Настоящее изобретение относится к устройству и способу для использования при производстве стержнеобразных изделий. Стержнеобразные изделия могут представлять собой, например, курительные изделия.
Известно, что стержнеобразные изделия, такие как курительные изделия, снабжают, например, печатью, или тиснением, или другими изображениями, например, для идентификации бренда или происхождения стержнеобразного изделия. Также известно образование отверстий в обертке сигарет, например ободковой бумаге, для оказания влияния на динамику течения дыма. Кроме того, известно образование, например, прозрачных участков, которые позволяют видеть снаружи внутреннюю часть фильтра.
Следовательно, существует потребность в создании способов и устройств для обеспечения высокой скорости производства таких стержнеобразных изделий.
Согласно одному объекту изобретения предлагается устройство для использования при производстве стержнеобразных изделий. Устройство содержит узел подачи для обеспечения листового материала. Устройство дополнительно содержит режущий узел для вырезания куска из листового материала, предоставленного узлом подачи, для получения соответствующей вырезанной области в листовом материале. Кроме того, дополнительно устройство содержит узел позиционирования для размещения листового материала в положении резания, в котором упомянутый кусок вырезают из листового материала. Детектор в функциональной связи с узлом позиционирования предоставляется для определения положения резания, чтобы позволять совмещать стержнеобразное изделие и вырезанную область. Устройство дополнительно содержит узел удаления для удаления вырезанного куска. Кроме того, устройство содержит обертывающий узел для получения листового материала, содержащего вырезанную область, и для обертывания листового материала, содержащего вырезанную область, по меньшей мере вокруг части стержнеобразного изделия.
Узел подачи может, например, содержать бобину, на которой хранится листовой материал и с которой листовой материал можно сматывать с помощью подходящего привода. Однако также может быть использован любой другой тип узла подачи.
Режущий узел обеспечивает поточное изготовление вырезанной области в листовом материале при производстве стержнеобразных изделий. В уровне техники, когда на бобинах используют листовой материал, предварительно обработанный резанием, во время намотки и размотки предварительно обработанного резанием листового материала с бобины или во время перемещения такого материала в производственном устройстве может возникнуть повреждение, поскольку вырезанная область в листовом материале может уменьшать структурную прочность листового материала. Согласно настоящему изобретению предпочтительно вырезанные области производят поточно. Таким образом, риск повреждения листового материала с вырезанной областью во время производства значительно сокращается.
Узел позиционирования позволяет размещать листовой материал в положении резания, в котором вырезаемый кусок вырезают из листового материала. Узел позиционирования, таким образом, делает возможным точное позиционирование листового материала в режущем узле, в котором вырезают вырезаемый кусок, так что вырезанную область создают точно в желаемом положении на листовом материале. Таким образом, согласно настоящему изобретению возможно предпочтительно точное позиционирование вырезанной области относительно требуемой длины оберточной бумаги для фильтра или ободковой бумаги и относительно соответствующего расстояния между последующими вырезанными областями.
Детектор, находящийся в функциональной связи с узлом позиционирования, позволяет определять положение резания и, таким образом, позволяет совмещать вырезанную область и стержнеобразное изделие. Точное позиционирование вырезанной области в листовом материале также позволяет совмещать вырезанную область с узлами или объектами еще далее по ходу производственной линии, такими как стержнеобразное изделие.
Путем совмещения вырезанной области и стержнеобразного изделия, точного позиционирования вырезанной области относительно длины или, возможно, также углового положения стержнеобразного изделия, например нижележащего фильтрующего сегмента или табачного стержня, можно создавать сенсорный эффект или влиять на него. Например, вырезанная область в форме логотипа может быть сделана видимой путем наложения вырезанного логотипа на нижележащее стержнеобразное изделие. Например, вырезанная область также может создавать окно для обеспечения просмотра стержнеобразного изделия, например фильтра. Такое окно может быть совмещено с объектами, содержащимися в стержнеобразном изделии, например в фильтре. Такой объект может, например, представлять собой капсулу или угольный сегмент.
Термины “совмещать” или “приводить в совмещение”, как используются в данном документе, в целом определяют выравнивание двух или более элементов, таких как вырезанная область и стержнеобразное изделие или предварительно нанесенный рисунок (см. ниже). В этом отношении термин “выравнивание” необходимо понимать как наличие расположения элементов в строго определенном взаимном расположении относительно друг друга, но также как наличие выравнивания в смысле строго определенного наложения/перекрытия или взаимодействия элементов друг с другом. Процесс совмещения может, например, быть реализован как часть контура управления для управления устройством или может в другом случае или в дополнение быть реализован после запуска устройства.
Отходы листового материала, образующиеся в процессе производства стержнеобразных изделий, например курительных изделий, при ненадлежащей обработке могут серьезно мешать процессу производства. Обычно отходы листового материала не образуются в процессе, который включает только печать, тиснение или перфорирование листового материала. Как правило, в процессе перфорирования материал вокруг перфораций деформируют вокруг захвата, обычно в направлении вниз или в стороны от плоскости листового материала, без образования кусков отходов листового материала, которые отделяются от листового материала.
Однако в устройстве согласно настоящему изобретению имеется такой вырезанный кусок, и этот вырезанный кусок, получаемый в процессе вырезания, удаляют в узле удаления. Узел удаления предпочтительно расположен рядом с участком, где создается вырезаемый кусок, например в самом режущем узле.
Благодаря использованию листового материала, содержащего вырезанную область, можно добавлять признаки или улучшать признаки стержнеобразного изделия, такого как, например, курительное изделие. Такие признаки могут быть использованы по эстетическим причинам, но также могут быть использованы с целью оказания влияния на сенсорные признаки курительного изделия. Сенсорные признаки представляют собой, например, признаки, относящиеся к внешнему виду, вкусу, осязательному восприятию или запаху стержнеобразного изделия.
Термин “вырезанная область”, как используется в данном документе, описывает часть листового материала, на которой образован рисунок, логотип или любая другая форма, которая соответствует вырезаемому куску, вырезанному из листового материала. Вырезанная область может содержать только одно отдельное отверстие, группу отверстий или множество отверстий различных форм, размеров и расположений. В последующем для простоты используется термин “рисунок”, и этот термин предназначен охватывать все различные расположения или конфигурации упомянутой выше вырезанной области.
Соответственно, вырезаемый кусок может представлять собой только один кусок листового материала или может представлять собой несколько кусков в соответствии с рисунком, вырезанным из листового материала в режущем узле. Следовательно, термин “вырезаемый кусок” в единственном числе используется для описания одной или нескольких частей листового материала, которые вырезаны из листового материала в режущем узле.
