вставляемого соединительного компонента 102 для того, чтобы достичь тех же самых эффектов.
[0074] Фиг.6 иллюстрирует одно примерное сопло, имеющее расположенный на нем соединительный компонент, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано, сопло 600 включает в себя вставляемый соединительный компонент 606, расположенный на дистальном конце сопла 600 вдали от наконечника 612 сопла. Вставляемый соединительный компонент 606 выполнен с возможностью соединения с охватывающим соединительным компонентом (не показан). Вставляемый соединительный компонент 606 может быть построен как единое целое с корпусом сопла 600 или может представлять собой отдельную структуру, соединенную с соплом 600. Вставляемый соединительный компонент 606 имеет две резьбовые области 602 и две гладкие области 604. Вставляемый соединительный компонент 606 также включает в себя фланец 608 для взаимодействия со стопорным выступом (не показан) охватывающего соединительного компонента для предотвращения дальнейшего продвижения вставляемого соединительного компонента 606 в охватывающем соединительном компоненте во вставленном положении. Вставляемый соединительный компонент 606 дополнительно включает в себя зазор 610 для соединения со стопорным выступом охватывающего соединительного компонента для того, чтобы позволить вращение вставляемого соединительного компонента 606 внутри охватывающего соединительного компонента, когда достигнуто вставленное положение. Вращение от вставленного положения к положению фиксации также облегчается выравниванием резьбовых областей 602 вставляемого соединительного компонента 606 с соответствующими смежными резьбовыми областями (не показаны) охватывающего соединительного компонента при вращении.
[0075] Фиг.7 иллюстрирует другую примерную соединительную сборку, включающую в себя вставляемый соединительный компонент и охватывающий соединительный компонент, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Соединительная сборка 700 включает в себя вставляемый соединительный компонент 702 и охватывающий соединительный компонент 720, оба из которых выполнены с возможностью их сборки в головку для обработки материала (не показана), такую как плазменная горелка для газоэлектрической сварки, водоструйная головка или лазерная режущая головка. В некоторых вариантах осуществления каждый из соединительных компонентов 702, 720 соединяется с расходным материалом (или его частью) для прикрепления друг к другу. Примерные расходные материалы, с которыми может быть соединен соединительный компонент, включают в себя электрод, сопло, удерживающую крышку, экран или корпус горелки.
[0076] Вставляемый соединительный компонент 702 включает в себя корпус 704, имеющий проксимальный конец 706 и дистальный конец 708, расположенные вдоль продольной оси 710. Проксимальный конец 706 вставляемого соединительного компонента 702 может быть охарактеризован как конец, который сталкивается с охватывающим соединительным компонентом 720 первым, когда вставляемый соединительный компонент 702 продвигается внутрь охватывающего соединительного компонента 720 для соединения. Проксимальный конец 706 может занимать вплоть до приблизительно половины продольной длины вставляемого соединительного компонента 702. Фиг.8A-C иллюстрируют различные виды вставляемого соединительного компонента 702, проиллюстрированного на Фиг.7. Как показано, по меньшей мере одна резьбовая область 712 располагается радиально вокруг части продольной оси 710 на внешней поверхности корпуса 704 вблизи от проксимального конца 706. Каждая резьбовая область 712 включает в себя по меньшей мере одну резьбу 714, расположенную на наружной поверхности корпуса 704. В некоторых вариантах осуществления резьба 714 ориентируется по существу перпендикулярно к продольной оси 710. В некоторых вариантах осуществления резьба 714 ориентируется по существу спирально вокруг продольной оси 710. Например, резьба 714 может иметь угол спирали, равный приблизительно 3 градусам. В некоторых вариантах осуществления резьба 714 простирается по меньшей мере на 50 градусов радиально вокруг внешней поверхности корпуса 704. В дополнение к этому, вставляемый соединительный компонент 702 включает в себя по меньшей мере одну гладкую область 716 (т.е. нерезьбовую область), характеризуемую отсутствием резьбы или других нерегулярных особенностей. Каждая гладкая область 716 располагается радиально вокруг продольной оси 710 смежно по меньшей мере с одной резьбовой областью 712 на внешней поверхности корпуса 704. Даже при том, что Фиг.8A-C показывают, что вставляемый соединительный компонент 702 имеет две резьбовые области 712 и две гладкие области 716, расположенные между парой резьбовых областей 712, в других вариантах осуществления вставляемый соединительный компонент 702 может иметь больше или меньше гладких областей 716 и резьбовых областей 716 (например, только одну резьбовую область 712, смежную с одной гладкой областью 716).
[0077] Обращаясь к Фиг.7, аналогично вставляемому соединительному компоненту 702 охватывающий соединительный компонент 720 включает в себя корпус 724, имеющий проксимальный конец 726 и дистальный конец 728, расположенные вдоль продольной оси 710. Проксимальный конец 726 охватывающего соединительного компонента 720 характеризуются как конец, который сталкивается со вставляемым соединительным компонентом 702 первым, когда охватывающий соединительный компонент 720 продвигается к вставляемому соединительному компоненту 702 во время соединения. В некоторых вариантах осуществления проксимальный конец 726 занимает вплоть до приблизительно половины продольной длины охватывающего соединительного компонента 720. В некоторых вариантах осуществления проксимальный конец 726 занимает вплоть до приблизительно 90% продольной длины охватывающего соединительного компонента 720. Фиг.9A и B иллюстрируют различные виды охватывающего соединительного компонента 720, проиллюстрированного на Фиг.7. По меньшей мере одна резьбовая область 730 располагается радиально вокруг продольной оси 710 на внутренней поверхности корпуса 724 рядом с проксимальным концом 726. Каждая резьбовая область 730 может включать в себя по меньшей мере одну резьбу 732, расположенную на внутренней поверхности корпуса 724. В некоторых вариантах осуществления резьба 732 ориентируется по существу перпендикулярно к продольной оси 710. В некоторых вариантах осуществления резьба 732 ориентируется по существу спирально вокруг продольной оси 710. Например, резьба 732 может иметь угол спирали, равный приблизительно 3 градусам. В некоторых вариантах осуществления резьба 732 простирается по меньшей мере на 50 градусов радиально вокруг внутренней поверхности корпуса 724. В дополнение к этому, охватывающий соединительный компонент 720 включает в себя по меньшей мере одну гладкую область 734 (т.е. нерезьбовую область), характеризуемую отсутствием резьбы или других нерегулярных особенностей. Каждая гладкая область 734 располагается радиально вокруг продольной оси 710 смежно по меньшей мере с одной резьбовой областью 730 на внутренней поверхности корпуса 724. Даже при том, что Фиг.9A и 9В показывают, что охватывающий соединительный компонент 720 имеет две резьбовые области 730 и две гладкие области 734, расположенные между парой резьбовых областей 730, в других вариантах осуществления охватывающий соединительный компонент 720 может иметь больше или меньше гладких областей 734 и резьбовых областей 730 (например, только одну резьбовую область 730, смежную с одной гладкой областью 734). В большинстве случаев охватывающий соединительный компонент 720 включает в себя соответствующие особенности по сравнению с вставляемым соединительным компонентом 702 для того, чтобы облегчить надежное соединение этих двух компонентов.
[0078] Каждая гладкая область 716 вставляемого соединительного компонента 702 может иметь подходящие размеры для того, чтобы функционировать в качестве прорези для выравнивания и приема резьбовой области 730 охватывающего соединительного компонента 720. И наоборот, каждая гладкая область 734 охватывающего соединительного компонента 720 имеет подходящие размеры для того, чтобы функционировать в качестве прорези для выравнивания и приема резьбовой области 712 вставляемого соединительного компонента 702. Для каждого соединительного компонента резьбовые области и гладкие области могут быть расположены радиально вокруг соответствующего корпуса соединительного компонента вращательно симметричным образом. В некоторых вариантах осуществления радиальный участок гладкой области 716 вставляемого соединительного компонента 702 является по существу тем же самым, что и радиальный участок резьбовой области 730 охватывающего соединительного компонента 720. Аналогичным образом, радиальный участок гладкой области 734 охватывающего соединительного компонента 720 является по существу тем же самым, что и радиальный участок резьбовой области 712 вставляемого соединительного компонента 702. Как правило, гладкая область (области) 716 вставляемого соединительного компонента 102 и гладкая область (области) 134 охватывающего соединительного компонента 120 могут направлять скользящее смещение одного компонента относительно другого компонента в продольном направлении 710, как во время соединения, так и во время разъединения.
[0079] Аналогично соединительной сборке, описанной выше со ссылкой на Фиг.1-3B, вставляемый соединительный компонент 702 может включать в себя осевой ограничитель 718, расположенный радиально вокруг внешней поверхности корпуса 704 соединителя между дистальным концом 708 и резьбовой областью (областями) 712. Осевой ограничитель 718 выполнен с возможностью контакта с частью охватывающего соединительного компонента 720 во время соединения этих двух компонентов. Например, осевой ограничитель 718 может помочь совместить охватывающий соединительный компонент 720 с вставляемым соединительным компонентом 702 перед вращательным соединением соответствующих резьбовых участков. Фиг.7 показывает, что осевой ограничитель 718 вставляемого соединительного компонента 702 представляет собой фланец. Охватывающий компонент 720 включает в себя стопорный выступ 736, выполненный с возможностью взаимодействия с фланцем 718 для того, чтобы предотвратить дальнейшее осевое продвижение вставляемого соединительного компонента 702 внутрь охватывающего соединительного компонента 720 в продольном направлении 710 после того, как достигнуто положение остановки, именуемое в дальнейшем как «вставленное положение». В дополнение к этому, никакое вращение вставляемого соединительного компонента 702 внутри охватывающего соединительного компонента 720 не может произойти во время этого продвижения до тех пор, пока не будет достигнуто вставленное положение, из-за рассогласования ниток 714, 732 резьбы на этих двух компонентах. Вместо этого во время осевого продвижения вставляемого соединительного компонента 702 в охватывающий соединительный компонент 720 вдоль продольного направления 710, по меньшей мере одна из гладких областей 716 вставляемого соединительного компонента 702 выполнена с возможностью ее выравнивания по меньшей мере с одной из резьбовых областей 730 охватывающего соединительного компонента 720 и наоборот для того, чтобы облегчить скользящее осевое смещение одного компонента в другой компонент. Вращение разрешается только после того, как вставляемый соединительный компонент 702 будет вставлен в охватывающий соединительный компонент 720 во вставленном положении, когда стопорный выступ 736 охватывающего соединительного компонента 720 встретится с фланцем 718, и нитки 714 резьбы на вставляемом соединительном компоненте 702 будут должным образом позиционированы относительно ниток 732 резьбы на охватывающем соединительном компоненте 720 для того, чтобы позволить вращательное соединение.
