Изобретение относится к машиностроению, в частности к деталям машин, и может быть использовано при смазывании зубчатых передач пластичными смазочными материалами.
Известен способ смазывания зубчатой передачи пластичным смазочным материалом, заключающийся в периодических нанесениях порции этого материала вручную, посредством лопатки, на боковые (трущиеся) поверхности парных зубчатых колес передачи - см., например, «Одноковшовый универсальный экскаватор Э-652Б. ГОСТ 5.223-69. Техническое описание и инструкция по эксплуатации. М., 1973», стр. 113.
Недостаток данного способа смазывания состоит в его трудоемкости и недолговечности наносимого смазочного слоя вследствие вытеснения нанесенного смазочного материала с боковых (трущихся) поверхностей сопрягаемых при работе передачи зубьев парных зубчатых колес. Уменьшение смазочного слоя на трущихся боковых поверхностях зубьев интенсифицирует процессы их изнашивания. Поэтому для восстановления смазочного слоя на боковых (трущихся) поверхностях зубьев периодические нанесения новых порций смазочного материала приходится осуществлять довольно часто (и притом - вручную).
В качестве прототипа взят способ смазывания зубчатой передачи по А.С. СССР №1618973, кл. F16H 57/04, опубл. 07.01.89 г., Бюл. №1. Сущность его состоит в периодических нанесениях на боковые (трущиеся) поверхности зубьев порций пластичного смазочного материала и в осуществлении - между нанесениями порций смазочного материала в процессе работы передачи - непрерывного возврата вытесненного с боковых (трущихся) поверхностей зубьев на торцы этих зубьев (в процессе вращения парных зубчатых колес при работе передачи) обратно на эти поверхности посредством смазковозвращающих гибких пластин, установленных неподвижно относительно вращающихся зубчатых колес с торцов зубчатого венца каждого колеса и прижатых к этим торцам своими ребрами.
Недостаток прототипа состоит в том, что возвращение смазочного материала с торцов зубьев на их боковые (трущиеся) поверхности осуществляется непрерывно - при прохождении каждой из таких поверхностей под смазковозвращающими пластинами (при работающей передаче и вращении зубчатых колес). Однако, осуществлять возврат смазочного материала после каждого единичного сопряжения этих поверхностей с поверхностями зубьев парного колеса - нецелесообразно, т.к. смазочный слой на этих поверхностях истончается до критического значения, при котором начинается изнашивание этих поверхностей, не после единичного сопряжения, а после целого ряда таких сопряжений, а истончение смазочного слоя наступает через достаточно длительный период времени (который может исчисляться часами работы передачи); что зависит от характера работы передачи. При постоянном же возвращении смазочного материала и постоянной работе смазковозвращающих пластин имеет место излишнее воздействие смазковозвращающих пластин на смазочный материал, вызывающее излишнее ее передеформирование и, как следствие - ухудшение ее смазочных характеристик. Кроме того, непрерывно работающие смазковозвращающие пластины подвергаются постоянному механическому воздействию зубьев зубчатого венца колеса, это воздействие ухудшает упругие характеристики смазковозвращающих пластин и способствует их изнашиванию.
Изобретением решается задача оптимизации процесса смазывания зубчатой передачи.
Для этого способ смазывания зубчатой передачи включает периодические нанесения на боковые поверхности зубьев зубчатых венцов зубчатых колес порций смазочного материала и осуществление в периоды между нанесениями этих порций принудительного возвращения вытесняемого при работе передачи с этих поверхностей смазочного материала посредством смазковозвращающих пластин, расположенных у торцов зубьев зубчатого венца каждого колеса, ориентированных радиально относительно этих венцов, прижатых одними своими ребрами к торцам зубьев, а противоположными своими ребрами, укрепленными на кронштейнах. Причем прижимание пластин, расположенных у зубчатого венца каждого колеса, во все вышеуказанные периоды осуществляют дискретно, на время одного полного оборота этого колеса. Количество прижиманий за один период задают, исходя из учета режима работы этого колеса в передаче. На остальное время каждого периода все пластины принудительно отводят от торцов зубьев, поворачивая кронштейны с пластинами вокруг своей оси в направлениях, обратных направлениям вращения колес, у которых эти пластины установлены, и на углы, обеспечивающие образование зазоров между пластиными и вытесненным на торцы зубьев смазочным материалом; и фиксируют кронштейны в этом положении. Прижимание пластин к торцам зубьев зубчатых венцов осуществляют принудительным поворачиванием кронштейнов с пластинами в обратных направлениях на те же углы, с последующей фиксацией кронштейнов до очередного отведения пластин.