Предпочтительно, листовой материал представляет собой материал на основе целлюлозы, например бумагу. Альтернативно листовой материал может представлять собой фольгу, изготовленную из пластмассового материала, металлическую фольгу или слоистые структуры, такие как ламинаты, содержащие два или более слоев, выбранных, например, из бумаги, картона, пластмассы или металла.
В одном варианте выполнения устройства согласно настоящему изобретению обертывающий узел выполнен собирать стержнеобразное изделие посредством присоединения первого стержнеобразного элемента ко второму стержнеобразному элементу путем обертывания листового материала, содержащего вырезанную область, по меньшей мере частично вокруг как первого, так и второго стержнеобразных элементов. Путем надлежащего обертывания листового материала, содержащего вырезанную область, вокруг первого и второго стержнеобразных элементов вырезанная область может или полностью быть расположена на первом стержнеобразном элементе, или на втором стержнеобразном элементе, или вырезанная область может быть расположена и на первом, и на втором стержнеобразных элементах.
При производстве сигарет с фильтром сигарету с фильтром производят путем присоединения фильтрующего стержня к табачному стержню путем обертывания ободковой бумаги вокруг как табачного стержня, так и фильтрующего стержня для образования сигареты с фильтром. Таким образом, при производстве фильтрующих стержней, ободковая бумага может представлять собой листовой материал, содержащий вырезанную область. Обертывающий узел также может быть выполнен собирать пару курительных изделий, как будет дополнительно описано ниже.
В еще одном варианте выполнения устройства согласно настоящему изобретению детектор выполнен для обнаружения предварительно нанесенного рисунка на листовом материале, чтобы совмещать предварительно нанесенный рисунок и вырезанную область. Детектор для обнаружения предварительно нанесенного рисунка на листовом материале не обязан быть идентичным детектору для определения положения резания. Однако в таком случае детектор для определения предварительно нанесенного рисунка также находится в функциональной связи с узлом позиционирования.
Путем сочетания вырезанной области с предварительно нанесенным рисунком, уже имеющимся на или также в листовом материале, и путем их совмещения можно создавать дополнительные сенсорные эффекты или влиять на них. Например, вырезанная область в форме логотипа может быть сделана видимой путем наложения вырезанного логотипа на печатный рисунок в форме того же логотипа или в форме очертания того же логотипа. Рисунок, предварительно нанесенный на листовой материал, может, например, содержать печатный рисунок, тисненый рисунок, перфорированный рисунок или их сочетания. Однако предварительно нанесенный рисунок также может содержать дополнительные рисунки, подходящие для обеспечения, например, сенсорного ответа. Термин “рисунок” снова используется в широком смысле, как уже определено выше в связи с вырезанной областью.
Предварительно нанесенный рисунок уже имеется в или на листовом материале во время, когда листовой материал подают в устройство (например, он мог быть нанесен на листовой материал перед помещением бобины с катушкой листового материала в устройство). В другом случае предварительно нанесенный рисунок может быть образован в самом устройстве на одном или более этапах обработки листового материала перед перемещением листового материала на режущий элемент. Детектор обнаруживает положение предварительно нанесенного рисунка. Обнаруженное положение предварительно нанесенного рисунка затем используется узлом позиционирования для размещения листового материала в режущем узле таким образом, чтобы вырезанная область совмещалась с предварительно нанесенным рисунком.
В еще одном варианте выполнения устройства согласно изобретению режущий узел выполнен вырезать вырезаемый кусок из многослойного листового материала как листового материала. Предпочтительно вырезаемый кусок вырезают таким образом, что по меньшей мере один слой многослойного листового материала остается невырезанным. Использование многослойного листового материала с по меньшей мере одним невырезанным слоем является предпочтительным в том, что может быть изготовлено стержнеобразное изделие, обладающее признаками вырезанной области, но в остальном с неизменными свойствами. Оставление по меньшей мере одного слоя невырезанным может предпочтительно не требовать изменения в других конструкционных параметрах курительного изделия. Предпочтительно, невырезанный слой может обеспечивать такое же сопротивление затяжке курительного изделия, что и простой одиночный слой листового материала, такого как, например, ободковая бумага, которую используют в обычных курительных изделиях. Также остающийся слой листового материала предотвращает непреднамеренную потерю материала, например табака, через вырезанный участок.
Резание многослойного листового материала с оставлением по меньшей мере одного слоя невырезанным может быть выполнено, например, путем обеспечения упоров для режущего движения, путем расположения двух соответствующих вырубных ножей в положении на надлежащем расстоянии, оставляющем пространство между вырубными ножами для по меньшей мере одного слоя, или любым другим подходящим способом, известным в данной области техники.
В другом варианте выполнения устройства согласно настоящему изобретению обертывающий узел выполнен для присоединения невырезанного слоя к одной поверхности листового материала, содержащего вырезанную область. Присоединение невырезанного слоя к листовому материалу, содержащему вырезанную область, осуществляют так, что невырезанный слой покрывает по меньшей мере вырезанную область листового материала до того, как листовой материал, теперь соединенный с невырезанным слоем, обертывают по меньшей мере вокруг части стержнеобразного изделия. Этот вариант выполнения имеет те же преимущества, что и вариант выполнения, использующий многослойный листовой материал, описанный выше, особенно по той причине, что невырезанный слой присоединяют к листовому материалу, содержащему вырезанную область, чтобы покрывать по меньшей мере эту вырезанную область. Кроме того, при присоединении невырезанного слоя к листовому материалу, содержащему вырезанную область, может быть использован стандартный режущий узел, выполненный для резания обычного однослойного листового материала. Это может упрощать удаление вырезанного куска. Например, присоединение невырезанного слоя к листовому материалу, содержащему вырезанную область, может быть выполнено склеиванием. Предпочтительно, невырезанный слой представляет собой обычный листовой материал, применяемый для производства стержнеобразных изделий, и предпочтительно предоставляется имеющим такие же или меньшие размеры, чем размеры листового материала, имеющего вырезанную область. Например, невырезанный слой может иметь форму ленты листового материала.
При использовании листового материала, содержащего несколько слоев, с вырезанной областью, создаваемой перед или после соединения отдельных слоев, в листовом материале, содержащем несколько слоев, могут быть использованы также слои, изготовленные из материала, который, когда взят как однослойный материал, непригодны для обертывания стержнеобразного изделия, такого как курительное изделие. Такие неподходящие материалы могут представлять собой, например, материалы, которые являются слишком тонкими или слишком пористыми для использования в качестве однослойного листового материала.