[0080] Аналогично соединительной сборке, проиллюстрированной на Фиг.1-3В, для соединительной сборки, проиллюстрированной на Фиг.7, как только вставленное положение достигнуто, один соединительный компонент может вращаться относительно другого соединительного компонента в одном направлении (то есть по часовой стрелке или против часовой стрелки) на некоторое количество градусов, меньшее чем 360°, прежде чем компоненты будут надежно прикреплены друг к другу, что в дальнейшем упоминается как «положение фиксации». Для того, чтобы достичь положения фиксации, по мере того, как вставляемый соединительный компонент 702 вращается внутри охватывающего соединительного компонента 720, нитки 714 резьбы резьбовой области 712 вставляемого соединительного компонента 702 могут зацепляться с соответствующими нитками 732 резьбы смежной резьбовой области 730 охватывающего соединительного компонента 720 при вращении. Зацепление между нитками резьбы облегчает соединение и предотвращает дальнейшее вращение. В некоторых вариантах осуществления вращательное перемещение между соединительными компонентами для достижения положения фиксации во время соединения не подразумевает какого-либо дальнейшего осевого продвижения в продольном направлении 710. В некоторых вариантах осуществления вращательное перемещение между соединительными компонентами для того, чтобы достичь положения фиксации во время соединения, сопровождается также некоторым осевым продвижением вставляемого соединительного компонента 702 в охватывающем соединительном компоненте 720 в продольном направлении 710. В положении фиксации каждая резьбовая область 712 вставляемого соединительного компонента 702 обращена к резьбовой области 732 охватывающего соединительного компонента 720, а каждая гладкая область 716 вставляемого соединительного компонента 702 обращена к гладкой области 734 охватывающего соединительного компонента 720.
[0081] Аналогичным образом для того, чтобы разъединить эти два компонента (то есть переместить их из положения фиксации во вставленное положение), оператор может повернуть один компонент относительно другого компонента в направлении, противоположном направлению соединения, приблизительно на то же самое количество градусов. В некоторых вариантах осуществления вращательное перемещение между соединительными компонентами во время разъединения не подразумевает какого-либо осевого перемещения в продольном направлении 710. В некоторых вариантах осуществления вращательное перемещение между соединительными компонентами во время разъединения сопровождается некоторым осевым вытаскиванием вставляемого соединительного компонента 702 из охватывающего соединительного компонента 720 в продольном направлении 710. Когда вставленное положение после разъединения будет достигнуто, каждая резьбовая область 712 вставляемого соединительного компонента 702 снова будет обращена к гладкой области 734 охватывающего соединительного компонента 720 и наоборот. Вставленное положение облегчает скользящее смещение вставляемого соединительного компонента 702 из охватывающего соединительного компонента 720 вдоль продольного направления 710. Никакого вращения не разрешается, когда вставляемый соединительный компонент 702 скользящим образом выдвигается из охватывающего соединительного компонента 720.
[0082] В некоторых вариантах осуществления, как показано на Фиг.8C, вставляемый соединительный компонент 702 включает в себя синхронизирующую особенность 713, такую как углубление, расположенную в корпусе 704. Синхронизирующая особенность 713 обеспечивает референсную точку для определения того, где поместить резьбу 714 вдоль продольного направления 710 во время производства вставляемого соединительного компонента 702. Например, продольное расстояние между синхронизирующей особенностью 713 (точка A) и осевым ограничителем 718 (точка B) позволяет принять решение о том, где точно расположить средний диаметр (точка C) резьбы 714 относительно конца осевого ограничителя 718 (точка B), и это критическое расстояние используется для того, чтобы соответственно позиционировать резьбу 714 перед позиционированием относительного осевого положения спирали резьбы и угла спирали относительно осевого ограничителя 718 (точка B). Средний диаметр является диаметром цилиндрической поверхности резьбы, при котором наружная резьба и внутренняя резьба зацепляются для того, чтобы достичь положения фиксации. Следовательно, синхронизирующая особенность 713 позволяет контролировать, где начинается резьба 714 и где она встречается с соответствующей внутренней резьбой. Аналогичная особенность базирования (не показана) может быть расположена в охватывающем соединительном компоненте 720.
[0083] В некоторых вариантах осуществления для каждой резьбы вставляемого соединительного компонента 702 и/или охватывающего соединительного компонента 720 круговые концы резьбы имеют скругленный контур на их законцовке (вместо линейного или углового контура). Эта дугообразная форма может уменьшить задиры и помочь резьбовому соединению. В некоторых вариантах осуществления каждая резьба вставляемого соединительного компонента и охватывающего соединительного компонента является относительно толстой, делая таким образом менее вероятным завинчивание с перекосом или зацепление в обратном направлении вращения во время разъединения, где толстые ширины наружной и внутренней резьбы блокируют друг друга и предотвращают заклинивание. Фиг.16A и B иллюстрируют профили резьбы примерного набора соответствующих соединительных компонентов вдоль продольного (то есть осевого) направления. Соединительный компонент 1600, проиллюстрированный на Фиг.16A, может быть вставляемым соединительным компонентом, и в этом случае соединительный компонент 1612, проиллюстрированный на Фиг.16B, является охватывающим соединительным компонентом. И наоборот, соединительный компонент 1600, проиллюстрированный на Фиг.16A, может быть охватывающим соединительным компонентом, и в этом случае соединительный компонент 1612, проиллюстрированный на Фиг.16B, является вставляемым соединительным компонентом. Для соединительного компонента 1600, проиллюстрированного на Фиг.16A, осевое расстояние 1604 между основаниями двух смежных ниток резьбы 1606, 1608 в резьбовой области может составлять приблизительно 0,095 дюймов. Угол 1610 между смежными вершинами двух ниток резьбы 1606, 1608 может составлять приблизительно 60 градусов. Для соединительного компонента 1612, проиллюстрированного на Фиг.16B, осевая длина 1614 вершины 1619 резьбы 1616 может составлять приблизительно 0,08 дюйма. Угол 1618 между круговыми концами резьбы 1616 может составлять приблизительно 60 градусов. Область 1611 углубления между двумя смежными нитками 1606, 1608 резьбы соединительного компонента 1600 может быть выполнена с возможностью принимать вершину 1619 нитки 1616 резьбы соединительного компонента 1612, когда эти два компонента соединяются.
[0084] В некоторых вариантах осуществления нитки резьбы одной резьбовой области являются прерывистыми относительно ниток резьбы смежной/противоположной резьбовой области для каждого из соединительных компонентов 702, 720. То есть, для каждого соединительного компонента шаг каждой нитки резьбы не создает непрерывного спирального пути от одной резьбовой области к следующей. В дополнение к этому, для соединительного компонента нить одной резьбовой области физически и ориентационно отделяется от другой нитки резьбы смежной/противоположной резьбовой области. Это должно предотвращать случайное зацепление ниток резьбы одной резьбовой области одного компонента за нитки резьбы смежной/противоположной резьбовой области другого компонента при вращении во время разъединения. В частности, во время разъединения, когда наружная резьба 714 резьбовой области 712 поворачивается обратно к вставленному положению, дальнейшее зацепление наружной резьбы 714 с внутренней резьбой 732 смежной/противоположной резьбовой области 730 при вращении предотвращается, потому что наружная резьба 714 не может быть совмещена с этой внутренней резьбой 732.
[0085] В большинстве случаев угол поворота, требуемый для максимального соединения и/или разъединения охватывающего соединительного компонента 720 и вставляемого соединительного компонента 702, зависит от количества резьбовых областей и гладких областей, расположенных на корпусе каждого компонента. Например, если имеется одна резьбовая область и одна гладкая область на каждом из вставляемого и охватывающего соединительных компонентов, нитки резьбы этих компонентов могут быть зацеплены и/или расцеплены одним поворотом приблизительно на 180° или меньше, например на 90°. Если имеется две резьбовые области на каждом из вставляемого и охватывающего соединительных компонентов, нитки резьбы этих компонентов могут быть зацеплены и/или расцеплены одним поворотом приблизительно на 90°. Фиг.7-9B показывают, что каждый из вставляемого соединительного компонента 702 и охватывающего соединительного компонента 720 включает в себя две резьбовые области, расположенные между двух гладких областей, так что каждая резьбовая область находится между парой гладких областей. В других вариантах осуществления каждый из вставляемого соединительного компонента 702 и охватывающего соединительного компонента 720 включает в себя только одну резьбовую область, смежный только с одной гладкой областью. В дополнение к этому, каждая резьбовая область вставляемого соединительного компонента 702 и охватывающего соединительного компонента 720 может включать в себя одну или более ниток резьбы.
[0086] Фиг.10A и 10B иллюстрируют другую примерную соединительную сборку, связанную с плазменной горелкой 800 для газоэлектрической сварки, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано на чертеже, корпус 812 горелки включает в себя вставляемый соединительный компонент 808, который располагается на проксимальном конце 810 корпуса 812 горелки. Вставляемый соединительный компонент 808 выполнен с возможностью его соединения с охватывающим соединительным компонентом 806, расположенным на проксимальном конце 804 удерживающей крышки 802 плазменной горелки 800 для газоэлектрической сварки. В некоторых вариантах осуществления удерживающая крышка 802 является неотъемлемой частью расходного картриджа 819, который также включает в себя по меньшей мере одно из электрода 814, сопла 816 (включая корпус 850 сопла, отверстие 852 сопла и экран сопла (не показан)), вихревое кольцо 817, экран 818, ряд изоляционных компонентов и/или другие расходные материалы плазменной горелки 800 для газоэлектрической сварки. В других вариантах осуществления удерживающая крышка 802 является автономным компонентом горелки.
[0087] Фиг.11A и B иллюстрируют различные виды другого конструктивного решения вставляемого соединительного компонента 809, совместимого с соединительной сборкой, проиллюстрированной на Фиг.10A и B, где вставляемый соединительный компонент 809 выполнен с возможностью соединения с корпусом 812 горелки. Вставляемый соединительный компонент 809 может быть сформирован как единое целое с корпусом 812 горелки или может представлять собой отдельную структуру, присоединяемую к корпусу 812 горелки. Как показано на чертеже, вставляемый соединительный компонент 809 имеет три резьбовые области 821, равномерно перемежающиеся тремя гладкими областями 823 вокруг окружности проксимального конца 810 корпуса 812 горелки. Каждая резьбовая область 821 включает в себя по меньшей мере одну нитку 825 резьбы, проходящую радиально вокруг проксимального конца 810. Шаг резьбы 825 может составлять от 3,5 до 5,5 витков на дюйм (каждый виток равен 360 градусам). В большинстве случаев шаг резьбы 825 может быть отрегулирован так, чтобы величина требуемого осевого перемещения вдоль продольного направления 821 могла быть реализована в пределах желаемой величины поворота. Резьба 825 вставляемого соединительного компонента 809 может быть относительно толстой для того, чтобы предотвратить заклинивание или завинчивание с перекосом. Эти три резьбовых области 821 предусматривают три различные начальные положения для присоединения вставляемого соединительного компонента 809 корпуса 812 горелки к соответствующему охватывающему соединительному компоненту 806 удерживающей крышки 802. Однообразное размещение резьбовых областей 821 позволяет им равномерно принимать нагрузку, создаваемую охватывающим соединительным компонентом 806 после соединения. В некоторых вариантах осуществления имеется меньше или больше трех резьбовых областей 821, расположенных на вставляемом соединительном компоненте 809. В некоторых вариантах осуществления имеется больше одной нитки 825 в каждой резьбовой области 802. В некоторых вариантах осуществления отверстия 827 различных размеров и/или форм распределяются радиальным образом вокруг гладких областей 823 и резьбовых областей 821 для того, чтобы позволить проходить через вставляемый соединительный компонент 809 различным потокам газа, таким как потоки газа различных объемов, с различным распределением и т.д. В некоторых вариантах осуществления вставляемый соединительный компонент 808, проиллюстрированный на Фиг.10A и B, может быть по существу подобным вставляемому соединительному компоненту 809, проиллюстрированному на Фиг.11A и B.
