ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение описывает методы, приборы и устройства, связанные с включением стабилизирующих элементов в офтальмологические устройства, а конкретно - в некоторых вариантах осуществления, в случаях, когда ориентация на глазу имеет значение для функциональности офтальмологического устройства.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Традиционно офтальмологическое устройство, такое как контактная, интраокулярная линза или пробка слезного канала, представляет собой биосовместимое устройство, обладающее корректирующими, косметическими или терапевтическими свойствами. Например, контактная линза может выполнять по меньшей мере одну из следующих функций: коррекцию зрения, косметическую коррекцию и терапевтические функции. Каждая функция обеспечивается определенной физической характеристикой линзы. Конструкция, придающая линзе светопреломляющее свойство, позволяет обеспечить функцию коррекции зрения. Введенный в линзу пигмент позволяет обеспечить косметическую коррекцию. Введенный в линзу активный агент позволяет обеспечить терапевтическую функцию. Таких физических характеристик можно достичь без перевода офтальмологической линзы в запитываемое энергией состояние. Функциональные возможности линзы могут зависеть от определенной ориентации линзы на глазу. Таким образом, может существовать значительная потребность в стабилизации ориентации на глазу.
Недавно в контактную линзу стали включать активные компоненты. Включение таких компонентов может сопровождаться инкапсуляцией электропитающих элементов в офтальмологическое устройство. Характеристики относительно сложных компонентов, необходимых для достижения этого эффекта, могут быть улучшены путем их включения во вставные устройства, которые затем присовокупляются к стандартным или аналогичным материалам, используемым при изготовлении современных офтальмологических линз. Это действие может быть желательным для улучшения процессов, методов и итоговых устройств, используемых для реализации различного рода вставок. Можно ожидать, что некоторые из решений для электропитаемых вставок могут обеспечить новые подходы для неэлектропитаемых и прочих биомедицинских устройств. Этим объясняется важность новых методов, устройств и приборов, связанных с термоформованием различных компонентов офтальмологических и биомедицинских устройств, формуемых со вставками.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает инновации, относящиеся к способу изготовления офтальмологического устройства со стабилизирующими элементами, который может включать этапы формирования линзы, содержащей биосовместимый материал; инкапсуляцию в линзу жесткой вставки, способной придать офтальмологическому устройству определенные функциональные возможности, зависящие от конкретной ориентации офтальмологического устройства на глазу; и добавление в офтальмологическое устройство стабилизирующего элемента, способного обеспечить ориентацию офтальмологического устройства на глазу. В некоторых вариантах осуществления стабилизирующий элемент может также содержать окраску или маркировку, включающую визуальное указание на нужную ориентацию.
В некоторых вариантах осуществления при формировании офтальмологической линзы могут также быть реализованы этапы добавления реакционной смеси мономеров в переднюю изогнутую часть пресс-формы, заднюю изогнутую часть пресс-формы или в обе части; размещения задней изогнутой части пресс-формы рядом с передней изогнутой частью пресс-формы; полимеризация реакционной смеси мономеров с образованием офтальмологического устройства; извлечения офтальмологической линзы из передней изогнутой части пресс-формы и задней изогнутой части пресс-формы; гидратации офтальмологической линзы. В некоторых вариантах осуществления добавление биосовместимого полимера и стабилизирующего элемента происходит одновременно.
В некоторых вариантах осуществления при добавлении стабилизирующего элемента также могут быть реализованы этапы инъецирования стабилизирующего элемента в реакционную смесь мономеров. В некоторых вариантах осуществления стабилизирующий элемент может содержать отверждающийся материал, индекс разбухания которого отличается от индекса разбухания биосовместимого материала. Добавление стабилизирующего элемента может происходить при выявлении аберрации на поверхности передней изогнутой части пресс-формы в месте соприкосновения с биосовместимым полимером.
В противном случае стабилизирующий элемент может содержать стабилизирующую вставку, которая может содержать первую термоформованную трехмерную форму. Жесткая вставка может содержать вторую термоформованную трехмерную форму. При включении жесткой вставки стабилизирующий элемент может быть добавлен к офтальмологической линзе, например, если жесткая вставка и стабилизирующий элемент выполнены горячим формованием из одного и того же термопластичного листа.
В некоторых вариантах осуществления стабилизирующие вставки могут быть приведены в соответствие с функциональными возможностями жесткой вставки и прикреплены к ней. Второй отверждающийся материал выполнен с возможностью временного прикрепления стабилизирующей вставки к жесткой вставке. Например, после инкапсуляции жесткой вставки второй отверждающийся материал может быть по меньшей мере частично полимеризован, причем при полимеризации стабилизирующая вставка отделяется от жесткой вставки. Благодаря этому стабилизирующая вставка может быть помещена в офтальмологическую линзу на определенную глубину или, по меньшей мере, на определенном расстоянии от жесткой вставки.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
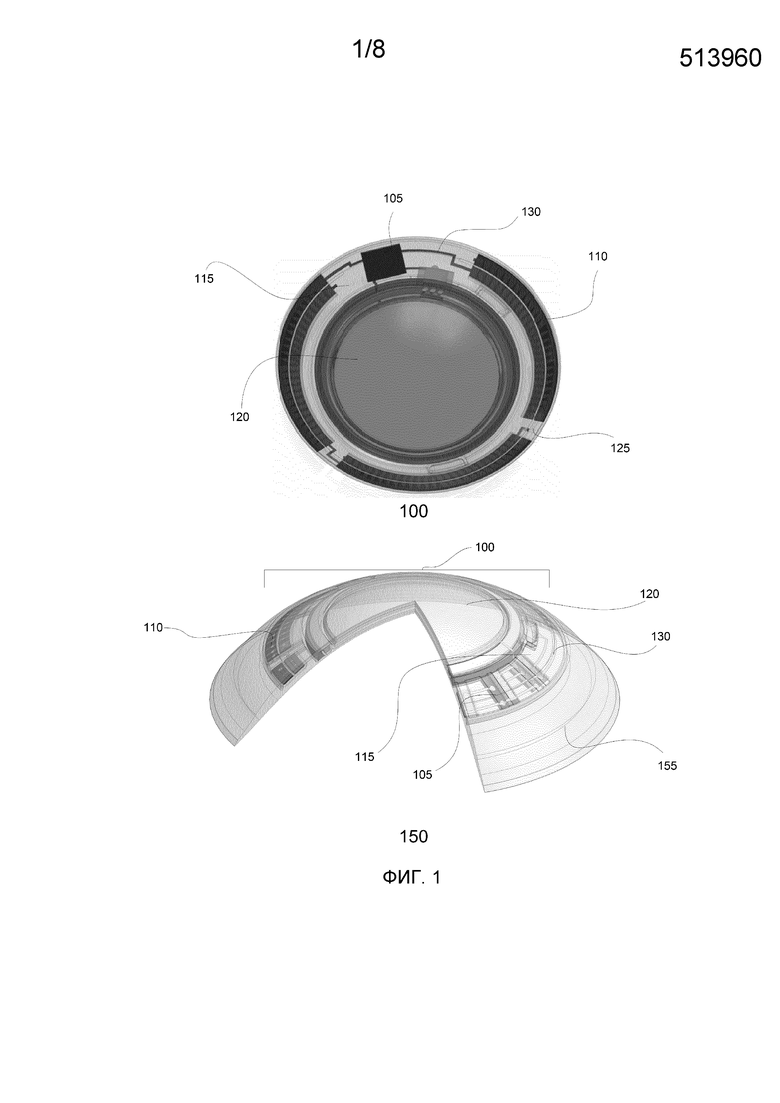
На фиг. 1 проиллюстрирован пример осуществления вставки носителя для запитанного офтальмологического устройства и примерный вариант запитанного офтальмологического устройства.
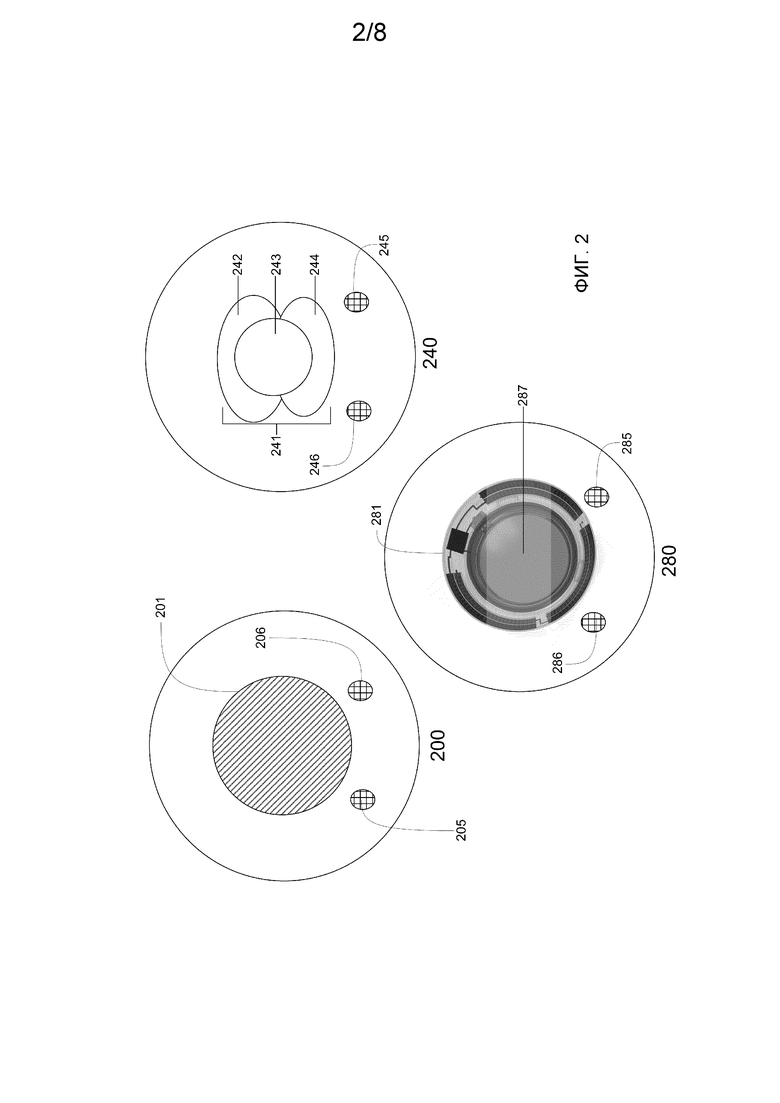
На фиг. 2 проиллюстрированы примерные варианты осуществления офтальмологических линз с жесткими вставками, где функциональные возможности могут зависеть от конкретной ориентации на глазу.