В еще одном варианте выполнения устройства согласно настоящему изобретению узел удаления содержит вакуумный узел или воздушную форсунку для удаления вырезанного куска из режущего узла. Вакуумный узел создает пониженное давление для высасывания любых вырезанных кусков или пыли, производимых во время резания листового материала. При использовании воздушной форсунки, например, с сжатым воздухом, вырезанные куски сдуваются воздушным потоком. Оба способа удаления вырезанных кусков являются предпочтительными, являясь очень эффективными в удалении материала небольшого веса. Обе альтернативы не создают никакого механического контакта с листовым материалом и могут быть расположены на расстоянии от положения резания. Вырезанные куски, удаленные вакуумным узлом или продувочным патрубком, могут быть собраны в корзине для отходов или мусорной корзине или могут быть перемещены в такое устройство сбора.
Согласно еще одному варианту выполнения устройства согласно настоящему изобретению узел удаления содержит детектор для обнаружения куска, вырезанного из листового материала. Детектор обеспечивает информационный сигнал, указывающий на наличие или отсутствие вырезанного куска. Детектор обнаруживает, был ли вырезанный кусок, действительно, вырезан из листового материала и удален надлежащим образом. Детектор может быть выполнен отправлять сигнал тревоги в случае, если вырезанный кусок не был получен, или в случае, если вырезанный кусок не был удален надлежащим образом. Детектор, таким образом, применяют для определения неисправности устройства на ранней стадии, особенно до сборки стержнеобразного изделия. Детектор может, например, представлять собой оптический детектор.
В еще одном варианте выполнения устройства согласно настоящему изобретению обертывающий узел выполнен собирать пару стержнеобразных изделий. Каждое из стержнеобразных изделий содержит табачный стержень и фильтрующий стержень. Сборку осуществляют путем расположения табачных стержней так, что конец одного из табачных стержней пары обращен к концу другого табачного стержня пары, и путем размещения фильтрующего стержня двойной длины между двумя обращенными друг к другу концами табачных стержней. Фильтрующий стержень двойной длины затем присоединяют к двум табачным стержням путем по меньшей мере частичного обертывания листового материала, содержащего вырезанную область, вокруг соответствующего табачного стержня и фильтрующего стержня двойной длины. Устройство дополнительно содержит режущее средство разрезания обернутого таким образом фильтрующего стержня двойной длины. Использование фильтрующего стержня двойной длины, который разрезают посередине после присоединения к двум табачным стержням, позволяет производить две сигареты с фильтром одновременно.
Согласно другому объекту изобретения предлагается способ изготовления стержнеобразного изделия. Способ включает этапы обеспечения листового материала и вырезания куска из листового материала для изготовления листового материала, содержащего вырезанную область. Способ дополнительно включает этапы удаления вырезанного куска, расположения листового материала, снабженного вырезанной областью, в совмещении со стержнеобразным изделием, а также этап обертывания листового материала, содержащего вырезанную область по меньшей мере вокруг части стержнеобразного изделия.
В одном варианте выполнения способа согласно настоящему изобретению этап обеспечения листового материала включает предоставление многослойного листового материала. Кроме того, этап вырезания куска включает вырезание листового материала таким образом, что по меньшей мере один слой многослойного материала остается невырезанным.
Другой вариант выполнения способа согласно настоящему изобретению дополнительно включает этап присоединения отдельного невырезанного слоя к листовому материалу, содержащему вырезанную область, таким образом, что отдельный невырезанный слой покрывает по меньшей мере вырезанную область листового материала.
Преимущества вариантов выполнения способа согласно настоящему изобретению уже были обсуждены выше в связи с соответствующими вариантами выполнения устройства, так что заново они не обсуждаются.
В вариантах двух последних вышеупомянутых вариантов выполнения способа согласно настоящему изобретению по меньшей мере один невырезанный слой или отдельный невырезанный слой изготовлен из материала, выбранного из группы, содержащей:
- прозрачный материал;
- материал, содержащий сенсорный признак, отличающийся от сенсорного признака одного или более других слоев в случае применения многослойного листового материала или отличающийся от сенсорного признака листового материала в случае применения отдельного невырезанного слоя,
- материал с проницаемостью менее 600 единиц Coresta.
Использование прозрачного слоя или полупрозрачного слоя позволяет смотреть внутрь стержнеобразного изделия, например на табак в табачном стержне или на фильтрующий материал в фильтрующем стержне. Например, из-за различного цвета табака и оберточного листового материала вырезанная область визуально подчеркнута, и форма вырезанной области может быть выделена. В целом для невырезанного слоя, но также и для одного или более дополнительных слоев соответственно используют материал с другими свойствами, особенно с другими сенсорными признаками, чем у другого (невырезанного) слоя (слоев) или листового материала. Сенсорные признаки относительно внешнего вида, вкуса, осязательного восприятия или запаха могут быть использованы отдельно или могут быть совмещены. Путем применения слоев с разными сенсорными признаками стержнеобразному изделию могут быть приданы не только дополнительные свойства, такие как, например, вкус или запах. Также возможно улучшить определенные свойства, такие как, например, форма логотипа, путем обеспечения нижележащего слоя другого цвета, чем у слоя (слоев), имеющих вырезанную область. Поскольку невырезанный слой, как правило, является средним слоем, если смотреть со стороны стержнеобразного изделия, для невырезанного слоя предпочтительно используют материал с низкой проницаемостью или даже воздухонепроницаемый материал. Проницаемость предпочтительно выбирают так, чтобы не изменять сопротивление затяжке курительного изделия.
В другом варианте выполнения способа согласно настоящему изобретению листовой материал имеет предварительно нанесенный рисунок на листовом материале. В этом случае этап позиционирования листового материала в режущее положение дополнительно включает расположение вырезаемого куска в совмещении с предварительно нанесенным рисунком. На дополнительном этапе вырезаемый кусок вырезают из листового материала для получения листового материала, содержащего вырезанную область, которая совмещена с предварительно нанесенным рисунком. Преимущества этого варианта выполнения способа согласно настоящему изобретению уже были обсуждены выше в связи с устройством, так что заново они не обсуждаются.
В другом варианте выполнения способа согласно настоящему изобретению листовой материал представляет собой ободковую бумагу, оберточную бумагу для табака или оберточную бумагу для фильтрующего штранга. Устройство и способ согласно настоящему изобретению предпочтительно применяют для листового материала, используемого для производства курительных изделий, например сигарет, чтобы предоставлять отдельные курительные изделия с эффектами листового материала, содержащего вырезанную область, такими как эстетические или сенсорные эффекты, по сравнению с такими изделиями, обернутыми листовым материалом без вырезанной области.