[0088] Фиг.12A и B иллюстрируют различные виды одного примерного охватывающего соединительного компонента 806 соединительной сборки, проиллюстрированной на Фиг.10A и B, где охватывающий соединительный компонент 806 присоединен к удерживающей крышке 802. Охватывающий соединительный компонент 806 может быть выполнен как единое целое с удерживающей крышкой 802 или может представлять собой отдельную структуру, соединенную с удерживающей крышкой 802. Соответственно вставляемому соединительному компоненту 808 охватывающий соединительный компонент 806 имеет три резьбовые области 824, располагающиеся среди трех гладких областей 826 вокруг окружности проксимального конца 804 удерживающей крышки 802. Каждая резьбовая область 824 включает в себя по меньшей мере одну нитку 828 внутренней резьбы, проходящую радиально вокруг проксимального конца 804. Внутренняя резьба 828 может иметь шаг, аналогичный шагу наружной резьбы 822. В некоторых вариантах осуществления имеется меньше или больше трех резьбовых областей 824, расположенных на охватывающем соединительном компоненте 806. В некоторых вариантах осуществления имеется больше одной нитки 828 внутренней резьбы в каждой резьбовой области 824.
[0089] Фиг.13 иллюстрирует один примерный охватывающий соединительный компонент 806 соединительной сборки, проиллюстрированной на Фиг.10A и B, где охватывающий соединительный компонент 806 соединяется с расходным картриджем 819 посредством удерживающей крышки 802 картриджа 819. Поскольку картридж 819 включает в себя комплект из двух или более расходных компонентов, выбираемых из группы, включающей в себя удерживающую крышку 802, электрод 814, сопло 816, вихревое кольцо 817, экран 818 и другие расходные компоненты горелки, картридж 819 обеспечивает легкость использования и сокращает время сборки плазменной горелки 800 для газоэлектрической сварки по сравнению с индивидуальной установкой каждого расходного компонента. В дополнение к этому, использование картриджа 819 в горелке 800 улучшает унификацию компонентов и стабильность резки.
[0090] Обращаясь к Фиг.10A и B, для того, чтобы соединить вставляемый соединительный компонент 808 с охватывающим соединительным компонентом 806, вставляемый соединительный компонент 808 сначала вставляется вдоль продольного направления 821 в охватывающий соединительный компонент 806, будучи поддерживаемым в радиально совмещенной ориентации (то есть резьбовые области 820 вставляемого соединительного компонента 808 совпадают при этом с гладкими областями 826 охватывающего соединительного компонента 806 и наоборот). Продвижение вставляемого соединительного компонента 808 внутрь охватывающего соединительного компонента 806 в радиально совмещенном положении может продолжаться до тех пор, пока внутренний заплечик 830 корпуса 812 горелки не войдет в контакт по меньшей мере с одним внутренним уплотнительным кольцом 832 вихревого кольца 817 или корпуса 850 сопла, где уплотнительное кольцо 832 располагается рядом с контактной поверхностью 834 вихревого кольца 817 или корпуса 850 сопла. Во время соединения, когда заплечик 830 корпуса 812 горелки касается уплотнительного кольца 832, достигается контактное положение, и уплотнительное кольцо 832 начинает герметизировать соединение заплечика 830 и контактной поверхности 834.
[0091] В некоторых вариантах осуществления, когда достигается контактное положение, зазор между заплечиком 830 и контактной поверхностью 834 составляет приблизительно 0,036 дюйма благодаря присутствию уплотнительного кольца 832 между двумя поверхностями. В дополнение к этому, никакого вращения вставляемого соединительного компонента 808 внутри охватывающего соединительного компонента 806 не может произойти во время этого продвижения до тех пор, пока не будет достигнуто вставленное положение, благодаря несовпадению ниток 714, 732 резьбы на этих двух компонентах. Вращение разрешается только после того, как будет достигнуто контактное положение (то есть когда заплечик 832 корпуса 812 горелки столкнется с уплотнительным кольцом 832), и тогда резьба 822 на вставляемом соединительном компоненте 808 должным образом позиционируется относительно резьбы 828 на охватывающем соединительном компоненте 806 для того, чтобы позволить вращательное соединение. Угол вращения зависит от шага резьбы на вставляемом соединительном компоненте и охватывающем соединительном компоненте, а также от осевого расстояния, необходимого для надежного соединения этих компонентов.
[0092] Как только будет достигнуто вставленное положение, один соединительный компонент сможет вращаться относительно другого соединительного компонента в одном направлении (то есть по часовой стрелке или против часовой стрелки) на некоторое количество градусов, меньшее чем 360°, прежде чем компоненты будут надежно прикреплены друг к другу для того, чтобы достичь положения фиксации. В дополнение к этому, вращательное перемещение может включать в себя дополнительное осевое продвижение вставляемого соединительного компонента 808 внутрь охватывающего соединительного компонента 806 для того, чтобы минимизировать зазор между заплечиком 830 и контактной поверхностью 834. Фиг.14A и B иллюстрируют различные виды соединительной сборки, проиллюстрированной на Фиг.10A и B, в заблокированном положении в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано на чертеже, положение фиксации достигается тогда, когда заплечик 830 корпуса 812 горелки вращается после контакта с уплотнительным кольцом 832 и сталкивается с контактной поверхностью 834 вихревого кольца 817 или корпуса 850 сопла. В положении фиксации наружная резьба 822 каждой резьбовой области 820 вставляемого соединительного компонента 808 садится на место с соответствующей внутренней резьбой 828 резьбовой области 824 охватывающего соединительного компонента 806. Если имеется три резьбовые области на каждом соединительном компоненте, для того, чтобы достичь положения фиксации, необходимо вращение приблизительно на 60°.
[0093] Фиг.15 иллюстрирует один общий способ 900 для прикрепления одного соединительного компонента («первого компонента») к другому соединительному компоненту («второму компоненту»), например вставляемого соединительного компонента 102 к охватывающему соединительному компоненту 120, проиллюстрированным на Фиг.1, вставляемого соединительного компонента 350 к охватывающему соединительному компоненту 356, проиллюстрированным на Фиг.4A и B, вставляемого соединительного компонента 600, проиллюстрированного на Фиг.6, к дополнительному охватывающему компоненту (не показан), вставляемого соединительного компонента 702 к охватывающему соединительному компоненту 720, проиллюстрированным на Фиг.7, или вставляемого соединительного компонента 808 к охватывающему соединительному компоненту 806, проиллюстрированным на Фиг.10A и B. В некоторых вариантах осуществления первый соединительный компонент является вставляемым соединительным компонентом, и в этом случае второй соединительный компонент является охватывающим соединительным компонентом. В некоторых вариантах осуществления первый соединительный компонент является охватывающим соединительным компонентом, и в этом случае второй соединительный компонент является вставляемым соединительным компонентом. Каждый из первого и второго компонентов имеет i) по меньшей мере одну резьбовую область по меньшей мере с одной ниткой резьбы и ii) по меньшей мере одну шлицованную (т.е. гладкую) область, характеризуемую отсутствием ниток резьбы или других нерегулярных особенностей.
[0094] На стадии 902 каждая из резьбовых областей 112 первого соединительного компонента радиально совмещается с гладкой областью второго соединительного компонента. И наоборот, каждая из шлицованных областей первого соединительного компонента может быть радиально совмещена с резьбовой областью второго соединительного компонента. В некоторых вариантах осуществления резьбовые области обоих соединительных компонентов являются приблизительно идентичными. То есть, расположение и ориентация ниток резьбы на одной резьбовой области являются по существу теми же самыми, что и на другой резьбовой области, связанной с тем же самым или другим компонентами. В дополнение к этому, резьбовые области и шлицованные области могут быть вращательно симметричными вокруг каждого из компонентов.
[0095] На стадии 904 первый соединительный компонент 102 вставляется вдоль продольного направления во второй соединительный компонент при сохранении радиально совмещенной ориентации. Это вставление может быть достигнуто путем скользящего перемещения первого соединительного компонента относительно второго соединительного компонента без какого-либо вращения так, чтобы в осевом направлении эти два компонента уперлись друг в друга. В некоторых вариантах осуществления это скольжение останавливается, когда стопорный механизм, связанный с вставляемым соединительным компонентом (например, фланец 118 или заплечик 830), сталкивается со стопорным механизмом, связанным с охватывающим соединительным компонентом (например, сталкивается со стопорным выступом 136 для того, чтобы достичь вставленного положения или сталкивается с уплотнительным кольцом 832 для того, чтобы достичь контактного положения). В некоторых вариантах осуществления вращение этих двух компонентов друг относительно друга предотвращается до тех пор, пока не будет достигнуто вставленное или контактное положение, и тогда нитки резьбы этих двух компонентов совмещаются так, чтобы позволить вращение и соединение для того, чтобы достичь положения фиксации. Для того чтобы разъединить компоненты, первый соединительный компонент может быть повернут относительно второго соединительного компонента в противоположном направлении приблизительно на то же самое количество градусов, что и при вращении, используемом во время процесса соединения, но не дальше. Причина этого заключается в том, что край резьбовой области первого компонента столкнулся бы с противоположной поверхностью резьбовой области второго компонента при вращении для того, чтобы предотвратить избыточный поворот и случайное зацепление в противоположном направлении. В некоторых вариантах осуществления (например, в конструктивных решениях, проиллюстрированных на Фиг.1-9B), при движении из вставленного положения в положение фиксации во время соединения или при движении из положения фиксации во вставленное положение во время разъединения вращение одного компонента относительно другого компонента не позволяет какого-либо осевого перемещения. В других вариантах осуществления (например, в конструктивных решениях, проиллюстрированных на Фиг.10A-14B), при движении из контактного положения в положение фиксации во время соединения или при движении из положения фиксации в контактное положение во время разъединения вращение одного компонента относительно другого компонента сопровождается некоторым осевым перемещением одного компонента относительно другого компонента.