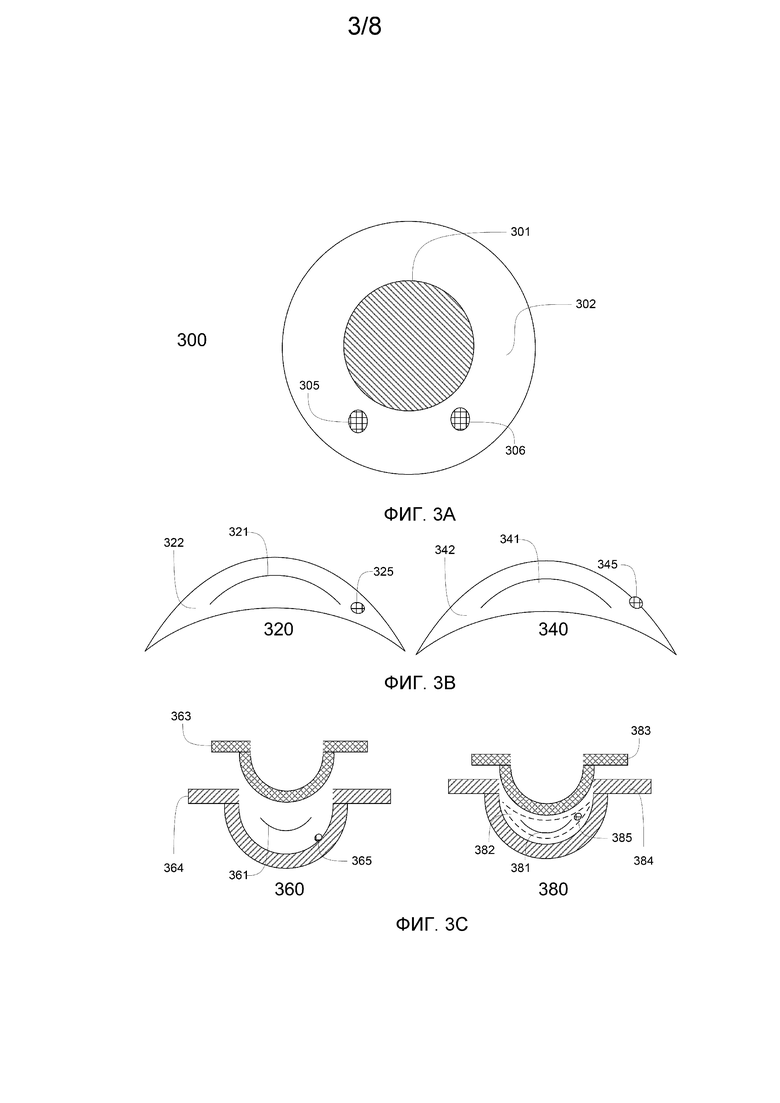
На фиг. 3А-3С проиллюстрированы примерные варианты осуществления офтальмологической линзы со стабилизирующими элементами, где стабилизирующие элементы отделены от жесткой вставки.
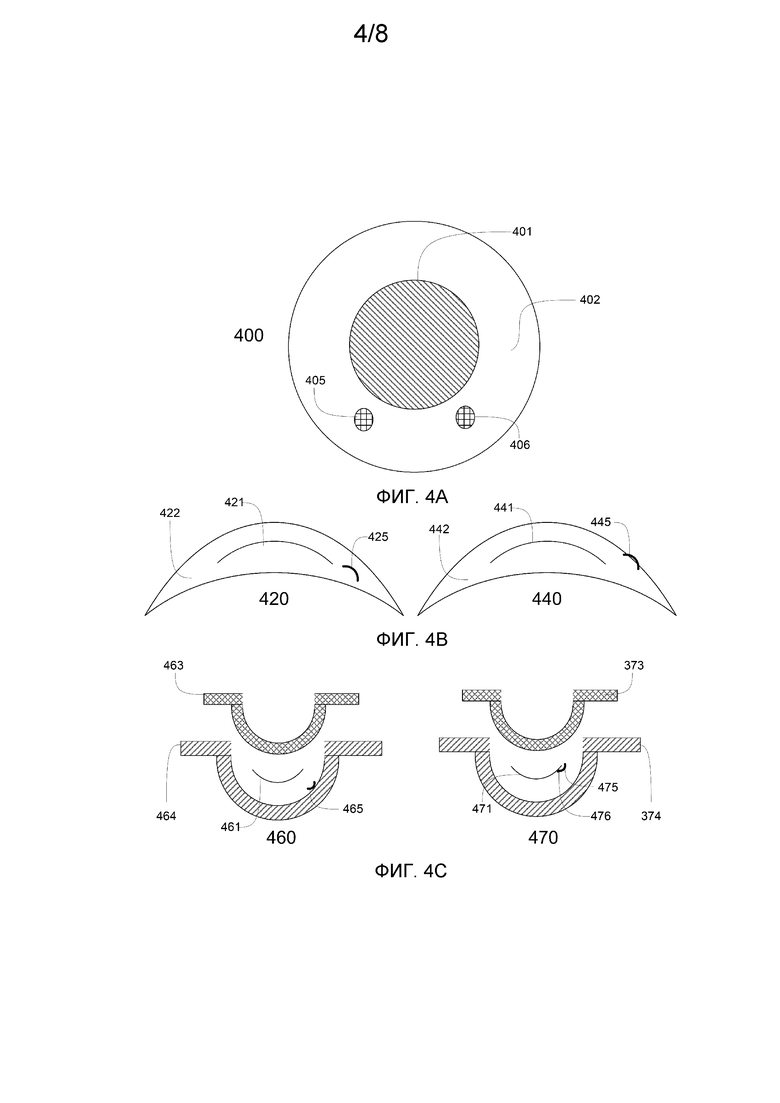
На фиг. 4А-4С проиллюстрированы альтернативные примерные варианты осуществления офтальмологической линзы со стабилизирующими элементами, где стабилизирующие элементы отделены от жестких вставок.
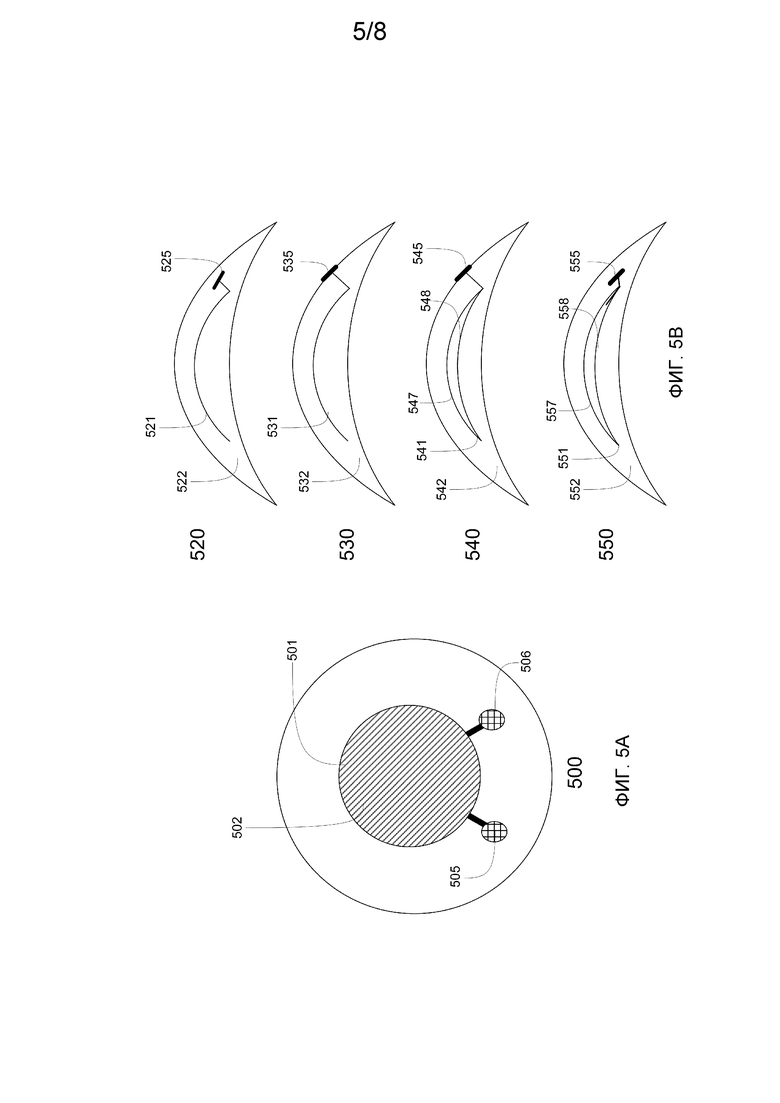
На фиг. 5А-5B проиллюстрированы примерные варианты осуществления офтальмологической линзы со стабилизирующими элементами, где стабилизирующие элементы включены в жесткую вставку.
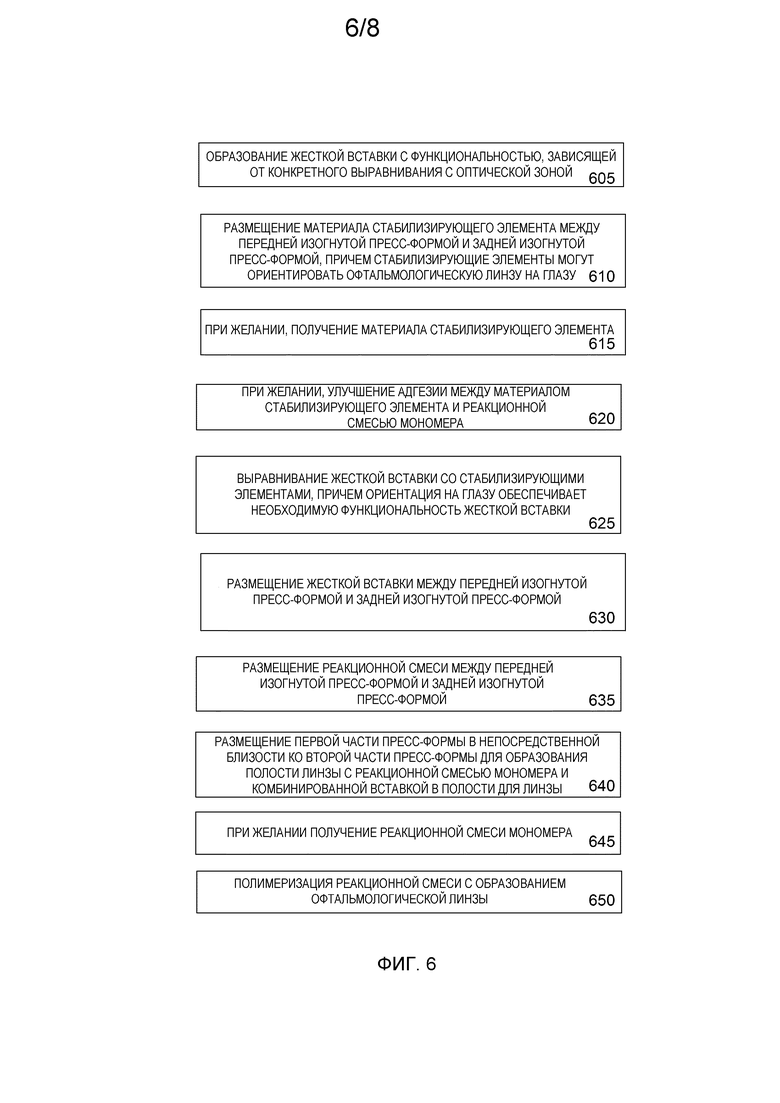
На фиг. 6 проиллюстрирована блок-схема примерного процесса формирования офтальмологической линзы со стабилизирующим элементом, где стабилизирующие элементы отделены от жесткой вставки.