Хотя изобретение в первую очередь направлено на и подходит для курительных изделий с фильтром, оно также может быть использовано, например, для курительных изделий без фильтра или сигарилл.
Изобретение далее описывается более подробно в отношении вариантов выполнения, показанных на чертежах, на которых:
Фиг. 1 - вид варианта выполнения устройства согласно настоящему изобретению для использования при производстве курительного изделия;
Фиг. 2 - вид участков ободковой бумаги на различных этапах обработки;
Фиг. 3 - виды различных этапов процесса изготовления сигарет с фильтром.
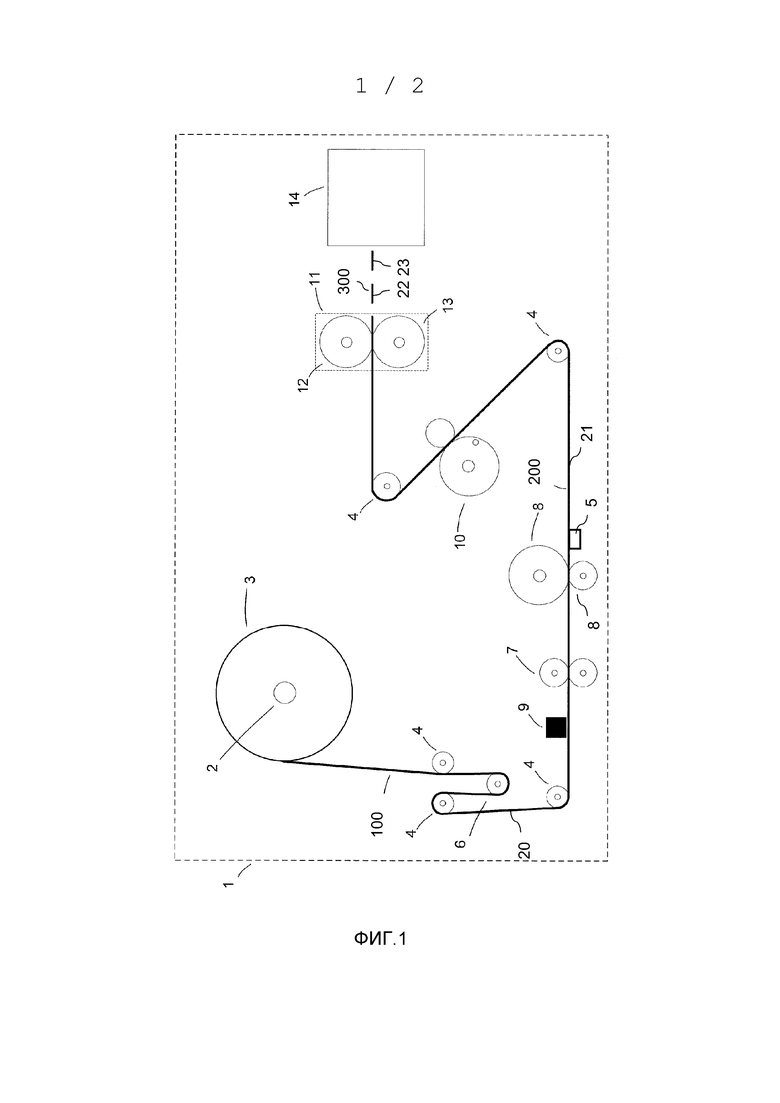
На Фиг. 1 представлен вид устройства 1 для использования при производстве стержнеобразного изделия, например курительного изделия, такого как сигарета с фильтром. Устройство 1 содержит держатель 2, такой как бобина, держащая катушку 3 листового материала 20, например ободковой бумаги. Конвейерные валки 4 размещены для доставки полотна ободковой бумаги, сматываемой с катушки 3 через устройство 1. Отдельные отрезки 22, 23, 24 ободковой бумаги отрезают от полотна ободковой бумаги, и каждый из отрезков 22, 23, 24 используют для образования пары сигарет с фильтром. Обертывающий узел 14 использует отрезки 22, 23, 24 ободковой бумаги для прикрепления фильтрующего стержня 17 двойной длины к паре табачных стержней 15, 16. Затем фильтрующий стержень 17 двойной длины разрезают подходящим режущим средством (не показано), например ножом или лезвием, для образования пары сигарет с фильтром.
Устройство 1 содержит натяжной рычаг 6, выполненный с возможностью регулируемой фиксации натяжения ободковой бумаги на требуемом уровне. Устройство 1 дополнительно содержит валки 7 совмещения, которые могут стягивать ободковую бумагу с держателя 2 и которые могут приводиться в движение мотором (не показан), таким как сервомотор.
Валки 7 совмещения могут задерживать или продвигать ободковую бумагу, и могут приводиться в движение мотором (не показан). Валки совмещения, таким образом, служат в качестве узла позиционирования ободковой бумаги в любом желаемом положении в последующем режущем узле и могут дополнительно служить в качестве приводных валков, так что они могут стягивать полотно ободковой бумаги с катушки 3.
Устройство 1 дополнительно содержит режущий узел, который содержит пару режущих валков 8, которые выполнены вырезать кусок из ободковой бумаги для получения листового материала 21, в этом случае полотна ободковой бумаги, содержащего вырезанную область 210 (см. фиг. 2). С этой целью один или оба режущих валка 8 могут быть снабжены режущими лезвиями или режущими ребрами, способными образовывать вырезанную область 210 (или любой другой вырезанный рисунок) в полотне ободковой бумаги, когда полотно ободковой бумаги проводят между режущими валками 8. Режущие валки 8 также могут быть заменены любым другим подходящим режущим устройством, например лазерным ножом.
Скорость режущего валка может определяться скоростью устройства, скоростью валка совмещения или скоростью приводного валка. Режущие валки 8 могут, например, быть установлены вместо обычных тянущих валков для ободковой бумаги обычного устройства для производства сигарет.