[0096] В большинстве случаев настоящее изобретение позволяет части горелки с соединительным компонентом, соединенным с ней, быть позиционированной в ее конечном осевом положении или близко к нему без вращения соединительного компонента или соответствующего ему компонента. Как только стопорные механизмы соединительных компонентов вступают в контакт, каждая из частей горелки может вращаться на угол меньше чем 360° для того, чтобы надежно соединить эти части с достаточной прочностью соединения и/или допустимой токовой нагрузкой аналогично традиционному соединению (например, полностью резьбовому соединению).
[0097] Также следует понимать, что различные аспекты и варианты осуществления настоящего изобретения могут быть скомбинированы различными способами. Основываясь на данном описании, специалист в данной области техники может легко определить, каким образом можно скомбинировать эти различные варианты осуществления.

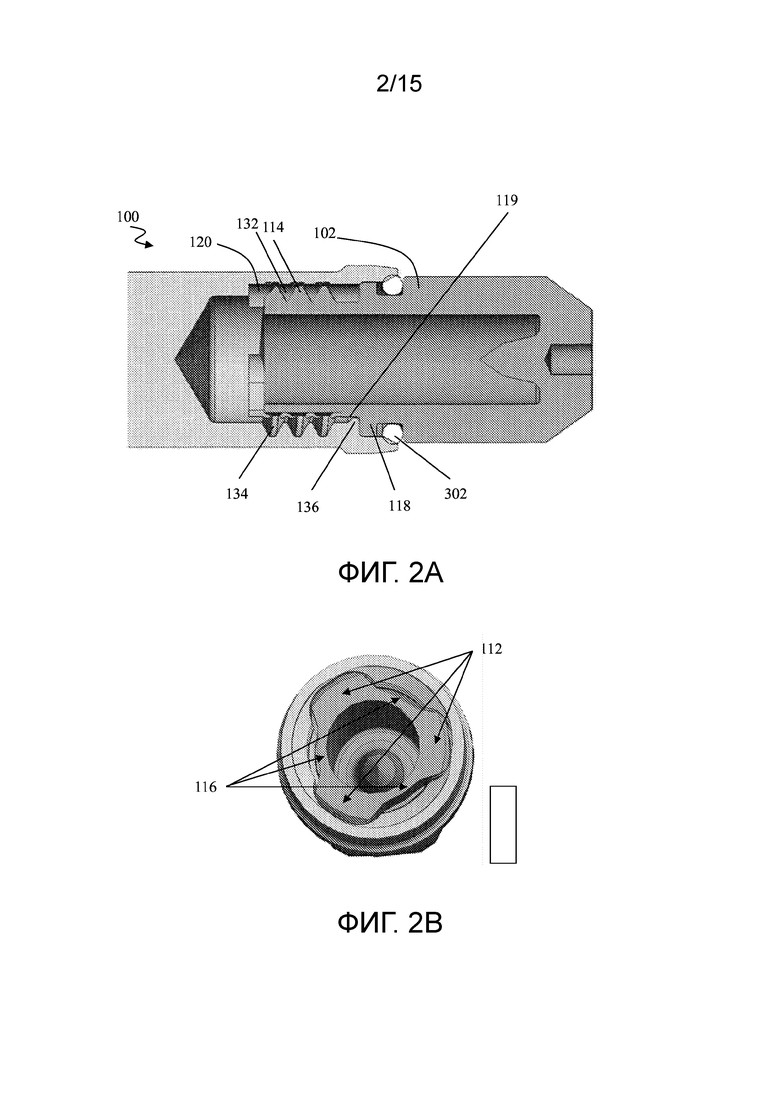
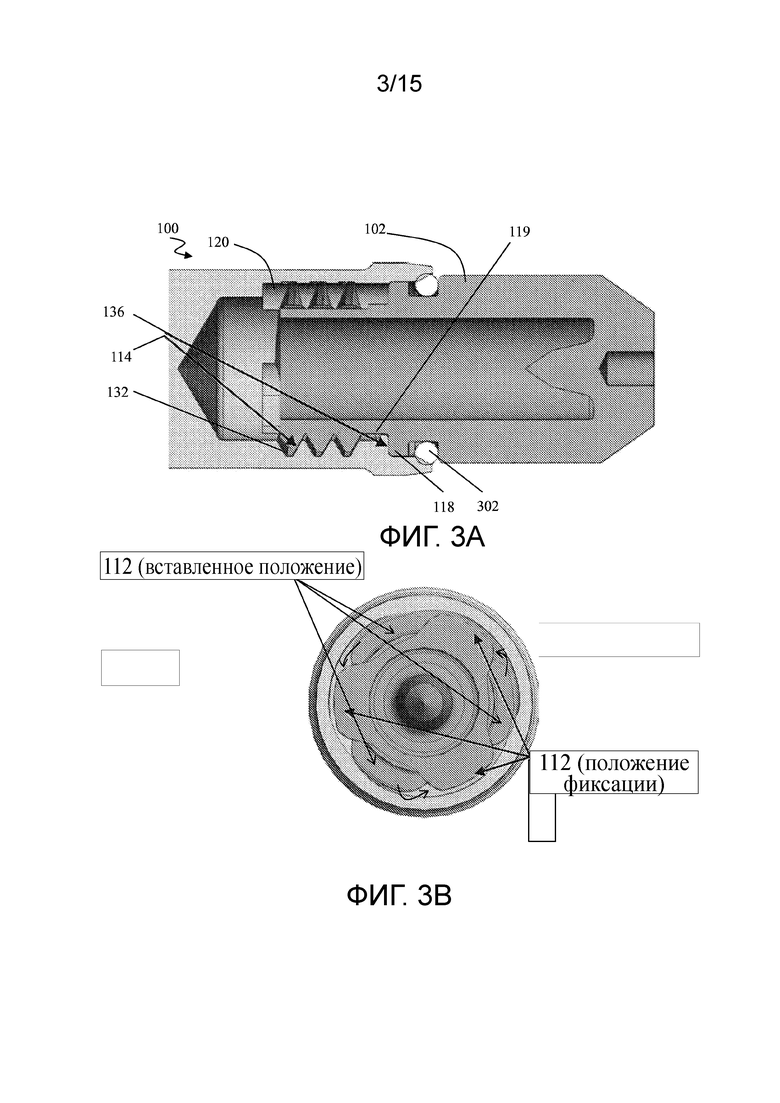
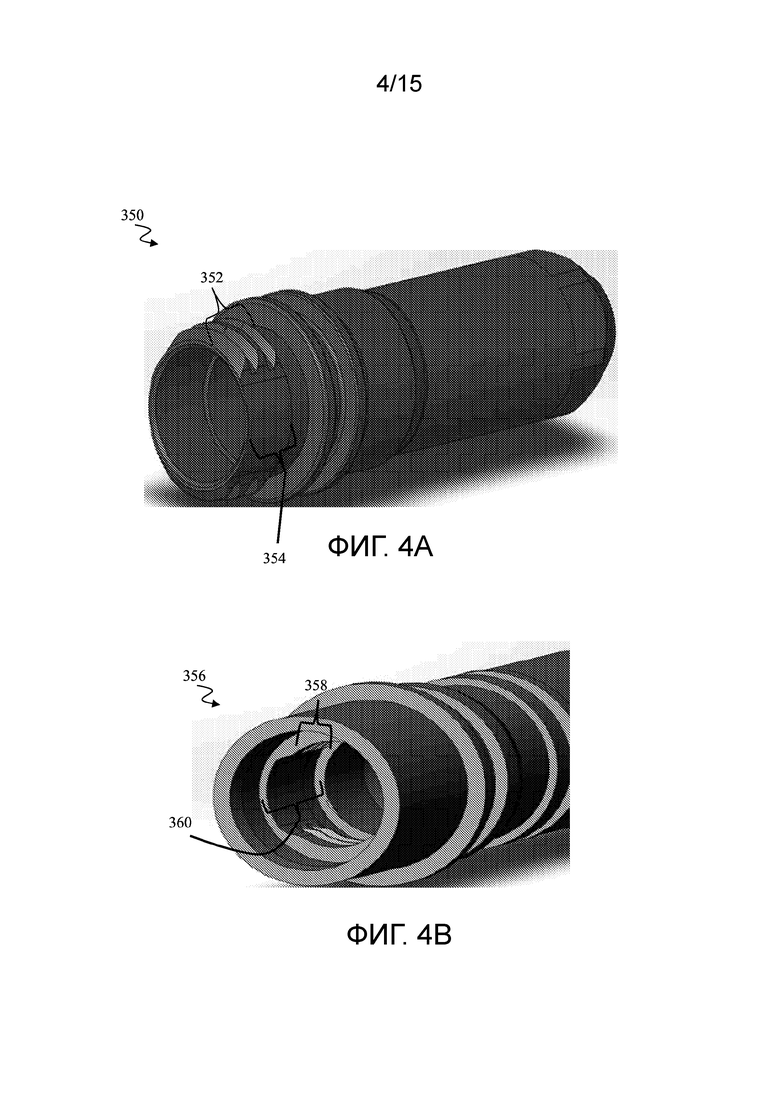
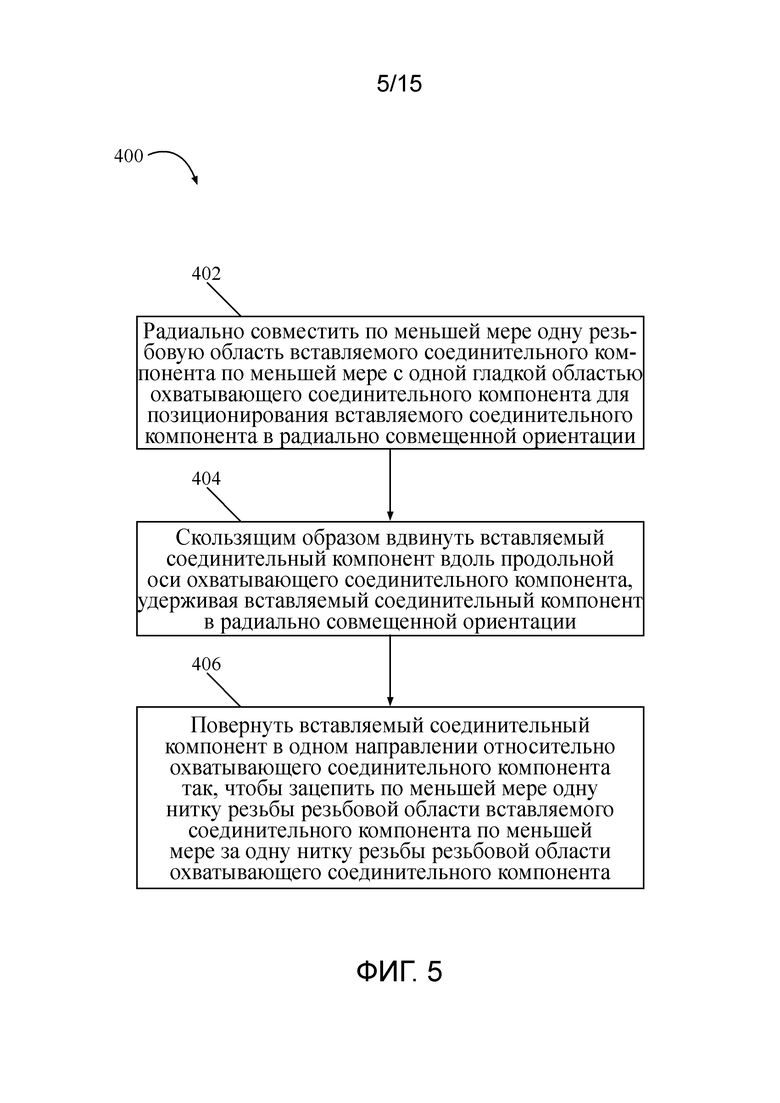
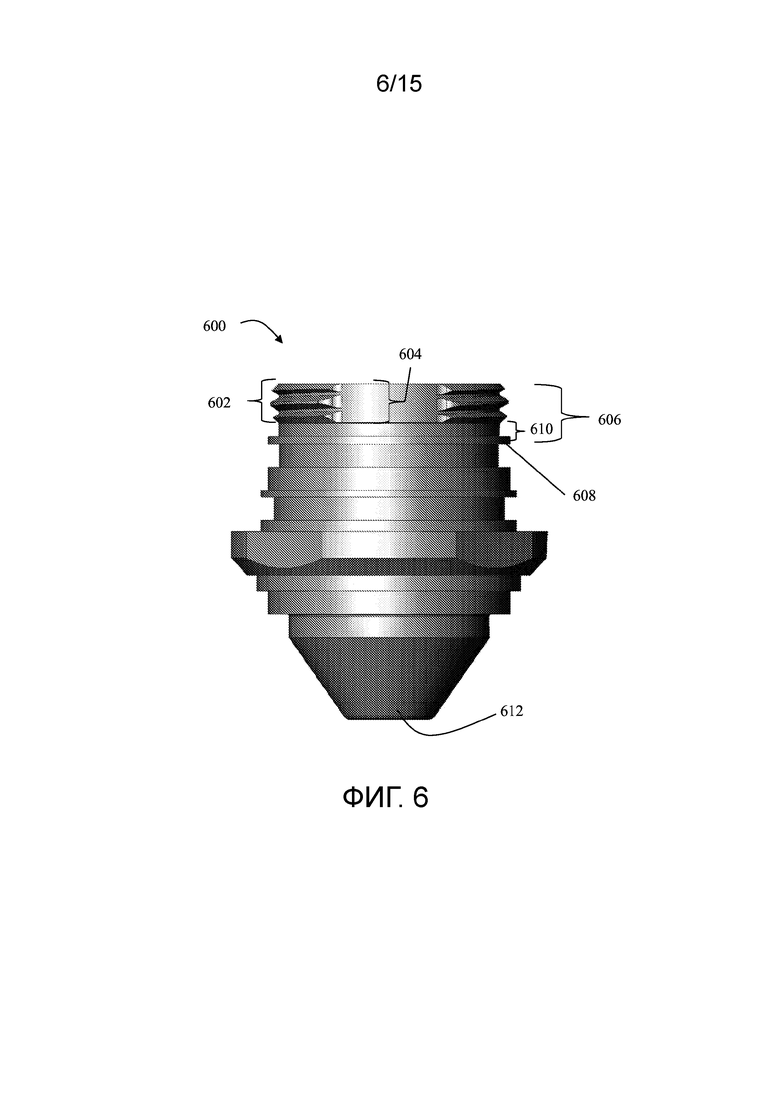
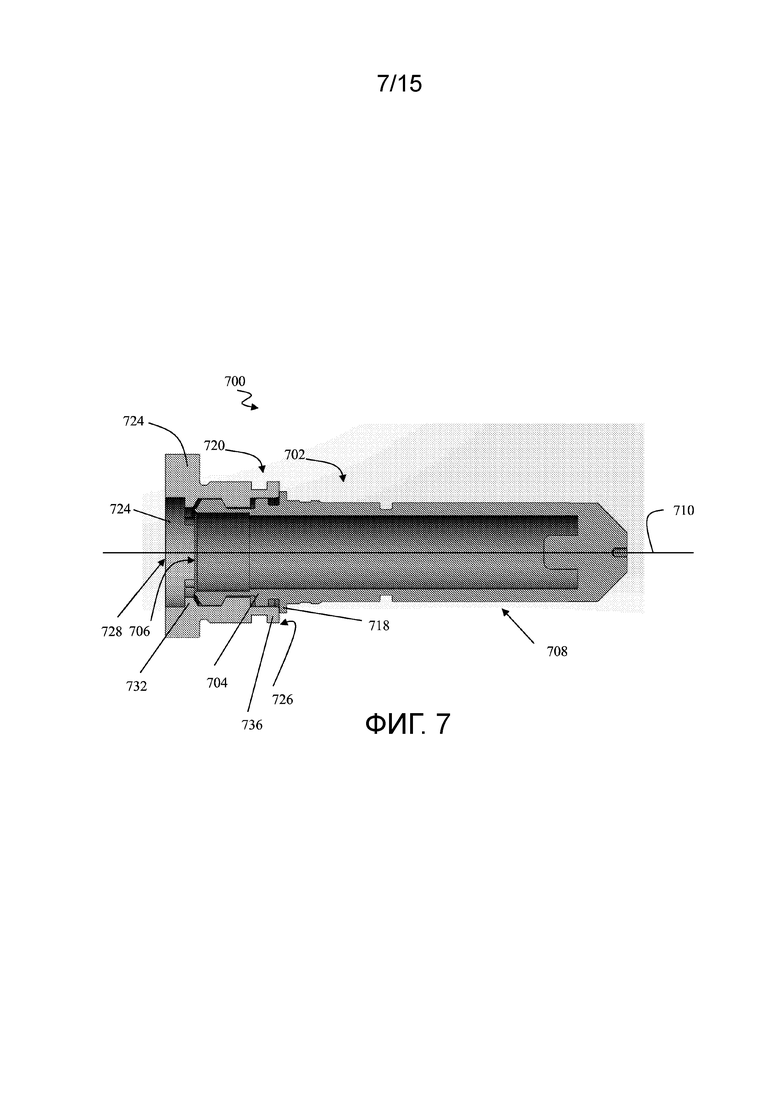
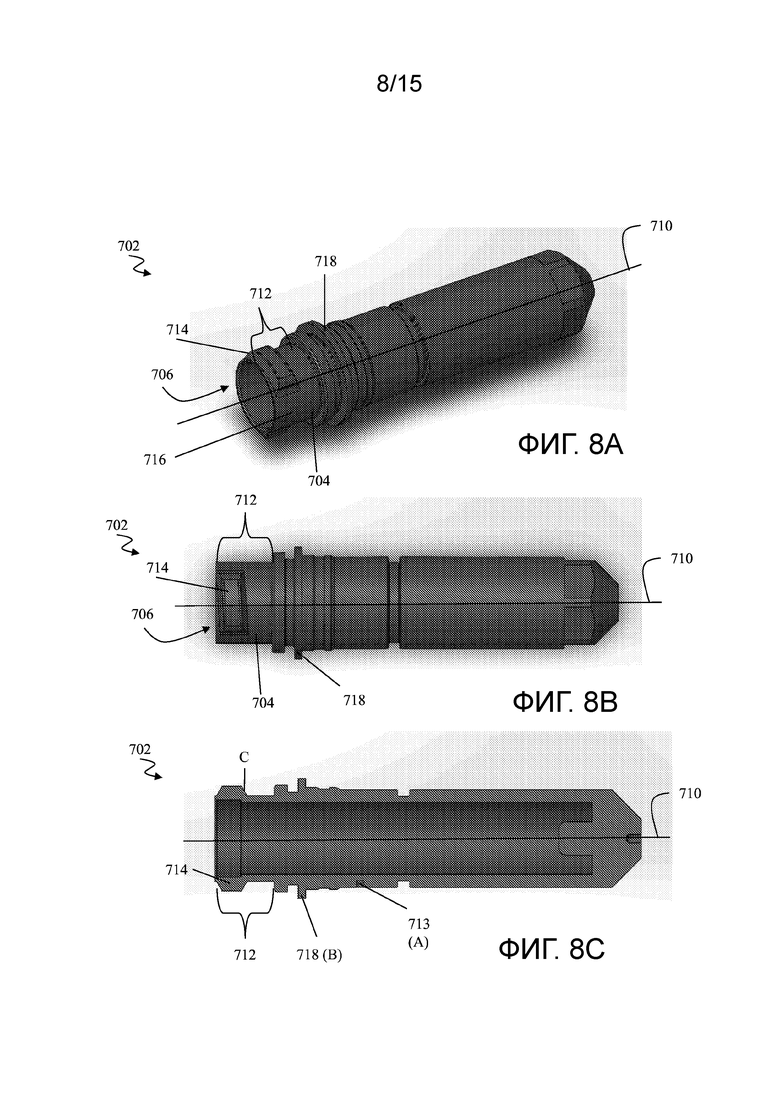
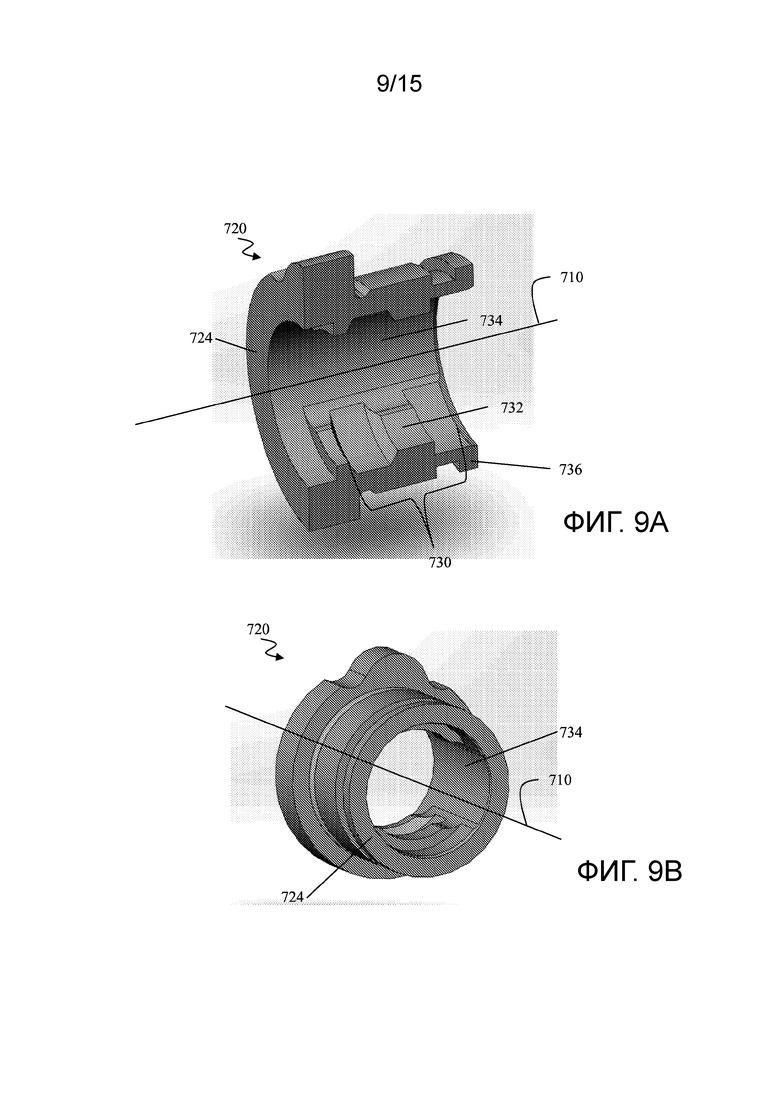

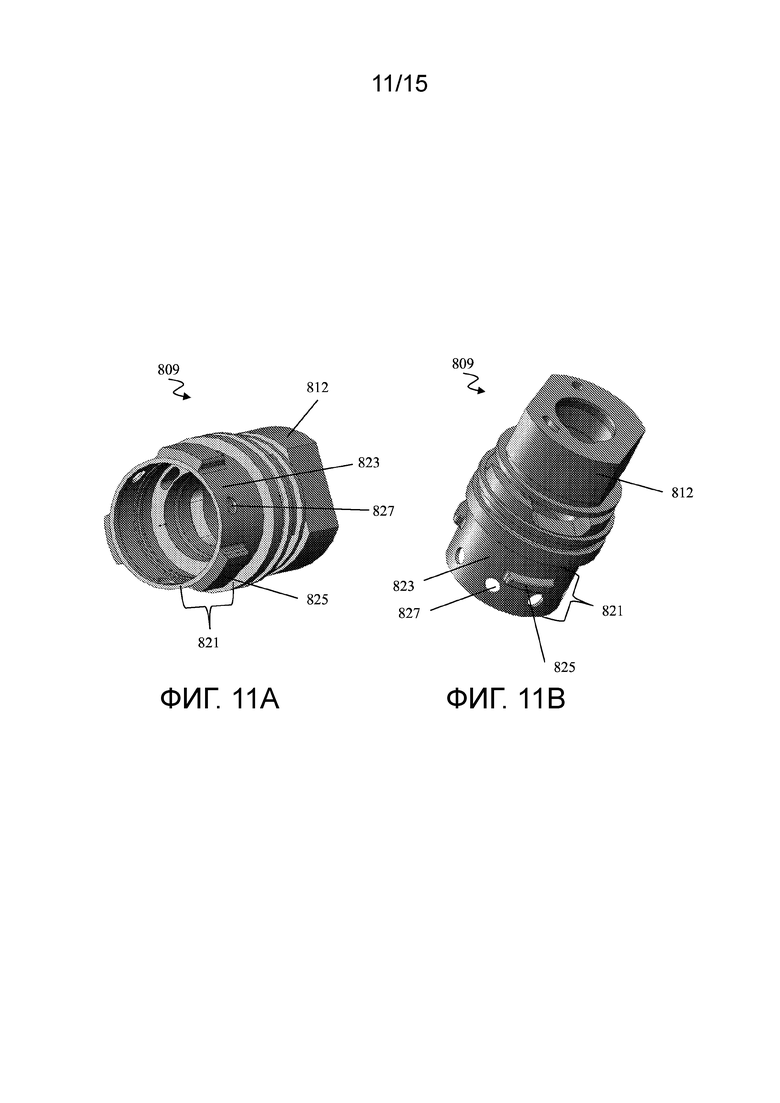
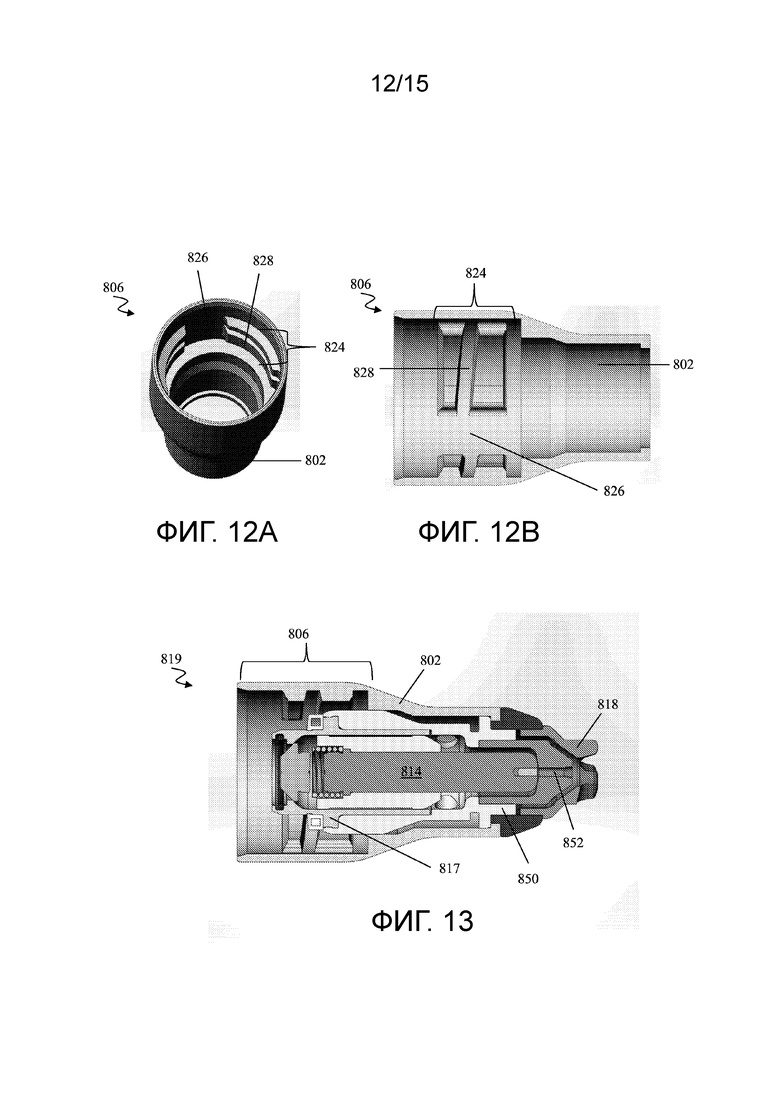
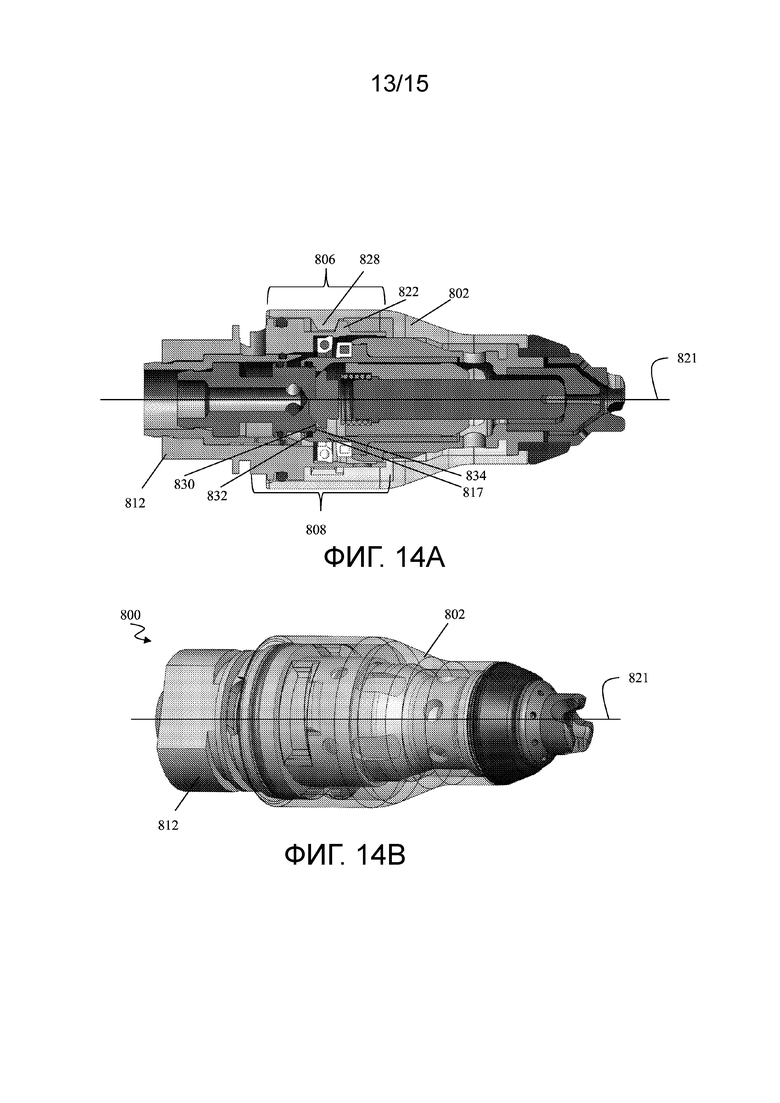
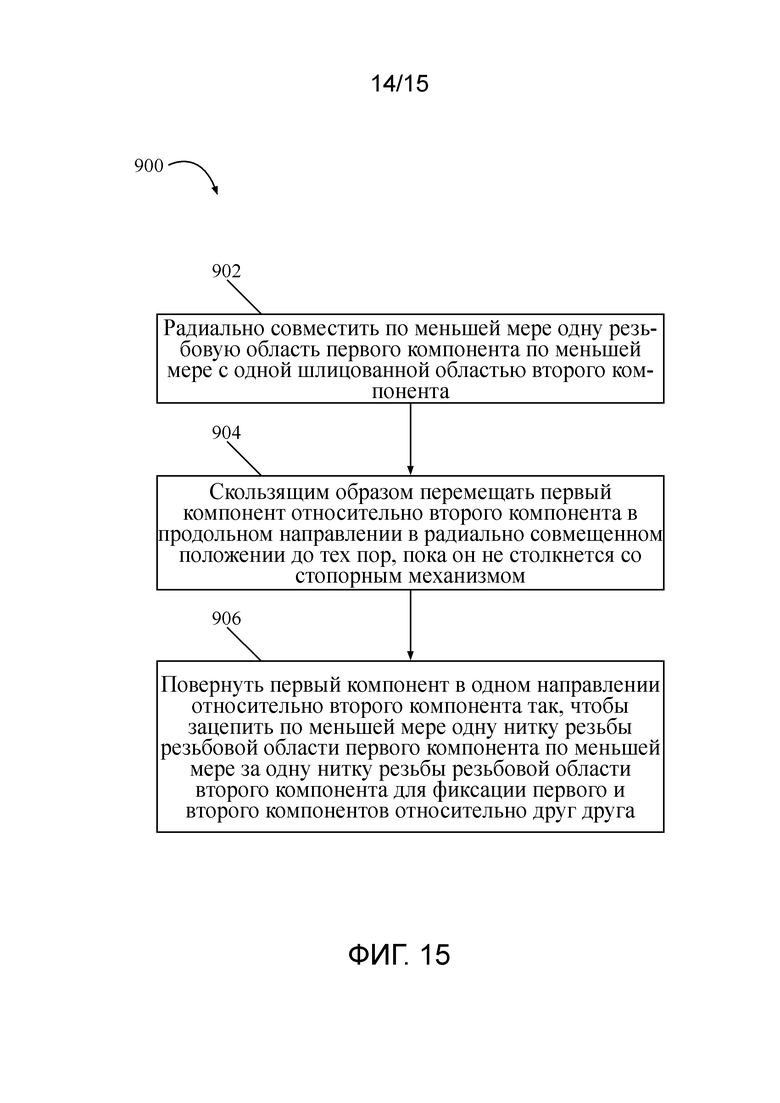
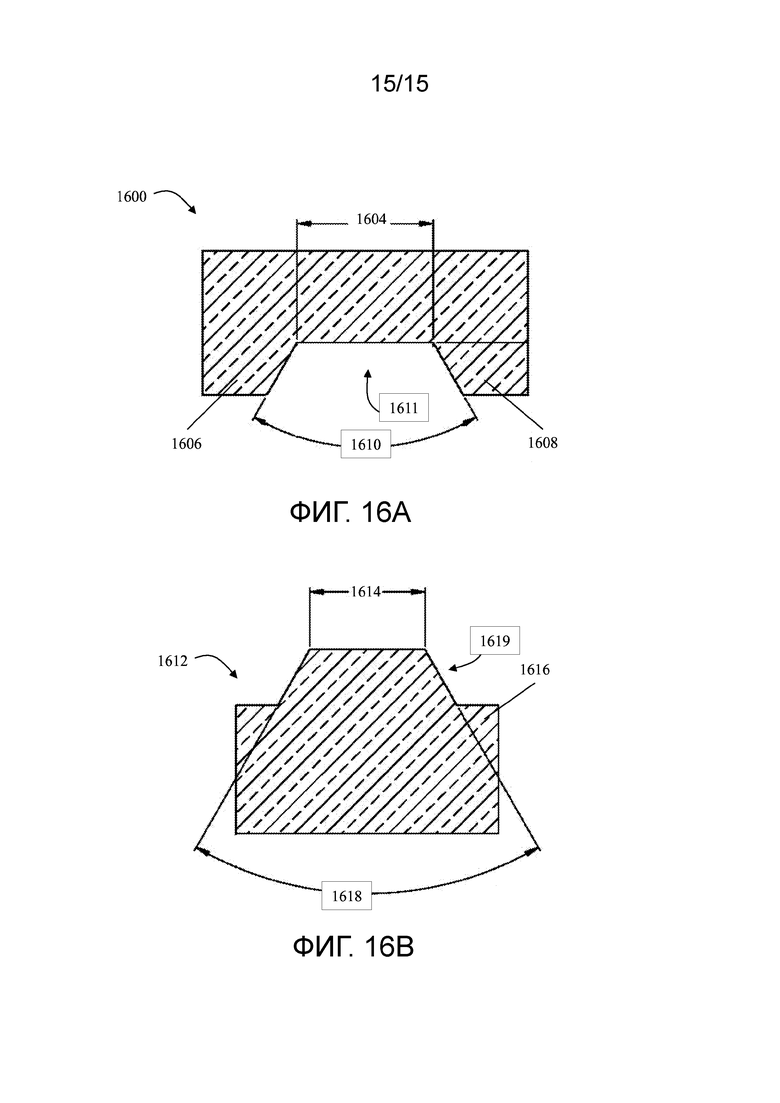
Изобретение относится к соединительному компоненту для сборки в головку горелки для обработки материалов. Этот соединительный компонент содержит цилиндрический корпус, который включает в себя проксимальный конец и дистальный конец, определяющие продольную ось. По меньшей мере две резьбовые области располагаются в радиальном положении на поверхности корпуса около проксимального конца. Каждая резьбовая область включает в себя по меньшей мере одну нитку резьбы, расположенную на поверхности корпуса. В дополнение к этому, по меньшей мере две нерезьбовые области ориентируются продольно в радиальном положении на поверхности корпуса. 6 н. и 54 з.п. ф-лы, 27 ил.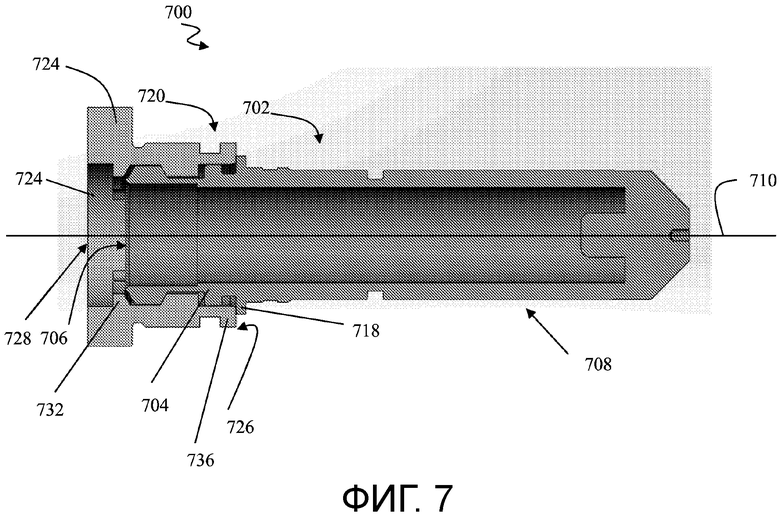