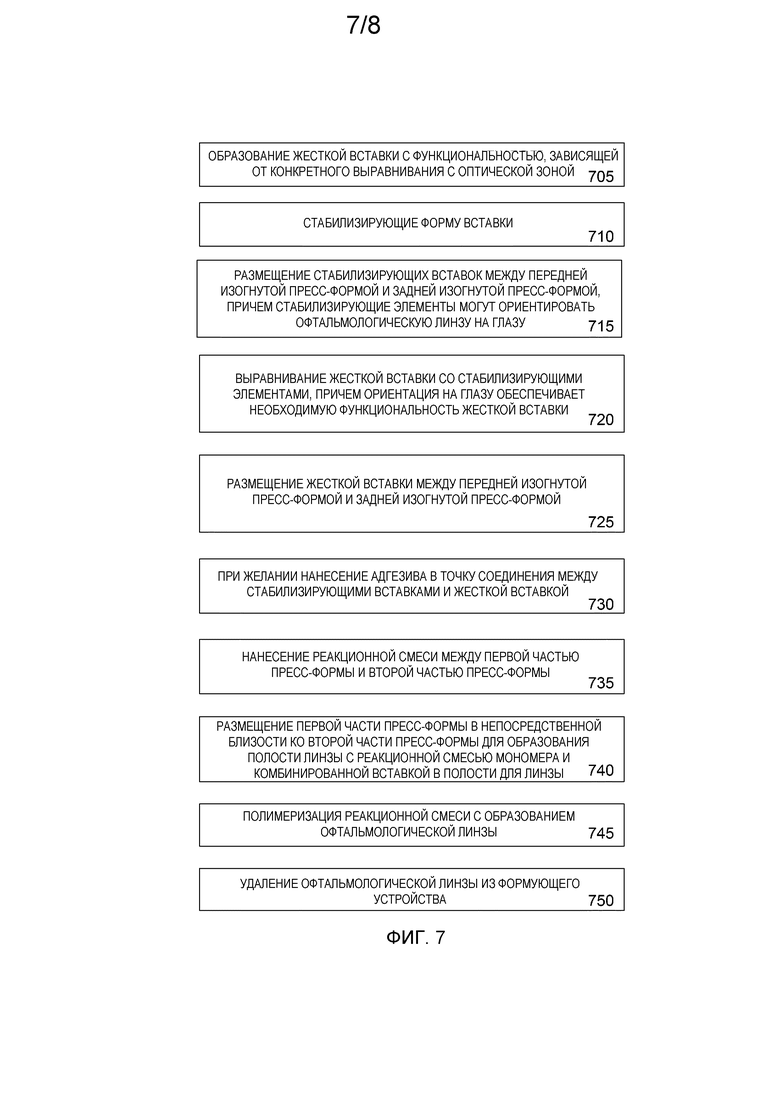
На фиг. 7 проиллюстрирована альтернативная блок-схема примерного процесса формирования офтальмологической линзы со стабилизирующими элементами, где стабилизирующие элементы отделены от жесткой вставки.
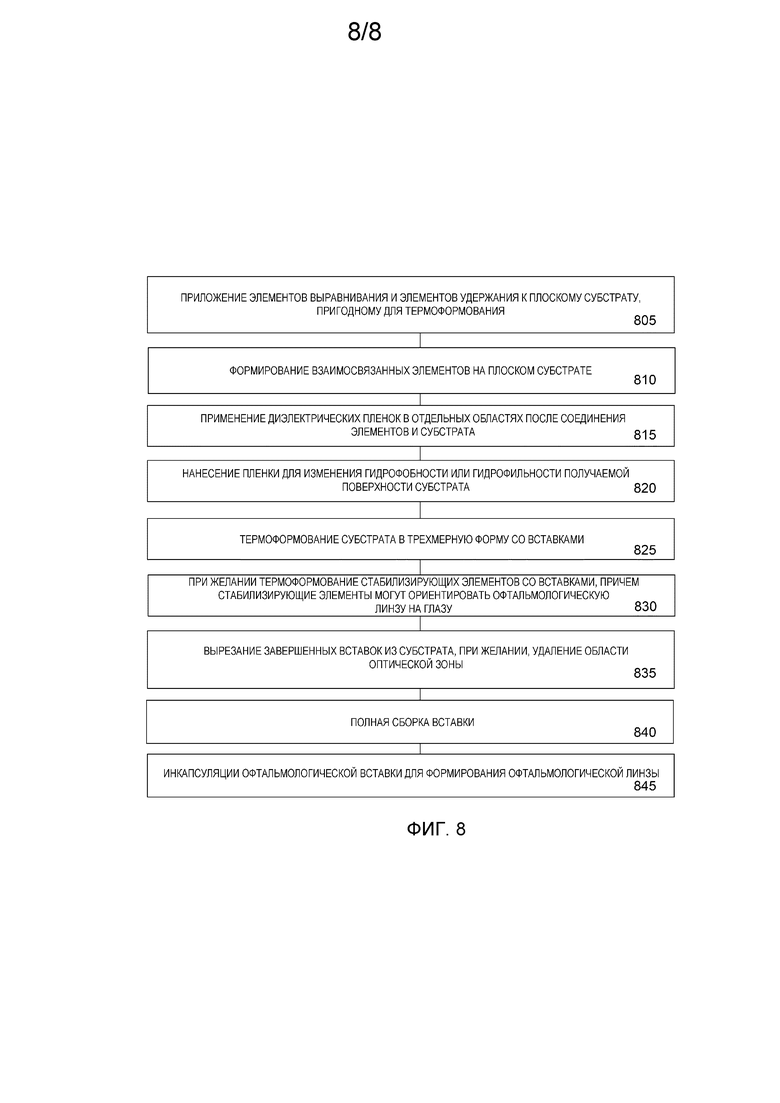
На фиг. 8 проиллюстрирована блок-схема примерного процесса формирования жесткой вставки путем горячего формования.
Подробное описание изобретения
Настоящее изобретение включает способы и приборы для изготовления офтальмологической линзы с жесткой вставкой и включающей стабилизирующие элементы. Кроме того, настоящее изобретение включает офтальмологическую линзу с жесткой вставкой и включающую стабилизирующие элементы. В соответствии с настоящим изобретением офтальмологическая линза выполняется с жесткой вставкой, и в нее могут быть включены стабилизирующие элементы. В некоторых вариантах осуществления функциональные возможности офтальмологической линзы могут зависеть от определенной ориентации на глазу.
В некоторых случаях жесткая вставка может содержать несколько формирующих полость частей. В полость может быть встроен источник энергии, например, электрохимический элемент или батарейка как средство хранения энергии. В некоторых вариантах осуществления жесткая вставка также включает в себя набор схем, компонентов и источников энергии. Различные варианты осуществления могут включать жесткую вставку, в которой располагается набор схем, компонентов и источников энергии по периферии оптической зоны, через которую пользователь линзы может видеть, тогда как другие варианты осуществления могут содержать набор схем, компонентов и источников энергии, которые имеют достаточно малые размеры, чтобы не оказывать негативного воздействия на зрение пользователя контактной линзы, что позволяет располагать электрические элементы внутри оптической зоны.
Вставляемые части жесткой вставки могут быть изготовлены методом горячего формования, при этом перед термоформованием на тонком листе подложки или после термоформования на вставляемой части может осуществляться ряд действий, связанных с функциональными возможностями офтальмологических приборов на основе вставок.
Как правило, в соответствии с рядом вариантов осуществления настоящего изобретения, жесткая вставка может быть встроена в офтальмологическую линзу с помощью автоматического механизма, который размещает вставку в соответствующее место относительно части используемой для изготовления линзы пресс-формы. В некоторых вариантах осуществления, в которых вставляемые части находятся в офтальмологической линзе, могут быть реализованы этапы, позволяющие запечатать или инкапсулировать вставляемую часть.
Некоторые варианты осуществления могут включать литую прессованную силикон-гидрогелевую контактную линзу с жесткой или формуемой запитанной вставкой, содержащейся в офтальмологической линзе с сохранением биосовместимости, где формирование рисунка может происходить на поверхности вставки либо на или вблизи поверхности самого офтальмологического устройства. Другие варианты осуществления могут основываться на термоформовании вставляемых частей, причем образованная из частей вставка может содержать компоненты, которые могут не быть запитаны или могут находиться в незапитанном офтальмологическом устройстве.
Любой из различных способов формования офтальмологических вставок посредством горячего формования в некоторых вариантах осуществления также можно использовать для изготовления устройств для офтальмологических линз. Офтальмологическую линзу можно изготовить, разместив вставку в полости, образованной передней и задней изогнутыми частями пресс-формы, и залив ее реакционной смесью, которая затем полимеризуется. В некоторых вариантах осуществления вставка может быть размещена в небольшом количестве реакционноспособного материала с последующей полимеризацией, после которой полость между элементами пресс-формы может быть заполнена реакционной смесью, которая затем может быть полимеризована.
В следующих разделах будет приведено подробное описание вариантов осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных примеров осуществления изобретения являются только примерами осуществления изобретения. Предполагается, что специалисту в данной области будут понятны возможности создания модификаций и других вариантов осуществления изобретения. Поэтому следует учитывать, что область, охватываемая настоящим изобретением, не ограничивается приведенными примерами реализации изобретения.
Определения
В приведенном описании и пунктах формулы, относящихся к настоящему изобретению, используется ряд терминов, для которых будут приняты следующие определения:
Задняя изогнутая часть или задний вставляемый элемент: в настоящем документе обозначает (иногда также как «задняя изогнутая вставка») твердый элемент состоящей из нескольких частей жесткой вставки, который в собранном виде в указанной вставке занимает место с задней стороны линзы. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, которая ближе к поверхности глаза пользователя. В некоторых вариантах осуществления задняя изогнутая часть может содержать и включать область в центре офтальмологического устройства, через которую свет попадает в глаз пользователя и которая может называться «оптической зоной». В других вариантах осуществления элемент может иметь форму кольца и не содержать или включать некоторые или все области оптической зоны. В некоторых вариантах осуществления офтальмологической вставки можно использовать множество задних изогнутых частей, и одна из них может включать в себя оптическую зону, в то время как другие могут иметь форму кольца или сегментов кольца.
«Компонент» в настоящем документе обозначает относиться к устройству, которое может получать электрический ток от источника энергии для одного или более из изменения логического состояния или физического состояния.
«Инкапсулировать» в настоящем документе обозначает создавать барьер для отделения элемента, например вставки носителя, от смежной с этим элементом среды.
«Инкапсулирующий материал» в настоящем документе обозначает слой, образованный вокруг элемента, например вставки носителя, создающий барьер, отделяющий элемент от смежной с ним среды. Инкапсулирующими материалами могут являться, например, силиконовые гидрогели, такие как этафилкон, галифилкон, нарафилкон и сенофилкон, или другие гидрогелевые материалы для контактных линз. В некоторых вариантах инкапсулирующий материал может быть полупроницаемым и удерживать заданные вещества внутри элемента, а другим заданным веществам, например воде, не позволять попадать внутрь элемента.
«Запитанный энергией» в настоящем документе обозначает состояние, которое способно обеспечить подачу электрического тока или хранение в себе запаса электрической энергии.
«Энергия» в настоящем документе обозначает способность физической системы к совершению работы. В рамках настоящего изобретения упомянутая способность, как правило, может относиться к способности выполнения электрических действий при совершении работы.
«Источник энергии» в настоящем документе обозначает устройство, выполненное с возможностью поставлять энергию или приводить биомедицинское устройство в запитанное энергией состояние.
«Источник электроэнергии» в настоящем документе относится к устройству, способному извлекать энергию из окружающей среды и преобразовывать ее в электрическую энергию.