Один из режущих валков 8 предпочтительно имеет периферическую область, которая не режет. Область, которая не режет, расположена так, что во время вращения режущих валков она не контактирует с ободковой бумагой. Cоответственно, когда угловое положение режущего валка находится в предопределенных рамках, режущий валок не осуществляет контакта с ободковой бумагой. Таким образом, валки 7 совмещения могут регулировать положение ободковой бумаги без соприкосновения бумаги с режущим валком. Таким образом, они могут регулировать положение ободковой бумаги независимо от вращения режущего валка. Таким образом, валки совмещения могут располагать, например, предварительно нанесенный или предварительно образованный рисунок, такой как печатный рисунок 110, относительно вырезанной области 210, которую необходимо вырезать режущим валком 8, путем продвижения или отведения печатного рисунка, когда режущие валки не режут. Валки совмещения также могут располагать ободковую бумагу так, чтобы вырезаемая область 210 была совмещена или совмещалась со стержнеобразным изделием, подлежащим обертыванию ободковой бумагой, снабженной вырезанной областью (с предварительно нанесенным рисунком или без него). Хотя область, которая не режет, была описана выше как располагающаяся на одном из режущих валков, каждый из режущих валков 8 может иметь участок, который не режет. Следом за режущим узлом расположен узел 5 удаления для удаления вырезаемых кусков из режущего узла. Поскольку остающиеся вырезанные куски могут серьезно помешать процессу производства или могут непреднамеренно ухудшить качество изделий, надежное удаление вырезаемых кусков является важным. Узел 5 удаления может, следовательно, содержать, например, контейнер для отходов, содержащий всасывающее устройство, удаляющее вырезанные куски путем их всасывания в контейнер для отходов с помощью пониженного давления. В другом случае или в сочетании с пониженным давлением узел 5 удаления может содержать воздушную форсунку для создания воздушного потока или постоянно, или в виде отдельных порывов воздуха для удаления вырезаемых кусков путем их выдувания, например, в контейнер для отходов или в мусорную корзину. Пониженное давление и воздушный поток также могут быть совмещены для повышения эффективности узла 5 удаления. С помощью детектора (не показан) можно определять, действительно ли вырезаемый кусок был вырезан из листового материала, или был или нет вырезаемый кусок надлежащим образом удален узлом удаления отходов. В случае неисправности может подаваться аварийный сигнал.
Контроллер (не показан) или любое другое подходящее устройство может определять положение резания для ободковой бумаги. Это положение резания может зависеть от обнаруженного местонахождения или положения печатного или другого рисунка на ободковой бумаге. Когда положение резания определено, ободковую бумагу располагают с помощью узла позиционирования. Это предпочтительно осуществляется так, что предварительно нанесенный рисунок на ободковой бумаге и вырезанная область, которую необходимо вырезать из ободковой бумаги, в положении резания совмещены. Однако это также может быть осуществлено так, что вырезанная область, которую необходимо вырезать из ободковой бумаги, будет совмещена со стержнеобразным изделием при обрамлении ободковой бумагой. С этой целью контроллер может управлять мотором, приводящим в действие валки 7 совмещения.
Ободковая бумага может быть предварительно снабжена печатным рисунком 110, или может быть предварительно снабжена тисненым рисунком, или может быть иным образом обеспечена предварительно нанесенным рисунком (см. фиг. 2). Ради простоты в последующем печатный рисунок 110 представляет все другие типы предварительно нанесенных рисунков или сочетаний предварительно нанесенных рисунков. Печатный рисунок 110 на ободковой бумаге может, например, содержать несколько логотипов, связанных с конкретным брендом сигареты. Устройство 1 дополнительно содержит оптический детектор 9, такой как, например, камера на приборах с зарядовой связью (ПЗС), для обнаружения местонахождения или положения печатного рисунка 110 на ободковой бумаге, представляющей листовой материал 20. Если печатный рисунок обнаруживать не нужно, оптический детектор 9 может быть опущен.
Как объясняется более подробно далее в данном документе, каждый отдельный отрезок 22, 23, 24 ободковой бумаги с вырезанными областями 210 может содержать пару логотипов для использования при сборке пары сигарет с фильтром.
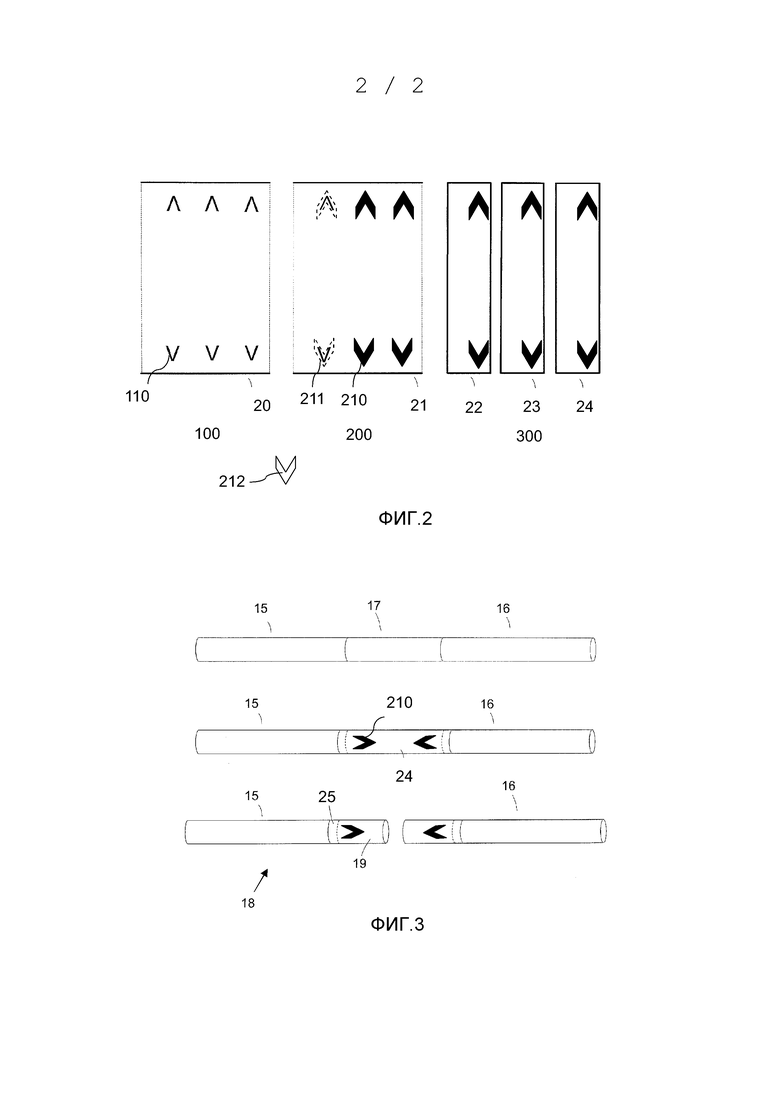
На Фиг. 2 представлен вид участков ободковой бумаги в различных положениях 100, 200 и 300 в устройстве, показанном на фиг. 1. В положении 100 (листовой материал 20 еще не порезан) нижняя часть ободковой бумаги 20 имеет печатный рисунок 110, содержащий несколько одинаковых логотипов “V”, которые симметрично ориентированы и которые расположены на равных расстояниях вдоль ободковой бумаги. Верхняя часть ободковой бумаги имеет печатный рисунок 110, который содержит логотипы “V” нижней части, однако логотипы “V”, расположенные в верхней части, перевернуты так, что они составляют зеркальное отображение рисунка, напечатанного в нижней части.