1. Соединительный компонент, конфигурированный для сборки в головку для обработки материала, содержащий:
цилиндрический корпус, включающий в себя проксимальный конец и дистальный конец, определяющие продольную ось,
по меньшей мере две резьбовые области, расположенные на поверхности корпуса около проксимального конца, причем каждая резьбовая область включает в себя по меньшей мере одну нитку резьбы, расположенную на поверхности корпуса, и
по меньшей мере две нерезьбовые области, ориентированные продольно в радиальном положении на поверхности корпуса, каждая из которых располагается между смежными резьбовыми областями,
при этом по меньшей одна нитка резьбы в первой резьбовой области из по меньшей мере двух резьбовых областей не создает непрерывного вращательного резьбового пути с по меньшей мере одной резьбовой ниткой смежной резьбовой области из указанных по меньшей мере двух резьбовых областей.
2. Соединительный компонент по п.1, в котором по меньшей мере одна из резьбовых областей простирается радиально по меньшей мере на 50 градусов вокруг поверхности корпуса.
3. Соединительный компонент по п.1, в котором каждая нитка резьбы имеет угол спирали, равный приблизительно 3 градусам.
4. Соединительный компонент по п.1, который представляет собой вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим компонентом.
5. Соединительный компонент по п.4, дополнительно содержащий осевой ограничитель, расположенный радиально вокруг поверхности корпуса между дистальным концом и резьбовыми областями, выполненный с возможностью контакта с охватывающим компонентом.
6. Соединительный компонент по п.5, в котором вставляемый компонент совмещается с охватывающим компонентом посредством осевого ограничителя перед вращательным соединением ниток резьбы.