«Передняя изогнутая часть или передний вставляемый элемент» в настоящем документе обозначает (иногда также как «передняя изогнутая вставка») твердый элемент состоящей из нескольких частей жесткой вставки, который в собранном виде в указанной вставке занимает место с передней стороны линзы. В офтальмологическом устройстве передняя изогнутая часть будет размещена на стороне вставки, дальней от поверхности глаза пользователя. В некоторых вариантах осуществления этот элемент может содержать и включать область в центре офтальмологического устройства, через которую свет попадает в глаз пользователя и которая может называться «оптической зоной». В других вариантах осуществления элемент может иметь форму кольца и не содержать или включать некоторые или все области оптической зоны. В некоторых вариантах осуществления офтальмологической вставки можно использовать множество передних изогнутых частей, и одна из них может включать в себя оптическую зону, в то время как другие могут иметь форму кольца или сегментов кольца.
«Линзообразующая смесь, или реакционная смесь, или реакционная смесь мономера (РСМ)» в настоящем документе обозначает мономерный или форполимерный материал, который можно полимеризовать и поперечно сшить или поперечно сшить для образования офтальмологической линзы. Различные варианты осуществления могут включать линзообразующие смеси с одной или несколькими добавками, такими как УФ-блокаторы, красители, фотоинициаторы или катализаторы, а также другими добавками, которые могут быть предпочтительны для использования в составе офтальмологических линз, например, контактных или интраокулярных линз.
«Линзообразующая поверхность» относится к поверхности, которую используют для отливки линзы. В некоторых вариантах осуществления любая такая поверхность может иметь поверхность с обработкой оптического качества, что означает, что данная поверхность достаточно гладкая и изготовлена так, что поверхность линзы, изготовленной способом полимеризации линзообразующей смеси, находящейся в непосредственном контакте с поверхностью формы для литья, имеет требуемое оптическое качество. Кроме того, в ряде вариантов осуществления настоящего изобретения формирующая линзу поверхность может иметь геометрию, необходимую для придания поверхности изготавливаемой линзы требуемых оптических характеристик, включая, без ограничений, сферическую, асферическую и цилиндрическую оптическую силу, коррекцию аберраций волнового фронта, коррекцию топографии роговицы и так далее, а также любых их комбинаций.
«Литий-ионный элемент» относится к электрохимическому элементу, в котором ионы лития перемещаются по элементу для образования электрической энергии. Такая электрохимическая ячейка, как правило называемая батареей, в своей типичной форме может быть возвращена в состояние с более высоким зарядом или перезаряжена.
«Вставки носителя» в настоящем документе обозначает инкапсулированную вставку, включенную в запитанное офтальмологическое устройство. Во вставку носителя могут быть встроены элементы питания и электросхемы. Вставка носителя определяет основную задачу запитанного офтальмологического устройства. Например, в вариантах осуществления, где запитанное офтальмологическое устройство позволяет пользователю регулировать оптическую силу, вставка носителя может включать элементы подачи питания, контролирующие жидкостный мениск в оптической зоне. В противном случае, вставка носителя может быть кольцевой, чтобы в оптической зоне не было постороннего материала. В таких вариантах осуществления функция запитанной линзы может заключаться не в обеспечении оптического качества, а, например, в мониторинге глюкозы или введении лекарственного препарата.
«Пресс-форма» обозначает жесткий или полужесткий предмет, который можно использовать для получения линз из неполимеризованных составов. Некоторые предпочтительные пресс-формы включают две части, образующие переднюю изогнутую часть пресс-формы и заднюю изогнутую часть пресс-формы.
«Офтальмологическая линза или офтальмологическое устройство или линза» в настоящем документе обозначает любое офтальмологическое устройство, расположенное в глазу или на нем. Устройство может обеспечивать оптическую коррекцию, быть косметическим или обеспечивать определенные функциональные возможности, не связанные с оптическим качеством. Например, термин «линза» может относиться к контактной линзе, интраокулярной линзе, накладной линзе, глазной вставке, оптической вставке или иному подобному устройству, с помощью которого корректируется или изменяется зрение или косметически улучшается физиология глаза (например, цвет радужной оболочки) без затруднения зрения. В противном случае, линза может обозначать устройство, которое может быть размещено на глазу с другой целью, нежели коррекция зрения, например, для мониторинга составляющих слезной жидкости или для введения активных веществ. В некоторых вариантах осуществления предпочтительные линзы, составляющие предмет изобретения, могут представлять собой мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей, включая, например, силиконовые гидрогели и фторгидрогели.
«Оптическая зона» в настоящем документе обозначает область офтальмологической линзы, через которую смотрит пользователь офтальмологической линзы.
«Мощность» в настоящем документе обозначает совершенную работу или переданную энергию за единицу времени.
«Перезаряжаемый или перезапитываемый» в настоящем документе обозначает возможность быть перезаряженным или переведенным в состояние с более высокой способностью к совершению работы. В рамках настоящего изобретения упомянутая способность, как правило, может относиться к восстановлению способности испускать электрический ток определенной величины в течение определенного промежутка времени.
«Перезапитывать или перезаряжать» обозначает переводить в состояние с более высокой способностью к совершению работы. В рамках настоящего изобретения упомянутая способность, как правило, может относиться к восстановлению способности устройства испускать электрический ток определенной величины в течение определенного, заданного промежутка времени.
«Высвобожденный из пресс-формы» обозначает, что линза либо полностью отделена от формы для литья, либо лишь слабо прикреплена к ней так, что она может быть удалена легким встряхиванием или вытолкнута тампоном.
«Жесткая вставка» в настоящем документе обозначает вставку, сохраняющую заданную топографию. При включении в контактную линзу жесткая вставка может способствовать ее функциональности. Например, изменяющаяся топография или плотности внутри жесткой вставки могут определять зоны, способные корректировать зрение у пользователей с астигматизмом. В некоторых вариантах осуществления вставное устройство может содержать множество частей вставок.
«Стабилизирующий элемент» в настоящем документе обозначает физическую характеристику, стабилизирующую офтальмологическое устройство в определенной ориентации на глазу, если оно размещено на глазу. В некоторых вариантах осуществления стабилизирующий элемент может прибавлять достаточно массы для формирования балласта офтальмологического устройства. В некоторых вариантах осуществления стабилизирующий элемент может изменить переднюю искривленную поверхность, в которой веко может задеть стабилизирующий элемент, а пользователь - переориентировать линзу морганием. Такие варианты осуществления можно усилить за счет включения стабилизирующих элементов, которые могут добавить массы. В некоторых примерных вариантах осуществления стабилизирующие элементы могут составлять другой материал по сравнению с герметизирующим биосовместимым материалом, вставка может формироваться отдельно от процесса формования или может быть включена в жесткую вставку или вставку носителей.
Термин «многослойные интегрированные многокомпонентные устройства», иногда именуемые SIC (Stacked Integrated Component) устройствами, в настоящем документе обозначает изделия или применение технологий упаковки, позволяющих собирать тонкие слои подложек, которые могут содержать электрические и электромеханические устройства, в функциональные интегрированные устройства путем наложения, по меньшей мере, части каждого слоя друг на друга. Такие слои могут включать изготовленные из различных материалов устройства различных типов, форм и размеров. Кроме того, слои могут быть изготовлены с использованием различных производственных технологий, позволяющих соответствовать и принимать различные очертания.
«Индекс разбухания» в настоящем документе обозначает возможность расширения или тенденцию у расширения конкретного материала при производстве офтальмологической линзы.
«Трехмерная поверхность или трехмерный субстрат» в настоящем документе обозначает любую поверхность или субстрат, образованный в трех измерениях, топография которого предназначена для определенной цели, в отличие от плоской поверхности.
Стабилизирующие элементы
В некоторых вариантах осуществления офтальмологических линз функциональные возможности линзы зависят от конкретной ориентации на глазу. Например, в линзах, в настоящее время используемых для коррекции зрения у пациентов с астигматизмом, стабилизирующие элементы ориентируют линзы, чтобы правильно отражать астигматизм. Включение жесткой вставки в офтальмологическую линзу может позволить расширить ряд функций, которые она способна обеспечить. Для этих функций могут также потребоваться стабилизирующие элементы. Текущие стабилизирующие элементы решают базовые потребности в ориентации для относительно однородных линз. Хотя у линз может иметься четко определенная трехмерная поверхность, однородность их материала изготовления может сохраняться для всего изделия, включая стабилизирующие элементы. Кроме того, существующие стабилизирующие элементы добавляются на поверхность пресс-формы как аберрации, что позволяет сформировать трехмерную поверхность офтальмологической линзы.
В противоположность этому жесткие вставки можно создавать независимо, а затем вставлять в формовочный аппарат до изготовления офтальмологической линзы. Жесткая вставка может содержать материалы, отдельные от инкапсулирующего материала, который может быть изготовлен из мягкого биосовместимого полимера. Жесткая вставка может обеспечивать функциональные возможности офтальмологической линзы. Таким образом стабилизирующие элементы могут ориентировать офтальмологическую линзу на глазу по отношению к жесткой вставке. Для этого могут потребоваться сложные методы изготовления стабилизирующих элементов и их включение в офтальмологическую линзу в соответствии с положением жесткой вставки по отношению к стабилизирующим элементам при формовании. Конкретные методы могут зависеть от конкретного варианта осуществления офтальмологической линзы и соответствующей жесткой вставки.
На фиг. 1 проиллюстрирован примерный вариант офтальмологической линзы с жесткой вставкой с запитанными элементами. В некоторых вариантах осуществления в офтальмологическую линзу 150 может быть включена жесткая вставка 100, содержащая полимерный биосовместимый материал, например, силиконовый гидрогель. У офтальмологической линзы 150 может быть жесткий центр и мягкий край, при этом жесткий центральный оптический элемент содержит жесткую вставку 100. В некоторых конкретных вариантах осуществления жесткая вставка 100 может находиться в непосредственном контакте с воздухом и поверхностью роговицы своими передней и задней поверхностями соответственно, либо же жесткая вставка 100 может быть инкапсулирована в офтальмологическом устройстве 150. Периферия 155 или в некоторых вариантах осуществления инкапсулирующий материал офтальмологической линзы 150 может быть выполнен из мягкого окаймляющего материала, включая, например, гидрогелевый материал.
Жесткая вставка с элементами электропитания показана только в иллюстративных целях. В некоторых вариантах осуществления могут использоваться цельные жесткие вставки, функциональные возможности которых обеспечиваются на поверхности или в составе жесткой вставки. В противном случае, жесткая вставка может содержать множество частей с пассивными элементами, в совокупности обеспечивающими статические функциональные возможности.
На фиг. 2 проиллюстрированы примерные варианты осуществления офтальмологических линз 200, 240, 280 с жесткими вставками 201, 241, 281, при этом включенные в офтальмологические линзы 200, 240, 280 жесткие вставки 201, 241, 281 обеспечивают различные функциональные возможности, для которых могут потребоваться стабилизирующие элементы 205, 206, 245, 246, 285, 286. В некоторых вариантах осуществления офтальмологическая линза 200 может включать жесткую вставку 201, обеспечивающую поляризацию. Поляризация может быть направленной и может требовать определенной ориентации офтальмологической линзы 200 на глазу. Стабилизирующие элементы 205, 206 могут обеспечивать правильную ориентацию жесткой вставки 201 при помещении офтальмологической линзы 200 на глазу.