В положении 200 ободковая бумага 21 уже была частично разрезана в отношении двух логотипов, расположенных справа, и крайнего слева логотипа “V”, который все еще содержит печатный логотип “V”, показанный в положении 100. Кроме того, вокруг логотипа “V”, показанного в крайнем левом положении, вырезаемый кусок показан пунктирными линиями 211. Как можно видеть, пунктирные линии 211 совмещены с логотипом 110 “V”, напечатанным на ободковой бумаге. После того как упомянутый кусок 212 был вырезан в соответствующем месте ободковой бумаги, так что ободковая бумага содержит вырезанные области 210, соответствующие по форме вырезаемому куску 212. В описанном варианте выполнения процесса резания предварительно нанесенный печатный рисунок 110 также полностью вырезан, так что печатный рисунок 110 служит только в качестве указания положения, в котором необходимо вырезать вырезаемый кусок. Однако также можно вырезать кусок так, чтобы оставлять некоторую ободковую бумагу между вырезанным куском и печатным рисунком 110. Возможны многие дополнительные конфигурации вырезаемых кусков, как уже было описано еще выше.
Снова возвращаясь к фиг. 1, устройство 1 дополнительно содержит клеевые валки 10 для нанесения клея на ободковую бумагу, чтобы подготавливать ободковую бумагу для прикрепления к фильтрующему стержню двойной длины и табачным стержням, которые собирают в сигареты в обертывающем узле 14, как более подробно объясняется ниже.
Устройство 1 также содержит режущее средство 11 для разрезания ободковой бумаги на отрезки 22, 23, 24 для использования в прикреплении фильтрующих стержней к отдельным табачным стержням. Режущее средство 11 может содержать ножевой барабан 12 и вакуумный барабан 13. В работе вакуумный барабан может вращаться быстрее, чем ножевой барабан, чтобы гарантировать удаление отрезанной ободковой бумаги до отрезания следующего отрезка. Зубчатый механизм, соединенный с ножевым барабаном и вакуумным барабаном, может быть использован, чтобы получать желаемую разницу в скорости вращения. Скорость резания может быть определена из скорости устройства, скорости валка совмещения или скорости приводного валка. Таким образом, скорость резания и скорость режущего валка могут быть зависимыми друг от друга. Например, информация кодирования может быть отправлена на контроллер для регулирования скоростей перемещения, чтобы гарантировать правильное смещение относительно режущего средства. Контроллер может быть настроен управлять режущим средством 11 так, что каждый нарезанный отрезок 22, 23, 24 ободковой бумаги имеет единственный вырезанный рисунок. Фиг. 2 представляет изображения таких отрезков 22, 23, 24 ободковой бумаги в положении 300 с правильно ориентированными вырезанными областями в нижней части, тогда как вырезанные области в верхней части ориентированы противоположно.
Логотип и вырезанная область 210, как показанные на фиг. 2, могут быть реализованы различными способами. Например, несколько отдельных малых надрезов, как указано пунктирными линиями 211, могут быть образованы в ободковой бумаге, так что отдельные малые надрезы образуют очертания более крупного “V” вокруг напечатанного логотипа “V” печатного рисунка 110, таким образом улучшая форму “V” печатного рисунка 110. Альтернативно, как показано на фиг. 2, более крупное “V” полностью вырезано, включая печатный рисунок 110. В последнем случае вырезанный листовой материал может представлять собой многослойный листовой материал, при этом по меньшей мере верхний слой вырезан в процессе резания. Напечатанный символ “V” остается видимым на одном или более нижележащих слоях, из которых по меньшей мере самый нижний слой не вырезан.
Вырезание более крупной области вместо образования только малых отдельных надрезов вокруг печатного рисунка 110 является особенно эффективным, если нижний слой изготовлен из прозрачного материала или из материала, цвет которого отличается от цвета слоя или слоев, имеющих большую вырезанную область. С помощью прозрачного материала нижележащий фильтрующий материал или табачный материал может быть сделан видимым в виде специальной формы, логотипа или рисунка. Путем применения различных цветов вырезанных и невырезанных слоев многослойной ободковой бумаги видимость логотипа может быть значительно улучшена по сравнению со слоями, которые все имеют одинаковый цвет. Подобные или отличающиеся эффекты также могут быть достигнуты путем использования слоев с различными сенсорными признаками, такими как различные оптические, тактильные или другие свойства.
В качестве альтернативы вышеописанному резанию многослойных листовых материалов может быть использован однослойный листовой материал. В этой альтернативе, перед тем как вырезанный листовой материал транспортируют на обертывающий узел 14, второй невырезанный слой прикрепляют к листовому материалу 21, содержащему вырезанные области 210. Второй невырезанный слой прикрепляют таким образом, чтобы по меньшей мере покрыть вырезанные области 210. Таким образом, ободковая бумага, содержащая вырезанную область 210 и наложенный невырезанный слой, по меньшей мере в вырезанной области 210, образует двухслойный листовой материал. Как уже упомянуто выше в связи с другими вариантами выполнения, второй невырезанный слой предпочтительно имеет другой цвет, чем однослойный листовой материал, или изготовлен из прозрачного материала.
Вариант выполнения этапов изготовления, осуществляемых в обертывающем узле 14 устройства 1, описан с помощью фиг. 3. Обертывающий узел успешно по оси выравнивает первый обернутый бумагой табачный стержень 15, второй обернутый бумагой табачный стержень 16 и фильтрующий стержень 17 двойной длины между ними таким образом, как показано на фиг. 3 (самое верхнее положение), между приводными валками (не показаны). Затем один отрезок ободковой бумаги, например отрезок 24, показанный на фиг. 2, на который уже нанесен клей, обертывают вокруг фильтрующего стержня 17 двойной длины, а также частично вокруг первого и второго табачных стержней 15, 16. Таким образом, фильтрующий стержень 17 двойной длины присоединяют к обоим табачным стержням 15, 16 (центральное положение, показанное на фиг. 3). Обернутый фильтрующий стержень 17 двойной длины затем разрезают посередине, тем самым образуя пару собранных сигарет 18 с фильтром (самое нижнее положение, показанное на фиг. 3). Собранная сигарета 18 с фильтром содержит обернутый фильтрующий стержень 19, обернутый табачный стержень 15 и в целом цилиндрически свернутый отрезок ободковой бумаги 25, проходящий частично вокруг табачного стержня 15 и полностью вокруг обернутого фильтрующего стержня 19 сигареты с фильтром. Это аналогично проделывается в отношении сигареты с фильтром, содержащей второй табачный стержень 16. Закрученный отрезок ободковой бумаги 25 содержит вырезанную область 210, имеющую увеличенную форму “V”. Похожие обертывающие элементы 14, которые способны разрезать пару скрепленных сигарет с фильтром, известны как таковые.