7. Соединительный компонент по п.1, который выполнен с возможностью фиксации соответствующего компонента.
8. Соединительный компонент по п.7, в котором по меньшей мере одна из нерезьбовых областей соединительного компонента выполнена с возможностью совмещения по меньшей мере с одной из резьбовых областей соответствующего компонента для того, чтобы облегчить скользящее вдвигание одного компонента в другой компонент.
9. Соединительный компонент по п.7, в котором один компонент может вращаться относительно другого компонента в первом направлении на угол меньше чем 360 градусов для того, чтобы зафиксировать другой компонент.
10. Соединительный компонент по п.9, в котором компоненты разъединяются, когда один компонент поворачивается относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на тот же самый угол.
11. Соединительный компонент по п.1, дополнительно содержащий:
фланец осевого ограничителя, расположенный по окружности вокруг поверхности корпуса между дистальным концом и резьбовыми областями; и
кольцевое уплотнение, расположенное вокруг корпуса между проксимальным концом и фланцем осевого ограничителя.
12. Соединительный компонент по п.1, в котором смежные резьбовые области из по меньшей мере двух резьбовых областей располагаются радиально вокруг корпуса на противоположных сторонах корпуса относительно продольной оси.
13. Соединительный компонент по п.1, в котором по меньшей мере одна нитка резьбы каждой резьбовой области проходит по существу перпендикулярно к продольной оси.
14. Соединительный компонент по п.1, который соединяется с расходным материалом.
15. Соединительный компонент по п.14, в котором расходный материал представляет собой одно из электрода, картриджа, сопла или удерживающей крышки.
16. Соединительный компонент по п.1, который состоит из двух резьбовых областей.