Другие варианты осуществления могут включать офтальмологическую линзу 240 с жесткой вставкой 241, корректирующую зрение пациентов с астигматизмом. Чтобы учесть различную кривизну глаз, жесткая вставка 241 может быть асимметричной. Например, жесткая вставка 241 может включать зоны 242-244, где каждая зона 242-244 корректирует свой угол преломления. Каждая из зон 242-244 может быть адаптирована к конкретному набору астигматических характеристик. Соответствующим образом стабилизирующие элементы 245, 246 могут ориентировать офтальмологическую линзу 240 необходимым образом так, чтобы зоны 242-244 правильно совпадали с соответствующей им кривизной поверхности глаза.
Жесткая вставка 241 может быть более эффективной при коррекции астигматизма, чем простая мягкая офтальмологическая линза, которая может не давать возможности для точной коррекции зрения. Благодаря жесткой вставке 241 ношение офтальмологической линзы 240 может быть более комфортным, чем типичной жесткой газопроницаемой линзы. Добавление стабилизирующих элементов 245, 246 может позволить совместить удобство и точную коррекцию зрения при астигматизме.
В других альтернативных вариантах осуществления включенная в офтальмологическую линзу 280 жесткая вставка 281 может содержать множество частей, которые могут создавать полость для включения активных электрических компонентов 282-284. В таких вариантах осуществления жесткая вставка 281 может включать переменную оптическую часть 287, например линзу с жидкостным мениском, причем активация линзы с жидкостным мениском изменяет корректирующую силу линзы. Для активации жесткая вставка 281 может включать нагрузку 282, источник питания 283 и проводящие напыления 284 на периферии вставки, чтобы электронные компоненты не нарушали оптическую зону 287.
В некоторых вариантах осуществления жесткая вставка 281 с переменной оптической частью 287 может не быть симметричной. В некоторых таких вариантах осуществления различные компоненты 282-284 могут добавлять различное количество массы. Например, нагрузка 282 может добавить значительно больше массы, чем проводящее напыление 284 и источник питания 283. Без стабилизирующих элементов 285, 286 нагрузка 282 может стянуть офтальмологическую линзу вниз, нарушив совмещение переменной оптической части 287 с оптической зоной глаза. В таких вариантах осуществления стабилизирующие элементы 285, 286 также могут ориентировать офтальмологическую линзу 280 на глазу для смягчения дискомфорта.
Варианты осуществления на фиг. 2 представлены только в качестве примеров; другие функциональные особенности офтальмологической линзы могут требовать определенной ориентации на глазу. При рассмотрении следующих рисунков следует предполагать функциональные возможности, требующие определенной ориентации. Для иллюстративных целей показано, что жесткие вставки включают функцию, показанную на фигуре 2, но жесткие вставки могут обеспечивать и другие функциональные особенности, которые следует рассматривать в рамках изобретательской техники.
На фиг. 3А представлен примерный вариант офтальмологической линзы 300, включающий поляризующую жесткую вставку 301 и стабилизирующие элементы 305, 306. В некоторых вариантах осуществления стабилизирующие элементы 305, 306 могут быть включены в мягкую биосовместимую часть 302, содержащую полимеризованную РСМ, например гидрогель, офтальмологической линзы 300. В таких вариантах осуществления стабилизирующее элементы 305, 306 могут быть изготовлены из другого материала, чем мягкая часть 302. Например, стабилизирующий элемент 305, 306 может содержать более плотный материал, чем окружающая его мягкая часть 302, или же стабилизирующий элемент 305, 306 может содержать материал с другим индексом разбухания, чем мягкая часть 302. Отличающийся индекс разбухания может, например, позволить стабилизирующему элементу набухать с другой скоростью или в большей степени, чем инкапсулирующему материалу, или же может позволить сочетание отличающихся скоростей и степени набухания.
На фиг. 3В представлено поперечное сечение примерных вариантов осуществления офтальмологических линз 320, 340 с жесткой вставкой 321, 341 и стабилизирующими элементами 325, 345, причем стабилизирующие элементы 325, 345 не зависят от жесткой вставки 321, 341. В указанных примерных вариантах осуществления стабилизирующие элементы 325, 345 содержат материал, отличающийся от мягкой части 322, 342, причем этот отличающийся материал встроен в мягкую часть 322, 342. В некоторых вариантах осуществления стабилизирующий элемент 325 может быть полностью инкапсулирован в мягкой части 322 офтальмологической линзы 320, причем стабилизирующий элемент 325 не влияет на топографию передней поверхности офтальмологической линзы. В таких вариантах осуществления дополнительной массы стабилизирующего элемента 325 может быть достаточно, чтобы сориентировать офтальмологическую линзу 320 на глазу.
В альтернативных вариантах осуществления стабилизирующий элемент 345 может изменять топографию передней поверхности офтальмологической линзы 340. В таких вариантах осуществления, когда пользователь моргает, веко может зацеплять стабилизирующий элемент 345 таким образом, что при каждом моргании меняется ориентация офтальмологической линзы 340 на глазу. Стабилизирующий элемент 345 может также добавлять массу конкретной области мягкой части 342 офтальмологической линзы 340, повышая стабильность линзы на глазу.
На фиг. 3С представлено поперечное сечение примерных вариантов осуществления формовочной аппаратуры 360, 380 для изготовления офтальмологической линзы, включающей жесткую вставку 361, 381 и стабилизирующие элементы 365, 385. Стабилизирующие элементы 365, 385 могут быть установлены на позициях относительно жестких вставок 361, 381, в которых стабилизирующие элементы 365, 385 могут ориентировать офтальмологическую линзу с жесткой вставкой 361, 381 на глазу образом, способствующим заданной функциональности линзы.
В некоторых вариантах осуществления жесткая вставка 361, 381 может быть сформирована путем вырезания вставляемых частей из материала горячего формования, причем во вставляемые части могут быть врезаны такие элементы выравнивания, как пазы, канавки или плоские участки. Эти функциональные элементы могут быть использованы для выравнивания вставляемой части или формованных офтальмологических вставляемых устройств при последующей обработке. Элементы для выравнивания на вставляемой части могут применяться при точном размещении компонентов. Эти элементы могут использоваться в оборудовании, обрабатывающем тонкопленочный субстрат, для приведения листа и прикрепленного или удерживающего оборудования во внутреннее соответствие рабочему пространству. Например, у некоторых вставляемых частей могут иметься вырезы, позволяющие устройству размещать часть с необходимой точностью, и возможно наличие канавок для обеспечения надлежащего совмещения с другой частью или с формовочным аппаратом.
В некоторых вариантах осуществления устройство может включать формование офтальмологической линзы между передней изогнутой пресс-формой 364, 384 и задней изогнутой пресс-формой 363, 383. Жесткие вставки 361, 381 можно включить между отливов 363, 364, 383, 384 до добавления инкапсулирующего мономера. Мономер может затем быть отвержден путем полимеризации.
В некоторых вариантах осуществления материал стабилизирующего элемента 365 может быть нанесен на поверхность передней изогнутой пресс-формы 364 перед добавлением инкапсулирующего материала. В таких вариантах осуществления полученная офтальмологическая линза 340 может включать стабилизирующие компоненты 345, полностью неинкапсулированные в мягкой части 342 линзы 340, как показано на фиг. 3В. Там, где стабилизирующий элемент 365 не закрыт, стабилизирующий элемент 365 может содержать биосовместимый материал с другим индексом разбухания, чем у мягкой части офтальмологической линзы, причем в течение всего процесса формования офтальмологической линзы стабилизирующий элемент 365 принимает независимую форму. Например, материал стабилизирующего элемента 365 может быть частично полимеризован перед добавлением инкапсулирующего материала. Материал стабилизирующего элемента 365 также может обладать адгезионными свойствами, чтобы стабилизирующий элемент 365 мог надлежащим образом пристать к поверхности офтальмологической линзы.
В альтернативном варианте (не проиллюстрировано) стабилизирующий элемент может быть добавлен в жесткую вставку до инкапсуляции. В таких вариантах осуществления стабилизирующий элемент может быть совмещен с жесткой вставкой перед формованием.
В альтернативных вариантах осуществления стабилизирующий элемент 385 может быть добавлен в офтальмологическую линзу после добавления инкапсулирующего материала между передней изогнутой пресс-формой 384 и задней изогнутой пресс-формой 383. Добавление стабилизирующего элемента 385 может происходить до полной полимеризации инкапсулирующего материала 382. Например, стабилизирующий элемент 385 может быть введен в частично полимеризовавшийся инкапсулирующий материал 382, причем в ходе завершения процесса полимеризации полностью полимеризуются как инкапсулирующий материал 382, так и стабилизирующий элемент 385. У материала стабилизирующего элемента 385 может быть другой индекс разбухания, чем у инкапсулирующего материала, и при полной полимеризации стабилизирующий элемент 385 может принять определенную форму. Например, материал стабилизирующего элемента 385 может быть введен в инкапсулирующий материал на определенную глубину, где разбухание материала стабилизирующего элемента 385 при полимеризации изменяет топографию передней поверхности офтальмологической линзы.
На фиг. 4А представлен альтернативный вариант офтальмологической линзы 400, включающий стабилизирующие элементы 405, 406 и жесткую вставку 401. В таких вариантах осуществления стабилизирующие элементы 405, 406 могут быть выполнены в виде отдельных стабилизирующих вставок. Такие вставки могут быть изготовлены независимо от формирования офтальмологической линзы 400.
На фиг. 4В представлены примеры вариантов осуществления офтальмологической линзы 420, 430 с жесткой вставкой 421, 431 и стабилизирующими элементами 425, 435, причем стабилизирующие элементы 425, 435 представляют собой стабилизирующие вставки и проиллюстрированы в поперечном сечении. Как и в вариантах осуществления на фиг. 3В, стабилизирующие элементы 425, 435 могут быть расположены на различной глубине в офтальмологической линзе 420, 430.
В некоторых вариантах осуществления вставка стабилизирующего элемента 425 может быть вставлена в мягкую часть 422 на глубину, которая не может изменить топографию передней поверхности офтальмологической линзы 420, причем дополнительная масса ориентирует офтальмологическую линзу 420 на глазу без дополнительных действий со стороны пользователя. В альтернативном варианте осуществления может быть включена вставка стабилизирующего элемента 431, позволяющая изменить топографию передней поверхности офтальмологической линзы 430, причем пользователь может ориентировать офтальмологическую линзу 430 на глазу морганием. Дополнительная масса может повысить стабильность офтальмологической линзы 430 на глазу.
На фиг. 4С в поперечном сечении представлены примерные варианты осуществления устройства для формирования офтальмологической линзы, включающей жесткую вставку 461, 471 и вставки стабилизирующего элемента 465, 475. Стабилизирующие элементы 465, 475 могут быть установлены на позициях относительно жестких вставок 461, 471, в которых стабилизирующие элементы 465, 475 могут ориентировать включающую жесткую вставку 461, 471 офтальмологическую линзу на глазу образом, способствующим заданной функциональности линзы.
Стабилизирующие элементы 465, 475 могут быть образованы посредством такого же процесса, как и жесткая вставка 461, 471. В некоторых вариантах осуществления вставки стабилизирующего элемента 465, 475 могут быть изготовлены посредством горячего формования. В таких вариантах осуществления функции выравнивания могут исполнять стабилизирующие элементы 465, 475, что может позволить точное выравнивание жесткой вставки 461, 471 и стабилизирующих элементов 465, 475.