Описанное устройство 1 является предпочтительным, заключающееся в том, что процесс вырезания логотипа осуществляют, когда ободковая бумага смотана с бобины 2, так что ободковая бумага не деформируется и не мнется натяжением бумаги, как это может быть с бумагой, которая предварительно вырезана перед наматыванием на бобину.
Далее способ будет дополнительно описан во время использования. На первом этапе бобину ободковой бумаги 20, содержащей печатный рисунок 110 (материал с предварительной печатью), загружают на держатель 1. На следующем этапе рычаг 6 натяжения регулирует натяжение бумаги в ободковой бумаге до требуемого уровня. На следующем этапе оптический детектор 9, например ПЗС-камера, обнаруживает положение печатного рисунка 110 (печати) на ободковой бумаге. Затем информацию о положении печатного рисунка 110 передают на сервомотор управления валков 7 совмещения. Затем валки 7 совмещения ускоряют или замедляют в ответ на информацию о положении, чтобы разместить каждый печатный рисунок 110 на ободковой бумаге в требуемом положении резания относительно режущих валков 8, так что печатный рисунок 110 и вырезанная область, которую нужно создать, были совмещены. На следующем этапе ободковую бумагу режут, чтобы предоставить вырезанную область 210, совмещенную с печатным рисунком 110. Затем валки 10 нанесения клея наносят клей на ободковую бумагу 21, содержащую вырезанные области 210. Затем режущее средство 11 отрезает ободковую бумагу на отдельные отрезки 22, 23, 24. Наконец, отрезок 22, 23, 24 ободковой бумаги, содержащий вырезанные области 210, обертывают вокруг выровненных фильтрующего стержня двойной длины и табачных стержней 15, 16.
Если на ободковой бумаге нет никакого рисунка 110, который необходимо совместить с вырезанной областью 210, этап обнаружения печатного рисунка 110 может быть опущен. Кроме того, в этом случае может быть опущен оптический детектор 9 для обнаружения печатного рисунка 110. На этапе совмещения положение резания затем устанавливают в отношении ободковой бумаги.
В еще одном варианте выполнения устройства 1 узел тиснения может быть расположен перед или после режущего узла 8. Таким образом, можно комбинировать печатный рисунок 110 или тисненый рисунок с вырезанной областью 210 в листовом материале 20 для использования при производстве сигарет и повышать разнообразие особых внешних признаков курительных изделий. Узел тиснения предпочтительно также комбинируют с валками 7 совмещения или с отдельным устройством совмещения, чтобы совмещать тисненый рисунок с вырезанной областью 210, а также, возможно, с печатным рисунком 110.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2607363C2 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2009 |
|
RU2492777C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКРЫТЫЙ ЗНАК | 2014 |
|
RU2647383C2 |
| ПОЛОТНО ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2672941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ ТИПОВ | 2015 |
|
RU2675139C1 |
| УЗЕЛ ПОДАЧИ ОБОДКОВОЙ БУМАГИ ДЛЯ ИСПОЛЬЗОВАНИЯ В ИЗГОТОВЛЕНИИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2649591C1 |
| КОРОБКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 2018 |
|
RU2695973C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2683335C1 |
| УДЛИНЕННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2776500C1 |
Изобретение относится к устройству и способу для использования при производстве стержнеобразных изделий. Устройство для использования при производстве стержнеобразного изделия содержит узел подачи для обеспечения листового материала; режущий узел для вырезания куска из листового материала, обеспеченного узлом подачи, для получения соответствующей вырезанной области в листовом материале; узел позиционирования для размещения листового материала в положении резания, в котором упомянутый кусок вырезают из листового материала; детектор, находящийся в функциональной связи с узлом позиционирования, для определения положения резания, так чтобы позволять совмещение стержнеобразного изделия и вырезанной области; узел удаления вырезанного куска; и оберточный узел для получения листового материала, содержащего вырезанную область, и для обертывания листового материала, содержащего вырезанную область, по меньшей мере вокруг части стержнеобразного изделия, при этом узел удаления содержит узел детекции для обнаружения куска, вырезанного из листового материала, и для подачи информационного сигнала, указывающего на наличие или отсутствие вырезанного куска. Техническим результатом изобретения является создание способов и устройств для обеспечения высокой скорости производства стержнеобразных изделий. 3 н. и 16 з.п. ф-лы, 3 ил.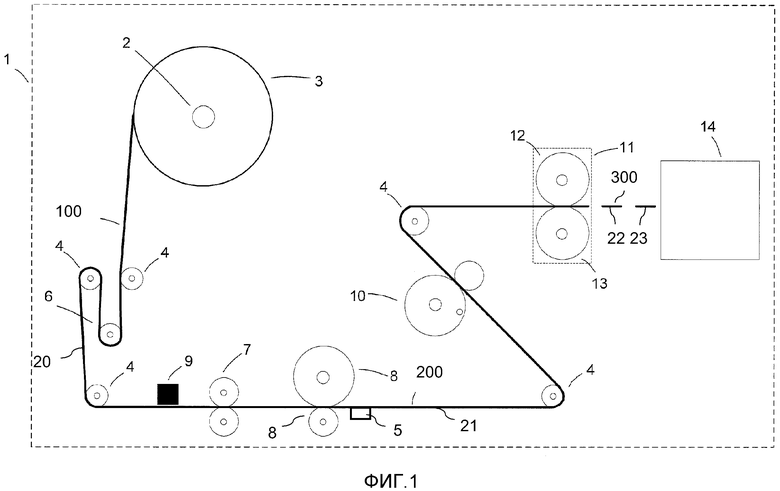
1. Устройство для использования при производстве стержнеобразного изделия, содержащее:
- узел подачи для обеспечения листового материала;
- режущий узел для вырезания куска из листового материала, обеспеченного узлом подачи, для получения соответствующей вырезанной области в листовом материале;
- узел позиционирования для размещения листового материала в положении резания, в котором упомянутый кусок вырезают из листового материала;
- детектор, находящийся в функциональной связи с узлом позиционирования, для определения положения резания, так чтобы позволять совмещение стержнеобразного изделия и вырезанной области;
- узел удаления вырезанного куска; и
- оберточный узел для получения листового материала, содержащего вырезанную область, и для обертывания листового материала, содержащего вырезанную область, по меньшей мере вокруг части стержнеобразного изделия,
при этом узел удаления содержит узел детекции для обнаружения куска, вырезанного из листового материала, и для подачи информационного сигнала, указывающего на наличие или отсутствие вырезанного куска.