17. Соединительный компонент по п.1, в котором проксимальный конец простирается приблизительно до половины продольной длины соединительного компонента.
18. Соединительный компонент расходного материала головки для обработки материала для присоединения расходного материала к соответствующему компоненту головки для обработки материала, содержащий:
цилиндрический корпус, включающий в себя проксимальный конец и дистальный конец, расположенные вдоль продольной оси;
по меньшей мере два продольно ориентированных сегмента, расположенных радиально относительно корпуса, причем каждый сегмент содержит по меньшей мере одну резьбовую нитку, расположенную на поверхности корпуса
по меньшей мере две гладкие области, каждая из которых расположена радиально вокруг поверхности корпуса между парой указанных сегментов, причем указанная по меньшей мере одна нитка резьбы в первом сегменте из указанных по меньшей мере сегментов не создает непрерывного вращательного резьбового пути с по меньшей мере одной резьбовой ниткой смежного сегмента из указанных по меньшей мере двух сегментов, и
при этом соединительный компонент расходного материала также содержит одно из (i) охватывающего компонента, выполненного с возможностью обеспечения прочного зацепления одного из двух сегментов с соответствующим сегментом, который содержит охватываемый компонент, или (ii) охватываемого компонента, выполненного с возможностью обеспечения прочного зацепления одного из двух сегментов с соответствующим сегментом, который содержит охватывающий компонент.
19. Соединительный компонент по п.18, в котором по меньшей мере один из сегментов простирается радиально по меньшей мере на 50 градусов вокруг поверхности корпуса.
20. Соединительный компонент по п.18, в котором каждая нитка резьбы имеет угол спирали, равный приблизительно 3 градусам.
21. Соединительный компонент по п.18, который представляет собой вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим компонентом для расходного материала.