Подобно тому, как представлено на фиг. 3С, офтальмологическую линзу можно изготовить путем формования инкапсулирующего материала, например гидрогеля, между передней изогнутой пресс-формой 464, 474 и задней изогнутой пресс-формой 463, 473. Жесткую вставку 461, 471 можно включить в офтальмологическую линзу, поместив жесткую вставку 461, 471 между передней и задней изогнутыми пресс-формами 463, 473, 464, 474 перед добавлением инкапсулирующего материала.
В некоторых вариантах осуществления вставки стабилизирующего элемента 465 могут быть размещены на передней изогнутой пресс-форме 464 перед добавлением инкапсулирующего материала и независимо от добавления жесткой вставки 461. Передняя изогнутая пресс-форма 464 может содержать аберрации на поверхности, могущие позволить закрепить положение вставки стабилизирующего элемента 465. Такие аберрации могут позволять более точно размещать вставки стабилизирующего элемента 465 по отношению к жесткой вставке 461. В таких вариантах осуществления вставка стабилизирующего элемента 465 может быть не полностью инкапсулирована гидрогелем, что может позволить стабилизирующему элементу 465 изменить топографию передней поверхности офтальмологической линзы 430, как показано, например, на фигуре 4B.
В альтернативных вариантах осуществления вставка стабилизирующего элемента 475 может быть первоначально прикреплена к жесткой вставке 471 в точке соединения 476 до размещения между передней изогнутой пресс-формой 474 и задней изогнутой пресс-формой 473. Прикрепление стабилизирующего элемента 475 к жесткой вставке 471 может обеспечить точное выравнивание. Например, в вариантах осуществления, где жесткая вставка 471 может быть образована путем горячего формования, жесткая вставка 471 может быть образована путем горячего формования с элементами выравнивания, для которых может быть указана точка соединения 476. В такой функциональности выравнивания может быть указана желаемая ориентация жесткой вставки 471, что может быть особенно важно, если жесткая вставка 471 изготавливается отдельно от вставки стабилизирующего элемента 475.
В некоторых вариантах осуществления у адгезивного материала в точке соединения 476 может быть другой индекс разбухания, чем у окружающего инкапсулирующего материала. Это может позволить вставке стабилизирующего элемента 475 отделиться от жесткой вставки 471 в процессе полимеризации. Например, адгезивный материал может разбухнуть до такой степени, что вытолкнет вставку стабилизирующего элемента 475 с изменением топографии передней поверхности офтальмологической линзы 435, как показано, например, на фиг. 4В. В таком варианте осуществления возможна полная инкапсуляция стабилизирующего элемента 475.
На фиг. 5A представлен вариант осуществления офтальмологической линзы 500, включающий жесткую вставку 501 и стабилизирующие элементы 505, 506. В указанном варианте осуществления стабилизирующие элементы 505, 506 встроены в жесткую вставку 501, причем жесткая вставка 501 инкапсулирована в мягком биосовместимом материале 502, таком как гидрогель. В некоторых таких вариантах осуществления стабилизирующие элементы 505, 506 могут быть встроены в жесткую вставку 501 путем горячего формования. Например, жесткая вставка 501 может быть извлечена из термоформованного листа, что позволяет реализовать сложные геометрии жесткой вставки 501, причем жесткая вставка 501 не симметрична. В некоторых термоформованных вариантах осуществления жесткая вставка 501 может содержать элементы ориентирования, причем стабилизирующие элементы 505, 506 могут быть прикреплены путем отдельного процесса адгезии, в том числе, например, сварку.
Такие варианты осуществления отличаются от примеров, проиллюстрированных на фиг. 4В и 4С. На фиг. 4В стабилизирующие элементы 425, 435 могут быть отделены от жесткой вставки 421, 431 внутри офтальмологической линзы. В точке соединения 476 для обеспечения надлежащего выравнивания между жесткой вставкой 471 и стабилизирующими элементами 475 может осуществляться временная адгезия.
На фиг. 5B представлены в поперечном сечении примеры вариантов осуществления офтальмологической линзы 520, 530, 540 с жесткой вставкой 521, 531, 541, причем жесткая вставка 521, 531, 541 содержит стабилизирующие элементы 525, 535, 545. Некоторые варианты осуществления могут включать офтальмологическую линзу 520, 530 с цельной жесткой вставкой 521, 531, причем жесткая вставка 521, 531 содержит стабилизирующие элементы 525, 535. В некоторых вариантах осуществления стабилизирующий элемент 525 может быть встроен в жесткую вставку 521 таким образом, что стабилизирующий элемент 525 не может изменить топографию передней поверхности офтальмологической линзы 520. В таких вариантах осуществления дополнительной массы стабилизирующего элемента 525 может быть достаточно, чтобы правильно сориентировать офтальмологическую линзу 520 на глазу. В противном случае стабилизирующий элемент 535 может выступать от жесткой вставки 531 для изменения топографии передней поверхности офтальмологической линзы 530, причем веко может задевать за выступ. В таких вариантах осуществления пользователь может изменять ориентацию офтальмологической линзы 530, моргая.
В других вариантах осуществления жесткая вставка 541, 551 может содержать жесткую вставку из нескольких частей. Жесткая вставка 541, 551 может содержать переднюю вставку 547, 557 и заднюю вставку 548, 558. В некоторых из таких вариантов осуществления передняя вставка 547, 557 и задняя вставка 548, 558 могут формировать полость, которая, например, может позволить встраивать электрически активные элементы и переменную оптическую часть. В противном случае, передняя вставка 547, 557 и задняя вставка 548, 558 могут содержать два пассивных слоя, которые могут быть объединены для обеспечения функциональных возможностей офтальмологической линзы 540, 550.
В вариантах осуществления с использованием твердых вставок из нескольких частей 541, 551 стабилизирующие элементы 545, 555 могут встраиваться различными способами. В некоторых вариантах осуществления в заднюю вставку 548 или в переднюю вставку 542 может быть встроен стабилизирующий элемент 545, например, путем термоформования, аналогичного тому, которое может применяться для цельной жесткой вставки 521, 531. В таких вариантах осуществления передняя вставка 547 может быть прикреплена к задней вставке 548 на этапе, отдельном от встраивания стабилизирующего элемента 545.
В противном случае, стабилизирующий элемент 555 может быть встроен в жесткую вставку 551, когда передняя вставка 557 прикреплена к задней вставке 558. В таких вариантах осуществления стабилизирующий элемент может быть размещен между передней частью вставки 557 и задней частью вставки 558. Передняя вставка 557, задняя вставка 558 и стабилизирующий элемент 555 могут быть прикреплены различными способами, в том числе, например, адгезией, сваркой или сопоставлением элементов выравнивания. В вариантах осуществления, включающих термоформование, передняя вставка 557, задняя вставка 558 и стабилизирующие элементы 555 могут включать элементы выравнивания для обеспечения правильной ориентации офтальмологической линзы 550 по отношению к жесткой вставке 551 на глазу.
Материалы для офтальмологических линз со вставками
В ряде вариантов осуществления одним из типов линз может быть линза, в состав материалов которой входит содержащий силикон компонент. Под «содержащим силикон компонентом» подразумевается любой компонент, имеющий по меньшей мере один [-Si-O-] фрагмент в составе мономера, макромера или преполимера. Полное содержание Si и непосредственно связанного с ним O в рассматриваемом, содержащем силикон компоненте предпочтительно составляет более чем приблизительно 20 весовых процентов и более предпочтительно более чем 30 весовых процентов полного молекулярного веса содержащего силикон компонента. Полезные для целей настоящего изобретения, содержащие силикон компоненты предпочтительно имеют в своем составе полимеризуемые функциональные группы, такие как акрилатную, метакрилатную, акриламидную, метакриламидную, винильную, N-виниллактамовую, N-виниламидную и стирильную функциональные группы.
В некоторых вариантах осуществления края офтальмологической линзы, которые также иногда могут называться инкапсулирующим вставку слоем, окружающие вставку, могут быть образованы из стандартных гидрогелевых композиций для линз. К примерам материалов с характеристиками, которые могут обеспечить приемлемое соответствие с многочисленными материалами вставок, относится семейство нарафилкона, включая нарафилкон A и нарафилкон B. В альтернативном варианте семейство этафилкона, включая этафилкон A, может являться правильным примером выбора материала. Ниже приведено более полное с технической точки зрения описание природы материалов, которые могут применяться в целях настоящего изобретения, но следует понимать, что любой материал, который может образовывать приемлемый корпус или частичный корпус для герметически закрытых и инкапсулированных вставок, сообразен настоящему изобретению и включается в него.
Пригодные для целей настоящего изобретения содержащие силикон компоненты включают в себя соединения по формуле I
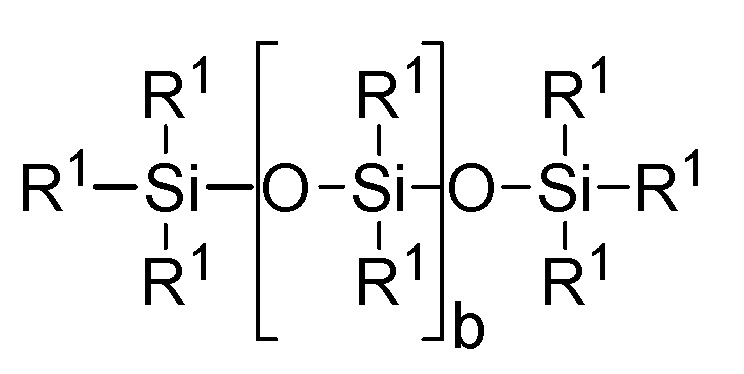
где R1 независимо выбирают из группы, включающей моновалентные реакционно-способные группы, моновалентные алкильные группы или моновалентные арильные группы, причем каждая из перечисленных химических групп может далее иметь в своем составе функциональные группы, выбираемые из следующего ряда: гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамат, карбонат, галоген, а также их различные комбинации; а моновалентные силоксановые цепи имеют в своем составе 1-100 повторяющихся Si-O блоков и могут далее иметь в своем составе функциональные группы, выбираемые из следующего ряда: алкил, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамат, галоген, а также их различные комбинации;
где b = от 0 до 500, причем подразумевается, что если b отлично от нуля 0, то по b имеется распределение с модой, равной указанному значению;
причем по меньшей мере один фрагмент R1 представляет собой моновалентную реакционно-способную группу, а в некоторых реализациях настоящего изобретения от одного до трех фрагментов R1 представляют собой моновалентные реакционно-способные группы.
Используемый в настоящей заявке термин «моновалентные реакционно-способные группы» относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Характерные, но неограничивающие примеры свободнорадикальных реакционно-способных групп включают (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1-6алкил(мет)акрилаты, (мет)акриламиды, C1-6алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, C2-12алкенилы, C2-12алкенилфенилы, C2-12алкенилнафтилы, C2-6алкенилфенил-C1-6алкилы, O-винилкарбаматы и O-винилкарбонаты. Характерные, но неограничивающие примеры катионных реакционно-способных групп включают в себя винилэфирные или эпоксидные группы, а также их смеси. В одном примере осуществления настоящего изобретения свободнорадикальные реакционно-способные группы включают (мет)акрилаты, акрилокси, (мет)акриламиды, а также их смеси.
Соответствующие целям настоящего изобретения моновалентные алкильные и арильные группы включают незамещенные моновалентные C1-C16алкильные группы, C6-C14 арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, а также их различные комбинации и т. д.