2. Устройство по п. 1, отличающееся тем, что оберточный узел выполнен с возможностью сборки стержнеобразного изделия посредством присоединения первого стержнеобразного элемента ко второму стержнеобразному элементу путем обертывания листового материала, содержащего вырезанную область, по меньшей мере частично вокруг как первого, так и второго стержнеобразных элементов.
3. Устройство по п. 1 или 2, отличающееся тем, что детектор дополнительно приспособлен для обнаружения предварительно нанесенного рисунка на листовом материале, так чтобы совмещать предварительно нанесенный рисунок и вырезанную область.
4. Устройство по п. 1 или 2, отличающееся тем, что режущий узел выполнен для вырезания упомянутого куска из многослойного листового материала, используемого в качестве листового материала, таким образом, что по меньшей мере один слой многослойного листового материала остается невырезанным.
5. Устройство по п. 3, отличающееся тем, что режущий узел выполнен для вырезания упомянутого куска из многослойного листового материала, используемого в качестве листового материала, таким образом, что по меньшей мере один слой многослойного листового материала остается невырезанным.
6. Устройство по п. 1 или 2, отличающееся тем, что оберточный узел выполнен для присоединения невырезанного слоя к одной поверхности листового материала, содержащего вырезанную область, таким образом, что невырезанный слой покрывает по меньшей мере вырезанную область листового материала до того, как листовой материал обертывают по меньшей мере вокруг части стержнеобразного изделия.
7. Устройство по п. 3, отличающееся тем, что оберточный узел выполнен для присоединения невырезанного слоя к одной поверхности листового материала, содержащего вырезанную область, таким образом, что невырезанный слой покрывает по меньшей мере вырезанную область листового материала до того, как листовой материал обертывают по меньшей мере вокруг части стержнеобразного изделия.
8. Устройство по п. 4, отличающееся тем, что оберточный узел выполнен для присоединения невырезанного слоя к одной поверхности листового материала, содержащего вырезанную область, таким образом, что невырезанный слой покрывает по меньшей мере вырезанную область листового материала до того, как листовой материал обертывают по меньшей мере вокруг части стержнеобразного изделия.
9. Устройство по п. 1 или 2, отличающееся тем, что узел удаления содержит вакуумный узел или воздушную форсунку для удаления вырезанного куска из режущего узла.
10. Устройство по п. 1 или 2, отличающееся тем, что оберточный узел выполнен для сборки пары стержнеобразных изделий, каждое из которых содержит табачный стержень и фильтрующий стержень, путем расположения табачных стержней так, что конец одного из табачных стержней пары обращен к концу другого из табачных стержней этой пары, путем размещения фильтрующего стержня двойной длины между двумя обращенными друг к другу концами табачных стержней и путем присоединения фильтрующего стержня двойной длины к упомянутым двум табачным стержням путем по меньшей мере частичного обертывания листового материала, содержащего вырезанную область, вокруг соответствующего табачного стержня и фильтрующего стержня двойной длины, при этом устройство дополнительно содержит средство разрезания обернутого таким образом фильтрующего стержня двойной длины.
11. Способ изготовления стержнеобразного изделия, включающий этапы:
- обеспечения листового материала;
- размещения листового материала в положении резания;
- вырезания куска из листового материала для получения листового материала, содержащего вырезанную область;
- удаления вырезанного куска;
- приведения листового материала, снабженного вырезанной областью, в совмещение со стержнеобразным изделием; и
- обертывания листового материала, содержащего вырезанную область, по меньшей мере вокруг части стержнеобразного изделия.
12. Способ по п. 11, в котором этап обеспечения листового материала включает обеспечение многослойного листового материала, а этап вырезания куска включает резание листового материала таким образом, что по меньшей мере один слой многослойного листового материала остается невырезанным.
13. Способ по п. 11, в котором дополнительно включает этап присоединения отдельного невырезанного слоя к листовому материалу, содержащему вырезанную область, таким образом, что отдельный невырезанный слой покрывает по меньшей мере вырезанную область листового материала.
14. Способ по п. 12 или 13, в котором по меньшей мере один невырезанный слой или отдельный невырезанный слой выполнен из материала, выбранного из группы, состоящей из:
- прозрачного материала;
- материала, содержащего сенсорный признак, отличающийся от сенсорного признака одного или более других слоев в случае использования многослойного листового материала или отличающийся от сенсорного признака листового материала в случае использования отдельного невырезанного слоя;
- материала с проницаемостью менее шестисот единиц Coresta.
15. Способ по п. 12 или 13, в котором листовой материал имеет предварительно нанесенный рисунок на листовом материале; этап размещения листового материала в положение резания дополнительно включает приведение вырезаемого куска в совмещение с предварительно нанесенным рисунком; и этап вырезания куска дополнительно включает вырезание этого куска из листового материала для получения листового материала, содержащего вырезанную область, которая совмещена с предварительно нанесенным рисунком.
16. Способ по п. 11, в котором листовой материал имеет предварительно нанесенный рисунок на листовом материале; этап размещения листового материала в положение резания дополнительно включает приведение вырезаемого куска в совмещение с предварительно нанесенным рисунком; и этап вырезания куска дополнительно включает вырезание этого куска из листового материала для получения листового материала, содержащего вырезанную область, которая совмещена с предварительно нанесенным рисунком.
17. Способ по п. 11, отличающийся тем, что листовой материал представляет собой ободковую бумагу, оберточную бумагу для табака или оберточную бумагу для фильтрующего штранга.
18. Способ по п. 12 или 13, отличающийся тем, что листовой материал представляет собой ободковую бумагу, оберточную бумагу для табака или оберточную бумагу для фильтрующего штранга.
19. Применение устройства по любому из пп. 1-10 и способа по любому из пп. 11-18 при производстве курительных изделий.
| Шаровый дисковый вариатор | 1978 |
|
SU724846A1 |
| Способ предотвращения атрофии, повышенной утомляемости медленных мышечных волокон и их трансформации в быстрые мышечные волокна в камбаловидной мышце | 2024 |
|
RU2834246C1 |
| WO 2011038430 A1, 07.04.2011 | |||
| WO 9505927 A1, 02.03.1995. | |||