22. Соединительный компонент по п.21, дополнительно содержащий осевой ограничитель, расположенный радиально вокруг поверхности цилиндрического корпуса между дистальным концом и сегментами, причем осевой ограничитель выполнен с возможностью контакта с охватывающим компонентом для расходного материала.
23. Соединительный компонент по п.22, в котором вставляемый компонент для расходного материала совмещается с охватывающим компонентом для расходного материала посредством осевого ограничителя перед вращательным соединением ниток резьбы.
24. Соединительный компонент по п.18, в котором по меньшей мере одна из гладких областей соединительного компонента для расходного материала выполнена с возможностью совмещения по меньшей мере с одним из сегментов соответствующего компонента для того, чтобы облегчить скользящее вдвигание одного компонента в другой компонент.
25. Соединительный компонент по п.18, в котором один компонент выполнен с возможностью вращения относительно другого компонента в первом направлении на угол меньше чем 180 градусов для того, чтобы зафиксировать другой компонент.
26. Соединительный компонент по п.25, в котором компоненты разъединяются, когда один компонент поворачивается относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на тот же самый угол.
27. Соединительный компонент по п.18, в котором по меньшей мере два сегмента располагаются радиально вокруг корпуса вращательно симметричным образом.
28. Соединительный компонент по п.18, в котором по меньшей мере одна нитка резьбы каждого сегмента проходит радиально вокруг корпуса.
29. Соединительный компонент по п.18, в котором расходный материал представляет собой одно из электрода, картриджа, сопла или удерживающей крышки.
30. Соединительный компонент по п.18, в котором сегменты и гладкие области расположены рядом с проксимальным концом, который простирается приблизительно до половины продольной длины соединительного компонента.
31. Соединительный компонент, конфигурированный для сборки в головку для обработки материала, содержащий:
цилиндрический корпус, включающий в себя проксимальный конец и дистальный конец, определяющие продольную ось;
по меньшей мере одну резьбовую область, расположенную в радиальном положении на поверхности корпуса около проксимального конца, причем каждая резьбовая область включает в себя по меньшей мере один резьбовой элемент, расположенный на поверхности корпуса; и
по меньшей мере одну нерезьбовую область, расположенную в радиальном положении на поверхности корпуса, причем каждая нерезьбовая область является радиально смежной с резьбовой областью,
при этом по меньшей одна нитка резьбы в по меньшей мере одной резьбовой области не создает непрерывного вращательного резьбового пути со смежным элементом цилиндрического корпуса.
32. Соединительный компонент по п.31, в котором резьбовой элемент простирается радиально по меньшей мере на 50 градусов вокруг поверхности корпуса.
33. Соединительный компонент по п.31, в котором резьбовой элемент имеет по существу плоскую круговую поверхность.
34. Соединительный компонент по п.31, в котором резьбовой элемент наклонен приблизительно на 3 градуса относительно круговой оси корпуса, перпендикулярной к продольной оси.
35. Соединительный компонент по п.31, в котором по меньшей мере один круговой конец резьбового элемента имеет дугообразную форму, которая выполнена с возможностью соединения с соответствующим резьбовым элементом другого соединительного компонента.
36. Соединительный компонент, конфигурированный для присоединения электрода к плазменной горелке, при этом соединительный компонент выполнен с возможностью прикрепления к соответствующему компоненту другого элемента плазменной горелки для прикрепления электрода в этому другому элементу, содержащий:
корпус, включающий в себя проксимальный конец и дистальный конец, расположенные вдоль продольной оси;
по меньшей мере две резьбовые области, расположенные радиально вокруг продольной оси на поверхности корпуса около проксимального конца, причем каждая резьбовая область включает в себя по меньшей мере один резьбовой сегмент, расположенный на поверхности корпуса; и
по меньшей мере две гладкие области, каждая из которых располагается радиально вокруг продольной оси между парой резьбовых областей на поверхности корпуса,
при этом по меньшей одна нитка резьбы в первой резьбовой области из по меньшей мере двух резьбовых областей не создает непрерывного вращательного резьбового пути с по меньшей мере одной ниткой резьбы смежной резьбовой области из по меньшей мере двух резьбовых областей,
причем по меньшей мере одна из гладких областей соединительного компонента выполнена с возможностью совмещения по меньшей мере с одной из резьбовых областей соответствующего компонента другого элемента для того, чтобы облегчить скользящее смещение соединительного компонента и соответствующего другого компонента относительно друг друга.
37. Соединительный компонент по п.36, который представляет собой вставляемый компонент, выполненный с возможностью надежно соединяться с охватывающим компонентом.
38. Соединительный компонент по п.37, в котором вставляемый компонент включает в себя зазор, расположенный на дистальном конце корпуса, выполненный с возможностью предотвращать вращение вставляемого компонента в охватывающем компоненте до тех пор, пока этот зазор не будет совмещен с соответствующим выступом охватывающего компонента.
39. Соединительный компонент по п.36, который представляет собой охватывающий компонент, выполненный с возможностью надежно соединяться с вставляемым компонентом.
40. Соединительный компонент по п.39, в котором охватывающий компонент включает в себя выступ, расположенный на дистальном конце корпуса, выполненный с возможностью предотвращать вращение вставляемого компонента в охватывающем компоненте до тех пор, пока этот выступ не будет совмещен с соответствующим зазором вставляемого компонента.
41. Соединительный компонент по п.36, который состоит из двух резьбовых областей.
42. Соединительный компонент по п.36, в котором один компонент выполнен с возможностью вращения относительно другого компонента в первом направлении на угол меньше чем 360 градусов для того, чтобы зафиксировать другой компонент.
43. Соединительный компонент по п.36, в котором угол меньше или равен приблизительно 60°, 90° или 180°.
44. Соединительный компонент по п.36, в котором компоненты разъединяются, когда один компонент поворачивается относительно другого компонента во втором направлении, противоположном первому направлению, приблизительно на тот же самый угол.
45. Соединительный компонент по п.36, в котором расположение и ориентация по меньшей мере одной нитки резьбы на одной резьбовой области являются по существу такими же, что и в другой резьбовой области.
46. Соединительный компонент по п.36, в котором эти по меньшей мере две резьбовые области располагаются радиально вокруг корпуса вращательно симметричным образом.
47. Соединительный компонент по п.36, в котором эти по меньшей мере две гладкие области располагаются радиально вокруг корпуса вращательно симметричным образом.
48. Соединительный компонент по п.36, в котором по меньшей мере одна нитка резьбы каждой резьбовой области ориентирована по существу перпендикулярно к продольной оси.
49. Расходный электродный компонент плазменной горелки, конфигурированный для присоединения к другому компоненту плазменной горелки, содержащий:
корпус, включающий в себя проксимальный конец и дистальный конец, расположенные вдоль продольной оси;
по меньшей мере две резьбовые области, простирающиеся радиально относительно продольной оси на поверхности корпуса возле проксимального конца, причем каждая резьбовая область содержит по меньшей мере одну нитку резьбы на поверхности корпуса, и
по меньшей мере две гладкие области, расположенные радиально относительно продольной оси между парой резьбовых областей на поверхности корпуса,
при этом по меньшей одна нитка резьбы в первой резьбовой области из по меньшей мере двух резьбовых областей не создает непрерывного вращательного резьбового пути со смежной резьбовой областью из по меньшей мере двух резьбовых областей,
при этом расходный электродный компонент содержит охватывающий компонент, конфигурированный прочно зацепляться с другим компонентом, содержащим охватываемый компонент.
50. Расходный электродный компонент по п.49, дополнительно содержащий по меньшей мере одно из:
фланца осевого ограничителя, расположенного по окружности вокруг поверхности цилиндрического корпуса между дистальным концом и резьбовыми областями; и
кольцевое уплотнение, расположенное вокруг корпуса между проксимальным концом и фланцем осевого ограничителя.
51. Расходный электродный компонент по п.49, в котором каждая из двух резьбовых областей i) проходит менее чем на приблизительно 90 градусов вдоль поверхности корпуса; и/или имеет круговые концы со скругленным контуром.
52. Способ соединения первого компонента и второго компонента головки для обработки материала, каждый из которых имеет i) по меньшей мере одну резьбовую область, имеющую по меньшей мере одну нитку резьбы и ii) по меньшей мере одну шлицованную область, характеризуемую отсутствием ниток резьбы, причем этот способ содержит:
совмещение по меньшей мере одной резьбовой области первого компонента по меньшей мере с одной шлицованной областью второго компонента;
скольжение первого компонента относительно второго компонента в продольном направлении в совмещенном положении;
упирание в осевом направлении первого компонента во второй компонент; и
вращение первого компонента в одном направлении относительно второго компонента для соединения по меньшей мере одной нитки резьбы резьбовой области первого компонента по меньшей мере с одной ниткой резьбы резьбовой области второго компонента для фиксации первого и второго компонентов друг относительно друга, и
предотвращение, после присоединения, дальнейшего зацепления по меньшей мере одной нитки резьбы резьбовой области первого компонента с элементом, смежным резьбовой области второго компонента в первом направлении, при этом смежный элемент и резьбовая область второго компонента не создают непрерывного вращательного резьбового пути.
53. Способ по п.52, дополнительно включающий в себя:
предотвращение вращения первого компонента относительно второго компонента во время скольжения;
соединение зазора первого компонента с выступом второго компонента; и
вращение первого компонента относительно второго компонента в одном направлении после этого соединения.
54. Способ по п.52, в котором вращение первого компонента относительно второго компонента представляет собой вращение первого компонента на угол, меньший чем 360°.
55. Способ по п.52, в котором по меньшей мере одна резьбовая область первого компонента и по меньшей мере одна шлицованная область второго компонента представляют собой два противоположных набора резьбовых областей первого компонента и шлицованных областей второго компонента.
56. Способ по п.54, дополнительно содержащий вращение первого компонента относительно второго компонента в противоположном направлении приблизительно на тот же самый угол для разъединения этих двух компонентов.
57. Способ по п.56, в котором предотвращается вращение первого компонента дальше в противоположном направлении, когда край резьбовой области первого компонента сталкивается с противоположной поверхностью резьбовой области второго компонента при вращении.
58. Способ по п.52, в котором по меньшей мере один из первого компонента или второго компонента соединяется с расходным материалом плазменной горелки для газоэлектрической сварки.
59. Способ по п.52, дополнительно содержащий формирование уплотнения между первым компонентом и вторым компонентом.
60. Способ по п.52, в котором упирание в осевом направлении первого компонента во второй компонент представляет собой по меньшей мере одно из:
контактирования выступа второго компонента с фланцем первого компонента для ограничения дальнейшего относительного осевого перемещения первого компонента и второго компонента; или
контактирования уплотнения второго компонента с первым компонентом.
| WO 03041459 A2, 15.03.2003 | |||
| EP 1988324 A2, 05.11.2008 | |||
| US 2009170364 A1, 02.07.2009 | |||
| US 2008185842 A1, 07.08.2008 | |||
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ВИНТОВОГО ТИПА | 0 |
|
SU200085A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 0 |
|
SU238690A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |