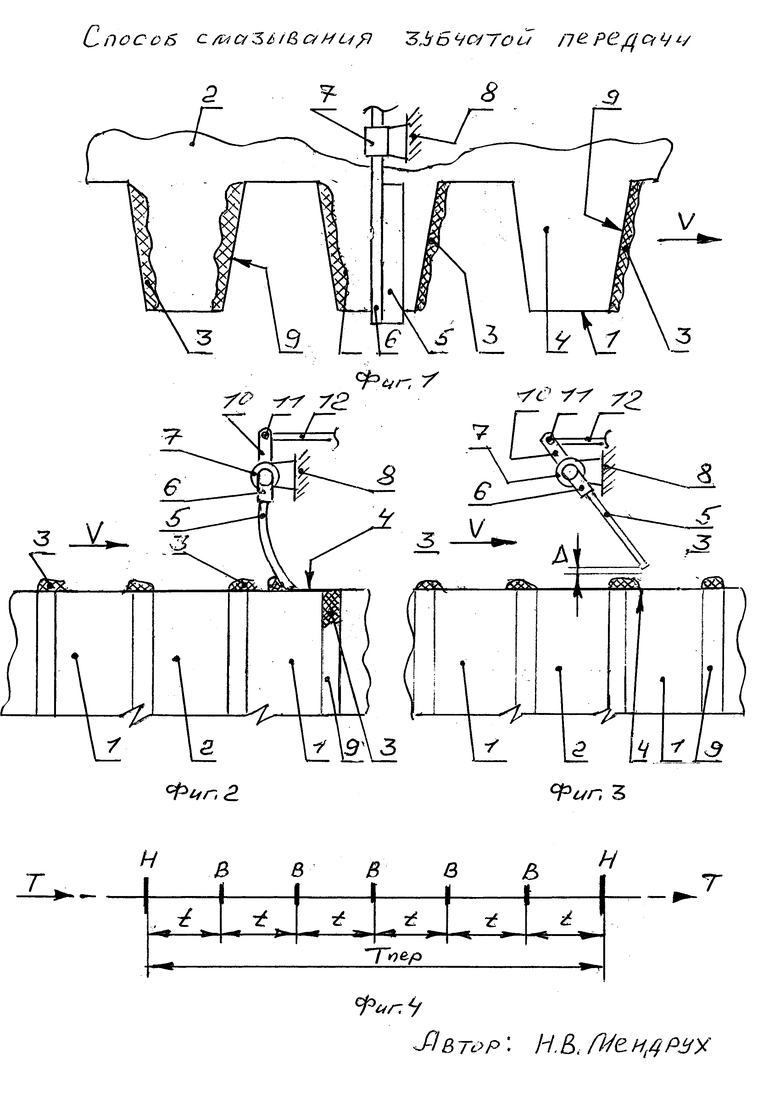
Сущность изобретения поясняется чертежом, иллюстрирующим осуществление способа смазывания зубчатой передачи, на котором изображены: фрагмент зубчатого колеса - вид с торца (фиг. 1), тот же фрагмент - вид сбоку (фиг. 2. 3) и линейный график процесса смазывания зубчатого колеса (фиг. 4).