В одной реализации настоящего изобретения b равно нулю, один фрагмент R1 представляет собой моновалентную реакционно-способную группу, и по меньшей мере три фрагмента R1 выбраны из моновалентных алкильных групп, содержащих от одного до 16 атомов углерода, и в другой реализации - из моновалентных алкильных групп, содержащих от одного до 6 атомов углерода. Неограничивающие примеры силикон-содержащих компонентов в настоящем варианте осуществления включают в себя 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый эфир (SiGMA),
2-гидрокси-3-метакрилоксипропилоксипропил-трис(триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан («TRIS»),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилоксан.
В других вариантах осуществления b составляет от 2 до 20, от 3 до 15 или в некоторых вариантах осуществления от 3 до 10; по меньшей мере один концевой фрагмент R1 представляет собой одновалентную реакционно-способную группу, а остальные группы R1 выбраны из одновалентных алкильных групп, содержащих от 1 до 16 атомов углерода, а в другом варианте осуществления - из одновалентных алкильных групп, содержащих от 1 до 6 атомов углерода. В еще одной реализации настоящего изобретения b находится в диапазоне от 3 до 15, один концевой фрагмент R1 представляет собой моновалентную реакционно-способную группу, другой концевой фрагмент R1 представляет собой моновалентную алкильную группу, содержащую от одного до 6 атомов углерода, а остальные фрагменты R1 представляет собой моновалентные алкильные группы, содержащие от 1 до 3 атомов углерода. Характерные, но неограничивающие примеры содержащих силикон компонентов такой реализации настоящего изобретения включают (полидиметилсилоксан (МВ 400-1000) с концевой моно-(2-гидрокси-3-метакрилоксипропил)-пропил эфирной группой) («OH-mPDMS»), (полидиметилсилоксаны (МВ 800-1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами) («mPDMS»).
В другой реализации настоящего изобретения b находится в диапазоне от 5 до 400 или от 10 до 300, оба концевых фрагмента R1 представляют собой моновалентные реакционно-способные группы, а остальные фрагменты R1 независимо выбираются из моновалентных алкильных групп, содержащих от одного до 18 атомов углерода, которые могут иметь эфирные мостиковые группы между атомами углерода и могут также включать атомы галогенов.
В одной реализации настоящего изобретения, когда требуется изготовить линзу на основе силиконового гидрогеля, линза, составляющая предмет настоящего изобретения, изготавливается из реакционной смеси, содержащей по меньшей мере приблизительно 20 и предпочтительно приблизительно от 20 до 70% вес. содержащих силикон компонентов в расчете на полный вес содержащих реакционно-способные мономеры компонентов, из которых изготавливается искомый полимер.
В другой реализации настоящего изобретения от одного до четырех фрагментов R1 представляют собой винилкарбамат или карбонат со следующей формулой
Формула II
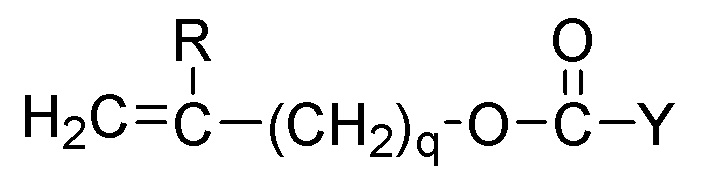
в которой Y означает O-, S- или NH-;
R означает водород или метил; d равно 1, 2, 3 или 4; и q равен 0 или 1.
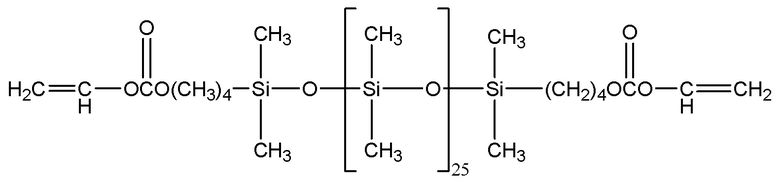
К числу содержащих силикон-винилкарбонатных или винилкарбаматных мономеров относятся: 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат, и
Если необходимы биомедицинские устройства с модулем упругости менее 200, только один из фрагментов R1 должен представлять собой моновалентную реакционно-способную группу, и не более двух из остальных фрагментов R1 должны представлять собой моновалентные силоксановые группы.
Другой класс содержащих силикон компонентов включает в себя полиуретановые макромеры со следующими формулами
Формулы IV-VI
(*D*A*D*G)a *D*D*E1;
E(*D*G*D*A)a *D*G*D*E1 или
E(*D*A*D*G)a *D*A*D*E1,
в которой:
D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, содержащий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, содержащий от 1 до 40 атомов углерода, который может иметь в основной цепи эфирные, тиоэфирные или аминовые мостиковые группы;
* обозначает уретановую или уреидо-мостиковую группу;
a равен по меньшей мере 1;
A обозначает дивалентный полимерный радикал со следующей формулой
формула VII
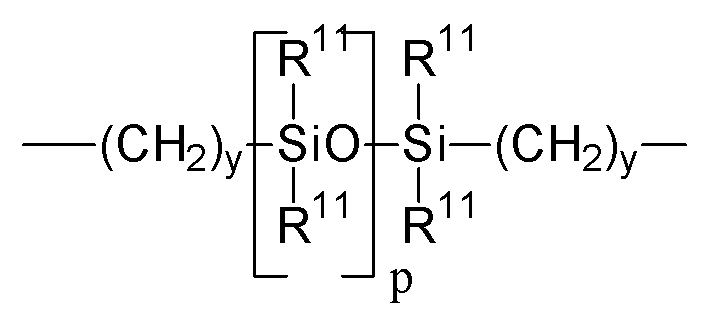
R11 независимо обозначает алкильную или фтор-замещенную алкильную группу, содержащую от 1 до 10 атомов углерода, которая может иметь эфирные мостиковые группы между атомами углерода; y равно по меньшей мере 1; и p обеспечивает молекулярную массу фрагмента от 400 до 10 000; каждый символ E и E1 независимо означает полимеризующийся ненасыщенный органический радикал, представленный формулой
формула VIII

в которой R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-,Y-S- или -NH-; R14 представляет собой бивалентный радикал, имеющий от 1 до 12 атомов углерода; X означает -CO- или -OCO-; Z означает -O- или -NH-; Ar означает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
Предпочтительно содержащий силикон компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX (полную структуру можно понять путем соединения соответствующих областей со звездочками, * к *, ** к **)
где R16 представляет собой бирадикал диизоцианата после удаления собственно изоцианатной группы, например, бирадикал изофоронизоцианата. Другим содержащим силикон макромером, соответствующим целям настоящего изобретения, является соединение по формуле X (где x+y представляет собой число в диапазоне от 10 до 30), получаемое при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофоронизоцианата и изоцианатоэтилметакрилата.
Формула X (полную структуру можно понять путем соединения соответствующих областей со звездочками, * к *)
Иные содержащие силикон компоненты, соответствующие целям настоящего изобретения, включают в себя макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, содержащей атом водорода, присоединенный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие эфирные и силоксанильные мостиковые группы, а также поперечно-сшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. Любой из перечисленных выше полисилоксанов также может быть использован в качестве содержащего силикон компонента в рамках настоящего изобретения.
Способы
Следующие этапы способа предложены как примеры процессов, которые можно реализовать в соответствии с некоторыми аспектами настоящего изобретения. Следует понимать, что порядок представления этапов способа не считается ограничивающим, и для реализации настоящего изобретения могут использоваться и другие последовательности. Кроме того, не все из этапов необходимы для реализации настоящего изобретения, и в различные варианты осуществления настоящего изобретения могут быть включены дополнительные этапы.
На фиг. 6 представлен пример блок-схемы для формирования офтальмологической линзы со стабилизирующими элементами и жесткой вставкой. На этапе 605 может быть сформирована жесткая вставка, функциональные возможности которой зависят от заданной ориентации по отношению к оптической зоне. На этапе 610 на переднюю изогнутую пресс-форму может быть нанесен материал, который может являться стабилизирующим элементом, встроенным в офтальмологическую линзу. На этапе 615 материал может быть частично полимеризован, чтобы позволить стабилизирующему элементу стать более упругим и способным поддерживать форму. На этапе 620 материал может подвергнуться воздействию процессов, способствующих адгезии, в частности, усиливающих адгезионное взаимодействие между материалами стабилизирующего элемента и реакционной смесью мономеров. На этапе 625 жесткая вставка может быть выровнена со стабилизирующим элементом, причем выравнивание обеспечивает функциональные возможности жесткой вставки при ориентировании офтальмологической линзы на глазу. На этапе 630 жесткая вставка может быть помещена между передней изогнутой частью пресс-формы и задней изогнутой частью пресс-формы. На этапе 635 реакционная смесь мономеров может быть нанесена на переднюю изогнутую часть пресс-формы. На этапе 640 передняя изогнутая часть пресс-формы может быть расположена в непосредственной близости от задней изогнутой части пресс-формы, причем позиционирование позволяет РСМ инкапсулировать жесткую вставку. В некоторых вариантах осуществления в 645 РСМ можно также полимеризовать для офтальмологической линзы. При этом отложение стабилизирующих элементов в 610 может произойти после частичной полимеризации. В таких вариантах осуществления стабилизирующие элементы могут быть введены в РСМ на определенную глубину.
На фиг. 7 представлена иллюстративная блок-схема для формирования офтальмологической линзы со вставками стабилизирующих элементов. На этапе 705 может быть сформирована жесткая вставка, функциональные возможности которой зависят от заданной ориентации по отношению к оптической зоне. На этапе 710 стабилизирующие вставки могут быть размещены между передней изогнутой пресс-формой и задней изогнутой пресс-формой, причем вставка может ориентировать положение офтальмологической линзы на глазу.
На фиг. 8 представлена иллюстративная блок-схема для формирования жесткой вставки со стабилизирующими элементами. На этапе 805 плоский субстрат, как правило, в виде листового материала, уже может иметь встроенные в него элементы выравнивания. Эти элементы могут представлять собой отштампованные, вырезанные по трафарету из листа или деформированные области, создаваемые штампом без вырезания материала. Некоторые варианты осуществления могут включать элемент выравнивания, отпечатанный на листе.
В других вариантах осуществления окраска поверхности или части листа может быть изменена различными процессами, включая термическую обработку. Могут использоваться такие формы, как кресты, верньеры, разнонаправленные линии и тому подобное, при соблюдении которых средством обработки можно обеспечить однозначное поступательное и вращательное выравнивание части. Кроме того, в некоторых вариантах могут быть сформированы элементы, способные при обработке прочно закрепить субстрат. Эти элементы могут быть вырезаны в различных формах, позволяющих штифтам и компонентам проходить через лист субстрата определенным образом.
На этапе 810 в некоторых вариантах осуществления, требующих формирования электрических соединений, эти соединительные элементы могут быть сформированы на плоском субстрате в определенных точках относительно элементов выравнивания. К методам формирования этих соединительных элементов могут относиться, например, осаждение и травление с рисунком; прямая запись соединительных элементов, как в случае с индуцированным лазером химическим осаждением из пара; печать на субстрате, например, печать проводящей краской; экранированное осаждение проводящего материала. В специализированном варианте обработки в некоторых вариантах осуществления определение элементов выравнивания и размещение соединительных элементов могут быть выполнены одновременно на одних и тех же этапах обработки.