На чертеже показаны: зубья 1, зубчатое колесо 2, пластичный смазочный материал 3, торцы 4 зубьев, смазковозвращающая пластина 5, кронштейн 6, шарниры 7 и 11, неподвижное основание 8, опережающие боковые поверхности 9 зубьев, рычаг 10, тяга 12; направление V вращения колеса; время Т; продолжительность периода Тпер между нанесениями порций смазочного материала; нанесение смазочного материала - Н; возвращение смазочного материала - В; время t между Н-В и В-В; зазор Δ.
Реализуется данный способ следующим образом. Пластичный смазочный материал наносится на боковые (трущиеся) поверхности зубьев 1 колес 2 зубчатой передачи - периодически порциями через определенные промежутки времени, определяемые характером работы зубчатых колес передачи. При работе передачи и сопряжении зубьев 1 парных зубчатых колес 2 этот смазочный материал (3) с боковых поверхностей зубьев 1 вытесняется на торцы 4 этих зубьев. В периоды Тпер между нанесениями (Н) этих порций смазочного материала осуществляется возврат (В) вытесненного с боковых поверхностей зубьев смазочного материала с торцов 4 зубьев обратно на боковые поверхности зубьев - посредством смазковозвращающих пластин 5, прижимаемых к торцам 4 зубьев 1 (на фиг. 1, 2, 3 показана смазковозвращающая пластина, установленная с одного торца колеса). Пластина 5 установлена радиально относительно зубчатых венцов колес на кронштейнах 6, которые установлены в шарнирах 7, укрепленных на неподвижных основаниях 8. При вращении колеса и его движении по направлению V относительно неподвижной по отношению к колесу пластине 5, эта пластина, прижатая к торцам 4 зубьев 1, захватывает смазочный материал 3 с этих торцов, переносит его на опережающие боковые поверхности 9 зубьев 1. Причем прижатие пластин, расположенных у зубчатого венца каждого колеса 2, и возврат (В) в течение периода (Тпер) осуществляется дискретно, на время одного полного оборота этого колеса. Количество прижиманий и возвратов (В) за один период (Тпер) задают, исходя из учета режима работы этого колеса в передаче; между чередующимися циклами нанесения (Н) и возврата (В), а также между циклами возврата (В) - промежутки времени t. На остальное время (t) каждого периода (Тпер) все пластины 5 принудительно отводят от торцов 4 зубьев 1, поворачивая кронштейны 6 с пластинами 5 вокруг своей оси в шарнирах 7 в направлениях, обратных направлению вращения колес 2 (V), и на углы, обеспечивающие образование зазоров Δ между пластинами 5 и вытесненным на торцы 4 зубьев 1 пластичным смазочным материалом 3. Отвод пластины 5 и поворачивание кронштейна 6 осуществляют посредством рычага 10 и соединенной с ним посредством шарнира 11 тягой 12. После отвода пластины фиксируют в отведенном положении. Прижимание пластин 5 к торцам 4 зубьев 1 зубчатых венцов осуществляют принудительным поворачиванием кронштейнов 6 с пластинами 5 в обратных направлениях и на те же углы, с последующей фиксацией кронштейнов с пластинами до очередного отведения пластин.