На этапе 815 в некоторых вариантах осуществления в отдельных областях могут быть сформированы диэлектрические или изолирующие пленки. Они могут закрывать и изолировать следы в областях осаждения. Диэлектрические или изолирующие пленки могут быть нанесены сплошным слоем с последующим узорным травлением, могут быть распечатаны на материале из изолирующих чернил или регионально осаждены посредством экранированного осаждения.
На этапе 820 в некоторых вариантах осуществления и особенно в вариантах, где образуется активный оптический элемент линзы с жидкостным мениском с электросмачиванием, пленка может быть нанесена в отдельной области для изменения гидрофобности приложенного субстрата и поверхности элементов субстрата. В качестве способа нанесения могут использоваться обсуждавшиеся в целом для этапов 810 и 815.
На этапе 825 тонкий лист с нанесенными пленками может затем быть подвергнут термоформованию. Во многих вариантах осуществления элементы выравнивания, сформированные на этапах 805 или 810, могут быть снова использованы для выравнивания тонкопленочного субстрата с правильным положением относительно части пресс-формы, на которой субстрат можно формовать в горячем состоянии до желаемой трехмерной формы. В некоторых вариантах осуществления обработка может осуществляться для элементов формования по очереди, в других - несколько термоформующих головок могут быть одновременно применены к материалу субстрата для создания ряда термоформованных элементов.
В отношении трехмерно выполненного субстрата может затем быть выполнен ряд шагов. На этапе 830 стабилизирующие элементы могут быть включены на термоформованный лист. В некоторых вариантах осуществления стабилизирующие элементы могут быть термоформованы на один лист, используя тот же или аналогичный процесс термоформования, который применялся к целому листу на этапе 825. Процесс термоформования может вывести стабилизирующие элементы под определенным углом и на определенном расстоянии от частей вставок, что может определить глубину расположения стабилизирующих элементов в офтальмологической линзе.
На этапе 835 от термоформованной подложки могут быть отрезаны вставки. Могут снова быть использованы элементы выравнивания с этапов 805 или 810, чтобы гарантировать правильное выравнивание процесса резки с различными выровненными элементами трехмерного субстрата и на нем. В некоторых вариантах осуществления вставки могут быть вырезаны из листа на этапе 835 с включением стабилизирующих элементов, что позволяет произвести выравнивание между частью вставки и стабилизирующими элементами при формировании вставки. В вариантах осуществления, где жесткая вставка или вставка носителя содержит множество частей, по меньшей мере, одна вставка может включать стабилизирующий элемент.
Резку можно выполнять путем механического напластования, которое может иметь место при режущей штамповке или другом виде напластования и может вводить в выделенную или вырезанную вставку другие элементы выравнивания для одновременного обеспечения выравнивания, даже если предыдущие элементы выравнивания удалены из вставки при резке. К этим новым элементам выравнивания могут относиться, например, вырезы, пазы, круги, плоскости и их различные комбинации. Когда вставка состоит из одного элемента, полученная деталь вставки может содержать вставку.
В жестких вставках из нескольких элементов на этапе 840 полученная вставка может быть объединена с другими трехмерными элементами или с другими вставками. Когда вставка прикреплена, соединена или подключена к другим трехмерным вставкам, вместе они могут образовывать офтальмологическую вставку. В некоторых таких вариантах осуществления на этапе 840 может использоваться термоформование, например, когда несколько деталей формируется одновременно или когда функциональные элементы не восприимчивы к температуре термоформования.
На этапе 845 полученная офтальмологическая вставка может быть инкапсулирована в образующие офтальмологическую линзу материалы с образованием офтальмологического устройства. Например, офтальмологическая линза может быть изготовлена путем размещения сформированной вставки между двумя частями пресс-формы и запуском реакции с линзообразующей смесью с внедрением вставки в офтальмологическую линзу. Формование также может осуществляться в несколько этапов, причем первоначально на поверхности пресс-формы может быть сформирован тонкий слой реакционной смеси с последующим размещением вставки и ее закреплением посредством запуска реакции реакционной смеси. Сочетание первого слоя офтальмологической линзы и вставки затем формуется путем ввода в офтальмологическую линзу дополнительной реакционной смеси между формами. При изготовлении офтальмологического устройства, включающего встроенную вставку, которая может включать трехмерные детали, изготовленные путем горячего формования, различные обсуждавшиеся материалы можно использовать по отдельности или в сочетании.
Хотя изобретение может использоваться для получения содержащих вставки жестких или мягких контактных линз из любого известного материала или материала, подходящего для формования таких линз, предпочтительно, чтобы линзы в рамках настоящего изобретения были мягкими контактными линзами с содержанием воды от приблизительно 0 до приблизительно 90 процентов. Более предпочтительно, чтобы указанные линзы были изготовлены из мономеров, содержащих гидроксильные группы, карбоксильные группы или оба типа групп, или были изготовлены из содержащих силикон полимеров, таких как силоксаны, гидрогели, силиконовые гидрогели и их комбинации. Материал, пригодный для изготовления линз настоящего изобретения, может быть получен путем взаимодействия смесей макромеров, мономеров и их комбинаций вместе с добавками, такими как инициаторы полимеризации. Подходящие материалы, без ограничений, включают в себя силикон-гидрогели, изготовленные из силиконовых макромеров и гидрофильных мономеров.
ЗАКЛЮЧЕНИЕ
Настоящее изобретение, описанное выше и определенное в приведенной ниже формуле изобретения, включает способы создания офтальмологической линзы со стабилизирующими элементами и жесткой вставкой, причем стабилизирующие элементы могут ориентировать офтальмологическую линзу при размещении на глазу. В некоторых вариантах осуществления стабилизирующие элементы могут быть включены в качестве уникальной реакционной смеси мономера со свойствами, отличающимися от инкапсулирующей РСМ. В других вариантах осуществления могут встречаться стабилизирующие элементы, включающие отдельные детали вставки. В альтернативных вариантах осуществления жесткая вставка может содержать стабилизирующие элементы, например, путем термоформования.
Способ изготовления офтальмологического устройства со стабилизирующим элементом, включающий следующие этапы: формование линзы, состоящей из биосовместимого материала; формирование жесткой вставки, которая обеспечивает функциональную возможность конкретной ориентации, путем способа, содержащего этапы термоформования формуемого листа в заданную трехмерную топографию; инкапсуляцию в линзу жесткой вставки и добавление в линзу стабилизирующего элемента, способного обеспечить ориентацию офтальмологического устройства на глазу. Технический результат – обеспечение стабилизации ориентации офтальмологического устройства с использованием термоформования компонентов офтальмологического устройства. 13 з.п. ф-лы, 12 ил.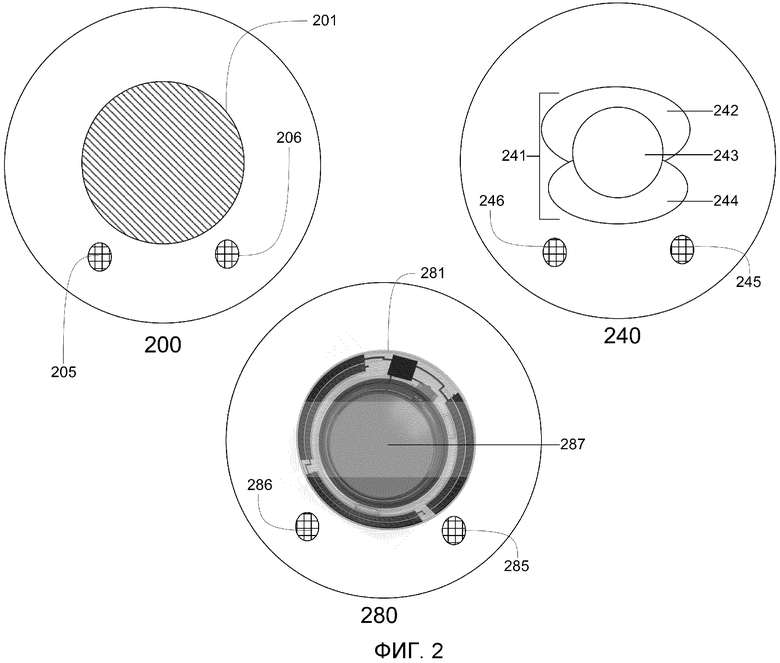
1. Способ изготовления офтальмологического устройства со стабилизирующим элементом, включающий следующие этапы:
формование линзы, состоящей из биосовместимого материала;
формирование жесткой вставки, которая обеспечивает функциональную возможность конкретной ориентации, путем способа, содержащего этапы термоформования формуемого листа в заданную трехмерную топографию;
инкапсуляция в линзу жесткой вставки; и
добавление в линзу стабилизирующего элемента, способного обеспечить ориентацию офтальмологического устройства на глазу.
2. Способ по п. 1, в котором изготовление линзы дополнительно содержит следующие этапы:
добавление реакционной смеси мономера в переднюю изогнутую пресс-форму, заднюю изогнутую пресс-форму или в обе из них;
размещение задней изогнутой части пресс-формы рядом с передней изогнутой частью пресс-формы;
полимеризация реакционной смеси мономера с образованием линзы;
расформование передней изогнутой части пресс-формы и задней изогнутой части пресс-формы;
удаление линзы из расформованной передней изогнутой части пресс-формы и задней изогнутой части пресс-формы; и
гидратация линзы.
3. Способ по п. 2, в котором добавление стабилизирующего элемента дополнительно содержит этап инъецирования стабилизирующего элемента в реакционную мономерную смесь.
4. Способ по п. 2, в котором стабилизирующий элемент содержит стабилизирующую вставку.
5. Способ по п. 4, в котором стабилизирующая вставка содержит термоформованную трехмерную топографию.
6. Способ по п. 2, в котором добавление стабилизирующего элемента происходит у аберрации на поверхности передней части пресс-формы, соприкасающейся с реакционной мономерной смесью.
7. Способ по п. 3, в котором добавление реакционной мономерной смеси и добавление стабилизирующего элемента происходят одновременно.
8. Способ по п. 1, в котором при внедрении жесткой вставки в линзу добавляют стабилизирующий элемент.
9. Способ по п. 1, в котором стабилизирующий элемент содержит окраску или маркировку, обеспечивающие визуальное указание, обозначающее ориентацию линзы на глазу.
10. Способ по п. 1, в котором стабилизирующий элемент содержит отверждающийся материал, индекс разбухания которого отличается от индекса разбухания биосовместимого материала.
11. Способ по п. 1, в котором термоформованная трехмерная топография включает стабилизирующий элемент.
12. Способ по п. 4, в котором добавление стабилизирующего элемента дополнительно содержит следующие этапы:
совмещение стабилизирующей вставки с жесткой вставкой для обеспечения функциональной возможности жесткой вставки; и
крепление стабилизирующей вставки к жесткой вставке.
13. Способ по п. 12, в котором прикрепление стабилизирующей вставки к жесткой вставке содержит временное прикрепление стабилизирующей вставки к жесткой вставке посредством использования отверждающегося материала.
14. Способ по п. 13, дополнительно включающий этап полимеризации отверждающегося материала после инкапсуляции жесткой вставки, причем при полимеризации стабилизирующая вставка отделяется от жесткой вставки.
| US 2004027536 A1, 12.02.2004 | |||
| US 5971542 A, 26.10.1999 | |||
| US 2012140167 A1, 07.06.2012 | |||
| US 20120199995 A1, 09.08.2012 | |||
| US 2010072643 A1, 25.03.2010. |