По сравнению с прототипом, предлагаемый способ смазывания позволяет исключить излишнее перемещение смазочного материала, что сохраняет его требуемые эксплуатационные характеристики. Кроме того, уменьшается количество циклов деформирующих воздействий зубьев зубчатых венцов колес на смазковозвращающие пластины, что позволяет сохранить их рабочие характеристики и увеличить срок их службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2016 |
|
RU2637051C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2016 |
|
RU2637054C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2564264C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2559439C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2016 |
|
RU2637056C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2012 |
|
RU2481519C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2555882C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2559513C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2555877C1 |
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2015 |
|
RU2588279C1 |
Изобретение относится к машиностроению и может быть использовано при смазывании зубчатых передач. Способ смазывания включает периодические нанесения пластичного смазочного материала на боковые поверхности зубьев и осуществление в периоды между нанесениями принудительного возвращения вытесняемого при работе передачи смазочного материала посредством смазковозвращающих пластин. Прижимание пластин, расположенных у зубчатого венца каждого колеса, во все вышеуказанные периоды осуществляют дискретно, на время одного полного оборота этого колеса. Количество прижиманий за один период задают, исходя из учета режима работы этого колеса в передаче. Остальное время этого периода все пластины принудительно отводят от торцов зубьев, поворачивая кронштейны с пластинами вокруг своей оси в направлениях, обратных направлениям вращения колес, у которых эти пластины установлены, и на углы, обеспечивающие образование зазоров между пластинами и вытесненным на торцы зубьев смазочным материалом, и фиксируют кронштейны в этом положении. Прижимание пластин к торцам зубьев осуществляют поворачиванием кронштейнов с пластинами в обратных направлениях на те же углы, с последующей фиксацией кронштейнов до очередного отведения пластин. Обеспечивается повышение качества процесса смазывания зубчатой передачи. 4 ил.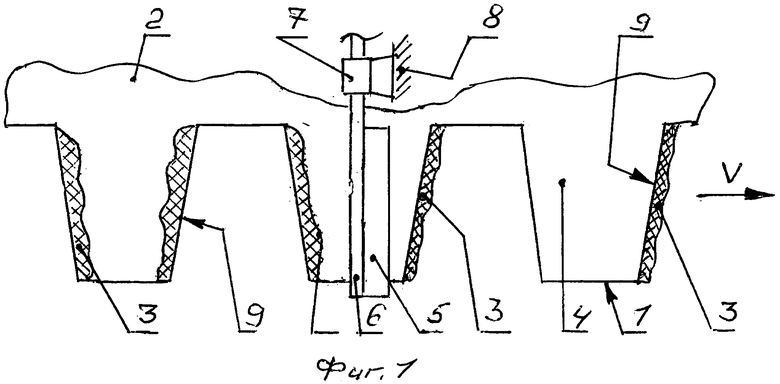
Способ смазывания зубчатой передачи, заключающийся в периодических нанесениях порций пластичного смазочного материала на боковые поверхности зубьев зубчатых венцов зубчатых колес и осуществлении в периоды между этими нанесениями принудительного возвращения вытесняемого при работе зубчатой передачи с этих поверхностей нанесенного смазочного материала обратно посредством смазковозвращающих пластин, расположенных у торцов зубьев зубчатого венца каждого зубчатого колеса, ориентированных радиально относительно зубчатых венцов, прижатых одними своими ребрами к торцам зубьев, а противоположными своими ребрами укрепленными на кронштейнах, отличающийся тем, что прижимание смазковозвращающих пластин, расположенных у зубчатого венца каждого зубчатого колеса, во все вышеуказанные периоды осуществляют дискретно, на время одного полного оборота этого зубчатого колеса, количество прижиманий за период задают исходя из учета режима работы этого зубчатого колеса в зубчатой передаче, на остальное время этого периода все смазковозвращающие пластины принудительно отводят от торцов зубьев, поворачивая кронштейны со смазковозвращающими пластинами вокруг своей оси в направлениях, обратных направлениям вращения зубчатых колес, у которых эти смазковозвращающие пластины установлены, и на углы, обеспечивающие образование зазоров между смазковозвращающими пластинами и вытесненным на торцы зубьев смазочным материалом, и фиксируют кронштейны в этом положении; прижимание смазковозвращающих пластин к торцам зубьев зубчатых венцов осуществляют поворачиванием кронштейнов со смазковозвращающими пластинами в обратных направлениях на те же углы, с последующей фиксацией кронштейнов до очередного отведения смазковозвращающих пластин.
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2555877C1 |
| Смазочное устройство зубчатой передачи | 1989 |
|
SU1618973A1 |
| US 5379662 A1, 10.01.1995 | |||
| Смазочное устройство зубчатой передачи | 1990 |
|
SU1768850A1 |

